Изобретение относится к аэрокосмической технике, а именно к созданию панелей для размещения спутникового оборудования.
Анализ патентной и научно-технической литературы показал, что широко известен способ сборки трехслойной панели с сотовым заполнителем, приведенный в книге Берсудского В.Е. и др. «Технология изготовления сотовых авиационных конструкций». М.: Машиностроение, 1975, с.28, включающий обезжиривание склеиваемых поверхностей, нанесение на них клеевой композиции, сборку узла. Такой способ сборки называют сухим, т.к. способ включает фиксацию сотового заполнителя в виде блоков между собой и к элементам каркаса и закладным элементам клеевой композицией в виде пленки за счет подгонки размеров сотовых блоков к окантовывающим и закладным элементам.
Недостатком такого способа сборки является отсутствие надежной фиксации блоков сотового заполнителя между собой и с элементами каркаса в процессе полимеризации клеевой композиции. В процессе установки замыкающей обшивки и при полимеризации клеевой композиции может образовываться зазор между сотовыми блоками и между сотовыми блоками и элементами каркаса. При нагревании панели для полимеризации клеевой композиции последняя может стечь по неплотно прижатым поверхностям, а вспенивающаяся клеевая композиция может раздвинуть склеиваемые поверхности. Это приводит к снижению прочности клеевого соединения.
Задачей изобретения является исключение зависимости прочности соединения блоков сотового заполнителя между собой и с элементами каркаса от точности подгонки размеров сотовых блоков и наличия внутренних напряжений в сотовом заполнителе.
Поставленная задача решается тем, что в способе сборки трехслойной панели с сотовым заполнителем, включающем обезжиривание склеиваемых поверхностей, нанесение клеевой композиции и сборку узла, во время сборки узла осуществляют дополнительную фиксацию блоков сотового заполнителя между собой с помощью зажимов из фольги, блоков сотового заполнителя с элементами каркаса и закладными элементами - с помощью зажимов из проволоки, при этом для зажимов из фольги:
 ,
,
где h - толщина зажима, мм;
δ - толщина фольги сотового заполнителя, мм;
C - расстояние между зажимами, мм;
B - высота сотового заполнителя, мм;
Ш - ширина зажима, мм;
Т - размер стороны шестигранника сотового заполнителя, мм;
П - параметр, учитывающий соотношение упругости сотового заполнителя и давления развиваемого клеевой композицией, мм-1;
а для зажимов из проволоки
 ,
,
где d - диаметр проволоки, мм;
 и
и  - предел текучести материалов зажимов из фольги и проволоки соответственно, кгс/см2.
- предел текучести материалов зажимов из фольги и проволоки соответственно, кгс/см2.
Техническим результатом является обеспечение надежной фиксации склеиваемых элементов и требуемой прочности соединения.
Сущность предлагаемого изобретения поясняется приведенным чертежом.
Способ сборки трехслойной панели может быть реализован следующим образом. Производят обезжиривание склеиваемых поверхностей собираемой панели. На нижнюю обшивку 1 наносят клеевую композицию 2 в виде пленки. Производят сборку узла панели, укладывая элементы каркаса и закладные элементы 3, а также сотовый заполнитель в виде блоков 4 с нанесенной на их склеиваемые поверхности клеевой композицией 2. На стыки блоков 4 надевают зажимы 5 из металлической фольги и сдавливают их, например, пинцетом, для обеспечения плотного прилегания блоков 4 между собой. Стыки между блоками 4 и элементами каркаса или закладными элементами 3 фиксируют с помощью зажимов 6 из проволоки, которые также сдавливают, при этом в элементах каркаса и закладных элементах для установки зажимов 6 выполнены, например, отверстия 7. Это обеспечивает дополнительную фиксацию помимо склеивания блоков 4 между собой и с окантовочными и закладными элементами 3. Вместо отверстий могут быть выполнены пазы. Затем сверху накладывают верхнюю обшивку 8 с клеевой композицией 2. После окончания сборки производят нагрев собранной панели под вакуумным мешком.
Толщина и ширина зажимов и шаг их установки должны обеспечивать равнопрочность клеевого стыка и сотового заполнителя. При этом толщина зажима 5 напрямую зависит от толщины материала сотового заполнителя и высоты его ячеек, а также шага установки зажимов. Кроме того, чем больше размер стороны ячейки сотового заполнителя и чем шире зажим, тем меньше его толщина. При этом следует учитывать свойства клеевой композиции, которые будут проявляться при полимеризации, происходящей при нагреве собранной панели. При полимеризации клея зажим не должен разгибаться. С учетом вышеприведенных зависимостей была получена формула, определяющая толщину зажима 5 из металлической фольги:

отсюда
где h - толщина зажима, мм;
δ - толщина фольги сотового заполнителя, мм;
C - расстояние между зажимами, мм;
B - высота сотового заполнителя, мм;
Ш - ширина зажима, мм;
T - размер стороны шестигранника сотового заполнителя, мм;
П - параметр, учитывающий соотношение упругости сотового заполнителя и давления развиваемого клеевой композицией при полимеризации.
Влияние параметра П проявляется при отверждении клеевой композиции, происходящем при нагреве, и зависит от марки применяемой клеевой композиции. Опытным путем определено, что для широко применяемых вспенивающихся клеев ВКВ-3 величина параметра П составляет 20 мм-1, для ВК-36 и ВК-41 - 25 мм-1.
Чем больше высота сотового заполнителя, тем меньше расстояние С между зажимами.
Для дополнительной фиксации блоков сотового заполнителя, изготовленного из алюминия, зажимы 5 технологично выполнять из алюминиевой фольги.
Для скрепления блоков 4 сотового заполнителя с окантовочными и закладными элементами 3 технологически удобнее использовать зажимы 6 из проволоки. При этом они должны совпадать по прочности с зажимами из фольги, т.е. на изгиб зажимы из фольги и проволоки должны работать одинаково (моменты сопротивления изгибу зажимов из фольги и проволоки должны быть равны):
где d - диаметр проволоки, мм;
 и
и  предел текучести материала зажимов из фольги и проволоки соответственно, кгс/см2.
предел текучести материала зажимов из фольги и проволоки соответственно, кгс/см2.
Из этого равенства следует:
Для дополнительной фиксации сотового заполнителя с элементами окантовки возможно использование зажимов из проволоки неломкого, не подверженного коррозии металла, например из нержавеющей стали.
В расчетах можно принять П=25 мм-1. При параметрах δ=0,023 мм, C=24 мм, B=20 мм, Ш=1,5 мм, Т=6 мм минимальная толщина зажима из фольги для обеспечения равнопрочности стыка и сотового заполнителя:

Предел текучести для фольги АМг2 составляет 12 кгс/см2, предел текучести для нержавеющей стали 20 кгс/см2. Отсюда для зажима из проволоки:

При параметрах δ=0,03 мм, С=10 мм, B=20 мм, Ш=1,5 мм, T=2,5 мм минимальная толщина фольги, из которой изготавливают зажим:

а для зажимов из проволоки:

Подбирая клеевую композицию и шаг установки скрепок можно изменять прочность соединения.
Использование зажимов обеспечивает равнопрочность клеевого стыка и сотового заполнителя, что позволяет исключить зависимость прочности соединения сотового заполнителя между собой и с элементами каркаса, а также закладными элементами от точности подгонки размеров сотовых блоков и наличия внутренних напряжений в сотовом заполнителе.
Таким образом, предлагаемый способ обеспечивает надежное соединение склеиваемых элементов с заданной прочностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ВНУТРЕННЕЙ ТЕПЛОЗВУКОИЗОЛЯЦИИ ГОЛОВНОГО ОБТЕКАТЕЛЯ РАКЕТЫ-НОСИТЕЛЯ | 2018 |
|
RU2707359C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СПОСОБ УСТАНОВКИ ЗАКЛАДНОЙ ВСТАВКИ В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2768815C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРЕХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 1990 |
|
SU1822076A1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ УСТАНОВКИ ОПОРНОГО УЗЛА В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2783874C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| СПОСОБ СКЛЕИВАНИЯ РАВНОПРОЧНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2008 |
|
RU2423234C2 |
| Способ изготовления трехслойной композитной панели | 2018 |
|
RU2669279C1 |
Изобретение относится к аэрокосмической технике, а именно к созданию панелей для размещения спутникового оборудования. Способ сборки трехслойной панели с сотовым заполнителем включает обезжиривание склеиваемых поверхностей, нанесение клеевой композиции и сборку узла. Во время сборки узла блоки сотового заполнителя дополнительно фиксируют между собой при помощи зажимов из фольги, а блоки сотового заполнителя с элементами каркаса и закладными элементами - при помощи зажимов из проволоки. Достигается повышение прочности соединения блоков сотового заполнителя. 1 ил.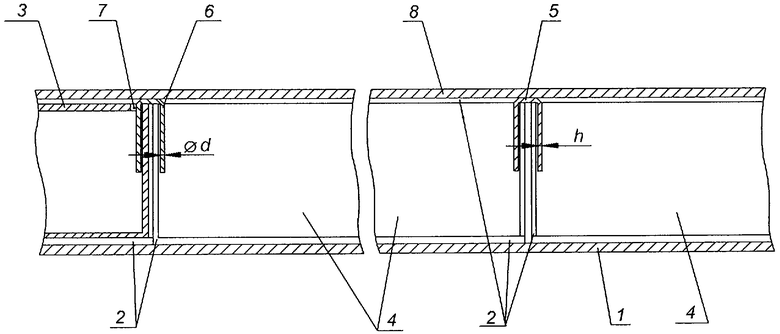
Способ сборки трехслойной панели с сотовым заполнителем, включающий обезжиривание склеиваемых поверхностей, нанесение клеевой композиции и сборку узла, отличающийся тем, что во время сборки узла блоки сотового заполнителя дополнительно фиксируют между собой при помощи зажимов из фольги, а блоки сотового заполнителя с элементами каркаса и закладными элементами - при помощи зажимов из проволоки, при этом для зажимов из фольги
где h - толщина зажима, мм;
δ - толщина фольги сотового заполнителя, мм;
С - расстояние между зажимами, мм;
В - высота сотового заполнителя, мм;
Ш - ширина зажима, мм;
Т - размер стороны шестигранника сотового заполнителя, мм;
П - параметр, учитывающий соотношение упругости сотового заполнителя и давления, развиваемого клеевой композицией, мм-1;
а для зажимов из проволоки
где d - диаметр проволоки, мм;
 и
и  - предел текучести материалов зажимов из фольги и проволоки соответственно, кгс/см2.
- предел текучести материалов зажимов из фольги и проволоки соответственно, кгс/см2.
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2003 |
|
RU2242369C1 |
| JP 8152009 А, 11.06.1996 | |||
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| ЕР 1070858 А1, 24.01.2001. | |||

