Изобретение относится к способу изготовления медицинского имплантата из β-титаново-молибденового сплава и к соответствующему имплантату.
В качестве материала для изготовления имплантатов все чаще используют титановые сплавы. К преимуществам этого материала для использования его в качестве протеза относятся такие важные свойства, как высокая устойчивость к механическим нагрузкам, высокая химическая устойчивость и не в последнюю очередь великолепная биосовместимость. С точки зрения свойств материала титановые сплавы являются материалом, выбираемым для множества различных видов имплантатов, среди них костные пластинки, штифты, искусственные коленные и тазобедренные суставы, а также протезы межпозвонковых дисков.
Из уровня техники известны различные способы изготовления имплантатов. Выбор подходящего способа определяется не только изготавливаемым видом имплантата, но также и соответственно использованным титановым сплавом. Для формования в основном существуют два способа, которые используют для титановых сплавов. С одной стороны, это - ковка, а с другой стороны - прецизионное литье. В принципе титановые сплавы являются ковочными сплавами (Петерс/Лейенс: Титан и титановые сплавы. Wiley-VCH-Verlag, 2002). Но прецизионное литье имеет преимущество, поскольку с его помощью можно легко изготавливать также и сложные формы, которые невозможно получить с помощью ковки или можно достичь только путем объединения нескольких компонентов. Однако прецизионное литье титановых сплавов является в общем проблематичным из-за высокой точки плавления и высокой химической активности титана; сюда же добавляется и низкая плотность сплавов. Только некоторые группы сплавов подходят для прецизионного литья. Сюда, в частности, относятся так называемые α-титановые сплавы и некоторые α/β-титановые сплавы. В последней названной группе значение для производства имплантатов получили, в частности, сплавы с ванадием и алюминием, такие как TiAl6V4. С помощью прецизионного литья из этого сплава можно с большим успехом изготавливать имплантаты, такие как протезы суставов или зубные протезы.
Однако существуют определенные сомнения относительно длительной переносимости элементов сплава, которые типично используются для α/β-титановых сплавов, таких как TiAl6V4. Кроме того, модуль упругости этих сплавов существенно выше модуля упругости природного костного материала, из-за чего возможны патологические изменения кости.
В основу изобретения положена задача создания медицинских имплантатов, в которых эти недостатки будут уменьшены.
Решение, предлагаемое изобретением, заключается в признаках независимых пунктов формулы. Преимущественные варианты усовершенствования являются предметом зависимых пунктов формулы.
Предусмотрен способ изготовления медицинского имплантата из титанового сплава, включающий шаги прецизионного литья титанового сплава в литьевой форме, соответствующей производимому имплантату, причем изобретение предусматривает, что используют β-титановый сплав, затем выполняют его изостатическое горячее прессование, отжиг в области твердого раствора и затем закалку.
С помощью предлагаемого способа можно производить медицинские имплантаты из β-титанового сплава способом прецизионного литья. Возможность использования β-титановых сплавов несет в себе для медицинских имплантатов существенные преимущества. Так, например, β-титановые сплавы имеют благоприятные механические свойства, в частности существенно более низкий модуль упругости, чем известные α/β-титановые сплавы. В то время как последние обычно имеют модуль упругости, равный примерно 100000 Н/мм2, с помощью титаново-молибденовых сплавов можно, например, получить значения практически в два разе меньше - примерно 60000 Н/мм2. Кроме того, за счет использования β-титановых сплавов можно повысить биосовместимость. В то время как в часто используемом α/β-титановом сплаве TiAl6V4 существуют определенные сомнения относительно токсичности высвобождаемых ионов алюминия или ванадия, то для β-титанового сплава могут с успехом использоваться не вызывающие сомнений с точки зрения токсичности образующие сплав элементы, такие как молибден. Выяснилось, что с титаново-молибденовыми сплавами, в частности, достигаются великолепные результаты, как в отношении механических свойств, так и в отношении биосовместимости. Предпочтительным образом доля молибдена или эквивалента молибдена в сплаве целесообразно находится в диапазоне от 7,5 до 25%, и далее предпочтительным образом от 12 до 16%. Таким образом, также можно достичь за счет быстрого охлаждения после литья метастабильную β-фазу. Особенно себя зарекомендовал TiMo15 с долей содержания молибдена 15%.
Кроме того, применение β-титановых сплавов имеет то преимущество, что можно легко изготавливать также имплантаты со сложной формой. В общем прецизионное литье является формовочным способом, с помощью которого по сравнению с формовкой с помощью ковки также можно эффективно изготавливать сложные формы. Но выяснилось, что используя α- или α/β-титановые сплавы, известные из уровня техники, не удается качественно выполнить при прецизионном литье острые края на имплантатах. Имеющиеся сами по себе преимущества прецизионного литья, а именно возможность изготовления любых сложных форм, таким образом, не удалось реализовать полностью. Именно в имплантатах часто является желательным предусмотреть острые края для лучшего крепления имплантата. Для бесцементной имплантации, которая во многих случаях является предпочтительной по причинам долгосрочной механической стабильности имплантата, острые края на имплантатах имеют большое значение. Удивительным образом выяснилось, что предлагаемый изобретением способ обеспечивает лучшие литьевые характеристики. С его помощью можно с высоким качеством выполнять острые края даже на имплантатах сложных форм. Таким образом, изобретение позволяет не только производить имплантаты с более благоприятными свойствами с точки зрения механики и биосовместимости, но и с точки зрения улучшения формовки за счет прецизионного литья.
Целесообразным образом при отжиге в области твердого раствора выбирался такой температурный режим, чтобы титановый сплав был свободен от ω-фазы. Таким образом, осуществляется противодействие опасности ухудшения механических свойств за счет образования ω-фазы.
Изостатическое горячее прессование (ИГП) выполняют при температуре, которая соответствует как максимум бета-температуре трансуса титаново-молибденового сплава и как минимум на 100°С ниже бета-температуры трансуса. Для титано-молибденового сплава с 15%-долей молибдена себя зарекомендовали температуры в диапазоне от 710 до 760°С, предпочтительно примерно 740°С, при аргоновом давлении в примерно 1100-1200 бар.
Для отжига в области твердого раствора себя зарекомендовали температуры от 700 до 900°С, предпочтительно в диапазоне от 800 до 860°С в защитной аргоновой среде. Таким образом, достигается улучшение дуктильности сплава. Предварительная термическая нагрузка до или после изостатического горячего прессования не требуется. Последующая закалка выполняется предпочтительным образом холодной водой.
Может быть целесообразным в завершение еще и выполнение отверждения изделия. Таким образом, можно при необходимости немного повысить модуль упругости. Предпочтительным образом отверждение выполняют для этого в температурном диапазоне от примерно 600 до примерно 700°С.
Кроме того, изобретение относится к медицинскому имплантату, изготовленному согласно раскрытому выше способу, а также к имплантату, изготовленному согласно зависимым пунктам формулы. Согласно пунктам формулы медицинский имплантат изготавливают из β-титанового сплава, который имеет средний размер зерна как минимум 0,3 мм и не содержит ванадия и алюминия. Для дальнейшего пояснения будут даваться ссылки на изложенное выше.
Следует также добавить следующее: имплантат может быть ортопедическим протезом, предпочтительно протезом сустава. Протезы сустава подвержены высокой статической и динамической нагрузке. Особое значение придается переносу нагрузки в окружающую костную структуру. Он должен быть физиологически максимально благоприятным. Критическим при этом является то, что неблагоприятный перенос нагрузки с протеза на окружающую костную структуру может приводить к дегенерации костной ткани. Нередко это влечет за собой ослабление крепления протеза. Исследования показали, что протезы из материала с более низким модулем упругости создают ситуацию нагрузки, которая является более физиологичной, чем в протезах из жесткого материала. Это в частности касается протезов с длинными стержнями, таких как бедренная часть протеза тазобедренного сустава или других протезов суставов. Модуль упругости в обычном титановом сплаве, например TiAl6V4, составляет примерно 100000 Н/мм2, а тем самым он существенно выше модуля упругости кортикального костного материала, равного примерно 25000 Н/мм2. С помощью имплантата, предлагаемого в изобретении, могут достигаться более низкие значения. Так протез, изготовленный согласно предлагаемому способу из TiMo15 имеет модуль упругости, равный примерно 60000 Н/мм2, то есть лишь немного больше, чем половина значения TiAl6V4. Это является большим преимуществом, в частности, для протезов суставов с длинными стержнями, таких как протезы тазобедренного, коленного, плечевого или локтевого сустава. Так как таким образом достигают существенного более благоприятного переноса сил на кость.
Соответствующие размышления относятся и к варианту реализации предлагаемого имплантата в качестве зубного протеза.
Изобретение далее поясняется со ссылкой на чертежи, на которых представлен предпочтительный пример реализации изобретения. На чертежах показаны:
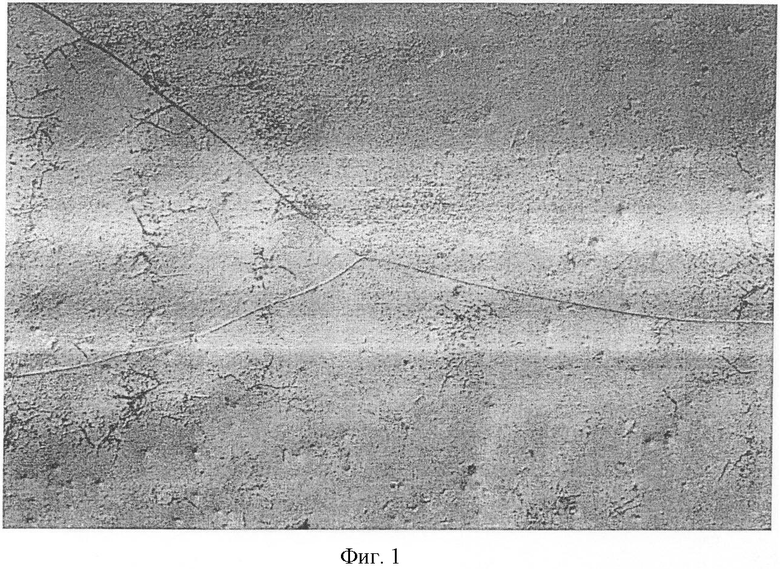
Фиг.1 - изображение микроструктуры в литом состоянии непосредственно после литья;
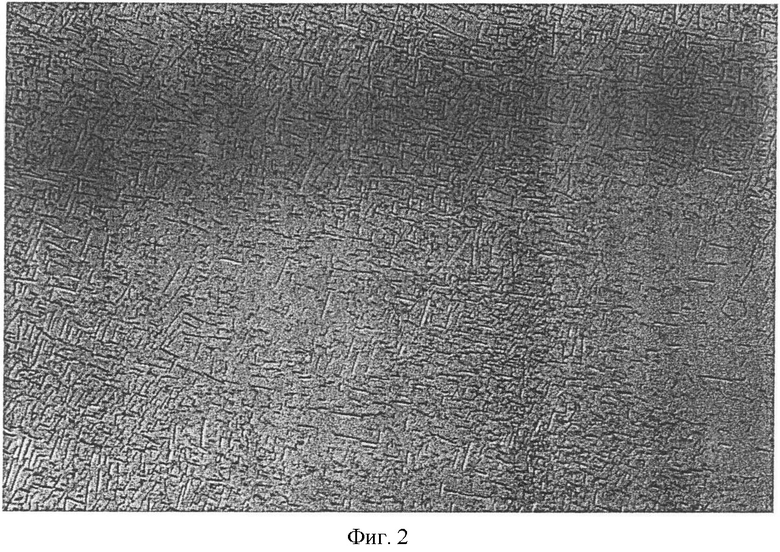
Фиг.2 - изображение микроструктуры после изостатического горячего прессования;
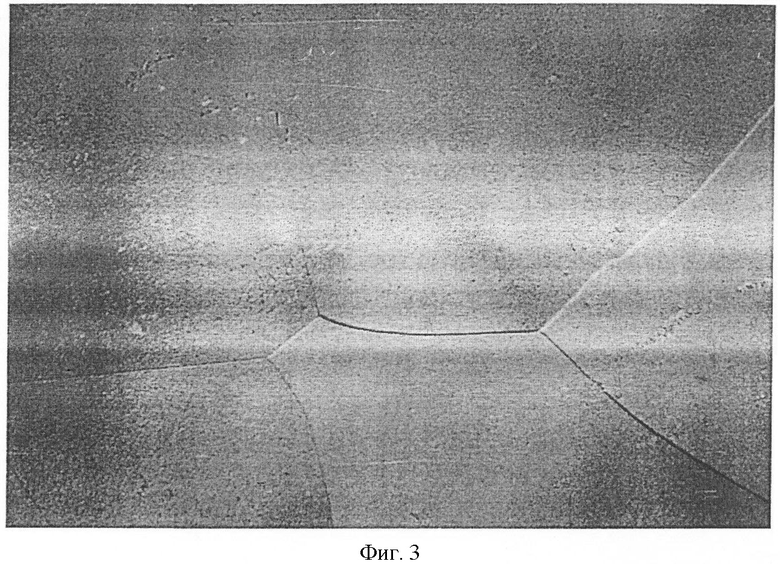
Фиг.3 - изображение микроструктуры после отжига в области твердого раствора с последующей закалкой;
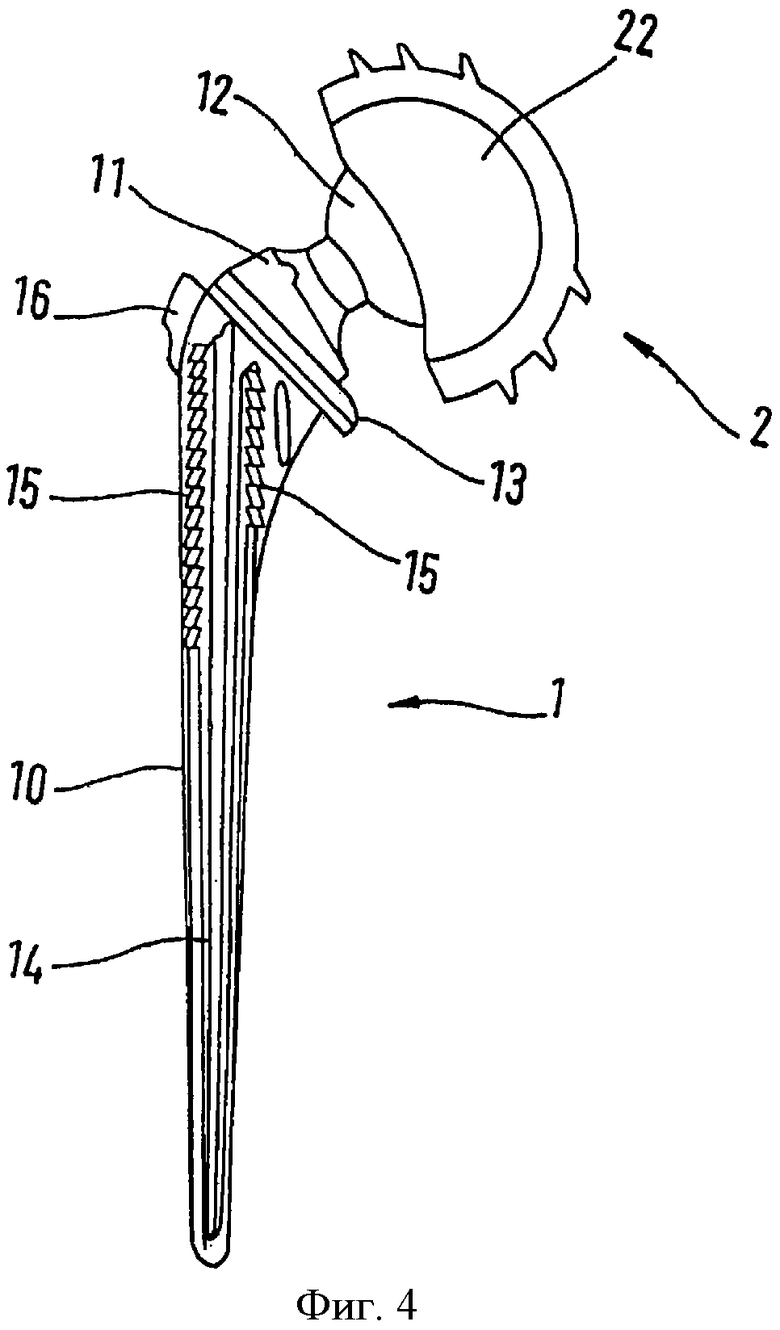
Фиг.4 - вид бедренной части примера реализации для предлагаемого имплантата;
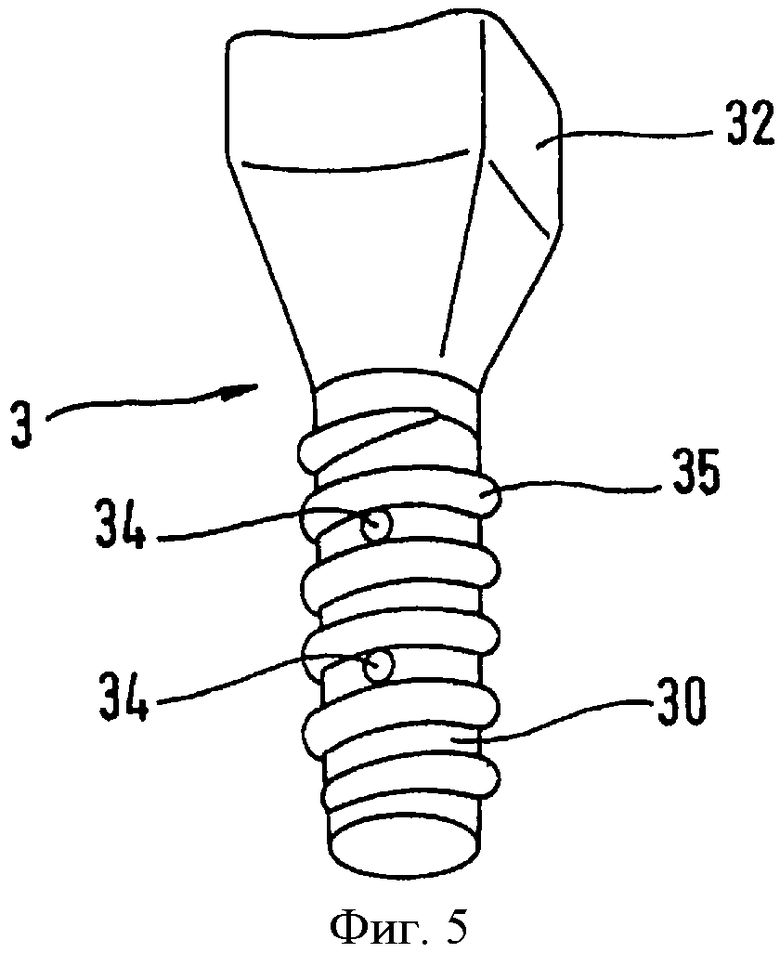
Фиг.5 - вид зубного имплантата, как еще один варианта реализации; и
Фиг.6 - таблица механических характеристик титанового сплава, прошедшего обработку согласно изобретению.
Сначала раскрыта последовательность действий для выполнения способа, предложенного в изобретении. Далее изготовленный имплантат будет раскрыт на примере бедренной части протеза тазобедренного сустава.
Исходный материал - β-титановый сплав с долей молибдена в 15% (TiMo15). Этот сплав можно приобрести в обычных магазинах в форме маленьких слитков (отливок).
На первом шаге выполняют прецизионное литье отливаемых изделий. Под изделием в данном документе понимают имплантат, сформованный для конечного применения, такой как эндопротезы, например, протезы тазобедренного сустава или другие протезы суставов, или неподвижные имплантаты, например, пластинки и штифты или зубные имплантаты. Понятие изделия не охватывает слитки, которые предназначены для дальнейшей обработки методом обработки под давлением, то есть в частности не охватывает слитки, изготовленные кокильным литьем, для дальнейшей обработки ковкой или другими способами формовки.
Для расплава и литья TiMo15 предусмотрена литьевая установка. Предпочтительным образом вакуумно-индукционная плавильно-литьевая установка с тиглем с холодными стенками. С помощью такой установки можно достигать высоких температур, которые необходимы для надежного плавления TiMo15. Точка расплава TiMo15 составляет примерно 1770°С плюс примерно 60°С для надежного прецизионного плавления. То есть в целом должна быть достигнута температура в 1830°С. Затем прецизионное литье расплава выполняют с помощью известных способов, например с восковыми матрицами и керамическими формами в качестве временной формы. Такие техники прецизионного литья известны для прецизионного литья TiAl6V4.
Как можно видеть на изображении (1000-кратное увеличение) на фиг.1, образуются дендриты, а в междендритных зонах появляются существенные осадки. Это является следствием так называемого негативного зейгерования титаново-молибденовых сплавов. Этот эффект основывается на специальном прохождении температуры ликвидуса и перехода в твердое состояние в титаново-молибденовых сплавах. В расплаве сначала затвердевают области с высокой долей молибдена, причем образуются видимые на изображении дендриты. Как следствие этого остальной расплав обедняется, т.е. содержание молибдена в нем снижается. Междендритные зоны в макроструктуре отливки имеют содержание молибдена менее 15%, причем содержание молибдена может снизиться до значений в примерно 10%. Как следствие молибденового обеднения в междендритных зонах отсутствует достаточное количество бета-стабилизаторов. Следствием чего является локальное установление повышенной критической α/β-температуры, за счет этого образуются распознаваемые на фиг.1 осадки.
Целесообразно удалить возможно возникающую при литье краевую зону в форме твердого, ломкого слоя (так называемого α-слоя) за счет травления. Обычно этот слой имеет толщину в примерно 0,03 мм.
Чтобы противодействовать неблагоприятному эффекту негативного зейгерования с осадками в междендритных зонах, отливки, освобожденные после прецизионного литья от литьевых форм, согласно изобретению подвергают тепловой обработке. Для этого предусмотрено изостатическое горячее прессование (ИГП), а именно при температуре немного ниже бета-температуры трансуса. Она может находиться диапазоне от 710 до 760°С, предпочтительным образом она равна примерно 740°С. Прессование выполняют с помощью аргона при давлении от 1100 до 1200 бар. При этом нежелательные осадки в междендритных зонах снова переходят в раствор. Предварительная термическая нагрузка до или после изостатического горячего прессования не требуется. Однако при охлаждении после изостатического горячего прессования опять же выделяются мелкие вторичные фазы, а именно в изначальных межендритных зонах (см. фиг.2, 1000-кратное увеличение). Следствием чего является нежелательное охрупчивание материала.
Из за этого изделия после изостатического горячего прессования имеют лишь небольшую дуктильность.
Чтобы устранить нежелательные осадки отливки отжигают в камерной печи в защитной среде аргона. Для этого выбирается температурный диапазон в примерно 700-860°С, в течение нескольких, обычно двух часов. При этом существует обратная зависимость температуры и продолжительности, при более высокой температуре достаточно меньшей продолжительности и наоборот. После отжига в области твердого раствора отливки закаливают холодной водой. На фиг.3 (1000-кратное увеличение) показана микроструктура после отжига в области твердого раствора. Видны первичные β-зерна и внутри зерен очень мелкие междендритно расположенные осадки (облакоподобное скопление слева вверху на изображении). Изделия, изготовленные прецизионным литьем с помощью предложенного способа, в своей кристаллической структуре имеют β-зерна со средним размером более 0,3 мм. Этот размер является типичным для кристаллической структуры, полученной предложенным способом.
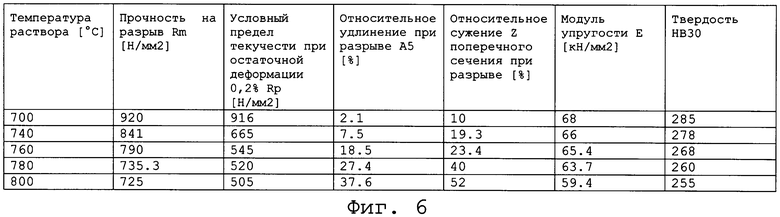
Механические характеристики, полученные после диффузионного отжига, представлены в таблице на фиг.5.
На фиг.4 показан пример реализации бедренной части 1 протеза тазобедренного сустава. Он выполнен из β-титанового сплава, а именно TiMo15. При комнатной температуре он имеет центрированную кубическую кристаллическую структуру.
Бедренная часть 1 предназначена для имплантации в верхний конец бедра. Она имеет длинный стержень 10 в качестве элемента крепления в кости и шейку 11, присоединенную под тупым углом. На конце, противоположном стержню, расположена головка 12 шарнира, который вместе с частью 2 вертлужной впадины образует шарнир. Для имплантации выполняется полная или частичная резекция шейки бедра с его головкой, и открывается доступ к костномозговой полости бедра. Через этот доступ стержень 10 бедренной части вводят в костномозговую полость и закрепляют в ней. В зависимости от варианта исполнения в качестве крепежного средства предусмотрен цемент, или фиксацию выполняют без цемента.
Бедренная часть 1 передает в бедро действующие на протез тазобедренного сустава механические нагрузки любого рода, будь то статические, при стоянии, или динамические, при беге. Для длительного надежного крепления бедренной части 1 в костном материале бедра важен физиологически благоприятный перенос нагрузки. Если бедренная часть выполнена очень жестко, то она берет на себя большую часть нагрузки и таким образом снимает нагрузку с костного материала, в частности в верхней области бедра. Такое положение дел в течение продолжительного срока приводит к дегенерации бедра в этой области. Как следствие - угроза ослабления крепления бедренной части 1, в итоге - выход протеза из строя. Чтобы предотвратить выход из строя, известно, что можно выполнять бедренную часть 1 менее жесткой, то есть более эластичной с физиологически благоприятным низким модулем упругости. В частности, стержень 10 бедренной части 1 в этом отношении является критичным. Костный материал бедра в кортикальной области имеет модуль упругости примерно 20000 -25000 Н/мм2. Бедренная часть 1 согласно изобретению имеет модуль упругости только примерно 60000 Н/мм2. Обычно используемые материалы, такие как TiAl6V4, имеют модуль упругости примерно 100000 Н/мм2 или даже 200000 Н/мм2 в кобальтохромовых сплавах. То есть бедренная часть 1, изготовленная согласно предлагаемому способу, имеет физиологически боле благоприятный низкий модуль упругости. Особенно в области стержня 10, критического в этом отношении, более низкий модуль упругости является большим преимуществом для длительной переносимости протеза.
Благодаря изобретению можно, используя прецизионного литье, легко изготавливать также и сложные формы. Так, например, бедренная часть 1 на своем стержне 10 имеет множество выемок и выступов пилообразной формы. Они служат для улучшенного крепления бедренной части 1 в бедре и позволяют выполнять имплантацию без цемента. Видно несколько канавок 14, проходящих в продольном направлении стержня 10. Они расположены как на передней, так и на задней стороне стержня 10, но могут быть расположены также и на боковых сторонах. В верхней части стержня 10 предусмотрены несколько рядов с выступами 15 пилообразной формы. Кроме того, на переходе к шейке 11 предусмотрено кольцо 13, расположенное по периметру. Оно может быть выполнено как отдельный элемент, но благодаря изобретению оно может быть выполнено и как единый элемент со стержнем 10 и шейкой 11. Части протезов, имеющие такого рода сложные фирмы, могут обычно изготавливаться только из TiAl6V4. Но этот сплав имеет - как уже объяснялось выше - нежелательно высокий модуль упругости. Хотя также известно изготовление бедренных частей из β-титановых сплавов, но только способом ковки. С помощью ковки невозможно производить такие сложные и с медицинской точки зрения предпочтительные формы, как показанные на фиг.4. Заслугой изобретения является возможность изготовления таких сложных форм также в протезах тазобедренного сустава из β-титановых сплавов.
В качестве еще одного варианта реализации на фиг.5 представлен зубной имплантат. Такой зубной имплантат 3 имеет функцию искусственного корня. Он должен заменять естественные корни зуба и служит для крепления зубных протезов (не показаны) на его головке 32. Зубной имплантат 3 должен в первую очередь отвечать двум различным условиям. С одной стороны, он должен выдерживать высокую нагрузку. На зуб при пережевывании пищи могут воздействовать статические силы до 550 Н. Эти силы зубной имплантат должен выдерживать в течение многих лет как переменную нагрузку, и уметь передавать ее в челюстные кости. Это приводит ко второму условию, а именно к гарантии хорошего соединения с костью. Вопрос переноса сил, возникающих при пережевывании пищи, не является простым, к тому же зубной имплантат имеет лишь относительно тонкий стержень 30. Чтобы достичь оптимального крепления в челюстной кости и таким образом противодействовать риску ослабления крепления, стержень 30 оснащен винтовой резьбой 35. Для дальнейшего улучшения крепления могут быть предусмотрены поперечные отверстия 34, предпочтительным образом, в форме сквозных отверстий. Они способствуют врастанию зубного имплантата в челюстную кость и, таким образом, очень способствуют надежному и длительному креплению, однако, они приводят к концентрации напряжений, а тем самым к более высокой механической нагрузке на стержень 30. Благодаря предложенному способу подобные зубные имплантаты 3 можно изготавливать способом прецизионного литья из β-титановых сплавов. При этом можно легко изготавливать также и сложные формы, такие как резьба 35 и поперечные отверстия 34, при этом не требуется дорогостоящая доработка, например резанием. Таким образом при выборе подходящего титанового сплава и при расчете и выборе размеров не требуется учитывать устойчивость к механическим нагрузкам. Таким образом, можно реализовать формы, которые практически невозможно реализовать с помощью обычной формовки с помощью ковки или механической обработки. К тому же также и для зубных имплантатов действует все вышеизложенное для протезов бедра, а именно благодаря низкому модулю упругости минимизирована опасность дегенерации окружающей костной структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2402626C2 |
| ПРОТЕЗ СУСТАВА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2397738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕАКТИВНЫХ МЕДИЦИНСКИХ ИМПЛАНТАТОВ | 2023 |
|
RU2811035C1 |
| Костный имплантат | 2017 |
|
RU2705805C2 |
| Костный имплантат | 2019 |
|
RU2754428C2 |
| СПОСОБ РЕКОНСТРУКЦИИ ПРОКСИМАЛЬНОЙ ЧАСТИ БЕДРЕННОЙ КОСТИ ДЛЯ ЭКЗОПРОТЕЗИРОВАНИЯ С ТАЗОБЕДРЕННЫМ СУСТАВОМ И ИМПЛАНТАТ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2819998C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ИМПЛАНТАТА | 2020 |
|
RU2821776C1 |
| ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА ДЛЯ СОБАК КОНСТРУКЦИИ САМОШКИНА-СЛЕСАРЕНКО И СПОСОБ ИМПЛАНТАЦИИ ЭНДОПРОТЕЗА ТАЗОБЕДРЕННОГО СУСТАВА У СОБАК | 1997 |
|
RU2095033C1 |
| Способ прогнозирования нестабильности протеза при эндопротезировании крупных суставов | 2020 |
|
RU2723023C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2012 |
|
RU2479657C1 |
Группа изобретений относится к медицине. Способ изготовления медицинского имплантата из титанового сплава включает прецизионное литье титанового сплава в соответствующую изготавливаемому имплантату литьевую форму. Для литья используют β-титановый сплав, затем подвергают полученное изделие изостатическому горячему прессованию, отжигают изделие в области твердого раствора и затем закаливают. Медицинский имплантат изготовлен из титанового сплава прецизионным литьем. Титановый сплав является β-титановым сплавом со средним размером зерна как минимум 0,3 мм. Изобретения позволяют эффективно изготавливать изделия из β-титанового сплава способом прецизионного литья. Благодаря изобретению удается совместить преимущества характеристик β-титановых сплавов, особенно их высокие механические характеристики, с преимуществами изготовления изделий способом прецизионного литья. Даже имплантаты сложной формы, как например части протеза тазобедренного сустава, которые практически невозможно изготовить, используя традиционную ковку, можно теперь изготовить из β-титановых сплавов благодаря данному изобретению. 2 н. и 15 з.п. ф-лы, 6 ил.
1. Способ изготовления медицинского имплантата из титанового сплава, включающий в себя шаги:
выполняют прецизионное литье титанового сплава в соответствующую изготавливаемому имплантату литьевую форму,
отличающийся тем, что для литья используют β-титановый сплав, затем подвергают изделие изостатическому горячему прессованию, отжигают изделие в области твердого раствора и затем закаливают.
2. Способ по п.1, отличающийся тем, что после закалки изделие отверждают.
3. Способ по п.1, отличающийся тем, что используют титаново-молибденовый сплав.
4. Способ по п.3, отличающийся тем, что доля молибдена в титаново-молибденовом сплаве составляет от 7,5 до 25%, преимущественно примерно 15%.
5. Способ по любому из пп.1-4, отличающийся тем, что температурный режим при отжиге в области твердого раствора выбран таким образом, что титановый сплав оказывается свободен от ω-фазы.
6. Способ по любому из пп.1-4, отличающийся тем, что изостатическое горячее прессование выполняют при температуре, которая соответствует как максимум бета-температуре трансуса титаново-молибденового сплава и как минимум на 100°С ниже бета-температуры трансуса.
7. Способ по любому из пп.1-4, отличающийся тем, что отжиг в области твердого раствора выполняют при температуре от 700 до 900°С.
8. Способ по любому из пп.1-4, отличающийся тем, что закалку предпочтительно выполняют холодной водой.
9. Медицинский имплантат, изготовленный прецизионным литьем из титанового сплава, отличающийся тем, что титановый сплав является β-титановым сплавом и имеет средний размер зерна как минимум 0,3 мм.
10. Имплантат по п.9, отличающийся тем, что он был подвергнут изостатическому горячему прессованию и отжигу в области твердого раствора.
11. Имплантат по п.9 или 10, отличающийся тем, что содержание молибдена составляет от 7,5 до 25%.
12. Имплантат по п.9 или 10, отличающийся тем, что титановый сплав свободен от ω-фазы.
13. Имплантат по п.9 или 10, отличающийся тем, что титановый сплав не содержит ванадия и алюминия.
14. Имплантат по п.9 или 10, отличающийся тем, что он является ортопедическим протезом.
15. Имплантат по п.14, отличающийся тем, что протез является протезом сустава.
16. Имплантат по п.15, отличающийся тем, что он является бедренной частью (1) протеза тазобедренного сустава.
17. Имплантат по п.9 или 10, отличающийся тем, что он является зубным имплантатом (3).
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Соломотряс для комбайнов и тому подобных машин | 1938 |
|
SU54769A1 |
| RU 2058124 С1, 20.04.1996 | |||
| US 6238491 B1, 29.05.2001 | |||
| DOANCHIE et al: "TITANIUM, A TECHNICAL GUIDE" DECEMBER 2000 (2000-12), ASM INTERNATIONAL, USA, XP00236954 ISBN:0-87170-686-5 PAGE 39 - PAGE 42. | |||

