Изобретение относится к области получения гальванических покрытий на магнитных сплавах, содержащих редкоземельные элементы (РЗЭ), в частности к химической обработке поверхности сплава для обеспечения качественного сцепления с гальваническим покрытием.
Магнитотвердые материалы на основе сплава NdFeB изготавливают методом порошковой технологии. Спеченные неодимовые магниты имеют многофазную структуру и содержат различные примеси. Разные фазы, богатые неодимом, железом и бором, обладают разной антиоксидантной способностью. При подготовке поверхности магнитных сплавов, возникают трудности, связанные с высокой скоростью образования оксидов на поверхности и ее неоднородностью.
Известен способ удаления окалины и ржавчины с поверхности изделий из стали, включающий обработку поверхности растворами концентрированных серной, соляной кислот, содержащими специальные присадки – ингибиторы коррозии. [JP 5-24996 С 23G 1/06]
Недостатками способа являются:
- недостаточная прочность сцепления гальванического покрытия (например, никелевого) с поверхностью магнитного сплава, содержащего РЗЭ.
- происходит растравливание магнитных сплавов, содержащих РЗЭ, и, следовательно, он не может быть использован для их травления.
Известен способ подготовки поверхности изделий из нержавеющей стали перед гальваническим меднением. Способ включает промывку в воде, обезжиривание и катодную обработку в растворах серной кислоты 4,9-49 г/л или соляной кислоты 3,65-36 г/л, содержащих 1-4 г/л сульфата или хлорида никеля, при плотности тока 2,5-10 А/дм2. [RU 2549037 С2 20.04.2015]
Недостатками способа являются:
- сложность процесса, из-за присутствия сложного электрического оборудования и большой плотности тока.
Известен способ удаления оксидов железа с поверхности изделий из стали перед осаждением гальванических покрытий в котором изделие подвергается обработке в растворе состава: малеиновая кислота 0,1-4 масс. %, сульфомалеиновая кислота 0,3-10 масс. %, эфиры сульфомалеиновой кислоты 1,0-20 масс. %, моноэфиры малеиновой кислоты 0,1-2,5 масс. %, моноалкиловые эфиры серной кислоты 0,1-5,5 масс. %, вода. в течение 2-11 минут при темпратуре 50-60°С. [RU 2119553 С1 27.09.1998]
Недостатками способа являются:
- многокомпонентность раствора.
- высокая стоимость компонентов раствора.
- длительность обработки в растворе.
Известен раствор для обработки металлов, содержащий ортофосфорную кислоту 1-30 г/л, оксалат ионы 0,005-0,5 г/л и ионы олова 0,005 г/л. [JP N 2-15178, кл. С23 С22/47]
Недостатками раствора являются:
- происходит растравливание поверхности магнитного сплава, содержащего РЗЭ, т.е. ухудшение качества поверхности.
- в составе раствора используется токсичная фтористоводородная кислота (2 класс опасности).
- в составе раствора используются дорогостоящие щавелевая кислота и ее соли оксалаты (оксалат ионы).
Известен способ [JP 62-12315, МПК C25D 5/26, 18.03.87, 3-308] подготовки поверхности из нержавеющей стали перед гальваническим никелированием путем электрохимической обработки в режиме катодного травления их при плотности тока 10 А/дм2 в растворе соляной кислоты с концентрацией 5%.
Недостатками раствора являются:
- способ не обеспечивает требуемой степени подготовки поверхности из-за недостаточно высокой степени чистоты обработки.
- сложность процесса, из-за присутствия электрического оборудования и большой плотности тока.
За прототип принят раствор [RU 2089677 С1 10.09.1997] для обработки магнитных сплавов, содержащих редкоземельные элементы, с поверхностной активной пленкой, состава (г/л): фтористоводородная кислота 15,0-150, фосфат-ионы 4,0-10,0, оксалат-ионы 0,1-10.
Недостатками раствора являются:
- при обработке в указанном растворе магнитных сплавов, содержащих РЗЭ, процесс занимает длительное время.
- в составе раствора используется токсичная фтористоводородная кислота (2 класс опасности).
- в составе раствора используются дорогостоящие щавелевая кислота и ее соли оксалаты (оксалат ионы).
- сцепление обеспечивается не за счет очистки поверхности материала, а за счет нанесения конверсионного, промежуточного покрытия.
Технический результат предлагаемого изобретения заключается в обеспечении прочности сцепления поверхности магнитного сплава, содержащего редкоземельные элементы, с гальваническим покрытием и качества гальванического покрытия.
Технический результат достигается тем, что способ подготовки поверхности магнитного сплава, содержащего редкоземельные элементы перед нанесением гальванических покрытий, включает травление в растворе кислоты и промывку. Первое травление проводят в водном растворе соляной кислоты, содержащем 300-700 мл/л, в течение 1-3 с при температуре 50-70°С, а второе травление в водном растворе азотной и серной кислоты, при следующем соотношении компонентов:
азотная кислота 150-350 мл/л,
серная кислота 150-350 мл/л,
хлористого натрия 1-10 г/л,
азотнокислого натрия 1-10 г/л
вода деионизованная 180-698 мл/л
в течение 7-10 сек. при температуре 18-25°C,
при этом промывку после первого и второго травления проводят в холодной воде в течение 5-10 сек.
Первое травление обеспечивает подготовку поверхности основного материала (Fe), а второе травление обеспечивает подготовку поверхности остальных компонентов многофазной системы.
Детали из магнитных сплавов, содержащих РЗЭ, перед обработкой подвергали химическому обезжириванию в стандартном щелочном растворе и промывке в горячей и холодной воде, а после обработки в предлагаемых растворах наносили никелевое покрытие в стандартных электролитах.
Изобретение поясняется чертежами.
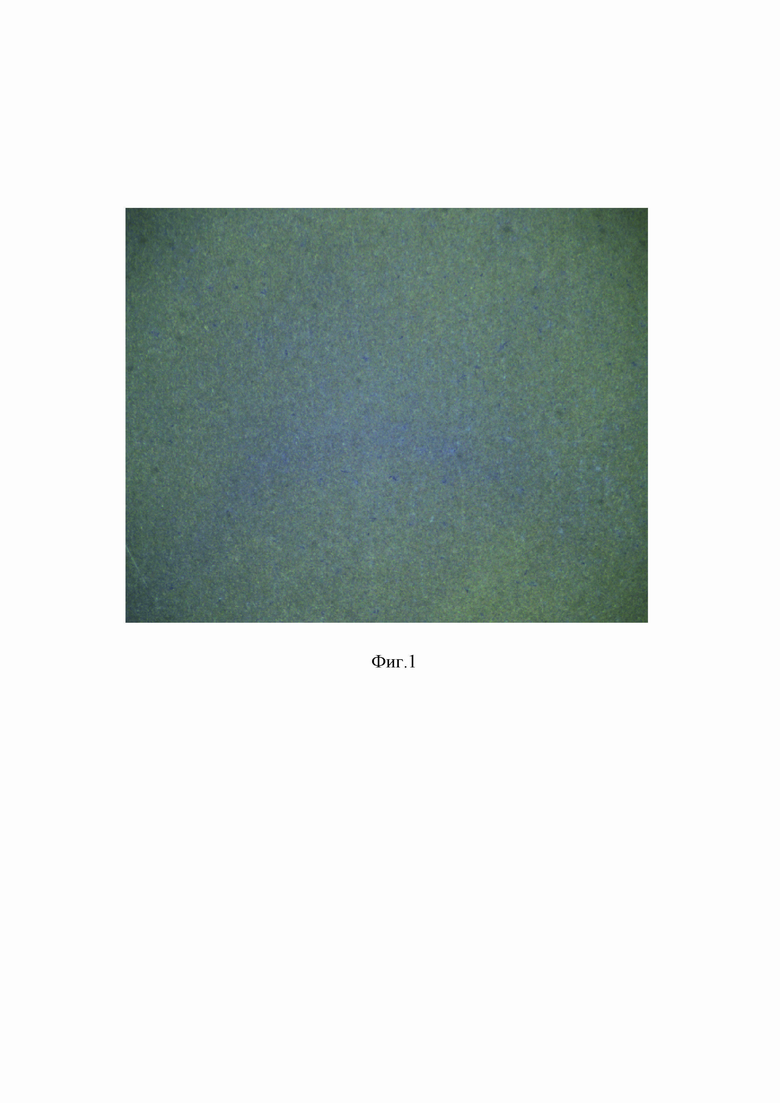
На фиг.1 представлена фотография детали из магнитного сплава, содержащего РЗЭ, до подготовки поверхности, выполненная с помощью микроскопа MarVision MM420 с кратностью увеличения Х10.
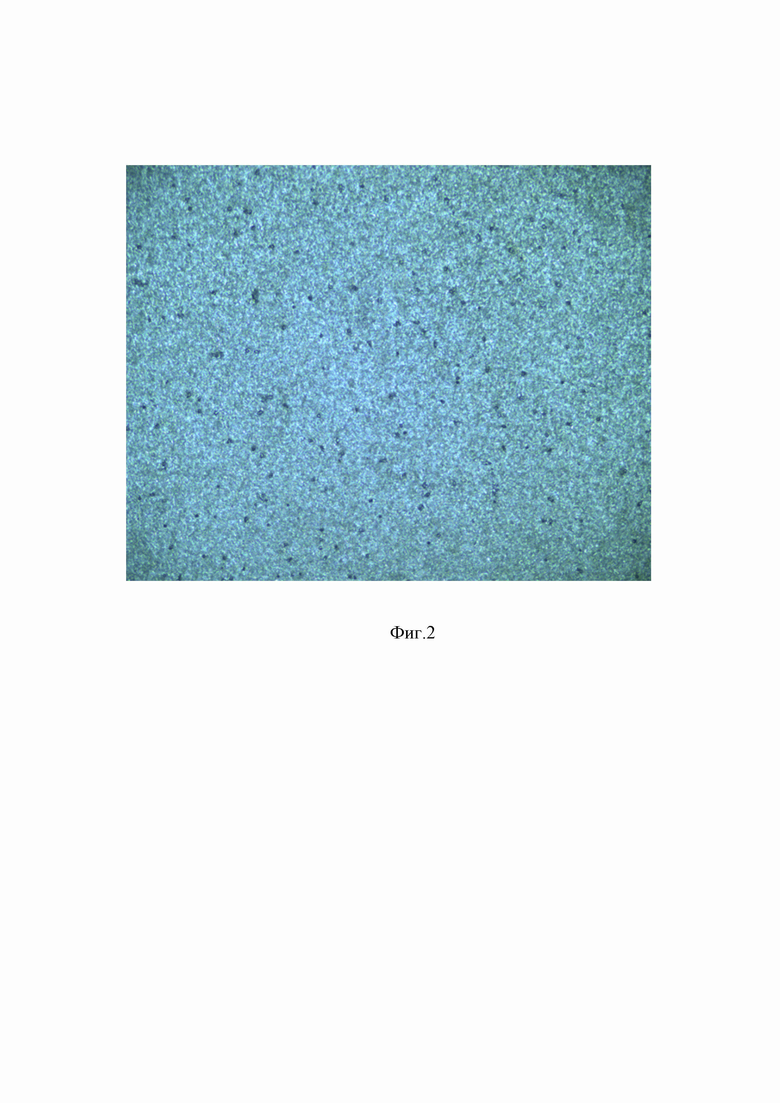
На фиг.2 представлена фотография детали из магнитного сплава, содержащего РЗЭ, после подготовки поверхности по предлагаемому способу, до нанесения гальванического покрытия, выполненная с помощью микроскопа MarVision MM420 с кратностью увеличения Х10.
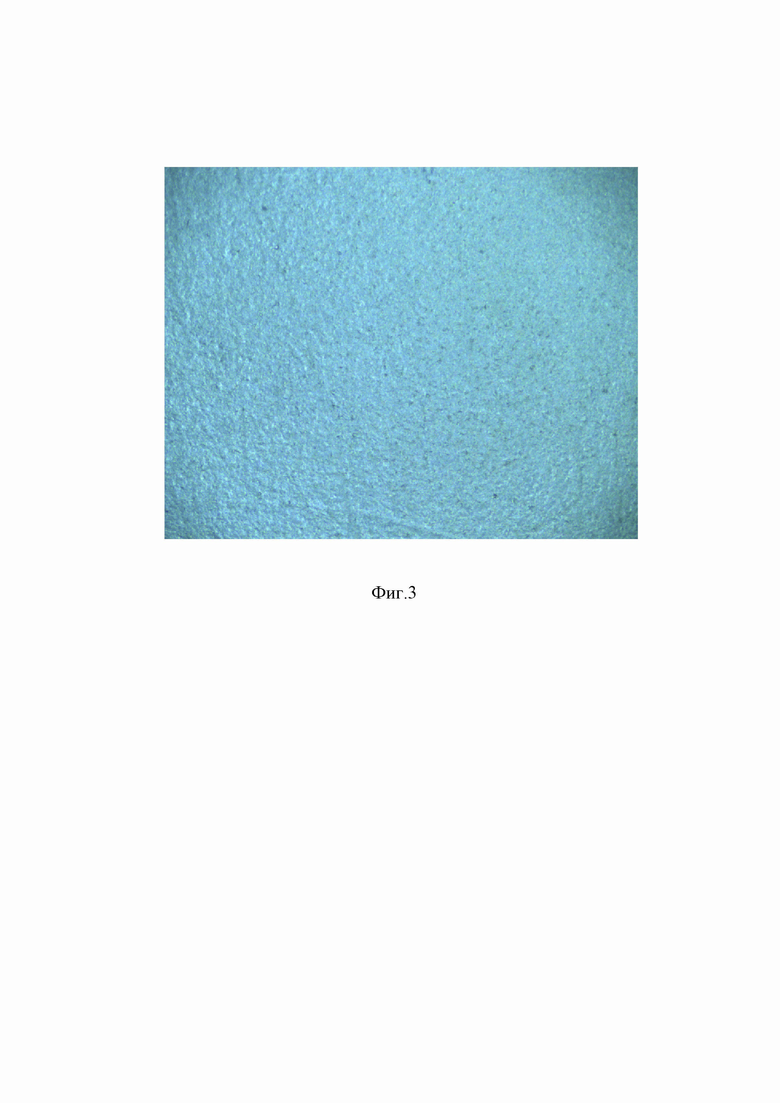
На фиг.3 представлена фотография детали из магнитного сплава, содержащего РЗЭ, с поверхностью, покрытой 6 мкм гальванического никеля, выполненная с помощью микроскопа MarVision MM420 с кратностью увеличения Х10.
Пример.
Детали из постоянного магнита, содержащего редкоземельные элементы состава: Nd 28%, Pr 6%, B 1%, другие РЗМ (Dy, Ho) ≤0,5%, Fe 64,5%., изготовлены методом порошковой технологии. Перед подготовкой к нанесению гальванического покрытия их подвергали химическому обезжириванию в стандартном щелочном растворе и промывке в горячей и холодной воде, а после подготовки по предлагаемому способу наносили никелевое покрытие в стандартных электролитах.
Для приготовления раствора для первого травления в 500 мл деионизованной воды добавили 500 мл соляной кислоты и перемешали. Раствор нагрели до 60°С.
Деталь, размером 16×86×36 (мм) и площадью покрытия - 80 см2, с выраженным поверхностным окислением и небольшими очагами коррозии (см. Фиг.1), погрузили в приготовленный раствор на 3 секунды. После первого травления деталь промыли в холодной проточной воде в течение 10 секунд.
Для приготовления раствора для второго раствор травления: в 250 мл деионизованной воды добавили 250 мл азотной кислоты и перемешали. Одновременно в 236 мл деионизованной воды добавили 250 мл серной кислоты и перемешали. Раствор серной кислоты перелили в раствор азотной кислоты и перемешали. В полученный раствор ввели 7 г натрия хлористого и 7 г натрия азотистокислого. Деталь погрузили в приготовленный раствор на 7 секунд. После травления деталь промыли в холодной проточной воде в течение 10 секунд.
Поверхность детали стала мелкокристаллической светло-серого цвета, шлам отсутствует (см. Фиг.2).
Качество сцепления поверхности детали из магнитного сплава, содержащего РЗЭ, с гальваническим никелевым покрытием определяли методом нагрева [ГОСТ 9.302-88] при 200 °С в сушильном шкафу BINDER FED720 и визуально под микроскопами Альтами СМ0745 и MarVision MM420 на наличие дефектов покрытия в виде вспучивания или отслаивания.
При никелировании на толщину 6 мкм, в стандартном сернокислом электролите никелирования, на поверхности детали из магнитных сплавов, содержащих РЗЭ, образовано матовое никелевое покрытие серого цвета, с качественным сцеплением, соответствующим ГОСТ 9.302-88. Дефекты в виде вспучивания или отслаивания покрытия отсутствуют (см. Фиг.3).
Таким образом, подготовка поверхности предложенным способом, позволяет получать гальванические покрытия на деталях из магнитных сплавов, содержащих РЗЭ с качественным сцеплением за оптимальное время обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТВОР ДЛЯ ОБРАБОТКИ МАГНИТНЫХ СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2089677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2683883C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕДИ (+2) ИЗ ОТРАБОТАННЫХ РАСТВОРОВ | 2014 |
|
RU2568225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОЭЛЕКТРИЧЕСКИХ СТРУКТУР | 2017 |
|
RU2682504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2020 |
|
RU2772080C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА С РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2006 |
|
RU2319791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗО-КОБАЛЬТ РАВНОКАНАЛЬНЫМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2013 |
|
RU2536121C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ МЕДНЕНИЕМ | 2013 |
|
RU2549037C2 |
| Раствор для травления поверхности алюминия и его сплавов | 1976 |
|
SU662571A1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
Изобретение относится к области получения гальванических покрытий на магнитных сплавах, содержащих редкоземельные элементы, в частности к химической обработке поверхности перед нанесением гальванических покрытий. Способ включает первое травление в водном растворе соляной кислоты, содержащем 300-700 мл/л, в течение 1-3 с при температуре 50-70°С, и второе травление в водном растворе при следующем соотношении компонентов: азотная кислота 150-350 мл/л, серная кислота 150-350 мл/л, хлористого натрия 1-10 г/л, азотнокислого натрия 1-10 г/л, вода деионизованная 180-698 мл/л, которое проводят в течение 7-10 с при температуре 18-25°C. После первого и второго травления проводят промывку в холодной воде в течение 5-10 с. Технический результат заключается в обеспечении прочности сцепления поверхности магнитного сплава, содержащего редкоземельные элементы, с гальваническим покрытием и качества гальванического покрытия. 3 ил., 1 пр.
Способ подготовки поверхности магнитного сплава, содержащего редкоземельные элементы, перед нанесением гальванических покрытий, включающий травление в растворе кислоты и последующую промывку, отличающийся тем, что первое травление проводят в водном растворе соляной кислоты, содержащем 300-700 мл/л, в течение 1-3 с при температуре 50-70°С, а второе травление проводят в водном растворе, содержащем азотную и серную кислоты при следующем соотношении компонентов:
азотная кислота 150-350 мл/л,
серная кислота 150-350 мл/л,
хлористого натрия 1-10 г/л,
азотнокислого натрия 1-10 г/л,
вода деионизованная 180-698 мл/л,
в течение 7-10 с при температуре 18-25°C,
при этом промывку после первого и второго травления проводят в холодной воде в течение 5-10 с.
| РАСТВОР ДЛЯ ОБРАБОТКИ МАГНИТНЫХ СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2089677C1 |
| Раствор для металлографического травления сплавов редкоземельных металлов с железом и кобальтом | 1987 |
|
SU1518411A1 |
| СПОСОБ ТРАВЛЕНИЯ МЕДИ И ЕЕ СПЛАВОВ | 1991 |
|
RU2013466C1 |
| Реактив для травления полиметаллических изделий | 1985 |
|
SU1309088A1 |
| Раствор для травления металлов | 1978 |
|
SU819149A1 |
| Электромагнитное грузозахватное устройство | 1977 |
|
SU735548A1 |
| US 4655884 A1, 07.04.1987. | |||
