Область техники
Изобретение относится к способу для вставления электронных устройств, которые приспособлены для связи на радиочастоте, в соответствующие резиновые кожухи.
Изобретение находит предпочтительное применение при вставлении транспондеров в соответствующие резиновые рукава, на которые в последующем описании будут делаться явные ссылки без потери общности.
Предшествующий уровень техники
В последние годы появились так называемые «умные» (от англ. «smart») пневматические шины, которые способны составлять активную часть современных транспортных средств, предоставляя информацию о типе установленных пневматических шин, о состоянии пневматических шин, а также информацию, касающуюся условий окружающей среды.
«Умная» пневматическая шина обычно оснащена транспондером (то есть электронным устройством, подходящим для связи на радиочастоте), что позволяет осуществлять дистанционную передачу информации (то есть как транспортному средству, на котором установлена шина, так и оператору, который должен выполнить проверку или замену пневматической шины) об идентификации, характеристиках и истории пневматической шины.
Недавно была предложена унификация технологии РЧИД («Радиочастотной идентификации», от англ. «RFID – Radio-Frequency IDentification»), основанной на наличии транспондеров, и СКДШ («Система контроля давления в шинах», от англ. «TPMS – Tyre Pressure Monitoring Systems»), которая измеряет эффективное давление накачки для запоминания в транспондерах эффективного давления накачки, а затем дистанционно передает данные об эффективном давлении накачки посредством самих транспондеров.
Первоначально предлагалось наклеивать транспондер на внутреннюю или внешнюю поверхность боковины пневматической шины; это решение чрезвычайно просто с точки зрения дизайна и применимо также к существующим пневматическим шинам; однако, с другой стороны, это не гарантирует, что транспондер не отсоединится от пневматической шины (особенно, когда он приклеен к внешней поверхности) после циклических деформаций, которым подвергается боковина пневматической шины.
После этого было предложено интегрирование транспондера в структуру пневматической шины, то есть внутрь различных слоев, составляющих пневматическую шину.
Чтобы иметь возможность интегрировать транспондер в структуру пневматической шины, транспондер обычно заранее вставляют в резиновый кожух, который полностью окружает транспондер со всех сторон; такой резиновый кожух имеет функцию как обеспечения более эффективного излучения и приема радиочастотных сигналов, используя диэлектрические свойства резины, так и функцию защиты транспондера во время работы, которая необходима для соединения самого транспондера с компонентами, составляющими пневматическую шину.
Известно, что для вставления транспондера в соответствующие резиновые кожухи, необходимо продвинуть первую резиновую полосу, расположенную горизонтально вдоль прямого пути вставления, чтобы поместить транспондер на верхнюю поверхность первой резиновой полосы, поместить вторую резиновую полосу, имеющую те же размеры, что и первая резиновая полоса, на верхнюю поверхность первой резиновой полосы (и, следовательно, над ранее размещенным транспондером), прижать две резиновые полосы друг к другу с помощью по меньшей мере одной пары взаимодействующих роликов, между которыми проходят две резиновых полосы, а затем разрезать поперек две резиновых полосы, чтобы отделить резиновый кожух (который представляет собой часть двух резиновых полос).
В документе EP2172878 раскрыт способ изготовления РЧИД-меток.
В документе US2011284155 раскрыт способ изготовления по меньшей мере одного элемента, содержащего по меньшей мере один электронный компонент, покрытый резиной, при этом компонент размещают в контакте с первой резиновой полосой и покрывают второй резиновой полосой так, чтобы покрыть упомянутый компонент.
Раскрытие изобретения
Задачей изобретения является создание способа для вставления электронных устройств, приспособленных для связи на радиочастоте в соответствующие резиновые кожухи, которые легко и недорого изготовить.
Согласно изобретению предлагается способ для вставления электронных устройств, приспособленных для связи на радиочастоте, в соответствующие резиновые кожухи, в соответствии с тем, как это определено в формуле изобретения.
Формула изобретения раскрывает предпочтительные варианты осуществления изобретения, составляющие неотъемлемую часть описания.
Краткое описание чертежей
Изобретение теперь будет описано со ссылкой на чертежи, поясняющие примерный, не носящий ограничительного характера вариант осуществления.
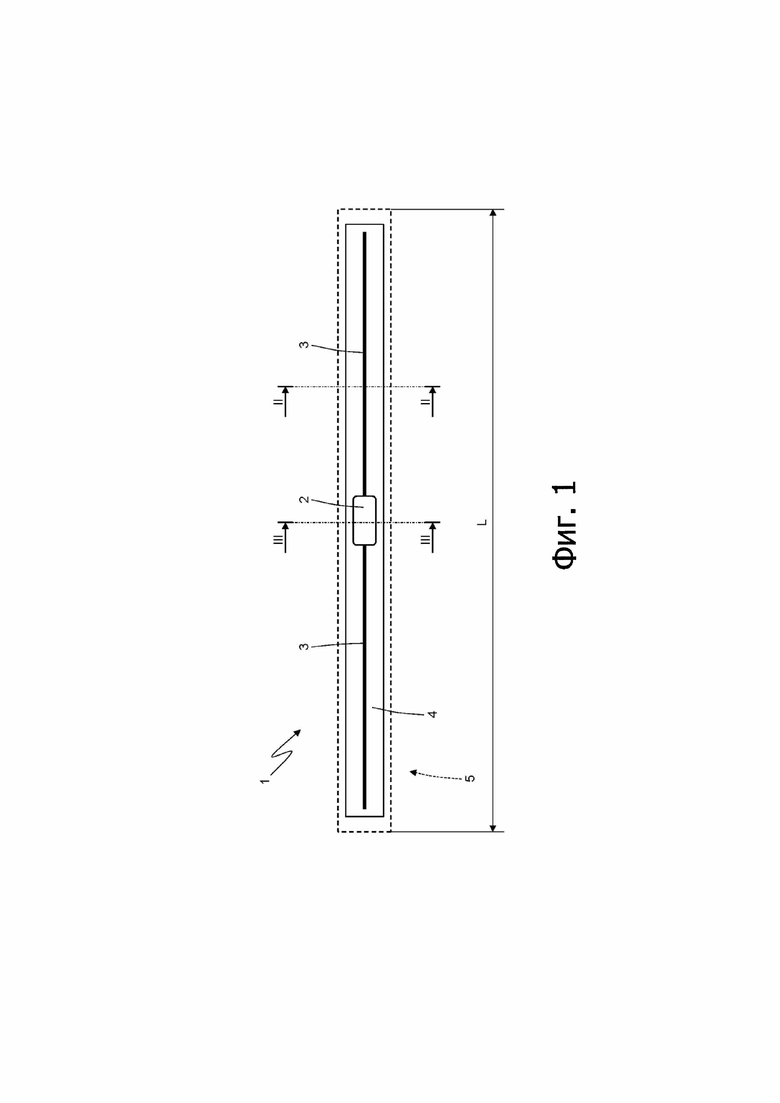
На фиг. 1 показан транспондер, вставленный в резиновый кожух, схематичный вид;
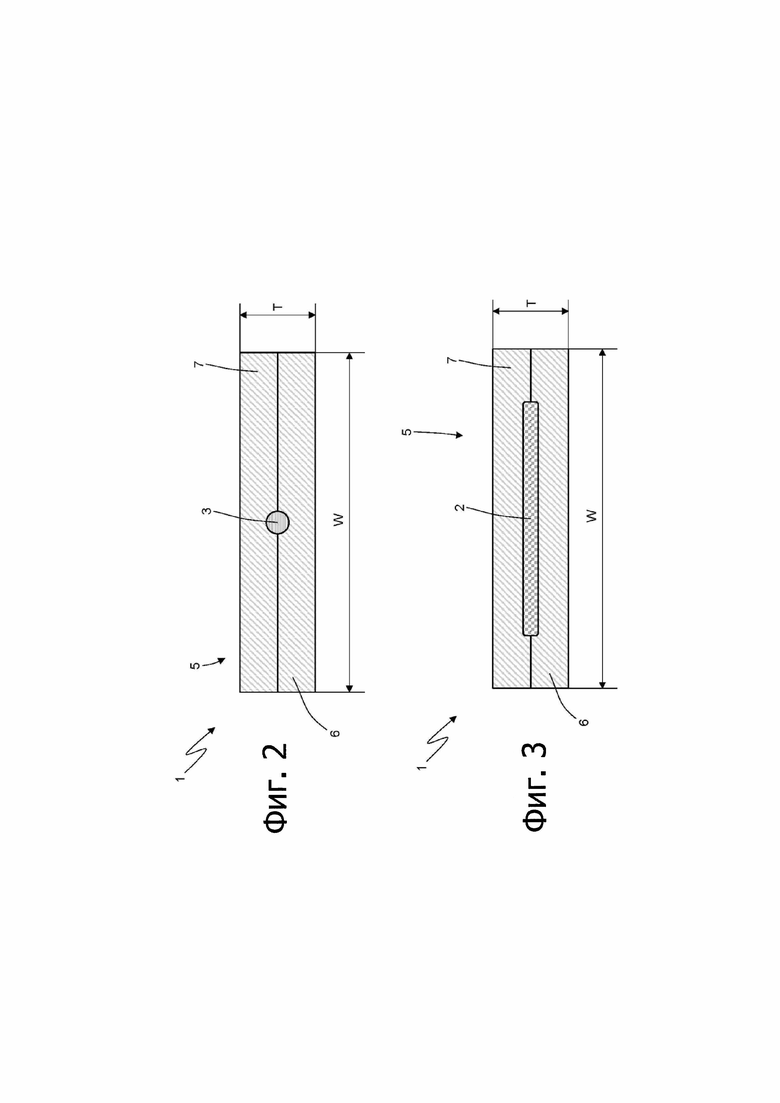
на фиг. 2 и 3 – транспондер, показанный на фиг. 1, два вида в разрезе по плоскости II-II и по плоскости III-III, соответственно;
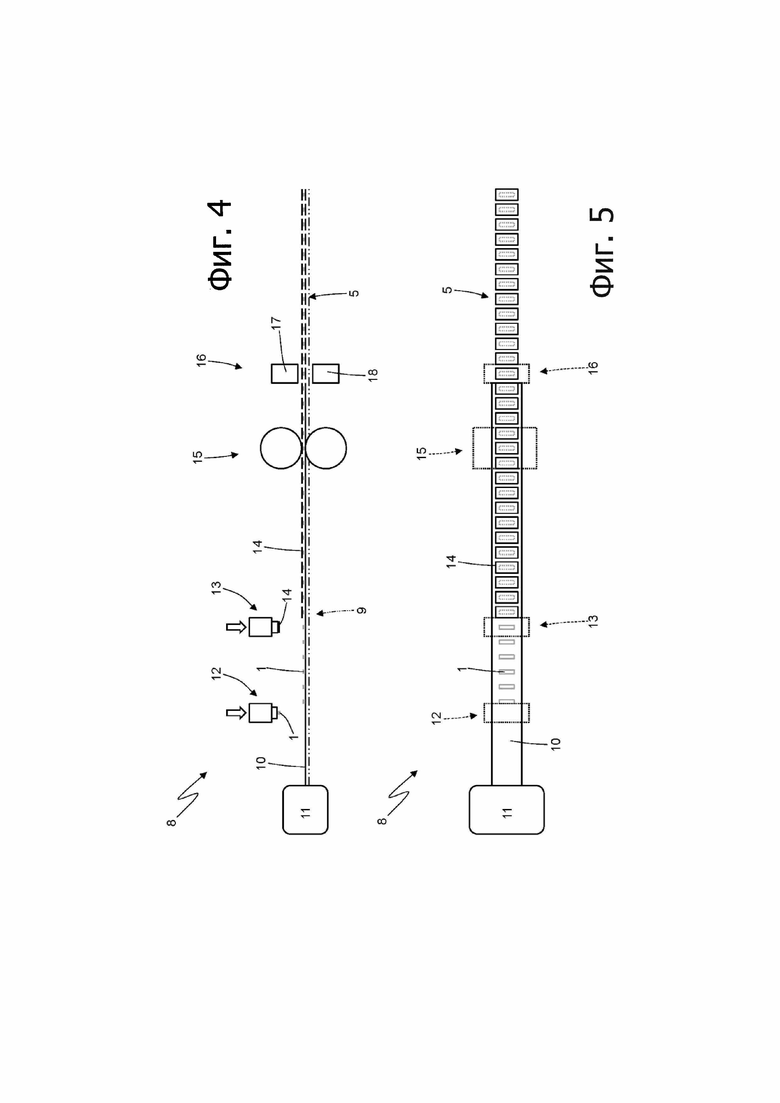
на фиг. 4 – блок обработки, который вставляет транспондеры в соответствующие резиновые кожухи, схематичный вид сбоку;
на фиг. 5 – блок обработки, показанный на фиг. 4, схематичный вид сверху;
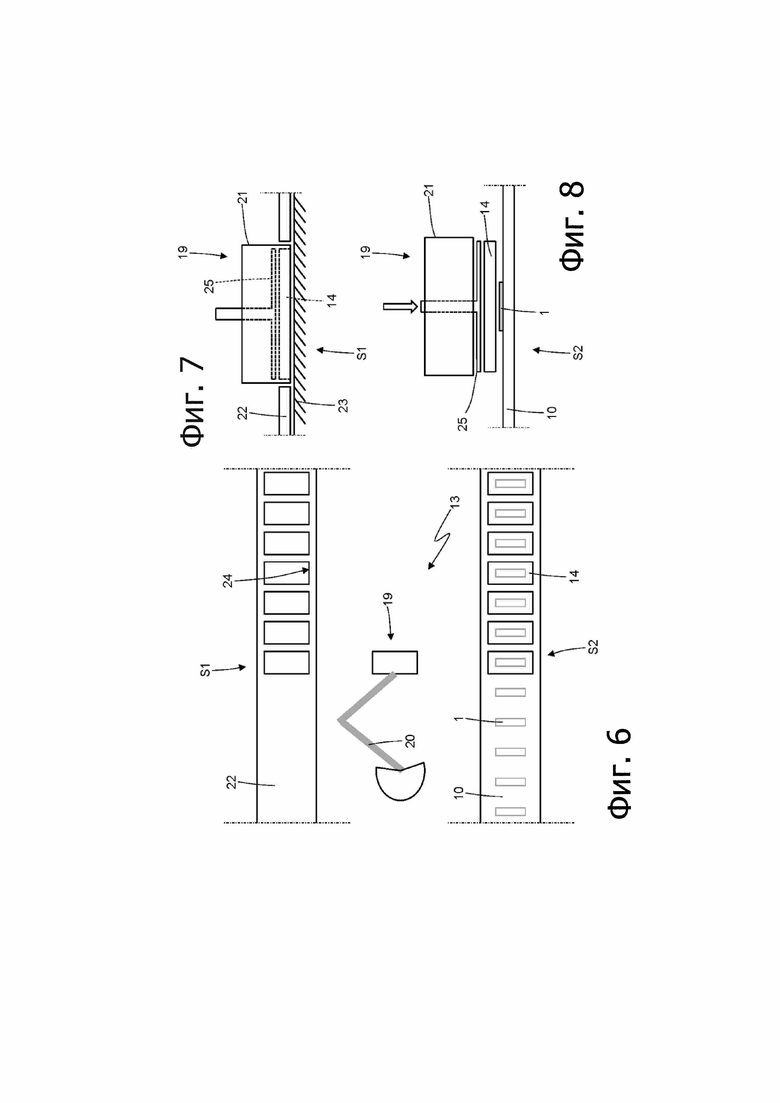
на фиг. 6 – устройство подачи листов резины блока обработки, показанного на фиг. 4, схематичный вид сверху;
на фиг. 7 – захватывающая головка устройства подачи, показанного на фиг. 6, внутри станции захвата, схематичный вид сбоку; и
на фиг. 8 – захватывающая головка, показанная на фиг. 7, внутри передаточной станции, схематичный вид сбоку.
Варианты осуществления изобретения
На фиг. 1 цифрой 1 обозначен транспондер в целом, то есть электронное устройство (обычно пассивное, то есть без выделенного источника питания), которое способно хранить информацию и которое приспособлено для передачи данных с использованием радиочастотных сигналов. Другими словами, транспондер 1 представляет собой «умную метку» небольших размеров, которая способна реагировать на удаленный запрос определенных зафиксированных или переносных устройств, называемых считывателями (или устройствами опроса); считыватель способен считывать и/или изменять информацию, содержащуюся в транспондере 1, который опрашивается, связываясь с самим транспондером 1 на радиочастоте. Соответственно, транспондер 1 является частью беспроводной системы считывания и/или записи, которая работает в соответствии с так называемой технологией РЧИД («Радиочастотной идентификации»).
Транспондер 1 предназначен для встраивания в пневматическую шину, т.е. для вставления между компонентами пневматической шины во время изготовления самой пневматической шины, или для закрепления на внешней поверхности пневматической шины 1.
В соответствии с фиг. 1, транспондер 1 содержит электронную плату 2 (то есть микрочип), оснащенную энергонезависимым запоминающим устройством (обычно ЭСППЗУ (EEPROM) или ФОЗУ (FRAM), последнее является более дорогостоящим, но технологически более продвинутым), антенну 3, соединенную с электронной платой 2, и опору 4, которая несет на себе как электронную плату 2, так и антенну 3, и которую часто определяют как «подложку» (обычно содержащую тонкий слой майлара, пластика, такого как ПЭТ или ПВХ, или других аналогичных материалов); как также сказано далее, опора 4 может отсутствовать. В варианте осуществления, показанном на фиг. 2, антенна 3 представляет собой дипольную антенну (или просто диполь) и содержит два одинаково открытых плеча, выполненных из линейного электрического проводника, по которому протекают токи, которые удаленно излучают электромагнитное поле.
При использовании антенна 3 принимает электромагнитный сигнал, который за счет электромагнитной индукции вызывает разность электрических потенциалов внутри антенны 3, что вызывает циркуляцию электрического тока в электронной плате 2 для подачи питания на саму электронную плату 2; активированная таким образом электронная плата 2 передает данные, содержащиеся в ее запоминающем устройстве, посредством антенны 3 и, при необходимости, также изменяет данные, содержащиеся в ее запоминающем устройстве.
Как показано на фиг. 1, 2 и 3, транспондер 1 вставлен в резиновый кожух 5, содержащий две полосы 6 и 7 необработанной резины, наложенных друг на друга и прижатых друг к другу (в предпочтительном варианте осуществления, резина двух резиновых полос 6 и 7 изначально не обработана и вулканизирована вместе с остальной частью пневматической шины во время окончательной вулканизации самой пневматической шины); в целом, две полосы 6 и 7 необработанной резины кожуха 5 на 1-2 мм длиннее/шире транспондера 1 (т.е. электронной платы 2 и антенны 3).
Две полосы 6 и 7 необработанной резины изначально имеют форму параллелепипеда и деформируются вокруг компонентов транспондера 1, когда они прижимаются друг к другу вокруг самого транспондера 1. В альтернативном варианте две резиновые полосы 6 и 7 кожуха 5 вулканизированы с самого начала (т.е. резина двух резиновых полос 6 немедленно вулканизирована) или полувулканизированы (или вулканизированы лишь частично); две резиновые полосы 6 и 7 также могут иметь разную степень вулканизации (например, полоса 6 может быть из необработанной резины, тогда как полоса 7 может быть из вулканизированной резины или полувулканизированной резины или наоборот).
Согласно другому (не показанному на чертежах) варианту осуществления опора 4 отсутствует, и ее функцию выполняют полосы 6 и 7 резины кожуха 5.
Согласно предпочтительному (но явно не носящему ограничительного характера) варианту осуществления толщина Т кожуха 5 (вмещающего транспондер 1 внутри) составляет от 0,6 до 2 мм, ширина W кожуха 5 составляет приблизительно 8-12 мм, а длина L кожуха 5 составляет приблизительно 60-80 мм.
На фиг. 4 и 5 блок обработки для вставления транспондера 1 в соответствующие резиновые кожухи 5 в целом обозначен ссылочной позицией 8.
Блок 8 обработки содержит конвейер 9, который продвигает единственную ленту 10 из необработанной резины (расположенную, например, горизонтально) по горизонтальному и прямому пути вставления; как описано далее, резиновая лента 10 предназначена для формирования полосы 6 каждого кожуха 5. Необработанная резиновая лента 10 подается на конвейер 9 посредством устройства 11 подачи, которое могло бы производить необработанную резиновую ленту 10 с помощью экструдера или же оно могло бы разматывать необработанную резиновую ленту 10 с катушки (после чего необработанная резиновая лента 10 может быть намотана, например, посредством прокладки из нелипкой пленки, которая может удаляться во время разматывания и, как правило, повторно использоваться после ее окончательного удаления).
Блок 8 обработки включает в себя устройство 12 подачи, которое размещает каждый транспондер 1 на верхней поверхности резиновой ленты 10 и (приблизительно) в центре резиновой ленты 10; обязательно каждый транспондер 1 размещают на верхней поверхности резиновой ленты 10 так, чтобы он оставаться в пределах самой резиновой ленты 10. В предпочтительном варианте осуществления, показанном на чертежах, каждый транспондер 1 размещен поперек верхней поверхности резиновой ленты 10, то есть продольная ось транспондера 1 перпендикулярна продольной оси резиновой ленты 10; согласно альтернативному варианту осуществления (на чертежах не показан) каждый транспондер 1 размещают в продольном направлении на верхней поверхности резиновой ленты 10, т.е. продольная ось транспондера 1 параллельна (соосна) продольной оси резиновой ленты 10.
Например, устройство 12 подачи может содержать захватывающую головку (присасывающую или магнитную), которая подходит для захвата и удерживания транспондера 1, и моторизованное плечо, которое циклически перемещает захватывающую головку между станцией захвата, где захватывающая головка захватывает транспондер 1, и передаточной станцией, где захватывающая головка помещает транспондер 1 на верхнюю поверхность резиновой ленты 10. Другими словами, захватывающая головка устройства 12 подачи может удерживать транспондер 1 посредством пневматического присасывания или же посредством магнитного притягивания, создаваемого электромагнитом.
В варианте осуществления, показанном на чертежах, устройство 12 подачи размещает на верхней поверхности резиновой ленты 10 по одному транспондеру 1 за раз; согласно другому варианту осуществления, не показанному на чертежах, устройство 12 подачи размещает на верхней поверхности резиновой ленты 10 несколько транспондеров 1 одновременно (например, два, три, четыре, пять ... транспондеров 1 за раз).
Блок 8 обработки содержит устройство 13 подачи, которое расположено после устройства 12 подачи вдоль направления движения резиновой ленты 10 и размещает на верхней поверхности резиновой ленты 10 и над каждым ранее размещенным транспондером 1 лист резины 14, полностью покрывающий транспондер 1; как описано далее, каждый лист резины 14 предназначен для формирования полосы 7 каждого кожуха 5. В варианте осуществления, показанном на чертежах, каждый лист резины 14 имеет прямоугольную форму, тогда как в других, не показанных на чертежах вариантах осуществления каждый лист резины 14 имеет форму, отличную от прямоугольной. Лист резины 14 может представлять собой необработанную резину, полувулканизированную резину или вулканизированную резину. В варианте осуществления, показанном на чертежах, каждый лист резины 14 покрывает один транспондер 1; в другом варианте осуществления (на чертежах не показан) каждый лист резины 14 покрывает несколько транспондеров 1, размещенных рядом друг с другом (например, два, три, четыре, пять ... транспондеров 1, размещенных рядом друг с другом).
Например, устройство 13 подачи может содержать захватывающую головку, которая приспособлена для захвата и удерживания листа резины 14, и моторизованное плечо, которое циклически перемещает захватывающую головку между станцией захвата, где захватывающая головка захватывает лист резины 14, и передаточной станцией, где присасывающая захватывающая головка помещает лист резины 14 на верхнюю поверхность резиновой ленты 10 и на соответствующий транспондер 1.
В варианте осуществления, показанном на чертежах, устройство 13 подачи помещает на верхнюю поверхность резиновой ленты 10 по одному листу резины 14 за раз; в другом, не показанном на чертежах варианте осуществления, устройство 13 подачи размещает на верхней поверхности резиновой ленты 10 несколько листов резины 14 за раз (например, два, три, четыре, пять ... листов резины 14 за раз).
Согласно предпочтительному варианту осуществления, показанному на чертежах, блок 8 обработки данных содержит сжимающее устройство 15, расположенное после устройства 13 подачи вдоль направления движения резиновой ленты 10 и приспособленное для прижатия каждого листа резины 14 к резиновой ленте 10 (вместе с соответствующим транспондером 1).
Согласно предпочтительному варианту осуществления, показанному на чертежах, сжимающее устройство 15 содержит по меньшей мере одну пару прижимных роликов, взаимодействующих между собой, при этом резиновая лента 10, несущая транспондеры 1, покрытые листами резины 14, проходит между ними.
Блок 8 обработки содержит режущее устройство 16, расположенное после сжимающего устройства 15 в направлении движения резиновой ленты 10 и приспособленное для обрезания резиновой ленты 10 по периметру реза прямоугольной формы вокруг каждого транспондера 1, чтобы отделять кожухи 5, содержащие соответствующие транспондеры 1, от резиновой ленты 10. Режущее устройство 16 содержит режущую головку 17, несущую прямоугольный нож (который явно является внутренне пустым), и ответную головку 18, которая выровнена с режущей головкой 17 и расположена на другой стороне резиновой ленты 10 по отношению к режущей головке 17; режущая головка 17 выполнена с возможностью перемещения в вертикальном направлении, например, может приближаться к резиновой ленте 10 и удаляться от нее, в то время как ответная головка 18 может оставаться неподвижной, или же она может также перемещаться вертикально, например, приближаться к резиновой ленте 10 и удаляться от нее.
В варианте осуществления, показанном на чертежах, режущее устройство 16 вырезает по одному транспондеру 1 за раз; в другом варианте осуществления, не показанном на чертежах, режущее устройство 16 вырезает несколько транспондеров 1 одновременно (например, два, три, четыре, пять ... транспондеров 1 за раз).
В предпочтительном варианте осуществления режущее устройство 16 режет как резиновую ленту 10, так и листы резины 14, чтобы отделить кожухи 5, вмещающие соответствующие транспондеры 1, от резиновой ленты 10; другими словами, прямоугольный рез, выполненный режущим устройством 16, (немного) меньше, чем листы резины 14, так что прямоугольный рез, выполненный режущим устройством 16, также включает в себя (пересекает) листы резины 14. То есть каждый разрез по периметру прямоугольной формы, выполненный режущим устройством 16, меньше соответствующего листа резины 14, полностью находится в пределах соответствующего листа резины 14, а также проходит по соответствующему листу резины 14. В результате режущее устройство 16 вырезает каждый кожух 5 из соответствующего листа резины 14.
Важно подчеркнуть, что конвейер 9 перемещает резиновую ленту 10 в соответствии с прерывистым законом движения (т.е. поэтапно), предусматривающим циклическое чередование фаз движения, в течение которых резиновая лента 10 продвигается вперед, и фаз остановки, в течение которых резиновая лента 10 остается неподвижной. Вся обработка (подача транспондера 1, подача листов резины 14, вырезание кожухов 5) выполняется, когда резиновая лента 10 остановлена (или во время фаз остановки), и приостанавливается на время перемещения резиновой ленты 10 (то есть на время фаз движения).
На фиг. 6 показан возможный пример выполнения устройства 13 подачи, которое помещает на верхнюю поверхность резиновой ленты 10 и на каждый ранее установленный транспондер 1 лист необработанной резины 14. Устройство 13 подачи содержит захватывающую головку 19, которая приспособлена для захвата и удерживания листа резины 14, и моторизованное плечо 20, которое циклически перемещает захватывающую головку 19 между станцией захвата S1, где захватывающая головка 19 захватывает лист резины 14, и передаточной станцией S2, где захватывающая головка 19 помещает лист резины 14 на верхнюю поверхность резиновой ленты 10 и на соответствующий транспондер 1.
В соответствии с показанным на фиг. 7 и 8, захватывающая головка 19 имеет нож 21 прямоугольной формы и внутренне пустое пространство, что подходит для резки и удаления листов резины 14 с резиновой ленты 22, которая циклически перемещается над плоскостью 23 скольжения, которая также действует как ответная ножу 21; соответственно, часть резиновой ленты 22, которая уже использовалась, имеет последовательность прямоугольных отверстий 24 (показанных на фиг. 6) в тех областях, из которых были взяты листы резины 14. Нож 21 может иметь форму, отличную от прямоугольной: нож 21 должен воспроизводить форму листов резины 14 и, следовательно, если листы резины 14 имеют форму, (более или менее) отличающуюся от прямоугольной формы, то нож 21 также должен иметь (более или менее) такую же форму, которая отличается от прямоугольной формы. Захватывающая головка 19 также имеет толкатель 25, который расположен внутри ножа 21 прямоугольной формы и который приспособлен для извлечения листа резины 14 из ножа 21, чтобы поместить лист резины 14 на верхнюю поверхность резиновой ленты 10 и на соответствующий транспондер 1. В этом отношении важно отметить, что лист 14 необработанной резины чрезвычайно «липкий» и поэтому имеет тенденцию прочно прилипать к внутренней поверхности ножа 21 прямоугольной формы; соответственно, нет необходимости предоставлять средства для удерживания листа резины 14 внутри ножа 21 прямоугольной формы, и вместо этого необходимо иметь средства (такие как толкатель 25) для извлечения листа резины 14 из ножа 21 прямоугольной формы. Очевидно, что если бы листы резины 14 были изготовлены из вулканизированной или полувулканизированной резины, то нож 21 следовало бы снабдить средствами удерживания (например, средством вакуумирования) для удерживания листа резины 14 внутри ножа 21.
В варианте осуществления, показанном на чертежах, резиновая лента 22, из которой извлекаются листы резины 14, расположена в боковом направлении рядом с резиновой лентой 10; в другом варианте (на чертежах не показан) резиновая лента 22 из которой извлекаются листы резины 14, размещается над резиновой лентой 10 и выровнена вертикально с самой резиновой лентой 10 (в этом варианте осуществления захватывающая головка 19 совершает только вертикальное прямолинейное движение).
Описанные здесь варианты осуществления могут быть скомбинированы друг с другом, не выходя за пределы объема защиты изобретения.
Вышеописанный блок 8 обработки имеет много преимуществ.
Во-первых, описанный выше блок 8 обработки особенно прост и экономичен в реализации, поскольку он предусматривает выполнение лишь нескольких легко автоматизируемых операций.
Кроме того, описанный выше способ вставления позволяет вставлять транспондер 1 в кожух 5, всегда обеспечивая высокую точность, поскольку каждый лист резины 14 помещается на верхнюю поверхность резиновой ленты 10 и на соответствующий транспондер 1, когда резиновая лента 10 неподвижна.
Наконец, описанный выше способ вставления позволяет снизить производственные затраты по сравнению с решением, предусматривающим наложение дополнительной непрерывной резиновой ленты на резиновую ленту 10, поскольку после разрезания режущим устройством 16 количество выбрасываемой резины уменьшено; это обусловлено тем, что листы резины 14 меньше, чем резиновая лента 10 (т.е. листы 1 почти равны размеру транспондеров 1).
Список ссылочных обозначений
1 Транспондер
2 Электронная плата
3 Антенна
4 Опора
5 Кожух
6 Полоса
7 Полоса
8 Блок обработки
9 Конвейер
10 Резиновая лента
11 Устройство подачи
12 Устройство подачи
13 Устройство подачи
14 Лист резины
15 Прижимное устройство
16 Режущее устройство
17 Режущая головка
18 Ответная головка
19 Захватывающая головка
20 Моторизованное плечо
21 Нож
22 Резиновая лента
23 Плоскость скольжения
24 Отверстия
25 Толкатель
S1 Станция захвата
S2 Передаточная станция
H Высота
L Длина
W Ширина
Т Толщина.
Изобретение относится к способу для вставления электронных устройств, которые приспособлены для связи на радиочастоте, в соответствующие резиновые кожухи. Способ включает в себя этапы, на которых: продвигают первую резиновую ленту (10), предпочтительно расположенную горизонтально вдоль пути вставления, посредством конвейера (9), при этом первая резиновая лента (10) предназначена для формирования первой полосы (6) каждого кожуха (5), и размещают электронные устройства (1), приспособленные для связи на радиочастоте, на верхней поверхности первой резиновой ленты (10) посредством первого устройства (12) подачи. Причем способ включает в себя дополнительные этапы, на которых: размещают, посредством второго устройства (13) подачи, на верхней поверхности первой резиновой ленты (10) и на каждом ранее размещенном на этой поверхности электронном устройстве (1), приспособленном для связи на радиочастоте, соответствующий лист резины (14), который полностью покрывает электронное устройство (1), приспособленное для связи на радиочастоте, при этом каждый лист резины (14) предназначен для формирования второй полосы (7) каждого кожуха (5). Далее разрезают посредством режущего устройства (16), расположенного после второго устройства (13) вдоль направления движения первой резиновой ленты (10), по меньшей мере первую резиновую ленту (10), путем выполнения реза по периметру вокруг каждого электронного устройства (1), приспособленного для связи на радиочастоте, чтобы отделить от резиновой ленты (10) каждый кожух (5), вмещающий соответствующее электронное устройство (1), приспособленное для связи на радиочастоте. Технический результат заявленного изобретения заключается в создании способа для вставления электронных устройств, приспособленных для связи на радиочастоте, в соответствующие резиновые кожухи, которые легко и недорого изготовить. 12 з.п. ф-лы, 8 ил.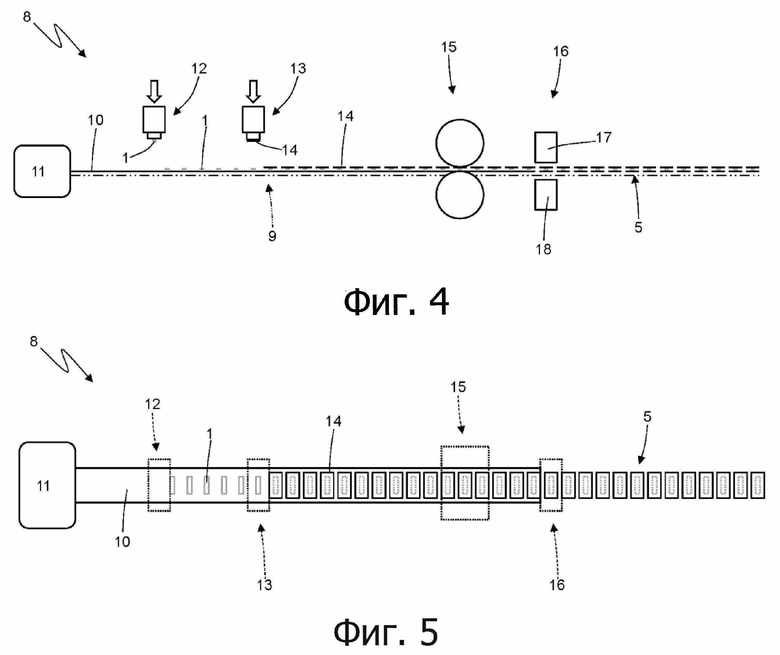
1. Способ для вставления электронных устройств (1), приспособленных для связи на радиочастоте, в соответствующие резиновые кожухи (5), каждый из которых содержит две перекрывающиеся полосы (6, 7), между которыми вкладывают соответствующее электронное устройство (1), приспособленное для связи на радиочастоте; при этом способ включает в себя этапы, на которых:
продвигают первую резиновую ленту (10), предпочтительно расположенную горизонтально вдоль пути вставления, посредством конвейера (9), при этом первая резиновая лента (10) предназначена для формирования первой полосы (6) каждого кожуха (5); и
размещают электронные устройства (1), приспособленные для связи на радиочастоте, на верхней поверхности первой резиновой ленты (10) посредством первого устройства (12) подачи,
отличающийся тем, что включает в себя дополнительные этапы, на которых:
размещают, посредством второго устройства (13) подачи, на верхней поверхности первой резиновой ленты (10) и на каждом ранее размещенном на этой поверхности электронном устройстве (1), приспособленном для связи на радиочастоте, соответствующий лист резины (14), который полностью покрывает электронное устройство (1), приспособленное для связи на радиочастоте, при этом каждый лист резины (14) предназначен для формирования второй полосы (7) каждого кожуха (5); и
разрезают посредством режущего устройства (16), расположенного после второго устройства (13) вдоль направления движения первой резиновой ленты (10), по меньшей мере первую резиновую ленту (10), путем выполнения реза по периметру вокруг каждого электронного устройства (1), приспособленного для связи на радиочастоте, чтобы отделить от резиновой ленты (10) каждый кожух (5), вмещающий соответствующее электронное устройство (1), приспособленное для связи на радиочастоте.
2. Способ по п. 1, отличающийся тем, что режущее устройство (16) разрезает как первую резиновую ленту (10), так и листы резины (14), чтобы отделить от первой резиновой ленты (10) кожухи (5), вмещающие соответствующие электронные устройства (1), приспособленные для связи на радиочастоте.
3. Способ по п. 1 или 2, отличающийся тем, что каждый рез по периметру, выполненный режущим устройством (16), меньше соответствующего листа резины (14), полностью содержится в соответствующем листе резины (14), а также проходит по соответствующему листу резины (14).
4. Способ по любому из пп. 1, 2 или 3, отличающийся тем, что:
конвейер (9) продвигает резиновую ленту (10), согласно закону прерывистого движения, обеспечивающему циклическое чередование фаз движения, в течение которых первая резиновая лента (10) продвигается вперед, и фаз остановки, в течение которых первая резиновая лента (10) остается неподвижной; и
подачу листов резины (14) и резку первой резиновой ленты (10) выполняют только и исключительно тогда, когда первая резиновая лента (10) неподвижна, то есть во время фаз остановки прерывистого движения, и приостанавливают, когда первая резиновая лента (10) находится в движении, то есть на время фаз прерывистого движения.
5. Способ по любому из пп. 1-4, отличающийся тем, что режущее устройство (16) содержит режущую головку (17), которая несет на себе первый полый внутри нож, и ответную головку (18), которая выровнена с режущей головкой (17), но расположена на другой стороне от первой резиновой ленты (10) по отношению к режущей головке (17).
6. Способ по любому из пп. 1-5, отличающийся тем, что первое устройство (12) подачи содержит:
первую захватывающую головку, которая приспособлена для захвата и удерживания по меньшей мере одного электронного устройства (1), приспособленного для связи на радиочастоте; и
моторизованное плечо, которое циклически перемещает захватывающую головку между станцией захвата, где захватывающая головка захватывает электронное устройство (1), приспособленное для связи на радиочастоте, и передаточной станцией, где захватывающая головка размещает электронное устройство (1), приспособленное для связи на радиочастоте, на верхней поверхности первой резиновой ленты (10).
7. Способ по любому из пп. 1-6, отличающийся тем, что второе устройство (13) подачи содержит:
вторую головку (19), приспособленную для захвата и удерживания по меньшей мере одного листа резины (14); и
второе моторизованное плечо (19), которое циклически перемещает вторую захватывающую головку (19) между станцией (S1) захвата, где захватывающая головка (19) захватывает лист (14) резины, и передаточной станцией (S2), при этом захватывающая головка (19) помещает лист резины (14) на верхнюю поверхность первой резиновой ленты (10) и на соответствующее электронное устройство (1), приспособленное для связи на радиочастоте.
8. Способ по п. 7, отличающийся тем, что вторая захватывающая головка (19) содержит:
второй полый внутри нож (21), приспособленный для резки и захвата листов резины (14) со второй резиновой ленты (22); и
толкатель (25), расположенный внутри второго ножа (21) и приспособленный для извлечения листа резины (14) изнутри ножа (21), чтобы поместить лист резины (14) на верхнюю поверхность первой резиновой ленты (10) и на соответствующее электронное устройство (1), приспособленное для связи на радиочастоте.
9. Способ по п. 8, отличающийся тем, что вторая резиновая лента (22), из которой извлекают листы резины (14), расположена в боковом направлении рядом с первой резиновой лентой (10).
10. Способ по п. 8, отличающийся тем, что вторая резиновая лента (22), из которой извлекают листы резины (14), расположена над первой резиновой лентой (10) и выровнена по вертикали с первой резиновой лентой (10).
11. Способ по одному из пп. 1-10, отличающийся тем, что включает в себя дополнительный этап, на котором прижимают друг к другу первую резиновую ленту (10) и каждый лист резины (14) посредством сжимающего устройства (15), расположенного между вторым устройством (13) подачи и режущим устройством (16).
12. Способ по п. 11, отличающийся тем, что сжимающее устройство (15) содержит пару прижимных роликов, взаимодействующих между собой, при этом первую резиновую ленту (10), несущую на себе электронные устройства (1), приспособленные для связи на радиочастоте и покрытые листами резины (14), пропускают между прижимными роликами.
13. Способ по любому из пп. 1-12, отличающийся тем, что электронное устройство (1), приспособленное для связи на радиочастоте, выполнено с возможностью встраивания в пневматическую шину.
| US 2011284155 A1, 24.11.2011 | |||
| АВТОМАТИЧЕСКАЯ БЕССТУПЕНЧАТАЯ МЕХАНИЧЕСКАЯ ПЕРЕДАЧА | 2000 |
|
RU2172878C2 |
| US 2009126861 A1, 21.05.2009 | |||
| EP 3385886 A1, 10.10.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА ДЛЯ ШИНЫ И ПНЕВМАТИЧЕСКАЯ ШИНА | 2006 |
|
RU2395394C2 |
