Изобретение относится к области медицины и ветеринарии и может быть использовано при создании неактивных медицинских имплантатов для лечения повреждений и заболеваний костной системы организма людей и животных, включая ортопедические протезы, протезы суставов и их части, зубные имплантаты.
Клинические наблюдения показывают, что оптимальным материалом для изготовления неактивных медицинских имплантатов являются сплавы титана. Из этих сплавов изготавливают искусственные тазобедренные, коленные и локтевые суставы, протезы межпозвонковых дисков, костные пластины, штифты и зубные имплантаты, применяемые в хирургии, ортопедии, травматологии и стоматологии.
Использование титана и его сплавов в ортопедии и травматологии известно давно, и связано это с хорошей биосовместимостью металла, низкими модулем упругости и плотностью, высокой удельной прочностью, а также возможностью применения томографических методов диагностики. Однако среди металлов, которые используются для имплантации, доля титана и его сплавов, наилучших для имплантологии, не велика. Это объясняется низкой технологичностью титана и, следовательно, дороговизной имплантатов, которые изготавливают, в основном, механической обработкой. Кроме того, достаточно сложна финишная обработка контактирующих с костью поверхностей.
Существует несколько способов изготовления имплантатов из титановых сплавов: фрезерование, обработка давлением, штамповка, литье, методы порошковой металлургии и аддитивные технологии. Каждая технология имеет свои преимущества и недостатки.
Основная практическая задача изготовления неактивных медицинских имплантатов - достижение высоких механических свойств и, одновременно, стабильность качества при массовом производстве и низкой себестоимости. Важнейшим фактором решения указанной задачи является эффективность ее технологического ресурса.
Известен способ повышения изгибной жесткости ножки эндопротеза тазобедренного сустава с продольным сквозным отверстием, имеющим фаски на концах. Используют снабженную фасками цилиндрическую стержневую вставку. Ножку предварительно охлаждают, вызывая уменьшение длины, размещают в отверстии цилиндрическую стержневую вставку, которую предварительно нагревают, вызывая увеличение ее длины, развальцовывают концы вставки, обеспечивая ее фиксацию в отверстии ножки, доводят температуру ножки и вставки до первоначальной температуры, способствуя появлению в материале ножки растягивающих, а в материале вставки сжимающих осевых напряжений, и создают тем самым в материале ножки суммарное сжимающее напряжение, повышающее плотность структуры материала в осевом направлении и повышение изгибной жесткости. Установленная в сквозном отверстии предварительно растянутая цилиндрическая вставка зафиксирована от перемещения в осевом направлении с помощью утолщений по концам, беззазорно размещенных в конических полостях, образованных фасками сквозного отверстия ножки (по патенту RU 2671081, кл. A61F 2/36, опубл. 29.10.2018).
Недостаток данного аналога заключается в единичном способе производства медицинского имплантата. Воспроизводимость механических свойств, стабильность качества выхода годного при единичном производстве труднодостижима и невозможна низкая себестоимость. Кроме того, данный способ требует особо сложного технологического оборудования. Это связано с высокой химической активностью титана при нагревании. Все процессы литья, изостатического прессования, закалки и отверждения необходимо проводить в вакуумных установках. Процессы носят длительный характер, что отрицательно сказывается на производительности и соответственно себестоимости.
Наиболее близким техническим решением является способ производства медицинских имплантатов из серийных прутков. Имплантат может быть покрыт биосовместимым покрытием. Способ включает в себя моделирование материала для имплантата на атомном уровне путем формирования субмикро- или наноструктур в объемных металлических образцах и заготовках при помощи значительных деформаций под давлением в условиях обычных или повышенных температур (Колобов Ю.Р. Технологии формирования структуры и свойств титановых сплавов для медицинских имплантатов с биоактивными покрытиями. Российские технологии. ТОМ 4. №11-12. 2009).
Данный способ позволяет сформировать внутреннюю структуру заготовки, которая обеспечит высокую прочность имплантатов в заданном направлении, т.е. в направлении, в котором имплантат будет нести основную функциональную нагрузку после его установки. Однако изготовление имплантата из цельного прутка требует много времени на обработку заготовки, связанную с большим количеством снимаемого металла. Данный способ целесообразен для единичного производства и не пригоден для массового производства.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в обеспечении способа массового изготовления медицинских имплантатов из формуемого материала, получаемого литьем, штамповкой или аддитивными технологиями, с единообразными свойствами, обеспечивающими восприятие имплантатом функциональных нагрузок.
Указанный технический результат достигается тем, что способ изготовления неактивных медицинских имплантатов включает в себя использование групповой металлической заготовки в виде кольцевого или линейного профиля, имеющего припуск на механическую обработку и частично повторяющего контур имплантата, в заготовке предварительно формируют мелкозернистую структуру в направлении восприятия имплантатом функциональных нагрузок, выполняют предварительную (черновую) механическую обработку заготовки, затем разрезают на множество индивидуальных заготовок, после чего выполняют окончательную (чистовую) механическую обработку каждой заготовки по отдельности.
Кроме того, на поверхность неактивного медицинского имплантата может быть нанесено биосовместимое покрытие методом аддитивных технологий.
Групповая металлическая заготовка может изготавливаться методом штамповки, литья или аддитивными технологиями.
Групповая металлическая заготовка может изготавливаться из титановых сплавов, нержавеющей стали или молибденовых сплавов.
Предлагаемое изобретение поясняется следующими чертежами:
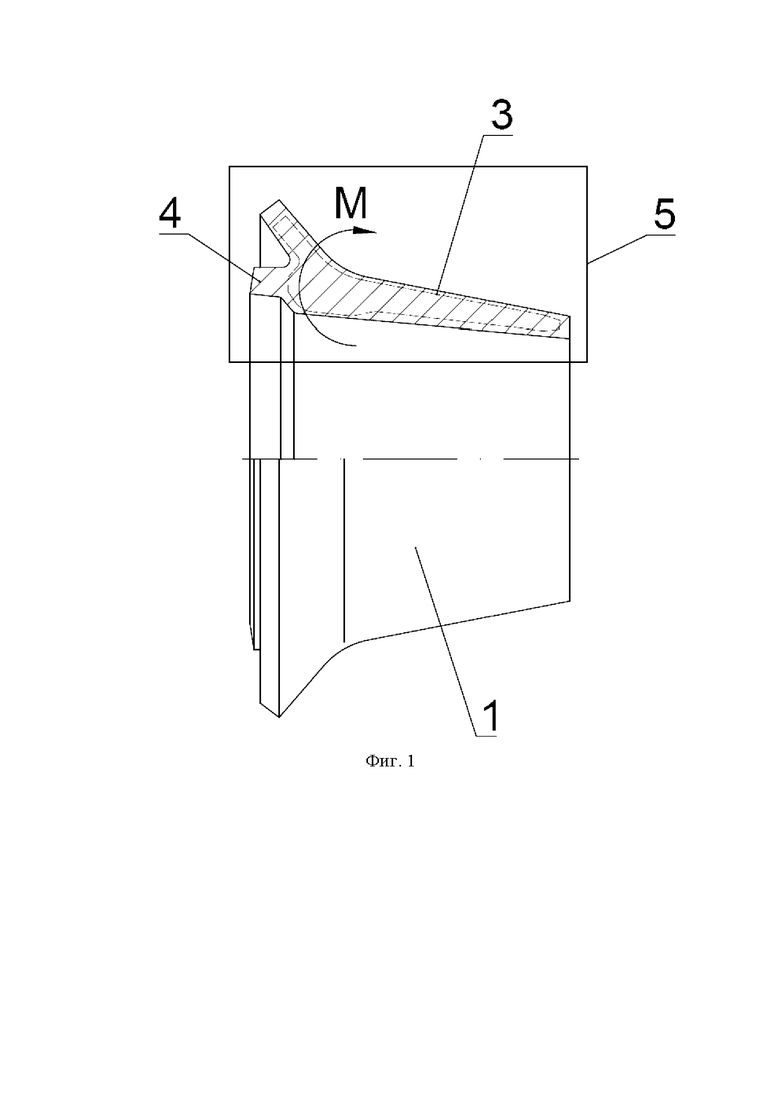
Фиг. 1 - групповая заготовка кольцевого профиля;
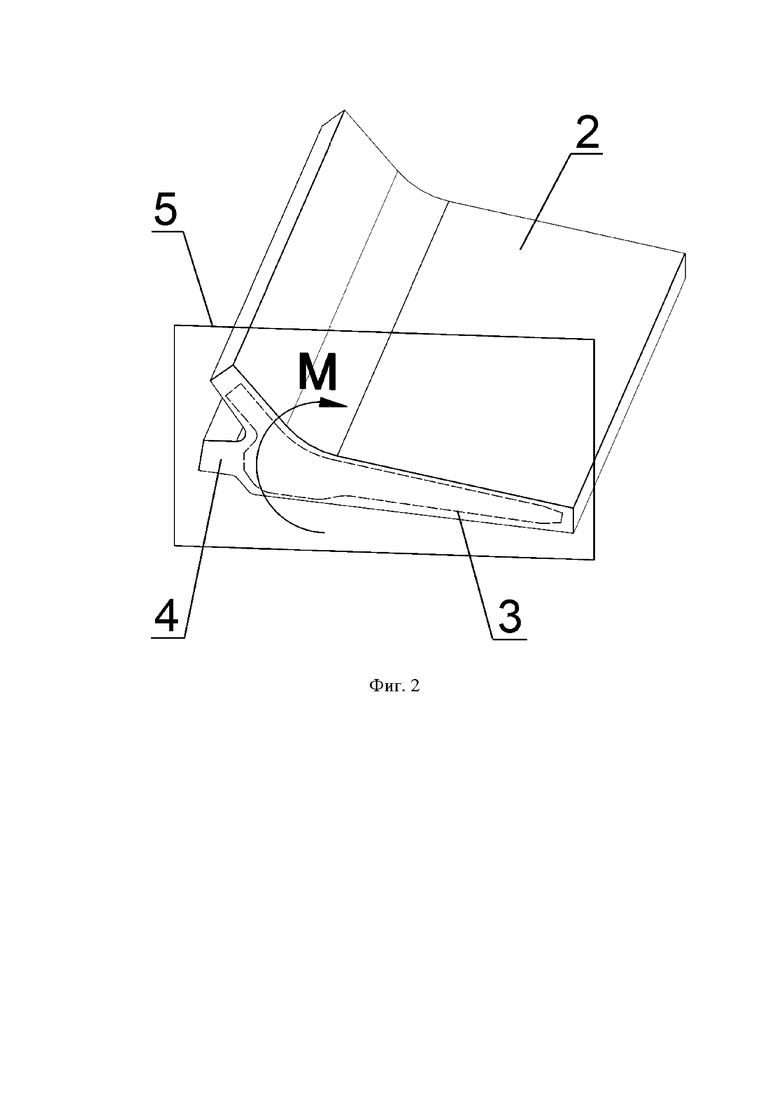
Фиг. 2 - групповая заготовка линейного профиля;
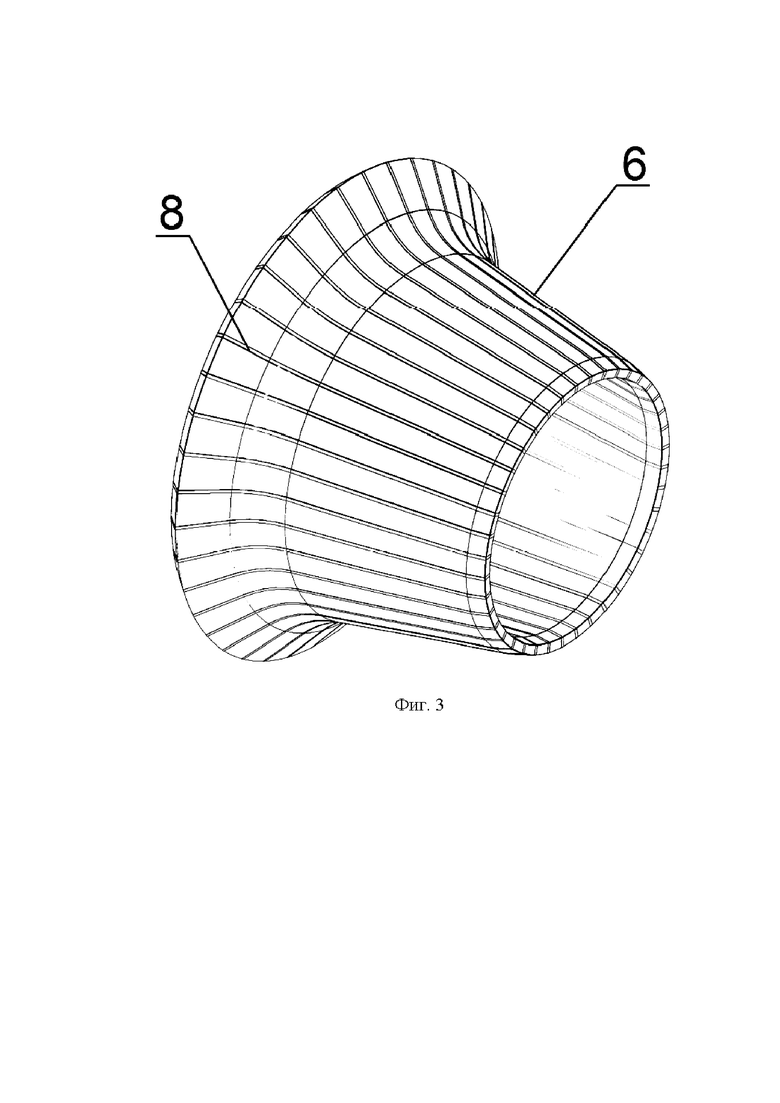
Фиг. 3 - групповая заготовка кольцевого профиля после предварительной обработки;
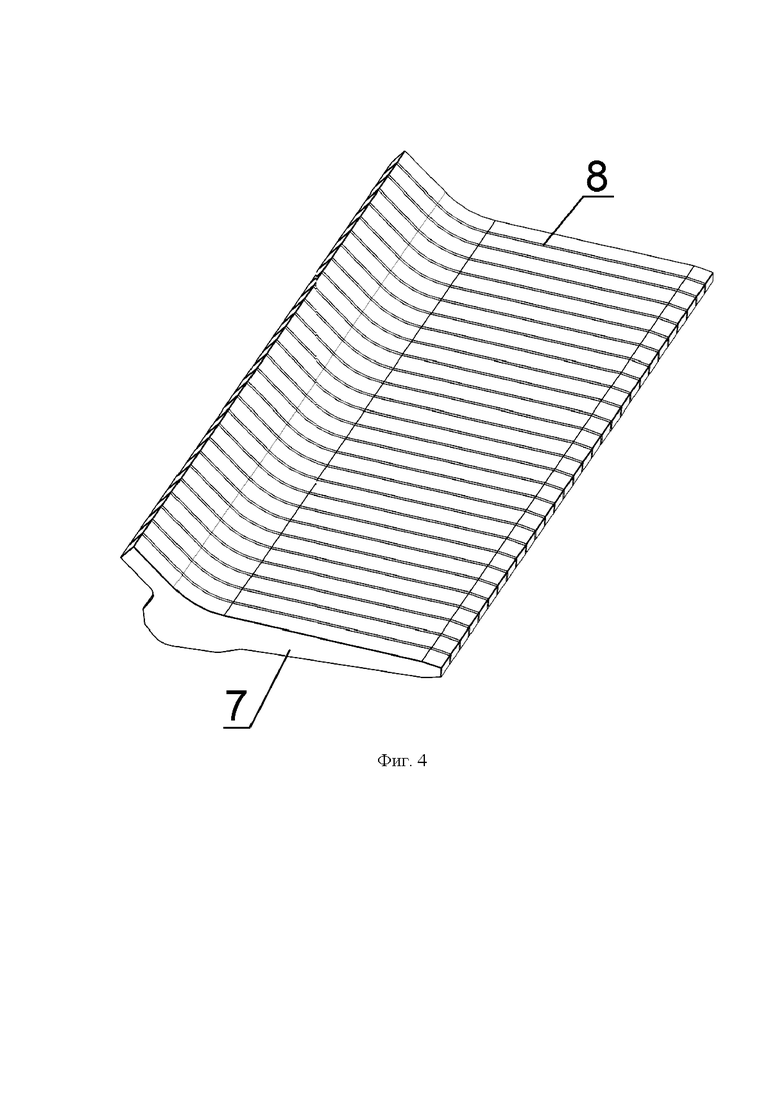
Фиг. 4 - групповая заготовка линейного профиля после предварительной обработки;
Фиг.5 - индивидуальная заготовка после разрезания групповой заготовки;
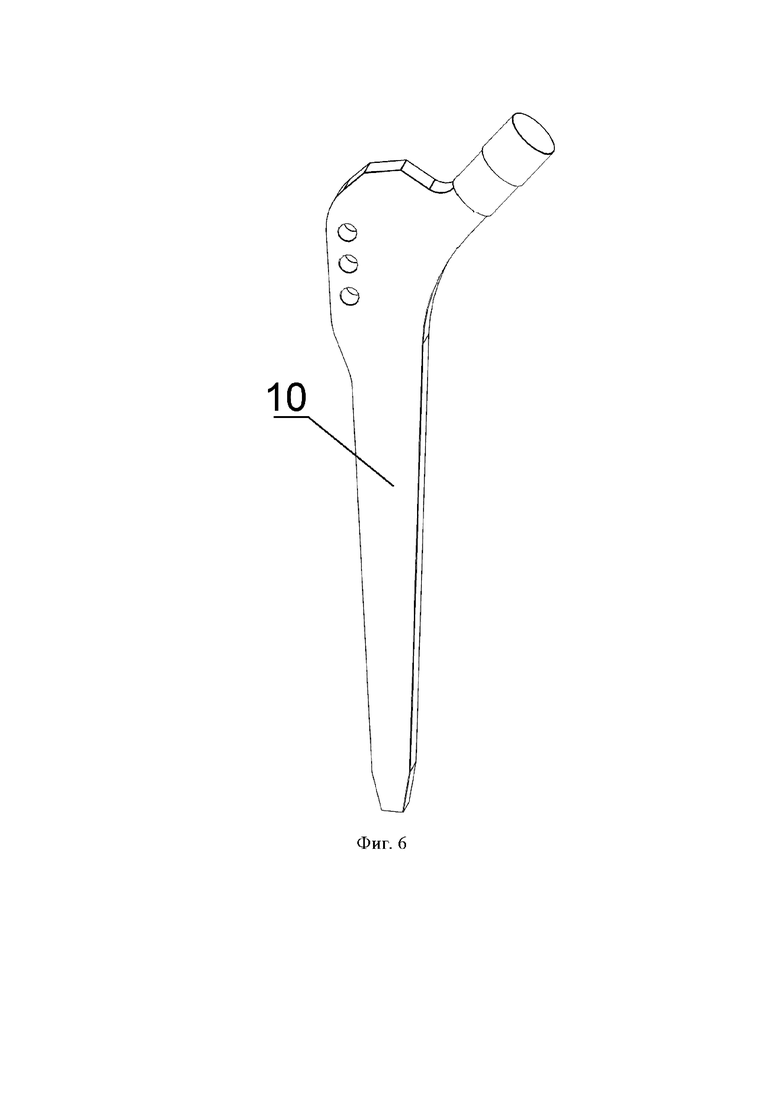
Фиг. 6 - готовый неактивный медицинский имплантат.
Для изготовления неактивного медицинского имплантата, например, ножки эндопротеза тазобедренного сустава, используется групповая металлическая заготовка в виде кольцевого профиля 1 (фиг. 1) или линейного профиля 2 (фиг. 2), частично повторяющая контур 3 будущего имплантата и имеющего припуск 4 на механическую обработку. В заготовке предварительно формируют мелкозернистую структуру в направлении восприятия имплантатом функциональных нагрузок. Для ножки эндопротеза тазобедренного сустава основная нагрузка это изгибающий момент М в продольной плоскости 5.
Групповая заготовка подвергается предварительной (черновой) механической обработке, в ходе которой снимается часть припуска. Кольцевая заготовка 6 после предварительной механической обработки показана на фиг. 3, линейная заготовка 7 - на фиг. 4. После этого заготовки 6 и 7 разрезаются по линиям реза 8 на индивидуальные заготовки 9 (фиг. 5).
Индивидуальные заготовки подвергаются окончательной (чистовой) механической обработке, когда медицинский имплантат 10 (фиг. 6) принимает окончательный вид и может быть использован по назначению.
Групповые металлические заготовки целесообразно получать методами штамповки, литья или аддитивными технологиями. При этом штамповка и литье обеспечат лучшие прочностные свойства заготовки, а аддитивные технологии более сложную форму получаемой заготовки, что в конечном итоге сократит время последующей механической обработки.
Групповые металлические заготовки целесообразно изготавливать из титановых сплавов, нержавеющей стали или молибденовых сплавов. Эти материалы биосовместимы, имеют высокую прочность, износостойкость. Из этих материалов можно выполнять заготовки вышеописанными способами, а также механическую обработку.
Нанесение на поверхность неактивного медицинского имплантата биосовместимого покрытия методом аддитивных технологий позволяет формировать на поверхности имплантата или ее части биосовместимое покрытие из различных материалов, практически любой толщины с заданными свойствами, например: плотностью, количеством и размером ячеек (пор), направленностью каналов, в заданном объеме.
Предложенное изобретение за счет применения групповых заготовок с предварительным формированием в них мелкозернистой структуры в направлении восприятия имплантатом функциональных нагрузок позволяет массово производить имплантаты с единообразными свойствами, одновременно повысив прочность на изгиб на 20%, работоспособность (по числу циклов) на 100%, адгезию на 100. Технологические процессы упрощаются. Достигается высокая повторяемость прочностных свойств имплантатов.
Таким образом, решения, используемые в изобретении, обеспечивают способ массового изготовления медицинских имплантатов из формуемого материала, получаемого литьем, штамповкой или аддитивными технологиями, с единообразными свойствами, обеспечивающими восприятие имплантатом функциональных нагрузок, и тем самым обеспечивают достижение технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА | 2018 |
|
RU2695271C1 |
| Способ изготовления лопаток из двухфазного титанового сплава | 2020 |
|
RU2760328C1 |
| СПОСОБ ФОРМИРОВАНИЯ БИОАКТИВНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ЭНДОПРОТЕЗОВ КРУПНЫХ СУСТАВОВ | 2015 |
|
RU2598626C1 |
| Способ аддитивного производства пористых имплантатов из никелида титана с управляемыми механическими характеристиками и биосовместимостью | 2024 |
|
RU2835297C1 |
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ ИМПЛАНТАТОВ НА ОСНОВЕ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2017 |
|
RU2699337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ИМПЛАНТАТА ИЗ БЕТА-ТИТАНОВО-МОЛИБДЕНОВОГО СПЛАВА И СООТВЕТСТВУЮЩИЙ ИМПЛАНТАТ | 2006 |
|
RU2397735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ПРУТКОВ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЛЯ МЕДИЦИНСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2562591C1 |
| ПОРИСТАЯ СТРУКТУРА ДЛЯ МЕДИЦИНСКИХ ИМПЛАНТАТОВ | 2017 |
|
RU2689794C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОСТЕОИНТЕГРИРУЕМЫХ ИМПЛАНТАТОВ | 2023 |
|
RU2836712C1 |

Изобретение относится к изготовлению неактивных медицинских имплантатов. Используют групповую металлическую заготовку в виде кольцевого или линейного профиля, имеющего припуск на механическую обработку и частично повторяющего контур имплантата. В заготовке предварительно формируют мелкозернистую структуру в направлении восприятия имплантатом функциональных нагрузок. Выполняют предварительную механическую обработку заготовки. Затем разрезают на множество индивидуальных заготовок, после чего выполняют окончательную механическую обработку каждой заготовки по отдельности. В результате изготавливают медицинские имплантаты с единообразными свойствами. 7 з.п. ф-лы, 6 ил.
1. Способ изготовления неактивных медицинских имплантатов, включающий в себя использование групповой металлической заготовки в виде кольцевого или линейного профиля, имеющего припуск на механическую обработку и частично повторяющего контур имплантата, в заготовке предварительно формируют мелкозернистую структуру в направлении восприятия имплантатом функциональных нагрузок, выполняют предварительную механическую обработку заготовки, затем разрезают на множество индивидуальных заготовок, после чего выполняют окончательную механическую обработку каждой заготовки по отдельности.
2. Способ по п. 1, отличающийся тем, что на поверхность неактивного медицинского имплантата нанесено биосовместимое покрытие методом аддитивных технологий.
3. Способ по п. 1 или 2, отличающийся тем, что групповая металлическая заготовка изготавливается методом штамповки.
4. Способ по п. 1 или 2, отличающийся тем, что групповая металлическая заготовка изготавливается методом литья.
5. Способ по п. 1 или 2, отличающийся тем, что групповая металлическая заготовка изготавливается аддитивными технологиями.
6. Способ по п. 1 или 2, отличающийся тем, что групповая металлическая заготовка изготавливается из титановых сплавов.
7. Способ по п. 1 или 2, отличающийся тем, что групповая металлическая заготовка изготавливается из нержавеющей стали.
8. Способ по п. 1 или 2, отличающийся тем, что групповая металлическая заготовка изготавливается из молибденовых сплавов.
| СПОСОБ ПОВЫШЕНИЯ ИЗГИБНОЙ ЖЕСТКОСТИ НОЖКИ ЭНДОПРОТЕЗА ТАЗОБЕДРЕННОГО СУСТАВА И КОНСТРУКЦИЯ НОЖКИ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2671081C2 |
| Машина для формовки пяток обуви | 1930 |
|
SU23830A1 |
| US 6440165 B1, 27.08.2002 | |||
| WO 1996013624 A1, 09.05.1996. | |||
