Изобретение относится к автоматическим производственным системам полного цикла в области техники 3D-печати и может быть использовано для автоматизации процесса получения заказа на изготовление изделия на 3D-принтере, его печати и отправки заказчику без участия человека.
Известна система дистанционного управления и способ управления машиной для 3D-печати [CN 106584831 A, 26.04.2017]. Система дистанционного управления включает персональный компьютер; облачный терминал; плату Android; модуль Wi-Fi; основную панель управления; коммуникационную плату; машину для 3D печати.
Недостатками системы дистанционного управления процессом 3D-печати являются: отсутствие возможности произвести печать более одного изделия на одном 3D принтере в автоматическом режиме, так как для начала новой печати требуется извлечение предыдущего изделия, а в данном случае это можно сделать только ручным способом; отсутствие возможности получить физически напечатанное изделие в автоматическом режиме, так как для этой операции отсутствуют необходимые средства.
Известна система управления 3D-принтером [принадлежит организации ООО «Электротехнические системы Сибирь», https://es-electro.ru/novosti/sistema_upravleniya_3d_printerom/], имеющая шкаф управления, пульт дистанционного управления с графической панелью оператора, серводвигатели, концевые выключатели, посты аварийного останова, комплект кабелей. Дополнительно к системе управления может подключаться: оборудование системы вентиляции и фильтрации воздуха, оборудование системы аспирации; оборудование подготовки сырья, оборудование подачи сырья, датчики контроля параметров и наличия сырья, датчики контроля технологического процесса, система безопасности рабочей зоны. Устройства связываются между собой по протоколу Ethernet.
Недостатками системы управления 3D-принтером являются: отсутствие возможности дистанционно получать задание на 3D печать изделия, так как для этого отсутствует необходимый интерфейс; отсутствие возможности произвести печать более одного изделия на одном 3D принтере в автоматическом режиме, так как для начала новой печати требуется извлечение предыдущего изделия, а в данном случае это можно сделать только ручным способом; отсутствие возможности получить физически напечатанное изделие в заданном месте в автоматическом режиме.
Наиболее близкой системой того же назначения к заявленному изобретению по совокупности признаков является система для 3D-печати [«RaiseCloud», https://cloud.raise3d.com/], которая предназначена для управления множеством 3D принтеров, удаленного контроля и отслеживания состояния печати, информирования о прогрессе печати. Система включает в себя: панель мониторинга, модуль отчетности, модуль просмотра состояния 3D принтеров в онлайн режиме, модуль управления 3D принтерами, модуль отправки задания на печать, модуль управления слайсингом, модуль управления видеокамерами. Данная система принята за прототип.
Недостатками прототипа являются: отсутствие возможности произвести печать более одного изделия на одном 3D принтере в автоматическом режиме, так как для начала новой печати требуется извлечение предыдущего изделия, а в данном случае это можно сделать только ручным способом; отсутствие возможности получить физически напечатанное изделие в заданном месте в автоматическом режиме.
Задачей настоящего изобретения является устранение недостатков прототипа, а в частности, обеспечение возможности печати более одного изделия на одном 3D принтере в автоматическом режиме и возможности отправления напечатанного физического изделия в заданное место в автоматическом режиме.
Как правило, 3D печать изделий заказывают в единичном экземпляре или небольшими партиями для испытаний, поэтому скорость начала выполнения операции и скорость доставки до клиента имеют ключевую роль. В известных системах для печати более одного изделия на одном принтере, упаковки напечатанных изделий и их отправка клиенту возможно только с использованием ручного труда, а это занимает много времени.
Решение данной задачи является актуальным в связи с увеличением спроса на аддитивное производство с минимальным временем простоя 3D принтера и быстрым получением напечатанного изделия клиентом.
Поставленная задача была решена за счет того, что известная система для 3D-печати, включающая панель мониторинга, модуль отчетности, модуль управления слайсингом, модуль управления видеокамерами, согласно изобретению, дополнительно содержит блок управления заказами на 3D печать изделий, предназначенный для формирования сигналов управления и отображения данных с блока 3D печати изделий, их упаковки и отправки, который связан с ним, при этом блок управления заказами на 3D печать изделий содержит
модуль создания заказов на 3D печать, выполненный с возможностью добавить 3D модель, её характеристики, персональные данные заказчика и адрес доставки заказа, модуль редактирования заказов на 3D печать, выполненный с возможностью изменить параметры ранее созданного заказа;
модуль определения возможности печати загруженных 3D моделей, в который поступают данные от модулей создания заказов на 3D печать и редактирования заказов на 3D печать, реализующий алгоритмы проверки соответствия 3D модели на предмет возможности её печати на 3D принтере по указанным характеристикам и связанный с модулем определения поддерживающих структур, в котором к 3D модели присоединяются необходимые поддерживающие её элементы при печати;
модуль определения стоимости 3D печати, который получает итоговые данные о 3D модели от модуля определения поддерживающих структур, и реализует алгоритм расчета стоимости в зависимости от размера изделия и доли его заполненности, материала печати, срочности изготовления, а из него данные передаются в модуль расчета времени выполнения заказа, а из него данные передаются в модуль определения способов и стоимости доставки, в котором реализуются алгоритмы расчета стоимости у каждого доступного способа доставки заказа в зависимости от территориального положения заказчика и ориентировочный срок доставки и заказчику предоставляется возможность выбрать подходящий ему вариант, из него данные передаются в модуль оплаты заказа, выполненный с возможностью оплатить заказ в онлайн режиме;
модуль планирования производственных циклов, который получает данные об оплате заказа из модуля оплаты заказа и реализует алгоритмы встраивания нового или скорректированного заказа на 3D печать изделий в производственные циклы работы 3D принтеров с учетом их загруженности и характеристик заказа;
модуль передачи данных на выполнение заказа, который получает данные о характеристиках 3D модели, внутреннем номере 3D принтера, времени запуска печати, способе и адресе доставки от модуля планирования производственных циклов;
модуль приема данных о состоянии заказа, принимающий данные из блока 3D печати изделий, их упаковки и отправки и отправляющий их в панель мониторинга, выполненную с возможностью отображать информацию о состоянии заказа в графическом виде, управлять характеристиками слоев 3D модели с помощью подключенного к ней модуля управления слайсингом, отображать процесс печати в реальном режиме времени с помощью подключенного к ней модуля управления видеокамерами, и формировать набор сведений по заказам и визуализировать их с помощью подключенного к ней модуля отчетности, при этом панель мониторинга соединена с модулем планирования производственных циклов для обмена данными об изменениях состояния заказов и их выполнения;
при этом блок 3D печати изделий, их упаковки и отправки содержит плату управления, выполненную с возможностью координировать работу подключенных к ней устройств, к которой подключены модуль приема данных о заказе и модуль передачи данных о состоянии заказа;
также к плате управления подключены 3D принтеры, которые производят 3D печать изделий, при этом от платы управления на них передается 3D модель и параметры печати, а от 3D принтеров на плату управления посылаются данные о текущем состоянии 3D печати:
также к плате управления подключены видеокамеры, направление обзора которых направлено на столы 3D принтеров, и выполненные с возможностью передачи видеоизображения на плату управления, к которой подсоединен робот манипулятор, выполненный с возможностью распознавания и захвата предметов окружающего мира, на который приходят данные с платы управления о необходимости совершить операции переноса объектов материального мира с одного обозначенного места на другое, которыми выступают пустые транспортные тары, расположенные на складе пустых транспортных тар, напечатанные изделия и изделия, при печати которых произошла ошибка, распознанная с помощью модуля определения ошибок по видеопотоку, сигналы от которого поступают к плате управления, и помещенные роботом манипулятором на склад испорченных изделий;
также к плате управления подключен модуль определения размерности транспортной тары, реализующий алгоритмы расчета объема всех напечатанных изделий в рамках одного заказа и подбор необходимой для их размещения транспортной тары, и модуль отправки данных в транспортные компании, который передает данные об адресе отправителя, адресе получателя и времени, когда можно забрать транспортную тару со склада транспортных тар для отправки, которые перемещает их туда робот манипулятор, при этом плата управления соединена с устройством для запечатывания транспортной тары, в которое робот манипулятор помещает транспортную тару с находящимися в ней напечатанными изделиями одного заказа, и соединена с устройством для наклеивания транспортных этикеток, куда робот манипулятор перемещает запечатанную транспортную тару.
Отличительные признаки предлагаемой системы - введены блок управления заказами на 3D печать изделий; блок 3D печати изделий, их упаковки и отправки; модуль создания заказов на 3D печать; модуль редактирования заказов на 3D печать; модуль определения возможности печати загруженных 3D моделей; модуль определения поддерживающих структур; модуль определения стоимости 3D печати; модуль расчета времени выполнения заказа; модуль определения способов и стоимости доставки; модуль оплаты заказа; модуль планирования производственных циклов; модуль передачи данных на выполнение заказа; модуль приема данных о состоянии заказа; плата управления; модуль приема данных о заказе; модуль передачи данных о состоянии заказа; 3D принтеры; видеокамеры; робот манипулятор; склад пустых транспортных тар; модуль определения ошибок печати по видеопотоку; склад испорченных изделий; модуль определения размерности транспортной тары; модуль отправки данных в транспортные компании; склад транспортных тар для отправки; устройство для запечатывания транспортной тары; устройство для наклеивания транспортных этикеток. а также новые связи между блоками и модулями системы.
Отличительные признаки в совокупности с известными позволяют достичь: возможности печати более одного изделия на одном 3D принтере в автоматическом режиме; возможности отправления напечатанного физического изделия в заданное место в автоматическом режиме; уменьшения времени на запуск процесса печати 3D моделей в заказе; уменьшения времени на сборку напечатанных изделий и их передачу в транспортные компании для доставки заказчику.
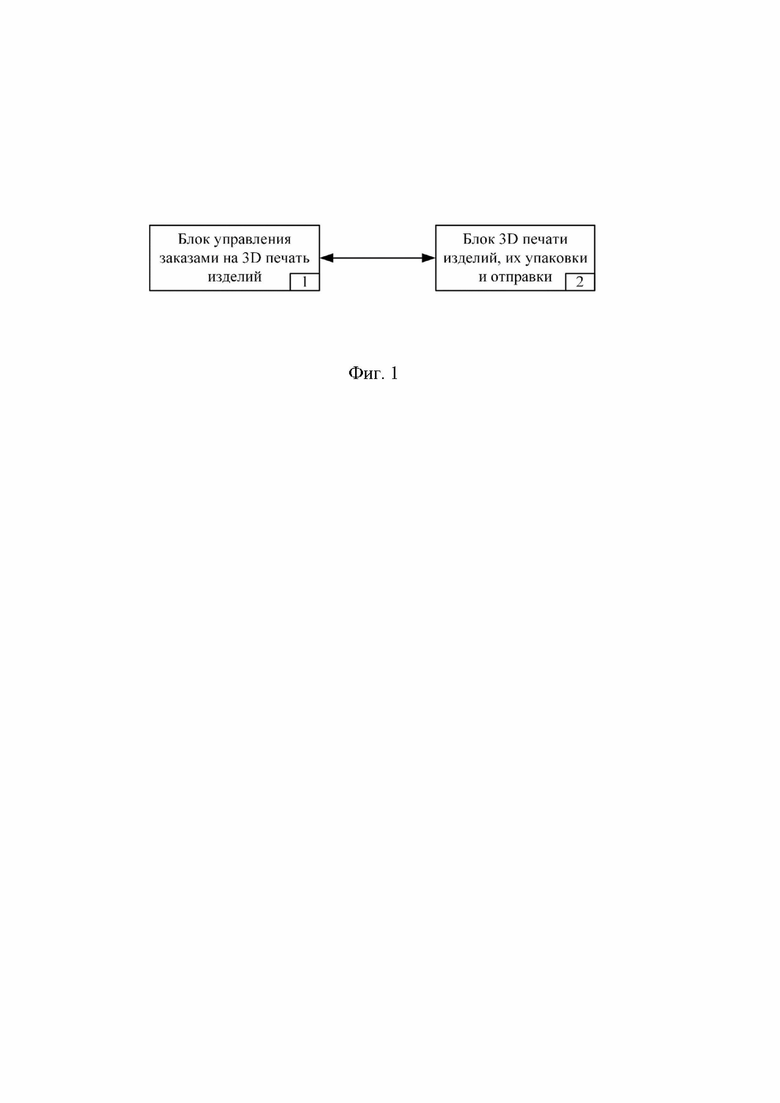
На фиг. 1 изображена структурная схема автоматической системы управления процессом 3D печати изделий полного цикла.
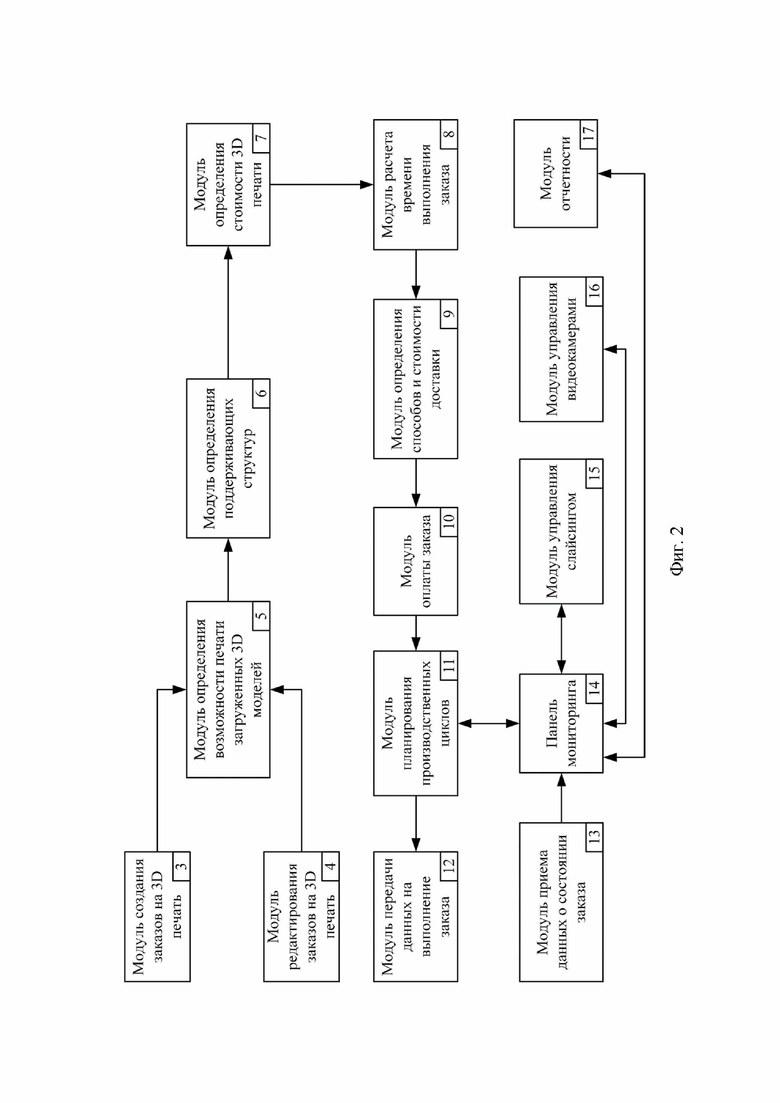
На фиг. 2 изображена структурная схема блока управления заказами на 3D печать изделий.
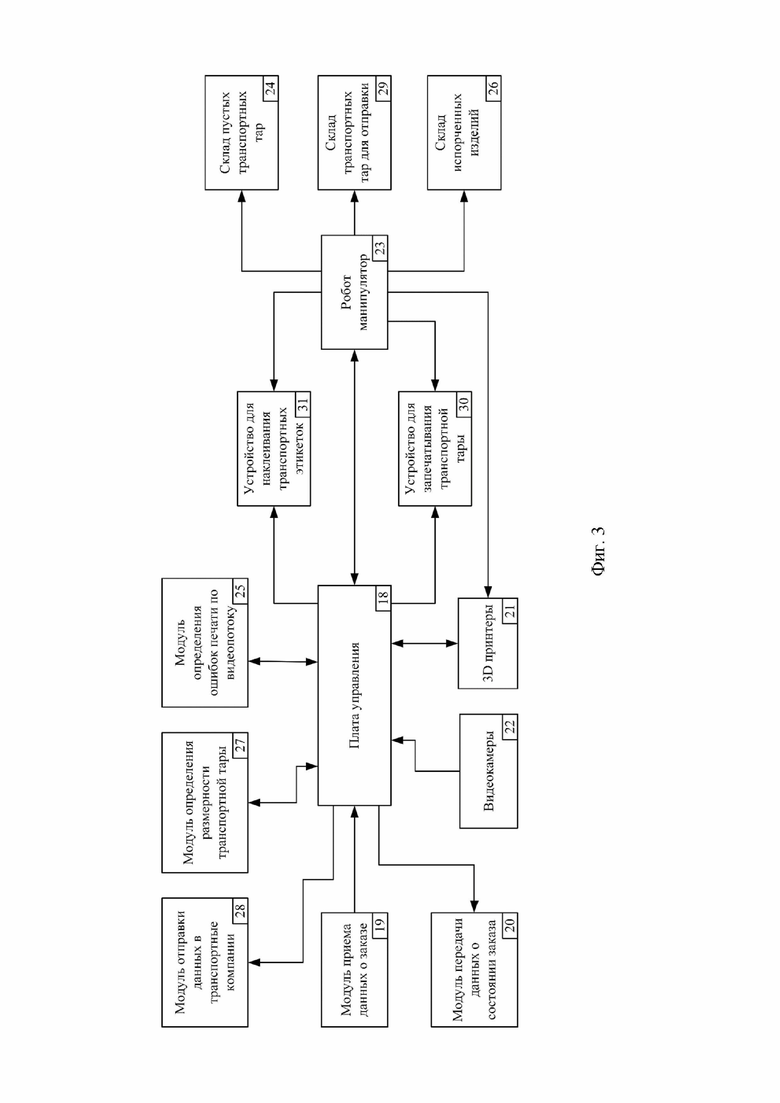
На фиг. 3 изображена структурная схема блока 3D печати изделий, их упаковки и отправки.
Автоматическая система управления процессом 3D печати изделий полного цикла (фиг.1) включает блок управления заказами на 3D печать изделий 1, предназначенный для формирования сигналов управления и отображения данных с блока 3D печати изделий, их упаковки и отправки 2, который связан с ним. Блок управления заказами на 3D печать изделий 1 (фиг.2) содержит модуль создания заказов на 3D печать 3, выполненный с возможностью добавить 3D модель, её характеристики, персональные данные заказчика и адрес доставки заказа, и модуль редактирования заказов на 3D печать 4, выполненный с возможностью изменить параметры ранее созданного заказа.
Блок управления заказами на 3D печать изделий 1 содержит модуль определения возможности печати загруженных 3D моделей 5, в который поступают данные от модулей создания заказов на 3D печать 3 и редактирования заказов на 3D печать, реализующий алгоритмы проверки соответствия 3D модели на предмет возможности её печати на 3D принтере по указанным характеристикам и связанный с модулем определения поддерживающих структур 6, в котором к 3D модели присоединяются необходимые поддерживающие её элементы при печати.
Блок управления заказами на 3D печать изделий 1 содержит модуль определения стоимости 3D печати 7, который получает итоговые данные о 3D модели от модуля определения поддерживающих структур 6, и реализует алгоритм расчета стоимости в зависимости от размера изделия и доли его заполненности, материала печати, срочности изготовления, а из него данные передаются в модуль расчета времени выполнения заказа 8, а из него данные передаются в модуль определения способов и стоимости доставки 9, в котором реализуются алгоритмы расчета стоимости у каждого доступного способа доставки заказа в зависимости от территориального положения заказчика и ориентировочный срок доставки и заказчику предоставляется возможность выбрать подходящий ему вариант, из него данные передаются в модуль оплаты заказа 10, выполненный с возможностью оплатить заказ в онлайн режиме.
Блок управления заказами на 3D печать изделий 1 содержит модуль планирования производственных циклов 11, который получает данные об оплате заказа из модуля оплаты заказа 10 и реализует алгоритмы встраивания нового или скорректированного заказа на 3D печать изделий в производственные циклы работы 3D принтеров с учетом их загруженности и характеристик заказа, и модуль передачи данных на выполнение заказа 12, который получает данные о характеристиках 3D модели, внутреннем номере 3D принтера, времени запуска печати, способе и адресе доставки от модуля планирования производственных циклов 11.
Блок управления заказами на 3D печать изделий 1 содержит модуль приема данных о состоянии заказа 13, который принимает данные из блока 3D печати изделий, их упаковки и отправки 2 и отправляет их в панель мониторинга 14, выполненную с возможностью отображать информацию о состоянии заказа в графическом виде, управлять характеристиками слоев 3D модели с помощью подключенного к ней модуля управления слайсингом 15, отображать процесс печати в реальном режиме времени с помощью подключенного к ней модуля управления видеокамерами 16, и формировать набор сведений по заказам и визуализировать их с помощью подключенного к ней модуля отчетности 17, при этом панель мониторинга 14 соединена с модулем планирования производственных циклов 11 для обмена данными об изменениях состояния заказов и их выполнения.
При этом блок 3D печати изделий, их упаковки и отправки 2 (фиг.3) содержит плату управления 18, выполненную с возможностью координировать работу подключенных к ней устройств, к которой подключены модуль приема данных о заказе 19 и модуль передачи данных о состоянии заказа 20.
К плате управления 18 подключены 3D принтеры 21, которые производят 3D печать изделий, при этом от платы управления 18 на них передается 3D модель и параметры печати, а от 3D принтеров 21 на плату управления 18 посылаются данные о текущем состоянии 3D печати.
К плате управления 18 подключены видеокамеры 22, направление обзора которых направлено на столы 3D принтеров 21, и выполненные с возможностью передачи видеоизображения на плату управления 18, к которой подсоединен робот манипулятор 23, выполненный с возможностью распознавания и захвата предметов окружающего мира, на который приходят данные с платы управления 18 о необходимости совершить операции переноса объектов материального мира с одного обозначенного места на другое, которыми выступают пустые транспортные тары, расположенные на складе пустых транспортных тар 24, напечатанные изделия и изделия, при печати которых произошла ошибка, распознанная с помощью модуля определения ошибок по видеопотоку 25, сигналы от которого поступают к плате управления 18, и помещенные роботом манипулятором 23 на склад испорченных изделий 26.
К плате управления 18 подключен модуль определения размерности транспортной тары 27, реализующий алгоритмы расчета объема всех напечатанных изделий в рамках одного заказа и подбор необходимой для их размещения транспортной тары, и модуль отправки данных в транспортные компании 28, который передает данные об адресе отправителя, адресе получателя и времени, когда можно забрать транспортную тару со склада транспортных тар для отправки 29, которые перемещает их туда робот манипулятор 23.
Плата управления 18 соединена с устройством для запечатывания транспортной тары 30, в которое робот манипулятор 23 помещает транспортную тару с находящимися в ней напечатанными изделиями одного заказа, и соединена с устройством для наклеивания транспортных этикеток 31, куда робот манипулятор 23 перемещает запечатанную транспортную тару.
Система работает следующим образом.
Блок управления заказами на 3D печать изделий 1 реализован полностью в программном виде. Блок 3D печати изделий, их упаковки и отправки 2 реализован на аппаратном уровне с включенными алгоритмами в некоторые модули и плату управления 18. Между блоками 1 и 2 налажен обмен данными с помощью модулей 12, 13, 19 и 20.
Блок управления заказами на 3D печать изделий 1 размещают в открытом доступе в сети интернет, на который в любое время могут заходить пользователи и совершать ряд действий, направленных на формирование, отслеживание и получение заказа на печать 3D моделей. Пользователь создаёт новый заказ с помощью модуля 3, в котором загружает 3D модель, указывает её характеристики, персональные данные заказчика и адрес доставки заказа. Затем эти данные передаются в блок 5, в котором определяется возможность печати загруженной 3D модели исходя из характеристик установленных 3D принтеров 21. После данные передаются в модуль определения поддерживающих структур 6, где к загруженной 3D модели добавляются поддерживающие структуры для качественной печати. Затем эти данные передаются в модуль определения стоимости 3D печати 7, встроенные алгоритмы которого рассчитывают стоимость изделий и заказа в целом. Затем данные передаются в модуль расчета времени выполнения заказа 8, в котором рассчитывается минимальное время, за которое может быть выполнен заказ. Из него данные передаются в модуль определения способов и стоимости доставки 9, в котором пользователь может выбрать предпочтительный для него вариант доставки. Затем данные передаются в блок оплаты заказа 10, в котором пользователь оплачивает заказ и в случае успешной оплаты данные о заказе передаются в модуль планирования производственных циклов 11.
Если у пользователя возникнет необходимость произвести корректировку заказа, то он может воспользоваться модулем редактирования заказов на 3D печать 4, где имеется возможность изменить параметры 3D модели и адрес доставки. Однако после внесенных изменений повторится проверка на соответствие печати, определению поддерживающих структур, перерасчет стоимости печати, времени выполнения, возможного способа и стоимости доставки. В случае, если стоимость окажется выше, чем ранее оплаченная, то пользователю в модуле оплаты заказа 10 будет предложено доплатить разницу. Если стоимость окажется ниже, то поступит запрос на возврат денежных средств. И обновленные данные передадутся в модуль планирования производственных циклов 11.
В модуле планирования производственных циклов 11 производится встраивания нового или скорректированного заказа на 3D печать изделий в производственные циклы работы 3D принтеров 21 с учетом их загруженности и характеристик заказа. Затем обновленный производственный цикл передается в модуль передачи данных на выполнение заказа 12, откуда данные передаются в блок 3D печати изделий, их упаковки и отправки 2, где принимаются модулем приема данных о заказе 19. Затем эти данные передаются на плату управления 18.
На плату управления 18 поступают видеоизображения с видеокамер 22, объектив которых направлен на столы 3D принтеров 21 и снимает процесс печати изделий. Данный видеопоток анализирует модуль определения ошибок печати по видеопотоку 25 на предмет несоответствия заявленным параметрам модели с помощью интеллектуальных алгоритмов машинного обучения. Если выявляется ошибка, то останавливается процесс печати и посылается сигнал управления на робот манипулятор 23, который перемещает бракованное изделие на склад испорченных изделий 26.
Когда процесс печати завершается, то определяется размерность транспортной тары с помощью модуля 27 и робот манипулятор 23 перемещает в неё готовое изделие. Если в составе заказа несколько изделий, то они по мере изготовления перемещаются роботом манипулятором 23 в транспортную тару, хранящуюся на складе пустых транспортных тар 24. Когда транспортная тара становится заполненной необходимыми изделиями, то робот манипулятор 23 перемещает её на устройство для запечатывания транспортной тары 30, которое запечатывает её. Затем робот манипулятор 23 перемещает транспортную тару на устройство для наклеивания транспортных этикеток 31, которая наклеивает на транспортную тару этикетки со справочной информацией для доставки пользователю. Затем транспортная тара перемещается роботом манипулятором 23 на склад транспортных тар для отправки 29. Затем модуль отправки данных в транспортные компании 28 отправляет запрос в транспортную компанию о необходимости забрать заказ и доставить по адресу, указанному клиентом.
При этом во время выполнения заказа пользователь может следить за ходом его выполнения. С платы управления 18 данные передаются в блок управления заказами на 3D печать изделий с помощью модуля передачи данных о состоянии заказа 20 и модуля приема данных о состоянии заказа 13. На панели мониторинга 14 пользователь может увидеть в реальном режиме времени, как выполняется его заказ по видеопотоку, который обрабатывает модуль управления видеокамерами 16, и остановить процесс печати в случае, если самостоятельно заметил ошибку. Тогда эти данные немедленно передаются в модуль планирования производственных циклов 11, где они перестраиваются с учетом остановки печати. Также пользователь может управлять характеристиками слоев 3D модели с помощью модуля управления слайсингом 15 в реальном режиме времени. И может построить наглядный отчет о состоянии выполнения заказа, расчетном времени выполнения и доставки с помощью модуля отчетности 17.
Преимущество заявляемой системы состоит в возможности печати более одного изделия на одном 3D принтере в автоматическом режиме, возможности отправления напечатанного физического изделия в заданное место в автоматическом режиме; в значительном сокращении времени на запуск процесса печати 3D моделей в заказе и на сборку напечатанных изделий, и их передачу в транспортные компании для доставки заказчику.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТОД ПРОГНОЗИРОВАНИЯ ПОТРЕБЛЕНИЯ РАСХОДНЫХ МАТЕРИАЛОВ И СТОИМОСТИ ВЫПОЛНЕНИЯ ЗАДАНИЯ НА ПЕЧАТЬ | 2007 |
|
RU2444784C2 |
| Информационная система управления транспортными ресурсами | 2018 |
|
RU2690786C1 |
| МОБИЛЬНЫЙ РОБОТИЗИРОВАННЫЙ РЕМОНТНО-ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС РАКЕТНО-АРТИЛЛЕРИЙСКОГО ВООРУЖЕНИЯ (МРРДК-РАВ) | 2022 |
|
RU2780079C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Управление цветом | 2015 |
|
RU2707513C2 |
| СИСТЕМА ДЛЯ ГАРАНТИРОВАНИЯ ПОДЛИННОСТИ БРЕНДОВЫХ ТОВАРОВ | 2015 |
|
RU2700395C2 |
| Способ децентрализованного изготовления персональных карт и заготовка персональных карт для осуществления способа | 2018 |
|
RU2705768C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПОЧТОВОГО ОТПРАВЛЕНИЯ | 2004 |
|
RU2343541C2 |
| Способ изготовления приёмной гильзы для протезов конечностей на базе технологии трёхмерной FGF-печати | 2024 |
|
RU2841471C1 |
Изобретение относится к автоматическим производственным системам полного цикла в области техники 3D печати. Система состоит из: панели мониторинга, модуля отчетности, модуля управления слайсингом, модуля управления видеокамерами, блока управления заказами на 3D печать изделий, блока 3D печати изделий, их упаковки и отправки, модуля создания заказов на 3D печать, модуля редактирования заказов на 3D печать, модуля определения возможности печати загруженных 3D моделей, модуля определения поддерживающих структур, модуля определения стоимости 3D печати, модуля расчета времени выполнения заказа, модуля определения способов и стоимости доставки, модуля оплаты заказа, модуля планирования производственных циклов, модуля передачи данных на выполнение заказа; модуля приема данных о состоянии заказа, платы управления, модуля приема данных о заказе; модуля передачи данных о состоянии заказа, 3D принтеров, видеокамер, робота манипулятора, склада пустых транспортных тар, модуля определения ошибок печати по видеопотоку, склада испорченных изделий, модуля определения размерности транспортной тары, модуля отправки данных в транспортные компании, склада транспортных тар для отправки, устройства для запечатывания транспортной тары и устройства для наклеивания транспортных этикеток. Техническим результатом заявленного изобретения является возможность печати более одного изделия на одном 3D принтере и возможность отправления напечатанного физического изделия в заданное место в автоматическом режиме, уменьшение времени на запуск процесса печати 3D моделей в заказе и на сборку напечатанных изделий и их передачу в транспортные компании для доставки заказчику. 3 ил.
Автоматическая система управления процессом 3D печати изделий полного цикла, включающая панель мониторинга, модуль отчетности, модуль управления слайсингом, модуль управления видеокамерами, отличающаяся тем, что содержит блок управления заказами на 3D печать изделий и связанный с ним блок 3D печати изделий, их упаковки и отправки, блок управления заказами на 3D печать изделий предназначен для формирования сигналов управления и отображения данных с блока 3D печати изделий, их упаковки и отправки и содержит модуль создания заказов на 3D печать, выполненный с возможностью добавить 3D модель, её характеристики, персональные данные заказчика и адрес доставки заказа, модуль редактирования заказов на 3D печать, выполненный с возможностью изменить параметры ранее созданного заказа, модуль определения возможности печати загруженных 3D моделей, соединенный с модулями создания заказов на 3D печать и редактирования заказов на 3D печать, реализующий алгоритмы проверки соответствия 3D модели на предмет возможности её печати на 3D принтере по указанным характеристикам, модуль определения возможности печати загруженных 3D моделей соединен с модулем определения поддерживающих структур, в котором к 3D модели присоединяются необходимые поддерживающие её элементы при печати и который соединен с модулем определения стоимости 3D печати, реализующим алгоритм расчета стоимости в зависимости от размера изделия и доли его заполненности, материала печати, срочности изготовления, соединенным с модулем расчета времени выполнения заказа, который соединен с модулем определения способов и стоимости доставки, реализующим алгоритмы расчета стоимости у каждого доступного способа доставки заказа в зависимости от территориального положения заказчика и ориентировочный срок доставки и в котором заказчику предоставляется возможность выбрать подходящий ему вариант доставки, модуль определения способов и стоимости доставки соединен с модулем оплаты заказа, выполненным с возможностью оплатить заказ в онлайн режиме и соединенным с модулем планирования производственных циклов, реализующим алгоритмы встраивания нового или скорректированного заказа на 3D печать изделий в производственные циклы работы 3D принтеров с учетом их загруженности и характеристик заказа и соединенным с модулем передачи данных на выполнение заказа, получающим данные о характеристиках 3D модели, внутреннем номере 3D принтера, времени запуска печати, способе и адресе доставки от модуля планирования производственных циклов, также блок управления заказами на 3D печать изделий содержит модуль приема данных о состоянии заказа, принимающий данные из блока 3D печати изделий, их упаковки и отправки и отправляющий их в панель мониторинга, выполненную с возможностью отображать информацию о состоянии заказа в графическом виде, управлять характеристиками слоев 3D модели с помощью подключенного к ней модуля управления слайсингом, отображать процесс печати в реальном режиме времени с помощью подключенного к ней модуля управления видеокамерами, и формировать набор сведений по заказам, и визуализировать их с помощью подключенного к ней модуля отчетности, при этом панель мониторинга соединена с модулем планирования производственных циклов для обмена данными об изменениях состояния заказов и их выполнения, при этом блок 3D печати изделий, их упаковки и отправки содержит плату управления, выполненную с возможностью координировать работу подключенных к ней устройств, к которой подключены модуль приема данных о заказе и модуль передачи данных о состоянии заказа, также к плате управления подключены 3D принтеры, предназначенные для 3D печати изделий, при этом от платы управления на них передается 3D модель и параметры печати, а от 3D принтеров на плату управления посылаются данные о текущем состоянии 3D печати, также к плате управления подключены видеокамеры, направление обзора которых направлено на столы 3D принтеров и выполненные с возможностью передачи видеоизображения на плату управления, к которой подсоединен робот-манипулятор, соединенный со складами пустых транспортных тар, транспортных тар для отправки и испорченных изделий, выполненный с возможностью распознавания, захвата и переноса объектов материального мира с одного обозначенного места на другое, которыми выступают пустые транспортные тары, расположенные на складе пустых транспортных тар, напечатанные изделия и изделия, при печати которых произошла ошибка, распознанная с помощью модуля определения ошибок по видеопотоку, подключенного к плате управления, помещенные роботом-манипулятором на склад испорченных изделий, также к плате управления подключен модуль определения размерности транспортной тары, реализующий алгоритмы расчета объема всех напечатанных изделий в рамках одного заказа и подбор необходимой для их размещения транспортной тары, и модуль отправки данных в транспортные компании, который передает данные об адресе отправителя, адресе получателя и времени, когда можно забрать транспортную тару со склада транспортных тар для отправки, которые перемещает туда робот-манипулятор, при этом плата управления соединена с устройством для запечатывания транспортной тары, в которое робот-манипулятор помещает транспортную тару с находящимися в ней напечатанными изделиями одного заказа, и соединена с устройством для наклеивания транспортных этикеток, куда робот-манипулятор перемещает запечатанную транспортную тару.
| CN 106584831 A, 26.04.2017 | |||
| US 10078325 B2, 18.09.2018 | |||
| EP 3433085 A1, 30.01.2019 | |||
| WO 2019165685 A1, 06.09.2019 | |||
| АДАПТИВНОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ АДДИТИВНОГО ПРОИЗВОДСТВА В РЕАЛЬНОМ МАСШТАБЕ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ МАШИННОГО ОБУЧЕНИЯ | 2018 |
|
RU2722525C1 |
