ОПИСАНИЕ
Ссылка на родственную заявку
[1] Согласно настоящей заявке испрашивается приоритет в соответствии с заявкой на выдачу патента США №15/604,473, поданной 24 мая 2017 года, которая посредством ссылки полностью включается в настоящий документ.
Предшествующий уровень техники настоящего изобретения
[2] Процессы аддитивного производства представляют собой способы производства, позволяющие изготавливать функциональные сложные изделия послойно без использования литейных форм и штампов. Несмотря на последние достижения в области способов и устройств, используемых для различных типов аддитивного производства, по-прежнему существует необходимость в способах, обеспечивающих быструю оптимизацию и настройку параметров управления процессом, используемых в ответ на изменения технологических параметров и параметров окружающей среды, а также для повышения качества изготавливаемых изделий. Раскрыты способы и системы, предназначенные для проведения автоматизированной классификации дефектов объектов с использованием алгоритмов машинного обучения. Кроме того, раскрыты способы и системы для осуществления адаптивного управления в реальном масштабе времени процессами нанесения для изготовления изделий произвольной формы или процессами соединения, включая процессы аддитивного производства или сварки, для повышения выхода, производительности и качества технологического процесса.
Сущность изобретения
[3] Предлагаются способы адаптивного управления в реальном масштабе времени процессом нанесения для изготовления изделий произвольной формы или процессом соединения, причем указанные способы предусматривают: а) предоставление входной проектной геометрии для объекта; b) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию для нескольких проектных геометрий или их частей, таких же или отличающихся от входной проектной геометрии стадии (а); с) предоставление прогнозируемого оптимального набора или последовательности из одного или более параметров управления технологическим процессом для изготовления объекта, причем прогнозируемый оптимальный набор из одного или более параметров управления технологическим процессом получают, используя алгоритм машинного обучения, обученный с использованием набора данных для обучения стадии (b); и d) осуществление процесса нанесения для изготовления изделий произвольной формы или процесса соединения, чтобы изготовить объект, причем данные характеризации процесса в реальном масштабе времени используют как входные данные для алгоритма машинного обучения для корректировки одного или более параметров управления технологическим процессом в реальном масштабе времени.
[4] Согласно некоторым вариантам осуществления стадии (b)-(d) выполняют итерационно, и в набор данных для обучения включают данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления для каждой итерации или их любую комбинацию. Согласно некоторым вариантам осуществления процесс нанесения для изготовления изделий произвольной формы или процесс соединения представляет собой стереолитографию (SLA), цифровую оптическую обработку (DLP), моделирование методом наплавления нити (FDM), выборочное лазерное спекание (SLS), выборочное лазерное сплавление (SLM) или электронно-лучевую плавку (ЕВМ) или процесс сварки. Согласно некоторым вариантам осуществления процесс нанесения для изготовления изделий произвольной формы представляет собой процесс нанесения для изготовления изделий произвольной формы с переходом из жидкой фазы в твердую. Согласно некоторым вариантам осуществления процесс нанесения для изготовления изделий произвольной формы с переходом из жидкой фазы в твердую представляет собой процесс нанесения с использованием лазера и металлической проволоки. Согласно некоторым вариантам осуществления данные моделирования процесса получают путем выполнения анализа методом конечных элементов (FEA), анализа методом конечных объемов (FVA), анализа методом конечных разностей (FDA), расчетов вычислительной гидрогазодинамики (CFD) или их любой комбинации. Согласно некоторым вариантам осуществления один или более параметров управления технологическим процессом, подлежащих прогнозированию или управлению, включают скорость нанесения материала, скорость перемещения аппарата для нанесения, скорость изменения ускорения аппарата для нанесения, направление перемещения аппарата для нанесения, местоположение аппарата для нанесения как функция времени (траектория перемещения инструмента), угол аппарата для нанесения относительно направления нанесения, угол свеса в намеченной геометрии, интенсивность теплового потока в материал при нанесении, размер и форма поверхности теплового потока, расход и угол потока защитного газа, температуру плиты основания, контроль окружающей температуры на протяжении процесса нанесения, температуру осаждаемого материала до нанесения, установку тока или напряжения в аппарате резистивного нагрева, частоту или амплитуду напряжения в аппарате индукционного нагрева, выбор осаждаемого материала, соотношение осаждаемых материалов по объему или массе, если используются более одного осаждаемого материала, или их любую комбинацию. Согласно некоторым вариантам осуществления данные моделирования процесса содержат прогноз средней массовой или пиковой температуры нанесенного материала, скорости охлаждения нанесенного материала, химического состава нанесенного материала, состояния разделения составляющих в нанесенном материале, геометрического свойства нанесенного материала, интенсивности теплового потока из материала при нанесении, электромагнитного излучения из осаждаемого материала, акустической эмиссии из осаждаемого материала или их любой комбинации как функции набора указанных входных параметров управления технологическим процессом. Согласно некоторым вариантам осуществления данные характеризации процесса содержат результат измерения средней массовой или пиковой температуры нанесенного материала, скорости охлаждения нанесенного материала, химического состава нанесенного материала, состояния разделения составляющих в нанесенном материале, геометрического свойства нанесенного материала, скорости нанесения материала, скорости перемещения аппарата для нанесения, местоположения (траектории перемещения инструмента) аппарата для нанесения, угла аппарата для нанесения относительно направления нанесения, индикатора состояния аппарата для нанесения, угла свеса в нанесенной геометрии, угла свеса в намеченной геометрии, интенсивности теплового потока в материал при нанесении, интенсивности теплового потока из материала при нанесении, электромагнитного излучения из осаждаемого материала, акустической эмиссии из осаждаемого материала, удельной электропроводности осаждаемого материала, удельной теплопроводности осаждаемого материала, дефекта геометрии изготавливаемого объекта или их любой комбинации. Согласно некоторым вариантам осуществления данные контроля в процессе изготовления или данные контроля после изготовления содержат данные визуального контроля или контроля с помощью машинного зрения чистоты обработки поверхности, визуального контроля или контроля с помощью машинного зрения на предмет поверхностных трещин и пор, испытания механических свойств, таких как прочность, твердость, пластичность, усталость, испытания химических свойств, таких как состав, разделение составляющих материалов, методики характеризации дефектов, такой рентгеновская дифракция или рентгенография, компьютерная томография, ультразвуковая визуализация, измерений с помощью решетки датчиков вихревых токов или термографии или их любой комбинации. Согласно некоторым вариантам осуществления алгоритм машинного обучения содержит алгоритм обучения с учителем, алгоритм неконтролируемого обучения, алгоритм обучения с частичным привлечением учителя, алгоритм усиленного обучения, алгоритм глубокого обучения или их любую комбинацию. Согласно некоторым вариантам осуществления алгоритм машинного обучения представляет собой алгоритм искусственной нейронной сети, алгоритм регрессии Гауссова процесса, алгоритм дерева логистической модели, алгоритм случайного леса, алгоритм нечеткого классификатора, алгоритм дерева решений, алгоритм иерархической кластеризации, алгоритм обучения методом k-средних, алгоритм нечеткой кластеризации, алгоритм машинного обучения с использованием глубинной машины Больцмана, алгоритм глубокой сверточной нейронной сети, алгоритм глубокой рекуррентной нейронной сети или их любую комбинацию. Согласно некоторым вариантам осуществления алгоритм машинного обучения содержит искусственную нейронную сеть. Согласно некоторым вариантам осуществления искусственная нейронная сеть содержит входной слой (уровень), выходной слой (уровень) и по меньшей мере 1 скрытый слой (уровень). Согласно некоторым вариантам осуществления искусственная нейронная сеть содержит входной слой (уровень), выходной слой (уровень) и по меньшей мере 5 скрытых слоев (уровней). Согласно некоторым вариантам осуществления искусственная нейронная сеть содержит входной слой (уровень), выходной слой (уровень) и по меньшей мере 10 скрытых слоев (уровней). Согласно некоторым вариантам осуществления количество узлов во входном слое (уровне) составляет по меньшей мере 10. Согласно некоторым вариантам осуществления количество узлов во входном слое (уровне) составляет по меньшей мере 100. Согласно некоторым вариантам осуществления количество узлов во входном слое (уровне) составляет по меньшей мере 1000. Согласно некоторым вариантам осуществления по меньшей мере один поток данных характеризации процесса предоставляют в алгоритм машинного обучения с частотой по меньшей мере 10 Гц. Согласно некоторым вариантам осуществления по меньшей мере один поток данных характеризации процесса предоставляют в алгоритм машинного обучения с частотой по меньшей мере 100 Гц. Согласно некоторым вариантам осуществления по меньшей мере один поток данных характеризации процесса предоставляют в алгоритм машинного обучения с частотой по меньшей мере 1000 Гц. Согласно некоторым вариантам осуществления один или более параметров управления технологическим процессом корректируют с частотой по меньшей мере 10 Гц. Согласно некоторым вариантам осуществления один или более параметров управления технологическим процессом регулируют с частотой по меньшей мере 100 Гц. Согласно некоторым вариантам осуществления один или более параметров управления технологическим процессом регулируют с частотой по меньшей мере 1000 Гц. Согласно некоторым вариантам осуществления способ реализуют с использованием одной интегрированной системы, содержащей аппарат для нанесения, датчик и процессор. Согласно некоторым вариантам осуществления способ реализуют с использованием распределенной блочной системы, содержащей первый аппарат для нанесения, первый датчик и первый процессор, причем первый аппарат для нанесения, первый датчик и первый процессор выполнены с возможностью совместного использования обучающих данных и/или данных характеризации процесса в реальном масштабе времени через локальную вычислительную сеть (LAN), интранет, экстранет или интернет. Согласно некоторым вариантам осуществления набор данных для обучения находится в интернетовском облаке. Согласно некоторым вариантам осуществления совместное использование данных первым аппаратом для нанесения, первым датчиком и первым процессором обеспечивают путем использования алгоритма сжатия данных, алгоритма извлечения элементов данных или алгоритма снижения размерности данных. Согласно некоторым вариантам осуществления набор данных для обучения совместно используют и обновляют с использованием данных из нескольких аппаратов для нанесения и датчиков, выполненных с возможностью совместного использования данных через локальную вычислительную сеть (LAN), интранет, экстранет или интернет. Согласно некоторым вариантам осуществления набор данных для обучения дополнительно содержит данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию, полученные опытным оператором при ручной корректировке входных параметров управления технологическим процессом. Согласно некоторым вариантам осуществления как часть обучения алгоритма машинного обучения алгоритм машинного обучения методом случайной выборки выбирает значения в пределах указанного диапазона для каждого из набора из одного или более параметров управления технологическим процессом и вводит результирующие данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию в набор данных для обучения для улучшения обученной модели, которая соотносит значения параметров управления технологическим процессом с результатами процесса.
[5] Предлагаются также системы для управления процессом нанесения для изготовления изделий произвольной формы или процессом соединения, причем указанные системы содержат: а) первый аппарат для нанесения, причем указанный аппарат для нанесения способен изготавливать объект на основании входной проектной геометрии; Ь) один или более датчиков характеризации процесса, причем указанные один или более датчиков характеризации процесса выдают данные в реальном масштабе времени для одного или более технологических параметров или свойств объекта; и с) процессор, запрограммированный (i) на создание прогнозируемого оптимального набора из одного или более входных параметров управления технологическим процессом, и (ii) для корректировки одного или более параметров управления технологическим процессом в реальном масштабе времени на основании потока данных характеризации процесса в реальном масштабе времени, выданных одним или более датчиками характеризации процесса, причем прогнозы и корректировки получают с использованием алгоритма машинного обучения, обученного с использованием набора данных для обучения.
[6] Согласно некоторым вариантам осуществления система дополнительно содержит компьютерное запоминающее устройство, в котором хранятся программное обеспечение алгоритма машинного обучения, данные из одного или более датчиков характеризации процесса, прогнозируемые или откорректированные значения одного или более параметров управления технологическим процессом, набор данных для обучения или их любая комбинация. Согласно некоторым вариантам осуществления первый аппарат для нанесения, один или более датчиков характеризации процесса и процессор включены в одну интегрированную систему. Согласно некоторым вариантам осуществления первый аппарат для нанесения, один или более датчиков характеризации процесса и процессор выполнены как модули распределенной системы, совместно использующие обучающие данные и/или данные характеризации процесса в реальном масштабе времени через локальную вычислительную сеть (LAN), интранет, экстранет или интернет. Согласно некоторым вариантам осуществления набор данных для обучения находится в облаке сети интернет и совместно используется и обновляется с использованием данных из нескольких аппаратов для нанесения и датчиков, выполненных с возможностью совместного использования данных через локальную вычислительную сеть (LAN), интранет, экстранет или интернет. Согласно некоторым вариантам осуществления набор данных для обучения содержит данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию для нескольких объектов, которые являются такими же или отличаются от объекта стадии (а). Согласно некоторым вариантам осуществления один или более датчиков характеризации процесса представляют собой датчики температуры, датчики положения, датчики движения, датчики касания/приближения, акселерометры, профилометры, угломеры, датчики изображения и системы машинного видения, датчики удельной электропроводности, датчики удельной теплопроводности, тензометрические датчики, твердомеры, устройства рентгеновской дифракции или рентгенографии, устройства компьютерной томографии, устройства ультразвуковой визуализации, решетки датчиков вихревых токов, термографы, индикаторы состояния аппарата для нанесения или их любую комбинацию. Согласно некоторым вариантам осуществления один или более датчиков характеризации процесса представляют собой по меньшей мере один лазерный интерферометр, систему машинного видения или датчик, обнаруживающий электромагнитное излучение, отраженное, рассеянное, поглощенное, пропущенное или излученное объектом. Согласно некоторым вариантам осуществления система машинного видения конструктивно исполнена как система на основе света в видимой части спектра, используемая для измерения размеров объекта. Согласно некоторым вариантам осуществления система машинного видения конструктивно исполнена как система на основе света в видимой части спектра, используемая для измерения чистоты обработки поверхности объекта. Согласно некоторым вариантам осуществления система машинного видения конструктивно исполнена как система на основе света в инфракрасной части спектра, используемая для измерения температуры объекта или теплового потока внутри объекта. Согласно некоторым вариантам осуществления система машинного видения конструктивно исполнена как система на основе рентгеновской дифракции, используемая для измерения свойств материала объекта. Согласно некоторым вариантам осуществления один или более параметров управления технологическим процессом, подлежащих прогнозированию или регулированию, включают скорость нанесения материала, скорость перемещения аппарата для нанесения, скорость изменения ускорения аппарата для нанесения, направление перемещения аппарата для нанесения, угол аппарата для нанесения относительно направления нанесения, интенсивность теплового потока в материал при нанесении, размер и форму поверхности теплового потока, расход и угол потока защитного газа, температуру аппарата для нанесения, контроль окружающей температуры на протяжении процесса нанесения, температуру осаждаемого материала до нанесения, установку тока или напряжения в аппарате резистивного нагрева, частоту или амплитуду напряжения в аппарате индукционного нагрева, выбор осаждаемого материала, соотношение осаждаемых материалов по объему или массе, если используются более одного осаждаемого материала, или их любую комбинацию. Согласно некоторым вариантам осуществления алгоритм машинного обучения содержит алгоритм обучения с учителем, алгоритм неконтролируемого обучения, алгоритм обучения с частичным привлечением учителя, алгоритм усиленного обучения, алгоритм глубокого обучения или их любую комбинацию. Согласно некоторым вариантам осуществления алгоритм машинного обучения содержит алгоритм искусственной нейронной сети. Согласно некоторым вариантам осуществления искусственная нейронная сеть содержит входной слой (уровень), выходной слой (уровень) и по меньшей мере 5 скрытых слоев (уровней). Согласно некоторым вариантам осуществления количество узлов во входном слое (уровне) составляет по меньшей мере 100. Согласно некоторым вариантам осуществления по меньшей мере один поток данных характеризации процесса предоставляются в алгоритм машинного обучения с частотой по меньшей мере 100 Гц. Согласно некоторым вариантам осуществления один или более параметров управления технологическим процессом регулируются с частотой по меньшей мере 100 Гц.
[7] Предлагаются способы автоматизированной классификации дефектов объекта, причем указанные способы предусматривают: а) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса изготовления, данные характеризации процесса изготовления, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию для нескольких проектных геометрий, таких же или отличающихся от таковой объекта; Ь) предоставление одного или более датчиков, причем указанные один или более датчиков выдают данные в реальном масштабе времени для одного или более свойств объекта; с) предоставление процессора, запрограммированного на проведение классификации обнаруженных дефектов объекта с использованием алгоритма машинного обучения, обученного с использованием набора данных для обучения стадии (а), причем данные в реальном масштабе времени из одного или более датчиков выдают как входные данные для алгоритма машинного обучения, и эти данные позволяют корректировать классификацию обнаруженных дефектов объекта в реальном масштабе времени.
[8] Согласно некоторым вариантам осуществления способ дополнительно предусматривает удаление шумов из данных о свойствах объекта, выданных одним или более датчиками, до включения их в алгоритм машинного обучения. Согласно некоторым вариантам осуществления шумы из данных о свойствах объекта удаляют с использованием алгоритма усреднения сигнала, алгоритма сглаживающего фильтра, алгоритма фильтра Калмана, алгоритма нелинейного фильтра, алгоритма минимизации полной вариации или их любой комбинации. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об электромагнитном излучении, отраженном, рассеянным, поглощенным, пропущенным или излученным объектом. Согласно некоторым вариантам осуществления один или более датчиков содержат или представляют собой датчики изображения или системы машинного видения. Согласно некоторым вариантам осуществления электромагнитное излучение представляет собой излучение в ультрафиолетовой, видимой или инфракрасной области спектра. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об акустической или механической энергии, отраженной, рассеянной, поглощенной, пропущенной или излученной объектом. Согласно некоторым вариантам осуществления для увеличения контраста между нормальными и дефектными элементами объекта используют вычитание эталонного набора данных. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об удельной электропроводности или удельной теплопроводности объекта. Согласно некоторым вариантам осуществления алгоритм машинного обучения содержит или представляет собой алгоритм обучения с учителем, алгоритм неконтролируемого обучения, алгоритм обучения с частичным привлечением учителя, алгоритм усиленного обучения, алгоритм глубокого обучения или их любую комбинацию. Согласно некоторым вариантам осуществления по меньшей мере один из указанных одного или более датчиков выдает данные как входные данные для алгоритма машинного обучения с частотой по меньшей мере 100 Гц. Согласно некоторым вариантам осуществления классификацию обнаруженных дефектов объекта корректируют с частотой по меньшей мере 100 Гц. Согласно некоторым вариантам осуществления обнаруженные дефекты объекта классифицируют с использованием метода опорных векторов (SVM), искусственной нейтронной сети (ANN) или экспертной обучающей системы на основе дерева решений. Согласно некоторым вариантам осуществления дефекты объекта обнаруживают как различия между данными о свойствах объекта и эталонным набором данных, превышающие установленный порог, и классифицируют с использованием алгоритма метода опорных векторов (SVM) для одного класса или автокодировщика. Согласно некоторым вариантам осуществления дефекты объекта обнаруживают и классифицируют с использованием алгоритма машинного неконтролируемого обучения метода опорных векторов (SVM) для одного класса, автокодировщика, кластеризации или ближайших k-соседей (kNN) и набора данных для обучения, содержащего данные о свойствах объекта для дефектных и бездефектных объектов.
[9] Предлагаются способы адаптивного управления в реальном масштабе времени процессом нанесения для изготовления изделий произвольной формы или процессом соединения, причем указанные способы предусматривают: а) предоставление входной проектной геометрии для объекта; b) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления, или их любую комбинацию для нескольких проектных геометрий или их частей, таких же или отличающихся входной проектной геометрии стадии (а); с) предоставление набора или последовательности из одного или более параметров управления технологическим процессом для инициирования процесса нанесения для изготовления изделий произвольной формы или процесса соединения, чтобы изготовить объект; и d) осуществление процесса нанесения для изготовления изделий произвольной формы или процесса соединения, чтобы изготовить объект, причем данные характеризации процесса в реальном масштабе времени используют как входные данные для алгоритма машинного обучения, обученного с использованием набора данных для обучения стадии (b), для настройки одного или более параметров управления технологическим процессом в реальном масштабе времени. Согласно некоторым вариантам осуществления получают также прогнозируемый оптимальный набор или последовательность одного или более параметров управления технологическим процессом для инициирования процесса нанесения для изготовления изделий произвольной формы или процесса соединения, используя алгоритм машинного обучения.
Включение посредством ссылки
[10] Все публикации, патенты, и заявки на выдачу патента, упоминаемые в настоящем описании, ссылкой полностью включены в настоящее описание в такой же степени, как если бы каждая отдельная публикация, каждый отдельный патент или каждая отдельная заявка на выдачу патента были конкретно и отдельно указаны как полностью включенные ссылкой в настоящее описание. В случае противоречия между термином в настоящем описании и термином, включенным ссылкой, преимущественную силу имеет термин в настоящем описании.
Краткое описание фигур
[11] Новые признаки настоящего изобретения подробно изложены в прилагаемой формуле изобретения. Лучшее понимание признаков и преимуществ настоящего изобретения будет получено из последующего подробного описания, в котором изложены иллюстративные варианты осуществления, в которых используются принципы настоящего изобретения, а также из прилагаемых фигур, где:
[12] на фиг. 1 представлена схематическая иллюстрация системы на основе машинного обучения, предназначенной для осуществления адаптивного управления в реальном масштабе времени процессами нанесения для изготовления изделий произвольной формы, например, процессами аддитивного производства;
[13] на фиг. 2 представлена принципиальная схема иллюстративной установки для процесса нанесения материала, например, процесса нанесения с использованием лазера и металлической проволоки, в соответствии с некоторыми вариантами настоящего изобретения;
[14] на фиг. 3А-С представлены схематические иллюстрации преобразования САПР-дизайна для трехмерного объекта в непрерывный, спирально намотанный «двухмерный» слой (конечной толщины) и связанной спиральной траектории перемещения инструмента (фиг. 3А), или последовательности расположенных друг над другом «двухмерных» слоев и связанных кругообразных послойных траекторий передвижения инструмента (фиг. 3В) для нанесения материала с использованием процесса аддитивного производства. На фиг. 3С представлена иллюстрация траектории перемещения инструмента для роботизированного инструмента нанесения и моделирования результирующего объекта, изготовленного с использованием процесса аддитивного производства;
[15] на фиг. 4А-С представлены примеры данных FEA-моделирования для моделирования зоны плавления для нанесения с использованием лазера и металлической проволоки; на фиг. 4А представлен вид в изометрии трехмерных данных с цветным кодированием FEA-моделирования для жидкой фракции материала в зоне плавления, осаждаемого процессом нанесения с использованием лазера и металлической проволоки. На фиг. 4В представлен разрез данных FEA-моделирования для жидкой фракции материала в зоне плавления. На фиг. 4С представлен разрез трехмерных данных с цветным кодированием FEA-моделирования для статической температуры материала в зоне плавления;
[16] на фиг. 5 представлена блок-схема одного не ограничивающего объем изобретения примера конкретного типа системы аддитивного производства, т.е. системы нанесения с использованием лазера и металлической проволоки;
[17] на фиг. 6А-В представлен один не ограничивающий объем изобретения пример контроля признаков в процессе изготовления с использованием интерферометрии. На фиг. 6А представлена схематическая иллюстрация лучей лазера, используемых для зондирования геометрии подачи проволоки и зоны плавления, с наложенным фотоснимком процесса нанесения с использованием лазера и металлической проволоки.
На фиг. 6В представлены профили поперечного сечения (т.е. профили высоты по ширине нанесения) подачи проволоки (сплошная линия; пик) и ранее нанесенного слоя (сплошная линия; плечи) и результирующей зоны плавления (пунктирная ось). Размер по оси абсцисс (ширина) показан в произвольных единицах. Размер по оси ординат (высота) показан в миллиметрах относительно фиксированной точки отсчета ниже слоя нанесения;
[18] на фиг. 7А-С представлен один не ограничивающий объем изобретения пример выделения признаков в процессе изготовления из изображений процесса нанесения с использованием лазера и металлической проволоки, полученных с использованием системы машинного видения. На фиг. 7А представлен поток необработанных изображений, полученный из системы машинного видения. На фиг. 7В представлено обработанное изображение после удаления шумов, фильтрования и применения алгоритмов обнаружения краев. На фиг. 1С представлено обработанное изображение после применения алгоритма выделения признаков;
[19] на фиг. 8 представлен цикл «прогноз действия - вознаграждение» для алгоритма усиленного обучения в соответствии с некоторыми вариантами осуществления настоящего изобретения;
[20] на фиг. 9 представлена конструкция функции вознаграждения, основанная на контроле действий, выбираемых человеком-оператором в управляемым вручную процессе нанесения;
[21] на фиг. 10 представлена схематическая иллюстрация искусственной нейронной сети в соответствии с некоторыми вариантами осуществления настоящего изобретения, и примеры входа (входов) входного и выходного слоя (слоев) и выхода (выходов) нейронной сети, используемых для обеспечения адаптивного управления в реальном масштабе времени процессом нанесения аддитивного производства;
[22] на фиг. 11 представлена схематическая иллюстрация функциональных возможностей одного узла в слое (уровне) искусственной нейронной сети;
[23] на фиг. 12 представлена схематическая иллюстрация интегрированной системы, содержащей используемый для аддитивного производства аппарат для нанесения, системы машинного видения и/или другие инструменты контроля за ходом технологического процесса, инструменты моделирования процесса, инструменты контроля после изготовления и процессор для выполнения алгоритма машинного обучения, использующего данные машинного видения и/или инструментов контроля за ходом технологического процесса, инструментов моделирования процесса, инструментов контроля после изготовления или их любой комбинации для обеспечения адаптивного управления в реальном масштабе времени процессом нанесения;
[24] на фиг. 13 представлена схематическая иллюстрация распределенной системы, содержащей используемые для аддитивного производства аппарат для нанесения, системы машинного видения и/или другие инструменты контроля за ходом технологического процесса, инструменты моделирования процесса, инструменты контроля после изготовления и процессор для прогона алгоритма машинного обучения, использующий данные машинного видения и/или инструментов контроля за ходом технологического процесса, инструментов моделирования процесса, инструментов контроля после изготовления или их любой комбинации для обеспечения адаптивного управления в реальном масштабе времени процессом нанесения. Согласно некоторым вариантам осуществления разные компоненты или модули системы могут физически располагаться в разных рабочих зонах и/или рабочих местах и могут связываться через локальную вычислительную сеть (LAN), интранет, экстранет или интернет, и при этом разные модули могут совместно использовать технологические данные (например, обучающие данные, данные моделирования процесса, данные управления процессом и данные контроля после изготовления) и управляющие команды процесса и обмениваться ими;
[25] на фиг. 14 представлен один не ограничивающий объем изобретения пример процесса выделения признаков и сжатия данных без учителя;
[26] на фиг. 15 представлен ожидаемый результат для одного не ограничивающего объем изобретения примера процесса неконтролируемого машинного обучения для классификации дефектов объекта;
[27] на фиг. 16А-С представлен пример выделения признаков изображения после процесса и корреляции с действиями во время изготовления. На фиг. 16А представлено изображение детали после завершения процесса построения. На фиг. 16В представлен результат контроля после построения (снимок компьютерной томографии). На фиг. 16С представлено изображение снимка компьютерной томографии на фиг. 16В после автоматизированного выделения признаков; автоматизированное выделение признаков позволяет коррелировать признаки детали с действиями во время построения.
Подробное описание изобретения
[28] Предлагаются способы автоматизированной классификации дефектов объекта, например, для объектов, изготовленных с использованием процесса аддитивного производства или процесса сварки, причем указанные способы предусматривают: а) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса изготовления, данные характеризации процесса изготовления, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию для нескольких проектных геометрий объекта, которые являются такими же или отличающимися от объекта; b) предоставление одного или более датчиков, причем указанные один или более датчиков выдают данные в реальном масштабе времени об одном или более свойствах объекта; с) предоставление процессора, запрограммированного на проведение классификации обнаруженных дефектов объекта с использованием алгоритма машинного обучения, обученного с использованием набора данных для обучения стадии (а), причем данные в реальном масштабе времени из одного или более датчиков выдают как входные данные для алгоритма машинного обучения, и эти данные позволяют корректировать классификацию обнаруженных дефектов объекта в реальном масштабе времени. Предлагаются также системы, предназначенные для проведения автоматизированной классификации дефектов объекта.
[29] Предлагаются способы адаптивного управления в реальном масштабе времени процессом аддитивного производства или сварки, предусматривающие: а) предоставление входной проектной геометрии для объекта; b) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию для нескольких проектных геометрий, таких же или отличающихся от входной проектной геометрии стадии (а), или для любой их части; с) предоставление прогнозируемого оптимального набора/последовательности одного или более параметров управления технологическим процессом для изготовления объекта, причем прогнозируемый оптимальный набор одного или более параметров управления технологическим процессом получают, используя алгоритм машинного обучения, обученный с использованием набора данных для обучения стадии (b); и d) осуществление процесса аддитивного производства или сварки для изготовления объекта, причем данные характеризации процесса в реальном масштабе времени используют как входные данные для алгоритма машинного обучения для настройки одного или более параметров управления технологическим процессом в реальном масштабе времени. Описаны также системы, предназначенные для реализации этих способов, как схематически проиллюстрировано на фиг. 1. Как показано на фиг. 1, согласно некоторым вариантам осуществления предлагаемые способы адаптивного управления в реальном масштабе времени процессами аддитивного производства или сварки могут реализовывать с использованием распределенной системы, в которой, например, разные компоненты или модули системы могут физически располагаться в разных рабочих зонах или разных рабочих местах или в разных географических местоположениях, и данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления и/или команды адаптивного управления процессом совместно используют и обменивают между местоположениями посредством телекоммуникационной сети или сети интернет.
[30] В значении, в каком они используются в настоящем описании, термины «процесс нанесения» и «процесс нанесения для изготовления изделий произвольной формы» могут означать любой из целого ряда процессов нанесения для изготовления изделий произвольной формы с переходом из жидкой фазы в твердую, процессов нанесения для изготовления твердотельных изделий произвольной формы с переходом из одной твердой фазы в другую, процессов аддитивного производства, процессов сварки и т.п. Согласно некоторым вариантам осуществления предлагаемые способы и системы могут применяться к любым из целого ряда процессов аддитивного производства, включая, но без ограничения, моделирование методом наплавления нити (FDM), выборочное лазерное спекание (SLS) или выборочное лазерное сплавление (SLM), более подробно описанные ниже. Согласно некоторым предпочтительным вариантам осуществления процесс аддитивного производства может представлять собой процесс нанесения для изготовления изделий произвольной формы с переходом из жидкой фазы в твердую, например, процесс нанесения с использованием лазера и металлической проволоки, или процесс сварки, например процесс лазерной сварки.
[31] Согласно некоторым вариантам осуществления данные моделирования процесса могут включать в набор данных для обучения, используемый алгоритмом машинного обучения, что позволяет осуществлять автоматизированную классификацию дефектов объекта, прогнозирование оптимальных наборов или последовательностей параметров управления технологическим процессом, корректировку параметров управления технологическим процессом в реальном масштабе времени или их любую комбинацию. Например, такие инструменты моделирования процесса, как анализ методом конечных элементов (FEA), могут использовать для моделирования процесса изготовления объекта или его конкретной части, например, признака, из любого из целого ряда материалов для изготовления в зависимости от указанного набора параметров управления технологическим процессом. Согласно некоторым вариантам осуществления инструменты моделирования процесса могут использовать для прогнозирования оптимального набора или последовательности параметров управления технологическим процессом для изготовления указанного объекта или признака объекта.
[32] Согласно некоторым вариантам осуществления данные характеризации процесса могут включать в набор данных для обучения, используемый алгоритмом машинного обучения, что позволяет осуществлять автоматизированную классификацию дефектов объекта, прогнозирование оптимальных наборов или последовательностей параметров управления технологическим процессом, корректировку параметров управления технологическим процессом в реальном масштабе времени или их любую комбинацию. Например, данные характеризации процесса могут выдаваться любым из целого ряда датчиков или системами машинного видения, что подробнее описывается ниже. Согласно некоторым вариантам осуществления данные характеризации процесса могут подавать в алгоритм машинного обучения для обновления параметров управления технологическим процессом аппарата для аддитивного производства в реальном масштабе времени.
[33] Согласно некоторым вариантам осуществления данные контроля в процессе изготовления или данные контроля после изготовления могут включаться в набор данных для обучения, используемый алгоритмом машинного обучения, что позволяет осуществлять автоматизированную классификацию дефектов объекта, прогнозирование оптимальных наборов или последовательностей параметров управления технологическим процессом, корректировку параметров управления технологическим процессом в реальном масштабе времени или их любую комбинацию. Например, данные контроля в процессе изготовления или после изготовления могут содержать данные визуальных или основанных на машинном видении измерений размеров объекта, чистоты обработки поверхности, числа поверхностных трещин или пор и т.д., что подробнее описывается ниже. Согласно некоторым вариантам осуществления данные контроля в процессе изготовления (например, данные автоматизированной классификации дефектов) могут использоваться алгоритмом машинного обучения для определения набора или последовательности корректировок параметров управления технологическим процессом, при которых (корректировках) будут выполнять корректирующее действие, например, для корректировки размера или толщины слоя, чтобы устранить дефект при первом обнаружении. Согласно некоторым вариантам осуществления данные контроля в процессе изготовления (например, данные автоматизированной классификации дефектов) могут использоваться алгоритмом машинного обучения для посылки оператору сигнала предупреждения или ошибки или, необязательно, для автоматического прекращения процесса нанесения, например, процесса аддитивного производства.
[34] Согласно некоторым вариантам осуществления набор данных для обучения обновляется дополнительными данными моделирования процесса, данными характеризации процесса, данными контроля в процессе изготовления, данными контроля после изготовления или их любой комбинацией после каждой итерации процесса аддитивного производства, который осуществляют итерационно. Согласно некоторым вариантам осуществления набор данных для обучения дополнительно содержит данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию, созданные опытным оператором при ручной регулировке входных параметров управления технологическим процессом для процесса аддитивного производства для изготовления указанного набора объектов или деталей или при ручной регулировке параметров управления технологическим процессом в ответ на изменения технологических параметров или переменных окружающей среды для поддержания указанного качества изготавливаемых объектов или деталей. Согласно некоторым вариантам осуществления набор данных для обучения может содержать данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию, собранные с нескольких аппаратов аддитивного производства, работающих последовательно или параллельно.
[35] Для реализации предлагаемых способов автоматизированной классификации дефектов объекта и адаптивного управления процессами аддитивного производства или сварки может использоваться целый ряд алгоритмов машинного обучения, известных специалистам в данной области техники. Примеры включают в себя, кроме прочего, алгоритмы искусственной нейронной сети, алгоритмы регрессии Гауссова процесса, алгоритмы на основе нечеткой логики, алгоритмы дерева решений и т.д., подробнее описанные ниже. Согласно некоторым вариантам осуществления могут использоваться более одного алгоритма машинного обучения. Например, автоматизированная классификация дефектов объекта может реализовываться с использованием одного типа алгоритма машинного обучения, а адаптивное управление процессом в реальном масштабе времени - с использованием другого типа алгоритма машинного обучения. Согласно некоторым вариантам осуществления для реализации предлагаемых способов и систем могут использоваться гибридные алгоритмы машинного обучения, содержащие признаки и свойства, взятые из двух, трех, четырех, пяти или более алгоритмов машинного обучения.
[36] Согласно некоторым вариантам осуществления предлагаемые способы автоматизированной классификации дефектов объекта и адаптивного управления в реальном масштабе времени могут реализовывать с использованием таких компонентов, как, например, аппарат аддитивного производства и/или сварочный аппарат, мониторы или датчики управления процессом, системы машинного видения и/или инструменты контроля после изготовления, которые находятся в одной конкретной рабочей зоне и объединены в автономные системы. Согласно некоторым вариантам осуществления предлагаемые способы могут реализовывать с использованием модульных компонентов, например, аппарата аддитивного производства и/или сварочного аппарата, мониторов или датчиков управления процессом, систем машинного видения и/или инструментов контроля после изготовления, распределенных по разным рабочим зонам и/или разным рабочим местам и связанных через локальную вычислительную сеть (LAN), интранет, экстранет или интернет, и при этом разные модули могут совместно использовать технологические данные (например, обучающие данные, данные моделирования процесса, данные управления процессом и данные контроля после изготовления) и управляющие команды процесса и обмениваться ими. Согласно некоторым вариантам осуществления несколько аппаратов аддитивного производства и/или сварки связаны с одной распределенной системой, и при этом технологические данные совместно используются двумя или более системами управления аппаратами аддитивного производства и/или сварки и используются для обновления набора данных для обучения для всей распределенной системы.
[37] Предлагаемые способы и системы автоматизированной классификации дефектов объекта и адаптивного управления в реальном масштабе времени аппаратами аддитивного производства и/или сварки могут обеспечивать быструю оптимизацию и корректировку параметров управления технологическим процессом, что используется в ответ на изменения технологических параметров или параметров окружающей среды, а также повышение выхода технологического процесса, его производительности и качества изготавливаемых деталей. Эти способы и системы применимы к изготовлению деталей в целом ряде разных областей техники, включая, кроме прочего, автомобильную, аэрокосмическую промышленность, производство медицинского оборудования и бытовой электроники и т.д.
Термины и определения
[38] Если им не даны иные определения, все технические термины, используемые в настоящем описании, имеют то же значение, которое обычно придается им специалистом в данной области техники. В значении, в каком они используются в настоящем описании и прилагаемой формуле изобретения, формы единственного числа включают множественное число, если контекст четко не диктует иначе. Если не указано иначе, союз «или» предназначен охватывать сочетание союзов «и/или».
[39] В значении, в каком он используется в настоящем описании, термин «процесс нанесения для изготовления изделий произвольной формы» может означать любой из целого ряда процессов нанесения для изготовления изделий произвольной формы с переходом из жидкой фазы в твердую, процессов нанесения для изготовления изделий произвольной формы с переходом из одной твердой фазы в другую, процессов аддитивного производства, сварочных процессов и т.п.
[40] В значении, в каком он используется в настоящем описании, термин «процесс соединения» может означать любой из целого ряда процессов сварки.
[41] В значении, в каком он используется в настоящем описании, термин «поток данных» означает непрерывный или прерывный ряд или последовательность аналоговых сигналов или сигналов с цифровым кодированием (например, сигналов напряжения, токовых сигналов, данных изображения, содержащих пространственно-кодированные данные об интенсивности и/или длины волны света и т.д.), используемых для передачи и приема информации.
[42] В значении, в каком он используется в настоящем описании, термин «технологическое окно» означает диапазон значений параметров управления технологическим процессом, в котором конкретный технологический процесс изготовления дает определенный результат. В некоторых случаях технологическое окно может иллюстрироваться графиком зависимости между выходом технологического процесса и несколькими параметрами управления технологическим процессом, центральная область которого указывает диапазон значений параметров, в котором процесс «ведет себя хорошо», а внешние границы определяют области, в которых процесс становится нестабильным или выдает неблагоприятный результат.
[43] В значении, в каком он используется в настоящем описании, термин «машинное обучение» означает любой из целого ряда алгоритмов искусственного интеллекта или программного обеспечения, используемых для проведения обучения с учителем, неконтролируемого обучения, обучения с подкреплением или их любой комбинации.
[44] В значении, в каком он используется в настоящем описании, термин «реальный масштаб времени» означает скорость, с какой данные датчиков получают, обрабатывают и/или используют в контуре обратной связи с алгоритмом машинного обучения для обновления классификации дефектов объекта или для обновление набора или последовательности параметров управления технологическим процессом в ответ на изменения одного или более потоков входных технологических данных, содержащих данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию.
Процессы аддитивного производства
[45] Термин «аддитивное производство» означает ряд универсальных технологий изготовления для быстрого прототипирования и изготовления изделий, позволяющих преобразовывать цифровые 3D-модели (файлы САПР) в трехмерные объекты путем нанесения нескольких тонких слоев материала в соответствии с последовательностью двухмерных карт поперечного сечения для нанесения. Аддитивное производство может также именоваться как «прямое цифровое изготовление», «изготовление твердотельных изделий произвольной формы», «изготовление изделий произвольной формы с переходом из жидкой фазы в твердую» или «трехмерная печать (3D-печать)», и может включать нанесение материала в ряде разных состояний, включая жидкость, порошок и плавленый материал. Используя способы аддитивного производства, можно обрабатывать самые различные материалы, включая металлы, сплавы, керамику, полимеры, композиты, легкие структуры и многофазные материалы. Одним из важных преимуществ процессов аддитивного производства является меньшее число стадий изготовления, требуемых для преобразования виртуальной конструкции в готовое (или почти готовое) к использованию изделие. Еще одним важным преимуществом является способность изготавливать изделия сложных форм, которые нелегко изготовить с использованием традиционных технологий механической обработки, экструзии или литья.
[46] Конкретные примеры технологий аддитивного производства, к которым могут быть применены раскрытые способы классификации дефектов объектов и адаптивного управления технологическим процессом, включают, кроме прочего, процессы (лазерной) стереолитографии (SLA), цифровой оптической обработки (DLP), моделирования методом наплавления нити (FDM), выборочного лазерного спекания (SLS), выборочного лазерного сплавления (SLM) или электронно-лучевой плавки (ЕВМ).
[47] (Лазерная) стереолитография (SLA). В процессе (лазерной) стереолитографии емкость с отверждаемым УФ-излучением жидким полимером используется в комбинации с лучом сканирующего лазера для отверждения по одному тонкому слою полимера за раз в соответствии с двумерным паттерном экспозиции. Когда один слой готов, подложка или основание, на котором он отвержден, опускается чуть ниже в емкость, и отверждается другой слой. Платформа построения повторяет цикл стадий отверждения слоя и опускания, пока изделие не будет готово. Количество времени, необходимое для каждого цикла процесса, зависит от площади поперечного сечения изделия и требуемого пространственного разрешения. Ко времени, когда изделие готово, оно полностью погружено в отвержденный полимер. Затем оно извлекается из емкости и необязательно может дополнительно отверждаться в ультрафиолетовой печи.
[48] Цифровая оптическая обработка (DLP). Цифровая оптическая обработка -вариант стереолитографии, в котором ванна с жидким полимером подвергается воздействию света из DLP-проектора (например, который использует одно или более цифровых устройств с решеткой микрозеркал) в условиях безопасного света. DLP-проектор проецирует изображение 3D-модели на жидкий полимер. Подверженный воздействию света жидкий полимер затвердевает, и плита построения опускается, и жидкий полимер снова подвергается воздействию света. Процесс повторяется до тех пор, пока 3D-объект не будет готов, и из ванны не сольется жидкость, открыв отвержденную модель. 3D-печать при цифровой оптической обработке отличается быстротой, и объекты могут печататься с более высоким разрешением, чем в некоторых других технологиях.
[49] Моделирование методом наплавления нити (FDM). Моделирование методом наплавления нити - это одна из наиболее распространенных форм 3D-печати, иногда называемая также производством методом наплавления нити (FFF). FDM-принтеры могут печатать, используя самые разные пластики или полимеры, и обычно печатают с опорным материалом. FDM-принтеры используют экструзионные головки, перегревающие подаваемую пластиковую нить до такой степени, что она становится жидкой, и затем выталкивают материал наружу тонким слоем для медленного изготовления объекта в послойном процессе.
[50] Выборочное лазерное спекание (SLS). Выборочно используется лазер для совместной плавки материала слой за слоем. Слой порошка подается на платформу построения и нагревается лазером (а иногда и спрессовывается), так что он плавится без прохождения через жидкое состояние. После того как один слой порошка готов, снова подается и нагревается другой слой порошка. Процесс не требует опорного материала, поскольку остающийся материал удерживает его в нужном положении. После того как изделие готово, его извлекают из слоя порошка и очищают от любого лишнего материала.
[51] Выборочное лазерное сплавление (SLM). Выборочное лазерное сплавление -это вариант выборочного лазерного спекания и прямого лазерного спекания металлов (DMLS) (см. Yap, et al. (2015), "Review of Selective Laser Melting: Materials and Applications", Applied Physics Reviews 2:041101). Для плавки и сплавления металлических порошков используется лазер высокой мощности. Изделие печатается путем выборочной плавки и сплавления порошков в слоях и между ними. Эта технология - технология прямой записи, хорошо зарекомендовавшая себя при производстве изделий почти сетчатой формы (т.е. изготовленных изделий, очень близких к окончательной (сетчатой) форме, благодаря чему уменьшается необходимость в финишной обработке поверхности и значительно уменьшаются расходы на производство) с относительной плотностью до 99,9%. Это позволяет процессу печатать функциональные изделия с почти полной плотностью. Последние разработки в областях волоконной оптики и высокомощных лазеров позволили с помощью технологии SLM обрабатывать разные металлические материалы, такие как медь, алюминий и вольфрам, и открыли возможности для исследований использования в технологии SLM керамических и композитных материалов.
[52] Электронно-лучевая плавка (ЕВМ). Электронно-лучевая плавка - это технология аддитивного производства, подобная выборочному лазерному сплавлению. При использовании технологии ЕВМ изделия изготавливают плавкой порошка металла слой за слоем с использованием в качестве источника энергии электронных излучателей в условиях высокого вакуума. В отличие от технологий спекания, как ЕВМ, так и SLM добиваются полной плавки порошка металла. Этот способ на основе порошкового слоя позволяет получать непосредственно из порошка металла металлические изделия полной плотности, имеющие характеристики целевого материала. Аппарат ЕВМ считывает данные с 3D-модели САПР и укладывает последовательные слои порошкового материала. Эти слои сплавляются с использованием управляемого компьютером электронного луча для печати изделий слой за слоем. Процесс происходит в вакууме, что делает его пригодным для изготовления изделий с использованием реакционноспособных материалов с высокой аффинностью к кислороду, например, титана. Процесс протекает при более высоких температурах, чем многие другие технологии (до 1000°С), что может приводить к отличиям фазоообразования посредством кристаллизации и твердофазного преобразования. Исходный порошок обычно предварительно легируется, а не представляет собой смесь. По сравнению с SLM и DMLS, технология ЕВМ обычно имеет более высокую скорость печати благодаря ее более высокой плотности энергии и способу сканирования.
Нанесение с использованием лазера и металлической проволоки
[53] Согласно одному предпочтительному варианту осуществления процессы аддитивного производства и системы, к которым могут применяться предлагаемые способы классификации дефектов и адаптивного управления, относятся к нанесению с использованием лазера и металлической проволоки. Основной процесс при нанесении с использованием лазера и металлической проволоки - образование валиков нанесенного материала (которых для образования одного слоя может потребоваться несколько) с использованием лазерного источника высокой мощности и аддитивного материала в виде металлической проволоки (см.  (2012), Monitoring and Control of Robotized Laser Metal-Wire Deposition, Ph.D. Thesis, Department of Signals and Systems, Chalmers University of Technology,
(2012), Monitoring and Control of Robotized Laser Metal-Wire Deposition, Ph.D. Thesis, Department of Signals and Systems, Chalmers University of Technology,  Sweden). Лазер создает зону плавления на материале подложки, в которую подается и в которой плавится металлическая проволока, образуя металлургическую связь с подложкой. При перемещении лазерной головки и механизма подачи проволоки, т.е. инструмента нанесения (или сварки), относительно подложки, при затвердевании образуется валик. Относительным перемещением инструмента нанесения и подложки можно управлять с помощью, например, шестиосевого промышленного робота. Образование нанесенного слоя показано на фиг. 2, что подробнее описано ниже.
Sweden). Лазер создает зону плавления на материале подложки, в которую подается и в которой плавится металлическая проволока, образуя металлургическую связь с подложкой. При перемещении лазерной головки и механизма подачи проволоки, т.е. инструмента нанесения (или сварки), относительно подложки, при затвердевании образуется валик. Относительным перемещением инструмента нанесения и подложки можно управлять с помощью, например, шестиосевого промышленного робота. Образование нанесенного слоя показано на фиг. 2, что подробнее описано ниже.
[54] Перед тем, как начать нанесение, обычно необходимо выбрать набор технологических параметров и соответственно настроить оборудование. Важные параметры управления технологическим процессом для нанесения с использованием лазера и металлической проволоки включают настройку мощности лазера, скорость подачи проволоки и скорость перемещения. Эти параметры управляют подводимой энергией, скоростью нанесения и профилем поперечного сечения наносимого слоя, т.е. шириной и высотой слоя. Высота (или толщина) нанесенного слоя определяется количеством проволоки, подаваемой в зону плавления, относительно скорости перемещения и мощность лазера. После того как номинальная мощность лазера, скорость перемещения и скорость подачи проволоки установлены, возможно, потребуется задать дополнительные параметры, например, ориентацию подачи проволоки относительно луча лазера и подложки для данной скорости перемещения. Тщательная подгонка этих параметров необходима для достижения стабильного нанесения на плоскую поверхность.
[55] Примеры параметров управления технологическим процессом, которые могут потребоваться для достижения стабильного нанесения равномерных валиков материала на плоской поверхности, включают, но без ограничения, следующие параметры.
[56] Мощность лазера. Один из основных параметров управления технологическим процессом. Настройка мощности лазера определяет максимальную подводимую энергию. В зависимости от размера луча лазера и скорости перемещения мощность лазера управляет также размером зоны плавления и, следовательно, шириной нанесенного валика.
[57] Распределение мощности лазера. Этот параметр влияет на динамику зоны плавления. Примеры разных распределений мощности лазера (или профиля луча), не ограничивающие объем изобретения, включают ступенчатое и Гауссово распределения.
[58] Угол между лучом лазера и проволокой или лучом лазера и подложкой. Эти параметры влияют на технологическое окно и действительную подводимую мощность. Угол между лучом лазера и подаваемой проволокой влияет на чувствительность процесса нанесения к изменениям скорости подачи проволоки и вариациям расстояния между мундштуком для проволоки и подложкой. Угол между лучом лазера и подложкой влияет на отражение луча лазера от поверхности подложки, и, следовательно, количество поглощенной энергии.
[59] Размер и форма луча лазера. Эти параметры управляют размером и формой зоны плавления (вместе с мощностью лазера и скоростью перемещения). Обычным является использование кольцевой формы луча, хотя используются и прямоугольные формы (например, в случае диодных лазеров). Размер выбирается с учетом требуемой ширины валика.
[60] Фокусное расстояние луча лазера. Этот параметр управляет тем, как луч лазера коллимирован на поверхности подложки. Следовательно, оно влияет на чувствительность процесса нанесения к вариациям расстояния между фокусной линзой и подложкой.
[61] Длина волна лазера. Этот параметр управляет поглощением луча лазера нанесенным материалом. Для металлов поглощение излечения лазера варьирует в зависимости от длины волны (и конкретных материалов).
[62] Скорость подачи проволоки. Еще один из основных параметров управления технологическим процессом. Скорость подачи проволоки влияет на количество массы, нанесенной в единицу времени. Скорость подачи проволоки влияет, главным образом, на высоту валика и должна выбираться в зависимости от мощности лазера и скорости перемещения.
[63] Диаметр проволоки. Этот параметр должен выбираться в соответствии с размером луча лазера для обеспечения надлежащего плавления и гибкого процесса.
[64] Угол между проволокой и подложкой. Этот параметр влияет на плавление проволоки и тем самым и на стабильность процесса нанесения. В должных условиях передача металла между проволокой и зоной плавления происходит плавно и непрерывно. Использование неправильного угла между проволокой и подложкой может привести к тому, что либо процесс передачи металла дает в результате глобулярное нанесение, например, как последовательность капель на поверхности подложки, либо при вхождении в зону плавления проволока может все еще находиться в твердом состоянии. Использование более крутого угла уменьшает чувствительность к направлению нанесения, но в то же время приводит к меньшему технологическому окну допустимых скоростей подачи проволоки.
[65] Положение кончика проволоки относительно зоны плавления. Этот параметр также влияет на скорость плавления проволоки и тем самым на стабильность процесса.
[66] Вылет проволоки. Этот параметр обычно не столь критичен, как угол проволоки или положение кончика проволоки, но может потребоваться регулировать расстояние вылета в зависимости от ожидаемых условий нанесения. Он влияет, главным образом, на чувствительность процесса к изменениям высоты между мундштуком для проволоки и подложкой.
[67] Защитный газ. Использование защитного газа может отражаться на степени, в какой в слой нанесения вносятся загрязняющие вещества и/или дефекты. Согласно некоторым вариантам осуществления могут регулироваться состав, расход и/или угол падения.
[68] Направление подачи. Этот параметр определяет, с какого направления проволока входит в зону плавления, и тем самым влияет на плавление проволоки и, таким образом, на процесс передачи металла. Разные выборы направления подачи изменяют диапазон допустимых скоростей подачи проволоки, которые могут использоваться. В некоторых случаях оно может влиять и на форму нанесенного валика.
[69] Скорость перемещения. Еще один из основных параметров управления технологическим процессом; скорость перемещения влияет на количество материала, наносимое на единицу длины, и подводимую энергию на единицу длину. При более низких скоростях перемещения процесс нанесения обычно стабильнее, если температура нанесенного материала не становится слишком высокой. При высоких скоростях перемещения могут получаться меньшие подводимые мощности для одного и того же количества материала, нанесенного на единицу длины. Однако более критическими становятся ускорение системы управления перемещением и точность пути.
[70] Стабильность процесса. Надлежащая настройка параметров управления технологическим процессом, описанных выше, влияет на скорость передачи металла между твердой проволокой и зоной плавления, что является важным для стабильности процесса нанесения. Как правило, есть три пути, какими может наноситься металлическая проволока: путем глобулярной (каплевидной) передачи, равномерной передачи или путем погружения (т.е. неполное плавление проволоки до входа в зону плавления). Стабильный процесс нанесения обеспечивает лишь равномерная передача.
[71] Если аппарат для нанесения настроен так, что кончик проволоки проводит слишком много времени в луче лазера (например, при выборе угла подачи, слишком крутого относительно других параметров управления технологическим процессом), он достигнет температуры плавления до входа в зону плавления. Передача металла между твердой проволокой и зоной плавления могла бы затем растянуться до точки, в которой поверхностное натяжение больше не может поддерживать поток металла, в результате чего происходят образование и разделение вызванных поверхностным натяжением сферических капель. Этот тип нанесения приводит к очень неравномерным формам валика и некачественному процессу нанесения. После того как глобулярная передача началась, прервать ее обычно трудно. Физический контакт между кончиком расплавленной проволоки и зоной плавления должен быть повторно установлен, и параметры управления технологическим процессом должны быть откорректированы до соответствующих значений.
[72] Альтернативно, если угол подачи проволоки тщательно отрегулирован так, что проволока плавится вблизи пересечения с зоной плавления, будет происходить равномерная передача металла из твердой проволоки в жидкий металл зоны плавления. Полученные в результате валики нанесенного металла будут иметь гладкую поверхность и стабильную металлургическую связь с подложкой.
[73] Еще один способ расплавить проволоку - путем передачи тепла из зоны плавления, т.е. путем погружения проволоки в зону плавления. Необходимо принять меры предосторожности, чтобы отрегулировать скорость подачи проволоки до значения, достаточно низкого относительно скорости плавления, обеспечиваемой тепловой энергией в зоне плавления, чтобы проволока полностью плавилась. Неполное плавление может привести, например, к дефектам несплавления. Следует отметить, что дефекты несплавления могут возникать даже при низких скоростях подачи проволоки, при которых полученные в результате валики более или менее неотличимы от нормальных нанесений валиков.
[74] Настройка технологических параметров. Параметры управления технологическим процессом, описанные выше, настраиваются в зависимости от выбора материала и подводимой мощности, требуемой для плавления материала, которая в свою очередь определяется, исходя из требуемой скорости нанесения, ограничений деформаций, вязкости материала и имеющейся мощности лазера и размеров пятна луча. Эти факторы выдвигают требование к настройкам мощности лазера, скорости перемещения и скорости подачи проволоки. Луч лазера предпочтительно должен быть максимально ортогональным к зоне плавления для минимизации отражения, но вместе с тем следует избегать обратного отражения в оптическую систему. Положение кончика проволоки относительно зоны плавления должно регулироваться с учетом выбранного количества материала, наносимого за единицу времени. Если используется конфигурация передней подачи, и скорость нанесения низкая, проволока должна входить в зону плавления ближе к переднему краю. Изменение этого параметра влияет, главным образом, на максимальную и минимальную скорости подачи проволоки для выбранных мощности лазера и скорости перемещения. Параметром, тесно связанным с положением кончика проволоки, является угол между проволокой и подложкой. Если этот угол мал, возможными могли бы быть высокие скорости подачи проволоки, поскольку погружение может использоваться лучшим образом. Однако для экстремальных скоростей подачи проволоки осуществима лишь передняя подача. Это ограничивает выбор сложных путей нанесения, таких как зигзагообразный или спиральный. Для того чтобы уменьшить чувствительность процесса нанесения к направлению подачи и тем самым обеспечить возможность произвольных паттернов нанесения, угол между проволокой и подложкой необходимо увеличить. Однако повышенная гибкость в части допустимых паттернов нанесения зачастую достигается за счет меньшего технологического окна.
[75] Многослойное нанесение. Как уже отмечалось, достижение стабильного нанесения одного валика материала на плоской подложке требует тщательной настройки параметров управления технологическим процессом. Однако в конечном итоге цель заключается в построении трехмерных деталей, т.е. в нанесении слоем нескольких смежных валиков и повторении нанесения для нескольких слоев. Переход от нанесения одного валика к построению трехмерной детали зачастую не прост. На точную форму отдельных слоев влияют несколько дополнительных факторов, например, паттерн нанесения, расстояние между соседними валиками, быстродействие системы управления перемещением и точность пути. Зависимость между этими факторами и их влияние на результирующий слой сложны и трудно предсказуемы, что усложняет настройку параметров управления технологическим процессом, требуемую для достижения данного расчетного признака нанесения, например, высоты слоя. Еще одним примером фактора, усложняющего построение трехмерных деталей, является потенциальное повышение локальной температуры детали вследствие аккумулирования тепла, что необходимо учитывать при многослойном нанесении. Тепло в наносимой детали может аккумулироваться, например, из-за слишком коротких пауз между нанесениями смежных слоев.
[76] Дополнительные неопределенности, возникающие при построении трехмерных деталей, могут создавать проблему с точки зрения стабильности процесса. Например, если оценка высоты слоя, которая должна быть достигнута, неточна, зависимость между положением кончика проволоки и подложкой будет отличаться от той, которая ожидалась для первоначально настроенных технологических параметров. Как результат, процесс нанесения может перейти от равномерной передачи расплавленной проволоки либо в режим глобулярного нанесения, либо в режим погружения проволоки. Следовательно, пока процесс нанесения не будет достаточно понятным и/или жестко управляться, что размеры отдельных слоев можно было точно прогнозировать, построение трехмерных деталей может требовать непрерывного оперативного контроля и/или корректировки параметров управления технологическим процессом.
Трудности оптимизации процессов аддитивного производства
[77] Некоторые из трудностей, рассмотренных выше в контексте нанесения с использованием лазера и металлической проволоки, применимы также к других процессам аддитивного производства (см. Guessasma, et al., (2015) "Challenges of Additive Manufacturing Technologies from Optimisation Perspective", Int. J. Simul. Multisci. Des. Optim. 6, A9). Первую трудность представляет генерирование траекторий передвижения инструмента из трехмерных САПР-моделей. Большинство технологий аддитивного производства основываются на процессе послойного изготовления и, начиная с трехмерного представления детали (т.е. с мозаичной версии фактической поверхности детали) и заканчивая стратегией двухмерного построения, могут вносить ошибки. Эта проблема является особенно доминирующей в методах капельной 3D-печати, поскольку в результате процесса послойного нанесения во всех направлениях построения в сплавленном материале могут появиться разрывы непрерывности, которые могут привести к размерной неточности, неприемлемой финишной обработке и структурным и механическим анизотропиям. Анизотропия может возникнуть и при развитии конкретного гранулометрического состава, например, при нанесении с лазерным плавлением или дуговой сварке металлов. Уменьшение анизотропии может иногда достигаться выбором соответствующей ориентации построения виртуальной конструкции.
[78] Кроме того, различия между виртуальной конструкцией и изготовленным объектом иногда могут быть значительными из-за конечного пространственного разрешения, имеющегося в используемой оснастке аддитивного производства, или из-за усадки детали при отвердевании нанесенного материала, что может вызвать как изменения размера, так и деформацию детали. Рассмотрим, например, моделирование методом наплавления нити, для которого траектория перемещения инструмента содержит ряд путей нитей конечного размера. Это имеет три основных последствия для изготовленного объекта: (i) внутренние структурные признаки не могут хорошо захватываться в зависимости от их размера; (ii) разрывы непрерывности могут появиться в зависимости от локальной кривизны; и (iii) состояние чистоты обработки поверхности может быть неприемлемым из-за грубых профилей, возникающих из-за сплавления нескольких нитей.
[79] Одним из последствий процесса изготовления с разрывами непрерывности и других проблем, связанных с ошибками процесса аддитивного производства, является пористость. Оценке эффекта пористости в напечатанных деталях посвящены многие технические публикации. Одним конкретным последствием является то, что пористость может ухудшить механические характеристики детали, например, из-за уменьшения жесткости при повышенном уровне пористости или из-за более низкой механической прочности при растяжении вследствие развития усиленного пористостью повреждения в виде микротрещин. Следует отметить, что пористость не всегда может рассматриваться как отрицательное последствие процессов аддитивного производства, поскольку в некоторых случаях применения она может использоваться, например, для повышения проницаемости.
[80] Еще одним типом дефекта, встречающимся в некоторых процессах аддитивного производства, является присутствие опорного материала, захваченного между внутренними поверхностями. Опорный материал иногда требуется, чтобы в процессе печати усилить хрупкие напечатанные структуры. Хотя эти материалы обычно выбираются с ограниченным прилипанием к нанесенным материалам, неполное удаление, приводящее к остаточным количествам опорного материала в детали, может способствовать, например, повышению массы детали и измененному распределению несущей способности, что в свою очередь может изменить характеристики детали относительно ожидаемых характеристик, основанных на первоначальной конструкции. Кроме того, неоптимизированное нанесение опорного материала может отразиться на состоянии чистоты поверхности детали, расходе материала, времени изготовления и т.д. В литературе описаны различные стратегии, направленные на уменьшение зависимости процессов аддитивного производства от использования опорных материалов. Эти стратегии могут варьировать в зависимости от геометрии детали и выбора материала для нанесения.
Процессы сварки
[81] Согласно некоторым вариантам осуществления предлагаемые способы классификации дефектов управления технологическим процессом вместо процессов и аппарата аддитивного производства или в комбинации с ними могут применяться к процессам сварки и сварочному аппарату. Примеры процессов сварки и сварочного аппарата, которые могут использоваться вместе с предлагаемыми способами и системами управления технологическим процессом включают, но без ограничения, процессы и аппарат сварки лазерным лучом, процессы и аппарат сварки плавящимся электродом в среде инертного газа (именуемой также дуговой сваркой плавящимся электродом в среде инертного газа), процессы и аппарат сварки вольфрамовым электродом в среде инертного газа и т.п.
[82] Сварка лазерным лучом (LBW). Способ сварки, используемый для соединения металлических компонентов, которые необходимо соединять с высокими скоростями сварки, тонкими и малыми сварными швами и низкой температурной деформацией. Лазерный луч представляет собой узконаправленный источник тепла, обеспечивающий узкие, глубокие сварные швы и высокие скорости сварки. Высокие скорости сварки, автоматизированная работа и способность реализовать управление с обратной связью качеством сварки в процессе сварки делают лазерную сварку широко распространенным способом соединения в современном промышленном производстве. Примеры автоматизированных крупномасштабных применений включают использование в автомобильной промышленности для сварки кузовов автомобилей. Другие применения включают выполнение мелких, непористых швов в медицинской технике, точную точечную сварку в электронной или ювелирной промышленности и сварку при изготовлении инструментов и моделей.
[83] Сварка плавящимся электродом в среде инертного газа. Процесс дуговой сварки, в котором электрод из непрерывной сплошной проволоки подается через сварочный пистолет и в сварочную ванну, соединяющей два основных материала. Через сварочный пистолет подает и защитный газ, защищающий сварочную ванну от загрязнения, отсюда и название сварка «плавящимся электродом в среде инертного газа». Сварка плавящимся электродом в среде инертного газа обычно используется для соединения тонких и средней толщины листов металла.
[84] Сварка вольфрамовым электродом в среде инертного газа. Сварка вольфрамовым электродом в среде инертного газа (называемая также дуговой сваркой вольфрамовым электродом в среде инертного газа) - это процесс, в котором для подачи тока в сварочную дугу используется нерасходуемый вольфрамовый электрод. Вольфрам и сварочная ванна защищаются и охлаждаются инертным газом, которым обычно является аргон. Сварка вольфрамовым электродом в среде инертного газа обычно обеспечивает несколько более аккуратный и более контролируемый шов, чем сварка плавящимся электродом в среде инертного газа.
Преобразование 3D файлов САПР в слои и траектории перемещения инструмента
[85] Автоматизированное проектирование. Первая стадия в типичном процессе нанесения для изготовления изделий произвольной формы, таком как процесс аддитивного производства, - создание трехмерной модели объекта, подлежащего изготовлению, с использованием пакета программного обеспечения системы автоматизированного проектирования (САПР). Может использоваться любой из целого ряда имеющихся на рынке пакетов программного обеспечения САПР, включая, но без ограничения, SolidWorks (компании Dassault Systemes SolidWorks Corporation, г. Уолтем, штат Массачусетс, США), Autodesk Fusion 360 (компании Autodesk, Inc., г. Сан-Рафаэль, штат Калифорния, США), Autodesk Inventor (компании Autodesk, Inc., г. Сан-Рафаэль, штат Калифорния, США), РТС Creo Parametric (г. Нидхэм, штат Массачусетс, США), и т.п.
[86] Преобразование в файл формата STL. После того как модель САПР готова, ее обычно преобразовывают в файл стандартного формата STL (стереолитография) (известный также как формат файла «стандартный язык треугольника» или «стандартный язык тесселирования»), первоначально разработанного компанией 3D Systems (г. Рок-Хилл, штат Южная Каролина, США). Этот формат файла поддерживается многими другими пакетами программного обеспечения и широко используется для быстрого прототипирования, 3D-печати и автоматизированных систем управления технологическим процессом (АСУ ТП). STL-файлы описывают лишь геометрию поверхности трехмерного объекта без какого-либо представления цвета, текстуры или иных обычных атрибутов САПР-модели. В файле типа ASCII STL САПР-модель представлена с использованием треугольных граней, описываемых координатами X/Y/Z трех вершин (упорядоченных по правилу правой руки) и единичным вектором для указания нормального направления, указывающего наружу от грани (см. Ding, et al. (2016), "Advanced Design for Additive Manufacturing: 3D Slicing and 2D Path Planning", Chapter lin New Trends in 3D Printing, I. Shishkovsky, Ed., Intech Open).
[87] Слайсинг (разделение на слои) STL-модели для создания слоев. После того как STL-файл создан, для разделения STL-модели на последовательность слоев в соответствии с направлением построения используются алгоритмы однонаправленного или многонаправленного слайсинга. Способами равномерного слайсинга создают слои, имеющие постоянную толщину. Точность деталей, изготовленных в процессе аддитивного производства, могут иногда повышать путем изменения толщины слоев. Обычно, чем меньше толщина слоя, тем выше достижимая точность. С толщиной нарезанных слоев тесно связана и скорость нанесения материала. Таким образом, способами адаптивного слайсинга STL-модель нарезают с переменной толщиной. При этом подходе, основанном на геометрии поверхности модели, автоматически регулируют толщину слоя для повышения точности изготовленной детали или сокращения времени построения.
[88] Как уже отмечалось, во многих процессах аддитивного производства используют слайсинг 3D-модели САПР на несколько двухмерных слоев, имеющих либо постоянную, либо адаптивную толщину, причем слои находятся один над другим в одном направлении построения. Однако при изготовлении деталей сложных форм стратегии однонаправленного слайсинга обычно обладают тем недостатком, что требуют включения поддерживающих структур для изготовления свисающих элементов. Необходимость наносить поддерживающие структуры приводит к большему времени построения, большим отходам материала и большей (а иногда и дорогостоящей) постобработки для удаления поддерживающих структур. Некоторые технологии аддитивного производства позволяют наносить материал в нескольких направлениях построения. Использование многонаправленного нанесения помогает устранить или значительно уменьшить потребность в поддерживающих структурах при изготовлении объектов сложных форм. Одной из главных проблем, связанных с многонаправленным аддитивным производством, является разработка надежных алгоритмов, позволяющих автоматически разделять любую 3D-модель на множество слоев, которые отвечают требованиям к послойному нанесению с отсутствием поддерживающих структур и столкновений. В технической литературе описан ряд стратегий достижения этой цели (см., например, Ding, et al. (2016), "Advanced Design for Additive Manufacturing: 3D Slicing and 2D Path Planning", Chapter lin New Trends in 3D Printing, I. Shishkovsky, Ed., Intech Open).
[89] Планирование траектории перемещения инструмента. Еще одной важной стадией в процессе нанесения для изготовления изделий произвольной формы или аддитивном производстве является разработка стратегий формирования траектории перемещения инструмента на основании слоев, идентифицированных алгоритмом слайсинга. Планирование траектории перемещения инструмента для процессов порошкового аддитивного производства, в которых используются мелкие, статистически распределенные частицы, в некоторой степени независимо от сложности геометрии. Однако на планирование траектории перемещения инструмента для процессов аддитивного производства, в которых используются более крупные, иногда грубые валики нанесенного материала, сложность геометрии может оказывать непосредственное влияние. Кроме того, траектория перемещения инструмента при нанесении может влиять на свойства нанесенного материала (высота и ширина валика, чистота обработки поверхности и т.д.). В технической литературе описан целый ряд стратегий планирования траектории перемещения инструмента, включая, но без ограничения, использование растровых траекторий передвижения инструмента, зигзагообразных траекторий передвижения инструмента, контурных траекторий передвижения инструмента, некоторых траекторий передвижения инструмента, гибридных траекторий передвижения инструмента, непрерывных траекторий передвижения инструмента, гибридных и непрерывных траекторий передвижения инструмента, траекторий передвижения инструмента на основе преобразования к срединным осям (МАТ) и адаптивных траекторий передвижения инструмента на основе МАТ.
[90] Растровые траектории перемещения инструмента. Технология траекторий передвижения инструмента с растровым сканированием основана на направлении планарного луча в одном направлении. При использовании этого подхода двухмерные области данного слоя заполняют путем нанесения нескольких валиков материала, имеющих конечную ширину. Обычно используемый в производственных системах аддитивного производства, этот подход отличается простотой реализации и подходит для использования с почти любой произвольной границей.
[91] Зигзагообразные траектории перемещения инструмента. Полученное из растрового подхода, формирование зигзагообразных траекторий движения инструмента является наиболее распространенным способом, используемым в производственных системах аддитивного производства. По сравнению с растровым подходом зигзагообразный подход значительно сокращает число прохождений траекторий передвижения инструмента (и, следовательно, время построения), требуемое для заполнения геометрии линия за линией путем объединения отдельных параллельных линий в одно непрерывное зигзагообразное прохождение. Как и в случае растрового подхода, точность контура детали иногда низкая из-за ошибок дискретизации на любом крае, не параллельном направлению движения инструмента.
[92] Контурные траектории перемещения инструмента. Контурные траектории перемещения инструмента, еще один часто используемый способ формирования траектории перемещения, помогают решать отмеченную выше проблему точности геометрического контура за счет следования граничным контурам детали. В литературе описаны различные виды «контурных карт» для разработки оптимальных траекторий перемещений инструмента для деталей, содержащих, главным образом, сложные формы, которые могут также иметь отверстия или «островки» (изолированные части модели в данном слое).
[93] Спиральные траектории перемещения инструмента. Спиральные пути перемещения инструмента широко применяется при обработке на станке с ЧПУ, например, для двухмерного фрезерования глубоких выемок (т.е. удаления материала внутри произвольно выбранной границы на плоской поверхности заготовки до указанной глубины). Этот способ используют также в процессах аддитивного производства для устранения проблем границ зигзагообразной траектории перемещения инструмента, но обычно он подходит только для некоторых специальных геометрических моделей.
[94] Гибридные траектории перемещения инструмента. Гибридные траектории перемещения инструмента имеют некоторые признаки более чем одного подхода. Например, иногда разрабатывают комбинацию контурной и зигзагообразной траекторий перемещения инструмента как для выполнения требований к геометрической точности детали, так и для повышения общей эффективности построения.
[95] Непрерывные траектории перемещения инструмента. Цель подходов с формированием непрерывных траекторий перемещения инструмента - заполнить слой нанесения, используя одну непрерывную траекторию перемещения, т.е. траекторию перемещения инструмента, позволяющую заполнить всю область без пересечения самой себя. Этот подход оказался особенно эффективным для уменьшения усадки в некоторых процессах изготовления с использованием аддитивного производства. Однако этот подход зачастую требует частых изменений направления траектории перемещения, что для некоторых процессов нанесения может быть неприемлемым. Кроме того, в случае большой площади, подлежащей заполнению, и высокого требования к точности требуемое время построения может быть неприемлемо продолжительным. Кроме того, высоко извилистые траектории передвижения инструмента могут привести к чрезмерной аккумуляции тепла в определенных зонах детали, тем самым вызывая недопустимую деформацию детали.
[96] Гибридные непрерывные траектории перемещения инструмента. Разработаны стратегии формирования траекторий передвижения инструмента, сочетающие в себе преимущества зигзагообразных и непрерывных траекторий перемещения инструмента. В этих подходах двухмерную геометрию вначале раскладывают на множество монотонных многоугольников. Затем для каждого монотонного многоугольника формируют зигзагообразную кривую. Наконец, множество замкнутых зигзагообразных кривых объединяют в интегрированную непрерывную извилистую траекторию. Недавно разработан еще один паттерн непрерывной траектории перемещения, сочетающий в себе преимущества зигзагообразных, контурных и непрерывных траекторий перемещения инструмента.
[97] Траектории перемещения инструмента на основе преобразования к срединным осям (МАТ). При этой альтернативной технологии формирования траекторий перемещения инструмента используют преобразование геометрии детали к срединным осям (МАТ) для получения смещенных кривых, начиная со средины и двигаясь наружу вместо начала с границы слоя и заполнения в средину. Срединная ось объекта задается из всех точек, имеющих более одной ближайшей точки на границе объекта. В двух измерениях, например, срединная ось подмножества S окружностей, ограниченных плоской кривой С, представляет собой геометрическое место центров всех окружностей в подмножестве S, пересекающееся по касательной с кривой С в двух или более точках. Срединная ось простого многоугольника представляет собой древовидный остов, ветви которого являются вершинами многоугольника. Срединная ось вместе со связанной функцией радиуса максимально вписанных окружностей называется преобразованием к срединным осям (МАТ). Преобразование к срединным осям представляет собой описатель полной формы, который может использоваться для воспроизведения формы первоначальной области.
[98] Это подход используется для расчета траекторий перемещения инструмента, которые позволяют полностью заполнять внутреннюю область геометрии слоя и предотвращают образование пропусков за счет нанесения избыточного материала снаружи границы, который впоследствии можно удалить постобработкой. Традиционные паттерны контурных траекторий перемещения, направление которых - снаружи вовнутрь, часто используются для механической обработки резанием, в то время как траектории перемещения инструмента на основе МАТ, начинающиеся изнутри и проходящие наружу, зачастую больше подходят для аддитивного производства деталей без пустот. Основные стадии формирования траекторий перемещения инструмента на основе MAT: (i) расчет срединной оси; (ii) разложении геометрии на одну или более областей или доменов, причем каждый домен ограничен частью срединной оси и контуром границы; (iii) формирование траектории перемещения инструмента для каждого домена путем смещения от контура срединной оси к соответствующему контуру границы с соответствующим отстоянием по высоте. Смещение повторяется до полного покрытия домена; и (iv) повторение стадии (iii) для каждого домена для формирования множества траекторий перемещения замкнутого контура, предпочтительно, без стартстопных последовательностей. Планирование траекторий перемещения на основе МАТ часто используется, например, с системами дуговой сварки и особенно предпочтительно для беспустотного аддитивного производства.
[99] Адаптивные траектории перемещения инструмента на основе МАТ. При традиционных контурных траекториях перемещения инструмента часто образуются пропуски или пустоты. Планирование траекторий перемещения на основе МАТ было внедрено для предотвращения образования внутренних пустот при нанесении и на данный момент расширено для построения сложных геометрий. Как уже отмечалось, траектории перемещения инструмента на основе МАТ формируются путем смещения срединной оси геометрии от центра к границе слоя. И хотя траектории перемещения инструмента на основе МАТ и уменьшают образование внутренних пустот, это достигается за счет создания разрывов непрерывности траектории перемещения и нанесения излишнего материала на границе слоя. Постобработка для удаления излишних материалов и повышения размерной точности детали требует дополнительного времени и повышает себестоимость. Как для традиционных контурных траекторий перемещения инструмента, так и для траекторий перемещения инструмента на основе МАТ, отстояние по высоте, т.е. расстояние между следующей траекторией перемещения при нанесении и предыдущей траекторией перемещения при нанесении, поддерживают постоянным. Для некоторых геометрий деталей добиться одновременно высокой размерной точности и беспустотного при использовании траекторий перемещения инструмента с постоянным отстоянием по высоте невозможно. С другой стороны, некоторые процессы аддитивного производства, такие как процессы подачи проволоки аддитивного производства, способны обеспечивать разную ширину нанесенного валика в слое путем варьирования параметров управления технологическим процессом, таких как скорость перемещения и скорость подачи проволоки, при поддерживании постоянной высоты нанесения. При планировании адаптивных траекторий перемещения инструмента на основе МАТ используют непрерывно варьирующие отстояния по высоте путем регулирования технологических параметров таким образом, чтобы при данной траектории перемещения инструмента наносить валики переменной ширины. Алгоритмы планирования адаптивных траекторий перемещения инструмента на основе МАТ способны обеспечивать автоматическое формирование типов траекторий перемещения с варьирующими отстояниеми по высоте путем анализа геометрии деталей для достижения более высокого качества деталей (беспустотное нанесение), точности на границе и эффективного использования материала.
[100] Программное обеспечение формирования траекторий перемещения инструмента. Примеры программного обеспечения формирования траекторий перемещения включают Repetier (компании Hot-World, GmbH, Германия) и CatalystEx (компания Stratasys Inc. г. Иден-Прери, штат Миннесота, США).
[101] На фиг. 3А-С представлены схематические иллюстрации преобразования САПР-дизайна для трехмерного объекта в непрерывный, спирально намотанный «двухмерный» слой (конечной толщины) и связанной спиральной траектории перемещения инструмента (фиг. 3А), или последовательности расположенных друг над другом «двухмерных» слоев и связанных кругообразных послойных траекторий передвижения инструмента (фиг. 3В) для нанесения материала с использованием процесса аддитивного производства. На фиг. 3С представлена иллюстрация траектории перемещения инструмента для роботизированного инструмента нанесения и моделирования результирующего объекта, изготовленного с использованием процесса аддитивного производства. Моделирование траектории перемещения инструмента и детали с использованием пакета программного обеспечения, такого как Octopuz (одноименной компании, г. Джупитер, штат Флорида, США), выполняют до проведения процесса нанесения в реальной системе нанесения. В некоторых случаях в процессе нанесения в прогнозируемую оптимальную траекторию перемещения инструмента могут локально вносить изменения в ответ на сигналы замкнутой системы управления с обратной связью. В некоторых случаях траекторию перемещения инструмента могут перестраивать, исходя из геометрии изготовленной детали после того, как процесс нанесения завершен.
Инструменты моделирования процесса
[102] Согласно некоторым вариантам осуществления предлагаемых способов и систем адаптивного управления технологическим процессом инструменты моделирования процесса могут использоваться для моделирования процесса нанесения для изготовления изделий произвольной формы (или процесса соединения) и/или получения оценок оптимальных наборов (и/или последовательностей) настроек (и корректировок) параметров управления технологическим процессом. Может использоваться любой из целого ряда инструментов моделирования процесса, известных специалистам в данной области техники, включая, но без ограничения, анализ методом конечных элементов (FEA), анализ методом конечных объемов (FVA), анализ методом конечных разностей (FDA), расчеты вычислительной гидрогазодинамики (CFD) или их любую комбинацию. Согласно некоторым вариантам осуществления предлагаемых способов и систем данные моделирования процесса по результатам прошлого изготовления используются как часть набора данных для обучения, используемых для «обучения» алгоритма машинного обучения, используемого для осуществления управления технологическим процессом.
[103] Анализ методом конечных элементов (FEA). Анализ методом конечных элементов (именуемый также конечноэлементым методом) - это численный метод решения технических задач и задач математической физики, например, для использования при расчете конструкций или изучениях теплопередачи, потока жидкости или газа, массопереноса и электромагнитного потенциала. Аналитическое решение этого типа задач обычно требует решения граничных задач с использованием дифференциальных уравнений с частными производными, которые могут быть решаемыми или нерешаемыми. Метод конечных элементов с использованием вычислительной техники позволяет формулировать эту задачу как систему алгебраических уравнений, решение которых дает приблизительные значения неизвестных параметров в дискретном числе точек в интересуемой геометрии или области. Задачу, подлежащую решению, подразделяют (дискретизируют) на меньшие, более простые составляющие (т.е. конечные элементы) для упрощения уравнений, описывающих поведение системы. Затем относительно простые уравнения, моделирующие отдельные конечные элементы, собирают в более крупную систему уравнений, моделирующую задачу в целом. Численные методы, взятые из вариационного анализа, используют для аппроксимации решения системы уравнений путем минимизации функции сопутствующей ошибки. Анализ методом конечных элементов часто используют для прогнозирования, как продукт будет реагировать при воздействии на него сил реального мира, например, напряжения (сила на единицу площади или единицу длины), вибрация, тепло, поток жидкости или газа или иные физические воздействия.
[104] Как уже отмечалось, согласно некоторым вариантам осуществления предлагаемых способов адаптивного управления технологическим процессом анализ методом конечных элементов могут использовать для моделирования процесса нанесения и/или получения оценок оптимальных наборов и/или последовательностей настроек и корректировок параметров управления технологическим процессом. Примеры параметров процесса нанесения, которые могут оценивать с помощью анализа методом конечных элементов (или иных методов моделирования) включают, но без ограничения, прогноз средней массовой или пиковой температуры нанесенного материала, скорости охлаждения нанесенного материала, химического состава нанесенного материала, состояния разделения составляющих в нанесенном материале, геометрического свойства нанесенного материала, угла свеса в нанесенной геометрии, интенсивности теплового потока из материала при нанесении, электромагнитного излучения из осаждаемого материала, акустической эмиссии из осаждаемого материала или их любой комбинации как функции набора указанных входных параметров управления технологическим процессом. Поскольку параметры управления технологическим процессом, используемые как входные данные для расчета, могут корректироваться для определения, как они влияют на смоделированный процесс нанесения, для получения оценок оптимальных наборов и/или последовательностей настроек и корректировок параметров управления технологическим процессом может применяться итерационное использование процесса моделирования.
[105] Анализ методом конечных объемов (FVA). Анализ методом конечных объемов (именуемый также конечно-объемным методом) - это еще один численный метод, связанный с анализом методом конечных элементов, который используют для решения дифференциальных уравнений с частными производными, особенно возникающих из законов физического сохранения. При анализе конечно-объемным методом используют объемное интегральное формулирование задачи с конечным набором разделительных объемов для дискретизации уравнений, представляющих первоначальную задачу. Анализ методом конечных объемов обычно используют, например, для дискретизации уравнений вычислительной гидрогазодинамики.
[106] Анализ методом конечных разностей (FDA). Анализ методом конечных разностей (именуемый также конечно-разностным методом) - это еще один численный метод решения дифференциальных уравнений путем аппроксимации их разностными уравнениями, в которых конечные разности аппроксимируют производные.
[107] Вычислительная гидрогазодинамика (CFD). Вычислительная гидрогазодинамика относится к использованию прикладной математики, физики и программного обеспечения для вычислений (например, программного обеспечения для анализа методом конечных элементов) для визуализации, как протекает газ или жидкость в ответ на приложенное давление, или для визуализации, как газ или жидкость влияет на объекты, мимо которых он или она протекает. Вычислительная гидрогазодинамика основывается на решении уравнений Навье-Стокса, описывающих, как увязаны между собой скорость, давление, температура и плотность движущейся текучей среды. Анализ на основе CFD используют в целом ряде отраслей промышленности и случаев применения, например, вычислительная гидрогазодинамика использована для управления на основе прогнозирующих моделей для управления температурой плавления при заливке пластмассы в форму под давлением методом впрыска.
[108] На фиг. 4А-С приведены примеры данных FEA-моделирования для моделирования зоны плавления для нанесения с использованием лазера и металлической проволоки; на фиг. 4А приведен вид в изометрии трехмерных данных с цветным кодированием FEA-моделирования для жидкой фракции материала в зоне плавления, осаждаемого процессом нанесения с использованием лазера и металлической проволоки. Металл пребывает в полностью жидком состоянии в положении, в котором кончик проволоки сливается с зоной плавления и переходит во все менее жидкие фракции по мере того, как затвердевает дальше от положения проволоки. На фиг. 4В приведен разрез данных FEA-моделирования для жидкой фракции материала в зоне плавления. На фиг. 4С приведен разрез трехмерных данных с цветным кодированием FEA-моделирования для статической температуры материала в зоне плавления. В точке, в которой луч лазера падает на кончик проволоки, температура имеет максимальное значение (в этом примере приблизительно 2900 К или 2626°С) и асимметрично распределяется по траектории перемещения аппарата для нанесения, причем более высокие температуры имеет материал сразу же за кончиком проволоки.
Параметры управления технологическим процессом
[109] Согласно некоторым вариантам осуществления предлагаемых способов адаптивного управления технологическим процессом один или более параметров управления технологическим процессом нанесения для изготовления изделий произвольной формы (или параметров управления технологическим процессом соединения) могут настраиваться и/или корректироваться в реальном масштабе времени посредством использования алгоритма машинного обучения, обрабатывающего данные контроля в реальном масштабе времени процесса нанесения или сварки, например, данные из системы машинного видения или из системы измерений с использованием лазерной интерферометрии, и использующего эту информацию для настройки одного или более параметров управления технологическим процессом с целью повышения эффективности технологического процесса и/или качества изготавливаемой детали.
[110] В целом, типы параметров управления технологическим процессом, которые могут настраиваться и/или корректироваться системой адаптивного управления технологическим процессом, будут варьировать в зависимости от конкретного типа используемого процесса нанесения для изготовления изделий произвольной формы, аддитивного производства или сварки. Примеры параметров управления технологическим процессом, которые могут настраиваться и/или корректироваться, включают, но без ограничения, скорость нанесения материала, скорость перемещения аппарата для нанесения, скорость изменения ускорения аппарата для нанесения, направление перемещения аппарата для нанесения, местоположение аппарата для нанесения как функция времени (т.е. траектория перемещения инструмента), угол аппарата для нанесения относительно направления нанесения, угол свеса в намеченной геометрии, интенсивность теплового потока в материал при нанесении, размер и форма поверхности теплового потока, расход и угол потока защитного газа, температура плиты основания, на которую наносится материал, окружающая температура на протяжении процесса нанесения, температура осаждаемого материала до нанесения, уставка тока или напряжения в аппарате резистивного нагрева, частота или амплитуда напряжения в аппарате индукционного нагрева, выбор осаждаемого материала, соотношение осаждаемых материалов по объему или массе, если используются более одного осаждаемого материала, или их любую комбинацию.
[111] Как показано выше, примеры параметров управления технологическим процессом для процесса нанесения с использованием лазера и металлической проволоки, которые могут настраиваться и/или корректироваться предлагаемыми системами адаптивного управления технологическим процессом, включают, но без ограничения, мощность лазера, распределение мощности лазера (или профиль луча), угол между лучом лазера и проволокой или лучом лазера и подложкой, размер и форму луча лазера, фокусное расстояние луча лазера, длину волны лазера, скорость подачи проволоки, диаметр проволоки, угол между проволокой и подложкой, положение кончика проволоки относительно зоны плавления, вылет проволоки, настройки защитного газа, направление подачи и скорость перемещения.
[112] Согласно некоторым вариантам осуществления предлагаемых способов и системы адаптивного управления технологическим процессом один или более параметров управления технологическим процессом могут настраиваться и/или корректироваться посредством алгоритма машинного обучения, используемого для выполнения процесса управления. Согласно некоторым вариантам осуществления число разных параметров управления технологическим процессом, подлежащих настройке и/или корректировке, может быть по меньшей мере 1, по меньшей мере 2, по меньшей мере 3, по меньшей мере 4, по меньшей мере 5, по меньшей мере 10, по меньшей мере 15 или по меньшей мере 20. Специалистам в данной области техники ясно, что число разных параметров управления технологическим процессом, подлежащих настройке и/или корректировке предлагаемыми способами и системами управления технологическим процессом, может иметь любое промежуточное значение в этом диапазоне, например, 12 параметров управления технологическим процессом.
Инструменты контроля заходом технологического процесса
[113] Согласно некоторым вариантам осуществления предлагаемых способов и систем адаптивного управления технологическим процессом один или более инструментов контроля за ходом технологического процесса могут использоваться для получения данных в реальном масштабе времени о технологических параметрах или свойствах изготавливаемого объекта, причем те и другие данные далее по тексту будут именоваться «данными характеризации процесса». Согласно некоторым вариантам осуществления предлагаемых способов и систем данные характеризации процесса по результатам прошлого изготовления используются как часть набора данных для обучения, используемых для «обучения» алгоритма машинного обучения, используемого для осуществления управления технологическим процессом. Согласно некоторым вариантам осуществления данные характеризации процесса в реальном масштабе времени (или данные «в ходе процесса») подаются в алгоритм машинного обучения, чтобы он мог адаптивно корректировать один или более параметров управления технологическим процессом в реальном масштабе времени.
[114] Может использоваться любой из целого ряда инструментов контроля за ходом технологического процесса, известных специалистам в данной области техники, включая, но без ограничения, датчики температуры, датчики положения, датчики движения, датчики касания/приближения, акселерометры, профилометры, угломеры, датчики изображения и системы машинного видения, датчики удельной электропроводности, датчики удельной теплопроводности, тензометрические датчики, твердомеры, устройства рентгеновской дифракции или рентгенографии, устройства компьютерной томографии, устройства ультразвуковой визуализации, решетки датчиков вихревых токов, термографы, индикаторы состояния аппарата для нанесения или их любую комбинацию. Согласно некоторым вариантам осуществления датчики характеризации процесса могут содержать один или более датчиков, обнаруживающих электромагнитное излучение, отраженное, рассеянное, поглощенное, пропущенное или излученное объектом. Согласно некоторым вариантам осуществления датчики характеризации процесса могут содержать один или более датчиков, выдающих данные об акустической или механической энергии, отраженной, рассеянной, поглощенной, пропущенной или излученной объектом.
[115] Путем использования соответствующих датчиков, измерительных инструментов и/или систем машинного видения может контролироваться (с целью выдачи данных характеризации процесса) любой из целого ряда технологических параметров, включая, но без ограничения, измерение средней массовой или пиковой температуры нанесенного материала, скорости охлаждения нанесенного материала, химического состава нанесенного материала, состояния разделения составляющих в нанесенном материале, геометрического свойства нанесенного материала (например, локальная кривизна напечатанной детали), скорости нанесения материала, скорости перемещения аппарата для нанесения, местоположения (траектории перемещения инструмента) аппарата для нанесения, угла аппарата для нанесения относительно направления нанесения, индикатора состояния аппарата для нанесения, угла свеса в нанесенной геометрии, угла свеса в намеченной геометрии, интенсивности теплового потока в материал при нанесении, интенсивности теплового потока из материала при нанесении, электромагнитного излучения из осаждаемого материала, акустической эмиссии из осаждаемого материала, удельной электропроводности осаждаемого материала, удельной теплопроводности осаждаемого материала, дефекта геометрии изготавливаемого объекта или их любой комбинации.
[116] Предлагаемые способы и системы для адаптивного управления технологическим процессом могут включать использование любого числа и любой комбинации датчиков или инструментов контроля за ходом технологического процесса. Например, согласно некоторым вариантам осуществления предлагаемая система адаптивного управления процессом нанесения может содержать по меньшей мере 1, по меньшей мере 2, по меньшей мере 3, по меньшей мере 4, по меньшей мере 5, по меньшей мере 6, по меньшей мере 7, по меньшей мере 8, по меньшей мере 9 или по меньшей мере 10 датчиков или инструментов контроля за ходом технологического процесса. Согласно некоторым вариантам осуществления один или более датчиков или инструментов контроля за ходом технологического процесса могут выдавать данные в алгоритм управления технологическим процессом с частотой обновления по меньшей мере 0,1 Гц, 1 Гц, 5 Гц, 10 Гц, 20 Гц, 30 Гц, 40 Гц, 50 Гц, 60 Гц, 70 Гц, 80 Гц, 90 Гц, 100 Гц, 250 Гц, 500 Гц, 750 Гц, 1000 Гц, 2500 Гц, 5000 Гц, 10000 Гц или выше. Специалистам в данной области техники ясно, что один или более датчиков или инструментов контроля за ходом технологического процесса могут выдавать данные с частотой обновления, имеющей любое промежуточное значение в этом диапазоне, например, около 225 Гц.
[117] Лазерная интерферометрия. Одним конкретным примером инструмента контроля за ходом процесса нанесения для изготовления изделий произвольной формы или процесса соединения, который может использоваться, например, вместе с системой нанесения с использованием лазера и металлической проволоки, служит лазерный интерферометр, предназначенный для точного измерения в ходе процесса размеров детали, изменений показателя преломления и/или неровностей поверхности. Лазерное излучение из одиночного источника расщепляется на два луча, следующих отдельными оптическими путями, пока повторно не сольются после передачи или отражения одного из лучей образцом, например, изготавливаемой деталью, для получения интерференции. Полученные в результате интерференционные полосы дают точную информацию о разнице длины оптического пути для этих двух лучей и, следовательно, дают точные результаты измерения размеров детали, перемещений, неровностей поверхности и т.д. Интерферометры способны измерять размеры или перемещения с нанометровой точностью.
[118] На фиг. 5 представлен один не ограничивающий объем изобретения пример системы нанесения с использованием лазера и металлической проволоки, содержащей контроллер робота, силовой агрегат лазера, блок подачи проволоки и защитного газа, предварительный подогреватель проволоки, регулятор параметров окружающей среды, базу данных телеметрии (для передачи и регистрации команд управления технологическим процессом, посланных в систему нанесения, и обработки данных контроля, считанных из системы нанесения), программируемый логический контроллер (координирующий всю работу компонентов системы), а также лазерный интерферометр. Лазерный интерферометр обеспечивает обратную связь в реальном масштабе времени по свойствам зоны плавления. Согласно некоторым вариантам осуществления система нанесения может дополнительно содержать программирующее устройство процессора, предназначенное для использования алгоритма машинного обучения, например, искусственную нейронную сеть, для адаптивного управления процессом нанесения металла. Согласно некоторым вариантам осуществления система нанесения может также содержать системы машинного видения или другие инструменты контроля для контроля технологических параметров и/или для обеспечения автоматизированной классификации дефектов изделия (после построения или в ходе процесса) и может включать этот контроль технологических параметров или классификацию дефектов для использования алгоритмом машинного обучения при прогнозировании следующего действия (действий) процессом нанесения.
[119] На фиг. 2 представлена схематическое изображение иллюстративной установки для процесса нанесения материала, например, процесса нанесения с использованием лазера и металлической проволоки, в соответствии с некоторыми вариантами осуществления настоящего изобретения. Луч лазера падает на металлическую проволоку для создания в точке пересечения зоны плавления и нанесения материала на подложку. Материал зоны плавления затем затвердевает для образования нового слоя при перемещении лазера и подачи проволоки (т.е. печатной головки) относительно подложки. Проволока защищается от переносимых воздухом загрязняющих веществ с помощью оболочки защитного газа. Как показано на примере данных моделирования с использованием анализа методом конечных элементов, представленных на фиг. 4С, тепло распространяется из положения зоны плавления через лежащую ниже подложку (или ранее нанесенные слои) асимметрично вследствие поступательного движения печатной головки относительно подложки. В области, называемой зоной сплавления, вновь нанесенный слой образует металлургическую связь с подложкой (или ранее нанесенными слоями). В некоторых случаях распространение тепла через вновь нанесенный слой к подложке (или ранее нанесенным слоям) может отразиться на свойствах материала в области, называемой зоной, подверженной воздействию тепла. Кроме того, процесс затвердевания может вызвать в нанесенном слое металлургические дефекты, такие как поры и трещины. Количество и тип возникающих дефектов зависят от количества подведенного тепла, времени, прошедшего при повышенных температурах, геометрии напечатанной детали и присутствия загрязняющих веществ возле зоны плавления.
[120] На фиг. 6А-В представлено использование лазерной интерферометрии для контроля свойств зоны плавления и слоя нанесения в процессе нанесения с использованием лазера и металлической проволоки. На фиг. 6А представлен микроснимок процесса нанесения в местоположении, в котором луч лазера падает на металлическую проволоку. Вертикальными линиями показано положение луча зонда интерферометра при его использовании для контроля профиля высоты подачи проволоки и ранее нанесенного слоя и результирующей зоны плавления. На фиг. 6В представлены примеры профилей поперечного сечения (т.е. профилей высоты по ширине нанесения) подачи проволоки, ранее нанесенного слоя и зоны плавления, измеренных с использованием лазерной интерферометрии, в положении подачи проволоки (сплошная линия; пик указывает проволоку, а плечи - высоту ранее нанесенного слоя), и зоны плавления (пунктирная линия). Размер по оси абсцисс (ширина) показан в произвольных единицах. Размер по оси ординат (высота) показан в миллиметрах относительно фиксированной точки отсчета ниже слоя нанесения. Согласно некоторым вариантам осуществления предлагаемых способов адаптивного управления технологическим процессом эти данные контроля технологического процесса в реальном масштабе времени могут использоваться процессором, выполняющим алгоритм машинного обучения, для корректировки (корректировок) одного или более параметров управления технологическим процессом с целью повышения, например, размерной точности слоя, чистоты обработки поверхности слоя и/или улучшения адгезионных свойств и/или общей эффективности процесса нанесения.
[121] Согласно некоторым вариантам осуществления лазерная интерферометрия может использоваться для контроля размеров и/или свойств зоны плавления, нанесенного слоя за зоной плавления или других признаков изготавливаемой детали в одном или более положениях на детали. Согласно некоторым вариантам осуществления лазерная интерферометрия может использоваться для контроля размеров и/или свойств изготавливаемой детали в по меньшей мере 1, по меньшей мере 2, по меньшей мере 3, по меньшей мере 4, по меньшей мере 5, по меньшей мере 6, по меньшей мере 7, по меньшей мере 8, по меньшей мере 9 или по меньшей мере 10 разных положениях на детали. Согласно некоторым вариантам осуществления данные лазерной интерферометрии для размеров и/или других свойств детали могут обновляться с частотой по меньшей мере 0,1 Гц, 1 Гц, 5 Гц, 10 Гц, 20 Гц, 30 Гц, 40 Гц, 50 Гц, 60 Гц, 70 Гц, 80 Гц, 90 Гц, 100 Гц, 250 Гц, 500 Гц, 750 Гц, 1000 Гц, 2 500 Гц, 5000 Гц, 10000 Гц, 25000 Гц, 50000 Гц, 100000 Гц, 150000 Гц, 200000 Гц, 250000 Гц или выше. Специалистам в данной области техники ясно, что скорость, с которой могут обновляться данные интерферометрии, может иметь любое промежуточное значение в этом диапазоне, например, около 800 Гц.
[122] Системы машинного видения. Еще одним конкретным примером инструмента контроля процесса нанесения для изготовления деталей произвольных форм или процесса соединения, который может использоваться, например, совместно с системой нанесения с использованием лазера и металлической проволоки, служит машинное видение. Системы машинного видения обеспечивают основанный на визуализации автоматический контроль и анализ для целого ряда случаев применения при производственном контроле, управлении технологическим процессом и управлении роботом и могут содержать любой или любую из целого ряда датчиков изображения или камер, источников света или систем освещения, и дополнительные оптические компоненты визуализации, а также процессоры и программное обеспечение для обработки изображений.
[123] На фиг. 7А-С представлено выделение признаков в процессе изготовления из изображений процесса нанесения с использованием лазера и металлической проволоки, полученных с использованием системы машинного видения. На фиг. 7А представлено необработанное изображение (например, один кадр изображения, взятый из потока данных со скоростью видео) зоны плавления рядом с кончиком проволоки. На фиг. 7В представлено обработанное изображение после удаления шумов, фильтрования и применения алгоритмов обнаружения краев. На фиг. 7С представлено обработанное изображение после применения алгоритма выделения признаков, используемого для определения, например, угла проволоки относительно плиты для построения и высоты (толщины) нового слоя. Системы машинного видения и связанная с ними способность обработки изображений позволяет контролировать детали процесса нанесения в реальном масштабе времени.
[124] Согласно некоторым вариантам осуществления одна или более систем машинного видения могут использоваться с предлагаемыми способами и системами адаптивного управления технологическим процессом для получения и обработки одиночных изображений. Согласно некоторым вариантам осуществления одна или более систем машинного видения могут использоваться с предлагаемыми способами и системами адаптивного управления технологическим процессом для получения и обработки последовательности из одного или более изображений через определенные промежутки времени. Согласно многим вариантам осуществления одна или более систем машинного видения могут использоваться с предлагаемыми способами и системами адаптивного управления технологическим процессом для получения и обработки данных изображений со скоростью видео. Как правило, данные изображений, выдаваемые одной или более системами машинного видения, могут получаться и/или обрабатываться с частотой по меньшей мере 0,1 Гц, 1 Гц, 5 Гц, 10 Гц, 20 Гц, 30 Гц, 40 Гц, 50 Гц, 60 Гц, 70 Гц, 80 Гц, 90 Гц, 100 Гц, 250 Гц, 500 Гц, 750 Гц, 1000 Гц, 2500 Гц, 5000 Гц или выше. Специалистам в данной области техники ясно, что скорость, с которой могут получаться и/или обрабатываться данные изображений, может иметь любое промежуточное значение в этом диапазоне, например, 95 Гц.
[125] Согласно некоторым вариантам осуществления одна или более систем машинного видения, используемых с предлагаемыми способами и системами адаптивного управления технологическим процессом, могут предназначаться для получения изображений на конкретных длинах волн (или в конкретных диапазонах длин волн) или в разных режимах формирования изображений. Например, согласно некоторым вариантам осуществления одна или более систем машинного видения могут предназначаться для получения изображений в области рентгеновского излучения, ультрафиолетовой, видимой, ближней инфракрасной, инфракрасной, терагерцовой областях, СВЧ-диапазоне или радиодиапазоне электромагнитного спектра или их любой комбинации. Согласно некоторым вариантам осуществления одна или более систем машинного видения могут предназначаться для получения флуоресцирующих изображений (например, если диапазон длин волн для света возбуждения отличается от такового для собранного света испускания флуоресценции). Согласно некоторым вариантам осуществления одна или более систем машинного видения могут предназначаться для получения изображений на основе когерентного комбинационного рассеяния (например, изображений на основе вынужденного комбинационного рассеяния или антистоксова комбинационного рассеяния) для обеспечения безмаркерной химической визуализации нанесенного слоя и изготавливаемой детали.
Инструменты контроля и автоматизированная классификация дефектов после построения
[126] Предлагаются способы и системы автоматизированной классификации дефектов объекта, используемые для выявления и характеризации дефектов в изготовленных деталях. Подход основан на использовании алгоритма машинного обучения для обнаружения и классификации дефектов, причем алгоритм машинного обучения обучается с использованием набора обучающих данных, содержащего данные контроля после изготовления, предоставленные квалифицированным оператором, и/или данные контроля, выданные любым из целого ряда инструментов автоматизированного контроля, известных специалистам в данной области техники. Предлагаемые способы и системы автоматизированной классификации дефектов объекта могут применяться к любому из целого ряда процессов нанесения для изготовления деталей произвольных форм или соединения, известных специалистам в данной области техники. Согласно некоторым вариантам осуществления предлагаемые способы и системы автоматизированной классификации дефектов объекта могут использоваться строго для контроля новых деталей после построения. Согласно некоторым вариантам осуществления они могут использоваться в ходе процесса для передачи данных характеризации процесса в реальном масштабе времени в алгоритм машинного обучения, используемый для осуществления управления технологическим процессом, чтобы один или более параметров управления технологическим процессом можно было корректировать в реальном масштабе времени. Согласно некоторым вариантам осуществления предлагаемые способы и системы автоматизированной классификации дефектов объекта могут использоваться как в ходе процесса для выдачи данных характеризации процесса в реальном масштабе времени, так и для контроля после построения. Согласно некоторым вариантам осуществления данные автоматизированной классификации дефектов, полученные в ходе процесса, могут использоваться алгоритмом машинного обучения для определения набора или последовательности корректировок параметров управления технологическим процессом, при которых (корректировках) будут выполнять корректирующее действие, например, для корректировки размера или толщины слоя, чтобы устранить дефект при первом обнаружении. Согласно некоторым вариантам осуществления автоматизированная классификация дефектов в ходе процесса может использоваться алгоритмом машинного обучения для посылки оператору сигнала предупреждения или ошибки или, необязательно, для автоматического прекращения процесса нанесения, например, процесса аддитивного производства. Согласно некоторым вариантам осуществления, будучи обученной, система автоматизированной классификации дефектов не требует дополнительного пользовательского ввода (например, дополнительного ввода от квалифицированного оператора или контролера) для обнаружения и классификации дефектов в ходе процесса и/или после построения.
[127] Способы автоматизированной классификации дефектов объекта обычно будут предусматривать: а) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса изготовления, данные характеризации процесса изготовления и/или данные контроля после изготовления или их любую комбинацию для нескольких проектных геометрий, таких же или отличающихся от проектной геометрии объекта; b) предоставление одного или более датчиков, причем один или более датчиков выдают данные в реальном масштабе времени для одного или более свойств объекта; с) предоставление процессора, запрограммированного на проведение классификации обнаруженных дефектов объекта с использованием алгоритма машинного обучения, обученного с использованием набора данных для обучения стадии (а), причем данные в реальном масштабе времени из одного или более датчиков выдают как входные данные для алгоритма машинного обучения, и эти данные позволяют корректировать классификацию обнаруженных дефектов объекта в реальном масштабе времени.
[128] Наборы данных для обучения. Как уже отмечалось, набор данных для обучения может содержать данные моделирования процесса изготовления, данные характеризации процесса изготовления, данные контроля после изготовления (включая данные контроля, предоставленные квалифицированным оператором, и/или данные контроля, выданные любым из целого ряда инструментов автоматизированного контроля) или их любую комбинацию по результатам прошлых изготовлений нескольких проектных геометрий, таких же или отличающихся от проектной геометрии объекта, изготавливаемой в данный момент. Один или более наборов данных для обучения могут использоваться для обучения алгоритма машинного обучения, используемого для обнаружения и классификации дефектов. В некоторых случаях тип данных, включенных в набор данных для обучения, может варьировать в зависимости от конкретного типа используемого алгоритма машинного обучения, что будет подробнее рассмотрено ниже. Например, в случае экспертной системы (или экспертной обучающей системы (ЭОС)) набор данных для обучения может содержать, главным образом, данные классификации дефектов, предоставленные квалифицированным оператором или техником по результатам визуального выявления и классификации дефектов объекта для одного и того же типа детали или для ряда разных деталей, имеющих некоторый общий набор признаков. В некоторых случаях набор данных для обучения может обновляться в реальном масштабе времени данными о дефектах объекта и данными о классификации объекта при ее выполнении в данной системе. В некоторых случаях обучающие данные могут обновляться данными о дефектах объекта и данными о классификации объекта, взятыми из нескольких систем автоматизированной классификации.
[129] Согласно некоторым вариантам осуществления набор данных для обучения может содержать данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию. Согласно некоторым вариантам осуществления набор данных для обучения может содержать один тип данных, выбранный из группы, состоящей из данных моделирования процесса, данных характеризации процесса, данных контроля в процессе изготовления и данных контроля после изготовления. Согласно некоторым вариантам осуществления набор данных для обучения может содержать комбинацию любых двух или любых трех типов данных, выбранных из группы, состоящей из данных моделирования процесса, данных характеризации процесса, данных контроля в процессе изготовления и данных контроля после изготовления. Согласно некоторым вариантам осуществления набор данных для обучения может содержать все эти типы данных, т.е. данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления и данные контроля после изготовления.
[130] Измерение свойств объекта. Для контроля за ходом технологического процесса в целом могут использоваться любые из целого ряда датчиков или иных инструментов контроля, включая некоторые из перечисленных выше. Согласно некоторым вариантам осуществления один или более датчиков (например, датчики изображения или системы машинного видения) выдают данные об электромагнитном излучении, отраженном, рассеянном, поглощенном, пропущенном или излученном объектом. Согласно некоторым вариантам осуществления электромагнитное излучение представляет собой рентгеновское излучение, излучение в ультрафиолетовой, видимой, ближней инфракрасной или инфракрасной областях спектра. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об акустической энергии, отраженной, рассеянной, поглощенной, пропущенной или излученной объектом. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об удельной электропроводности или удельной теплопроводности объекта. Согласно некоторым вариантам осуществления один или более датчиков могут выдавать данные в процессор, запрограммированный для проведения классификации обнаруженных дефектов объекта с использованием алгоритма машинного обучения при скорости обновления по меньшей мере 0,1 Гц, 1 Гц, 5 Гц, 10 Гц, 20 Гц, 30 Гц, 40 Гц, 50 Гц, 60 Гц, 70 Гц, 80 Гц, 90 Гц, 100 Гц, 250 Гц, 500 Гц, 750 Гц, 1000 Гц, 2 500 Гц, 5000 Гц, 10000 Гц или выше. Специалистам в данной области техники ясно, что один или более датчиков или инструментов контроля за ходом технологического процесса могут выдавать данные с частотой обновления, имеющей любое промежуточное значение в этом диапазоне, например, около 400 Гц.
[131] Согласно одному предпочтительному варианту осуществления предлагаемые способы и системы автоматизированной классификации дефектов объекта могут реализовываться с использованием датчиков изображения и/или систем машинного видения. Затем могут использовать автоматизированную обработку захваченных изображений для контроля любых из ряда свойств объекта, например, размеров (габаритных размеров или размеров конкретных признаков), углов признаков, площадей признаков, чистоты обработки поверхности (например, степени отражения света, числа ямок и/или царапин на единицу площади) и т.п. Согласно некоторым вариантам осуществления свойства объекта, такие как местные чрезмерно высокие температуры, которые могут связываться с дефектами или образованием дефектов в напечатанных или сваренных деталях, могут контролировать с помощью камер, работающих на длинах волн в инфракрасной и видимой областях спектра.
[132] Удаление шумов из данных датчиков. Согласно некоторым вариантам осуществления способы автоматизированной классификации дефектов могут дополнительно предусматривать удаление шумов из данных о свойствах объекта, выданных одним или более датчиками, до передачи этих данных в алгоритм машинного обучения. Примеры алгоритмов обработки данных, подходящих для использования при удалении шумов из данных о свойствах объекта, выданных одним или более датчиками, включают, но без ограничения, алгоритмы усреднения сигнала, алгоритмы сглаживающего фильтра, алгоритмы фильтра Калмана, алгоритмы нелинейного фильтра, алгоритмы минимизации полной вариации или их любую комбинацию.
[133] Вычитание эталонных наборов данных. Согласно некоторым вариантам осуществления предлагаемых способов автоматизированной классификации дефектов для увеличения контраста между нормальными и дефектными элементами объекта могут использовать вычитание эталонного набора данных из данных датчиков, тем самым обеспечивая обнаружение и классификацию дефектов. Например, эталонный набор данных может содержать данные датчика, записанные одним или более датчиками для идеального бездефектного иллюстративного объекта, подлежащего изготовлению. В случае если датчик изображений или система машинного видения используется для обнаружения дефектов, эталонный набор данных может содержать изображение (или набор изображений, например, представляющий разные виды) идеального бездефектного объекта.
[134] Алгоритмы машинного обучения для обнаружения и классификации дефектов. При реализации предлагаемых способов автоматизированного обнаружения и классификации дефектов объекта могут использовать любой из целого ряда алгоритмов машинного обучения. Используемый алгоритм машинного обучения может представлять собой алгоритм обучения с учителем, алгоритм неконтролируемого (без учителя) обучения, алгоритм обучения с частичным привлечением учителя, алгоритм усиленного обучения, алгоритм глубокого обучения или их любую комбинацию. Согласно предпочтительным вариантам осуществления алгоритм машинного обучения, используемый для выявления и классификации дефектов, может содержать метод опорных векторов (SVM), искусственную нейтронную сеть (ANN) или экспертную обучающую систему на основе дерева решений, некоторые из которых будут подробнее описаны ниже. Согласно некоторым предпочтительным вариантам осуществления дефекты объекта могут обнаруживать как различия между набором данных о свойствах объекта и эталонным набором данных, превышающие установленный порог, и могут классифицировать с использованием алгоритма метода опорных векторов (SVM) для одного класса или автокодировщика. Согласно некоторым предпочтительным вариантам осуществления, дефекты объекта могут обнаруживать и классифицировать с использованием алгоритма неконтролируемого машинного обучения метода опорных векторов (SVM) для одного класса, автокодировщика, кластеризации или ближайших k-соседей (например, kNN) и набора данных для обучения, содержащего данные о свойствах объекта для дефектных и бездефектных объектов.
Адаптивное управление процессом нанесения в реальном масштабе времени с использованием алгоритма машинного обучения
[135] Предлагаются способы и системы для обеспечения адаптивного управления в реальном масштабе времени процессами нанесения, например, процессами аддитивного производства или сварки. В целом, предлагаемые способы предусматривают а) предоставление входной проектной геометрии для объекта (например, 3D-модель САПР); b) предоставление набора данных для обучения, причем набор данных для обучения содержит данные моделирования процесса, данные характеризации процесса, данные контроля после изготовления или их любую комбинацию, для нескольких проектных геометрий или их частей, таких же или отличающихся от входной проектной геометрии стадии (а); с) предоставление прогнозируемого оптимального набора или последовательности из одного или более параметров управления технологическим процессом для изготовления объекта, причем прогнозируемый оптимальный набор из одного или более параметров управления технологическим процессом получают, используя алгоритм машинного обучения, обученный с использованием набора данных для обучения стадии (b); и d) осуществление процесса нанесения, например, процесса аддитивного производства, для изготовления объекта, причем данные характеризации процесса в реальном масштабе времени выдаются одним или более датчиками как входные данные для алгоритма машинного обучения для настройки одного или более параметров управления технологическим процессом в реальном масштабе времени. Согласно некоторым вариантам осуществления стадии (b) - (d) выполняют итерационно, и данные характеризации процесса, данные контроля после изготовления или их любую комбинацию для каждой итерации включают в набор данных для обучения. Предлагаемые способы управления технологическим процессом могут использовать для любого из целого ряда процессов нанесения, включая процессы аддитивного производства, известные специалистам в данной области техники, например, процесс стереолитографии (SLA), цифровой оптической обработки (DLP), моделирования методом наплавления нити (FDM), выборочного лазерного спекания (SLS), выборочного лазерного сплавления (SLM), электронно-лучевой плавки (ЕВМ), сварки лазерным лучом, сварки плавящимся электродом в среде инертного газа, сварки вольфрамовым электродом в среде инертного газа и т.п. Согласно одному предпочтительному варианту осуществления предлагаемые способы управления технологическим процессом применяют для процесса нанесения для изготовления изделий произвольной формы с переходом из жидкой фазы в твердую, например, для процесса нанесения с использованием лазера и металлической проволоки.
[136] Наборы данных для обучения. Как и в случае способов автоматизированной классификации дефектов, описанных выше, набор (наборы) данных для обучения, используемый (используемые) в алгоритме управления процессом обучения машинного обучения, может содержать данные моделирования процесса изготовления, данные характеризации процесса изготовления, данные контроля после изготовления (включая данные контроля, предоставленные квалифицированным оператором, и/или данные контроля, выданные любым из целого ряда инструментов автоматизированного контроля), или их любую комбинацию по результатам прошлых изготовлений нескольких проектных геометрий, таких же или отличающихся от проектной геометрии объекта, изготавливаемой в данный момент. Один или более наборов данных для обучения могут использовать для обучения алгоритма машинного обучения, используемого для адаптивного управления процессом нанесения в реальном масштабе времени. В некоторых случаях тип данных, включенных в набор данных для обучения, может варьировать в зависимости от конкретного типа используемого алгоритма машинного обучения, что будет подробнее рассмотрено ниже. Например, в некоторых случаях набор данных для обучения может содержать, главным образом, настройки управления процессом, предоставленные квалифицированным оператором или техником при успешном изготовлении ряда одного типа детали или для ряда разных деталей, имеющих некоторый общий набор признаков. В некоторых случаях набор данных для обучения может обновляться в реальном масштабе времени с использованием данных моделирования процесса, данных управления процессом, данных характеризации процесса, данных контроля в процессе изготовления и/или данных контроля после изготовления при осуществлении изготовления в данной системе. В некоторых случаях обучающие данные могут обновляться с использованием данных моделирования процесса, данных управления процессом, данных характеризации процесса, данных контроля в процессе изготовления и/или данных контроля после изготовления при осуществлении изготовления в нескольких системах нанесения и/или сварки.
[137] Согласно некоторым вариантам осуществления набор данных для обучения может содержать данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию. Согласно некоторым вариантам осуществления набор данных для обучения может содержать один тип данных, выбранный из группы, состоящей из данных моделирования процесса, данных характеризации процесса, данных контроля в процессе изготовления и данных контроля после изготовления. Согласно некоторым вариантам осуществления набор данных для обучения может содержать комбинацию любых двух или любых трех типов данных, выбранных из группы, состоящей из данных моделирования процесса, данных характеризации процесса, данных контроля в процессе изготовления и данных контроля после изготовления. Согласно некоторым вариантам осуществления набор данных для обучения может содержать все эти типы данных, т.е. данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления и данные контроля после изготовления.
[138] Данные характеризации процесса. Для контроля различных технологических параметров в реальном масштабе времени могут использоваться любые из целого ряда датчиков, измерительных инструментов или инструментов контроля, включая перечисленные выше. Согласно некоторым вариантам осуществления, например, лазерные интерферометры используются для контроля размеров зоны плавления (в случае нанесения с использованием лазера и металлической проволоки) или иных размеров детали в процессе ее изготовления. Согласно некоторым вариантам осуществления один или более датчиков (например, датчики изображения или системы машинного видения) выдают данные об электромагнитном излучении, отраженном, рассеянном, поглощенном, пропущенном или излученном объектом. Согласно некоторым вариантам осуществления электромагнитное излучение представляет собой рентгеновское излучение, излучение в ультрафиолетовой, видимой, ближней инфракрасной или инфракрасной областях спектра. Согласно некоторым вариантам осуществления получение и обработка изображений в реальном масштабе времени используются для контроля, например, угла подачи проволоки относительно плиты основания или ранее нанесенного слоя или толщины нанесенного слоя. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об акустической энергии, отраженной, рассеянной, поглощенной, пропущенной или излученной объектом. Согласно некоторым вариантам осуществления один или более датчиков выдают данные об удельной электропроводности или удельной теплопроводности объекта. Согласно некоторым вариантам осуществления один или более датчиков могут выдавать данные характеризации процесса в процессор, запрограммированный для выполнения алгоритма машинного обучения, которые могут обновляться с частотой по меньшей мере 0,1 Гц, 1 Гц, 5 Гц, 10 Гц, 20 Гц, 30 Гц, 40 Гц, 50 Гц, 60 Гц, 70 Гц, 80 Гц, 90 Гц, 100 Гц, 250 Гц, 500 Гц, 750 Гц, 1000 Гц, 2 500 Гц, 5000 Гц, 10000 Гц или выше. Специалистам в данной области техники ясно, что один или более датчиков характеризации процесса могут выдавать данные с частотой обновления, имеющей любое промежуточное значение в этом диапазоне, например, около 8000 Гц.
[139] Согласно одному предпочтительному варианту осуществления данные характеризации процесса в реальном масштабе времени, подаваемые в алгоритм машинного обучения, используемый для осуществления управления процессом, могут содержать данные, выдаваемый системой автоматизированной классификации дефектов объекта, как описано выше, при этом параметры управления технологическим процессом нанесения могут корректироваться в реальном масштабе времени для компенсации или устранения дефектов детали при их возникновении в процессе построения. Алгоритм машинного обучения, используемый для осуществления автоматизированного управления процессом, может конфигурироваться для корректировки параметров управления технологическим процессом в реальном масштабе времени при необходимости в этом для максимизации функции вознаграждения (или минимизации функции потерь), как будет подробнее рассмотрено ниже.
[140] Алгоритмы машинного обучения для автоматизированного управления процессом нанесения. При реализации предлагаемых способов управления технологическим процессом могут использовать любой из целого ряда алгоритмов машинного обучения, которые могут быть такими же или отличающимися от использованных при реализации способов автоматизированной классификации дефектов объекта, описанных выше. Используемый алгоритм машинного обучения может представлять собой алгоритм обучения с учителем, алгоритм неконтролируемого обучения, алгоритм обучения с частичным привлечением учителя, алгоритм усиленного обучения, алгоритм глубокого обучения или их любую комбинацию. Согласно предпочтительному варианту осуществления используемый алгоритм машинного обучения может представлять собой алгоритм искусственной нейронной сети, алгоритм регрессии Гауссова процесса, алгоритм дерева логистической модели, алгоритм случайного леса, алгоритм нейронечеткого классификатора, алгоритм дерева решений, алгоритм иерархической кластеризации, алгоритм обучения методом k-средних, алгоритм нечеткой кластеризации, алгоритм машинного обучения с использованием глубинной машины Больцмана, алгоритм глубокой сверточной нейронной сети, алгоритм глубокой рекуррентной нейронной сети или их любая комбинация, некоторые из которых будут подробнее описаны ниже.
[141] Функции вознаграждения и функции потерь. Как уже отмечалось, согласно некоторым вариантам осуществления алгоритм машинного обучения, используемый для осуществления автоматизированного управления процессом, может конфигурироваться для корректировки параметров управления технологическим процессом в реальном масштабе времени при необходимости в этом для максимизации функции вознаграждения (или минимизации функции потерь), чтобы оптимизировать процесс нанесения. В значении, в каком он используется в настоящем описании, термин «функция вознаграждения» (или противоположный ему по значению термин «функция потерь» (иногда называемая функцией стоимости или функцией ошибок)) означает функцию, соотносящую значения одной или более переменных процесса аддитивного производства и/или результатов события изготовления с вещественным числом, представляющим «вознаграждение», связанное с данным событием изготовления (или «стоимостью» в случае функции потерь). Примеры технологических параметров и результатов события изготовления, которые могут использоваться при определении функции вознаграждения (или потерь), включают, но без ограничения, производительность процесса (например, число деталей, изготовленных за единицу времени), выход процесса (например, процент изготовленных деталей, отвечающих установленному набору критериев качества), качество производства (например, среднеквадратичное отклонение размера (размеров) деталей между произведенными деталями и идеальной бездефектной деталью или среднее число дефектов на одну изготовленную деталь), себестоимость производства (например, стоимость на одну изготовленную деталь) и т.п. В некоторых случаях определение функции вознаграждения (или функции потер), которая должна быть максимизирована (или минимизирована), может зависеть от выбора алгоритма машинного обучения, используемого для осуществления способа управления процессом, и наоборот. Например, если цель заключается в максимизации функции общего вознаграждения/функции ценности, может выбираться алгоритм усиленного обучения. Например, если цель заключается в минимизации функции среднеквадратических ошибок (или потерь), может выбираться алгоритм регрессии дерева решений или алгоритм линейной регрессии. В целом, алгоритм машинного обучения, используемый для способа осуществления управления процессом, будет стремиться оптимизировать (максимизировать) функцию вознаграждения (или минимизировать функцию потерь) путем (1) идентификации текущего «состояния» изготавливаемой детали (например, на основании потока данных характеризации процесса в реальном масштабе времени, выдаваемых одним или более датчиками), (2) сравнения текущего «состояния» с расчетным целевым (или эталонным «состоянием») и (3) корректировки одного или более параметров управления технологическим процессом для минимизации различия между этими двумя состояниями (например, на основании прошлого «обучения», осуществленного набором данных для обучения).
[142] На фиг. 8 представлен цикл «прогноз действия - вознаграждение» для алгоритма усиленного обучения в соответствии с некоторыми вариантами осуществления предлагаемых способов управления процессом нанесения или сварки. В случае процесса нанесения, например, в любой момент времени в течение или после завершения нанесения слоя (действие aj) изготавливаемая деталь контролируется с использованием любого из целого ряда датчиков, измерительных инструментов, инструментов контроля и/или систем машинного видения, как описано выше, для определения текущего «состояния» построения детали (состояние sj). Согласно одному предпочтительному варианту осуществления деталь контролируется в реальном масштабе времени с использованием системы автоматизированной классификации дефектов объекта, как раскрыто в настоящем описании. После того как текущее состояние построения детали определено, алгоритм усиленного обучения использует информацию о текущем состоянии sj и модель, разработанную с использованием прошлых обучающих данных, для прогнозирования предлагаемого действия aj+1 (например, корректировки набора или последовательности параметров управления технологическим процессом), максимизирующего функцию вознаграждения. Если текущее состояние sj построения относительно плохое (т.е. ассоциировано с низким значением функции вознаграждения), может быть нежелательным просто предпринять ряд действий, которые в следующем состоянии sj+1 построения дадут наибольшее вознаграждение, поскольку в долгосрочном аспекте это может не дать максимального вознаграждения. В некоторых случаях максимизация вознаграждения для непосредственно следующего состояния sj+ построения может привести к очень низким вознаграждениям для нескольких следующих состояний построения, например, sj+2, sj+3, sj+4 и т.д. При использовании обученной модели процесса для того, чтобы заглянуть чуть дальше в будущее, можно оптимизировать корректировки параметров управления технологическим процессом для следующих N состояний построения в отличие от оптимизации для непосредственно следующего состояния. Каждый набор «следующих N состояний», начиная с состояния si, имеет соответствующее вознаграждение (т.е. пространство вознаграждений для следующих N действий), которое можно прогнозировать, используя ранее обученную модель, прогнозирующую корреляцию между действиями и их результирующим состоянием. Таким образом, обученную модель можно использовать для определения последовательности действий, оптимизирующей сумму (или взвешенную сумму) значений вознаграждения для следующих N состояний. Цикл повторяется, пока деталь не будет закончена, и обеспечивает адаптивное управление процессом нанесения для обеспечения быстрой оптимизации и корректировки параметров управления технологическим процессом, используемой в ответ на изменения технологических параметров и параметров окружающей среды, а также для обеспечения более высоких выхода процесса, производительности процесса и качества деталей.
[143] На фиг. 9 представлена конструкция функции вознаграждения, в которой обучающие данные, используемые для построения модели прогнозирования состояния, основанной на функции вознаграждения, получают путем контроля действий, выбираемых человеком-оператором в управляемым вручную процессе нанесения. Согласно некоторым вариантам осуществления алгоритм машинного обучения может быть полностью или частично самообучающимся. Например, согласно некоторым вариантам осуществления как часть обучения алгоритма машинного обучения алгоритм машинного обучения может произвольно выбирать значения в заданном диапазоне для каждого из набора из одного или более параметров управления технологическим процессом и включать результирующие данные моделирования процесса, данные характеризации процесса, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию в набор данных для обучения для улучшения обученной модели, соотносящей значения параметров управления технологическим процессом с результатами процесса.
[144] В целом, способы и системы для адаптивного управления процессами нанесения в реальном масштабе времени, раскрытые в настоящем описании, не основываются на операциях поиска просмотром статических данных (например, просмотром параметров управления технологическим процессом или данных характеризации процесса по результатам предыдущих выполнений). Напротив, алгоритм машинного обучения используется для исследования диапазона входных значений для одного или более параметров управления технологическим процессом в процессе моделирования и/или при действительном изготовлении детали и создает обученную модель, соотносящую входные параметры управления технологическим процессом с результатами процесса при разных технологических условиях и условиях окружающей среды.
[145] Частота обновления параметров управления технологическим процессом. Согласно некоторым вариантам осуществления один или более датчиков могут выдавать данные в процессор, запрограммированный для выполнения алгоритма машинного обучения, и при этом один или более параметров управления технологическим процессом могут корректироваться с частотой обновления по меньшей мере 0,1 Гц, 1 Гц, 5 Гц, 10 Гц, 20 Гц, 30 Гц, 40 Гц, 50 Гц, 60 Гц, 70 Гц, 80 Гц, 90 Гц, 100 Гц, 250 Гц, 500 Гц, 750 Гц, 1000 Гц, 2 500 Гц, 5000 Гц, 10000 Гц или выше. Специалистам в данной области техники ясно, что один или более параметров управления технологическим процессом могут корректироваться или обновляться с частотой обновления, имеющей любое промежуточное значение в этом диапазоне, например, около 8000 Гц.
Алгоритмы машинного обучения для адаптивного управления технологическим процессом
[146] Как уже отмечалось, алгоритм (алгоритмы) машинного обучения, используемый (используемые) в предлагаемых способах автоматизированной классификации дефектов и управления процессом аддитивного производства, может (могут) представлять собой алгоритм обучения с учителем, алгоритм неконтролируемого (без учителя) обучения, алгоритм обучения с частичным привлечением учителя, алгоритм усиленного обучения, алгоритм глубокого обучения или их любую комбинацию.
[147] Алгоритм обучения с учителем. В контексте настоящего описания алгоритмы обучения с учителем - это алгоритмы, основанные на использовании набора размеченных обучающих данных для выведения зависимости между набором из одного или более дефектов, выявленных для данного объекта, и классификацией объекта в соответствии с оговоренным набором критериев качества или для выведения зависимости между набором входных параметров управления технологическим процессом аддитивного производства и набором желаемых результатов изготовления. Обучающие данные содержат набор парных обучающих примеров, например, каждый пример содержит набор дефектов, обнаруженных для данного объекта, и результирующую классификацию данного объекта, или каждый пример содержит набор параметров управления технологическим процессом, которые использовались в процессе изготовления, который спарен с известным результатом этого процесса изготовления.
[148] Алгоритмы неконтролируемого обучения (без учителя). В контексте настоящего изобретения алгоритмы неконтролируемого обучения - это алгоритмы, используемые для вывода заключений из наборов обучающих данных, состоящих из наборов данных о дефектах объекта, не спаренных с размеченными данными классификации объекта, или из входных параметров управления технологическим процессом аддитивного производства, не спаренных с размеченными результатами изготовления. Чаще всего используемым алгоритмом неконтролируемого обучения является кластерный анализ, который часто используется для разведочного анализа данных с целью найти скрытые паттерны или группирования в технологических данных.
[149] Алгоритмы обучения с частичным привлечением учителя. В контексте настоящего изобретения алгоритмы обучения с частичным привлечением учителя - это алгоритмы, использующие для обучения как размеченные, так и неразмеченные данные процесса классификации объекта или процесса аддитивного производства (обычно использующие относительно малое количество размеченных данных с большим количеством неразмеченных данных).
[150] Алгоритмы усиленного обучения. В контексте настоящего изобретения алгоритмы усиленного обучения - это алгоритмы, используемые, например, для определения набора стадий (или действий) процесса аддитивного производства, которые необходимо выполнить для максимизации оговоренной функции вознаграждения процесса изготовления. В средах машинного обучения алгоритмы усиленного обучения часто формулируются как марковские процессы принятия решений. Алгоритмы усиленного обучения отличаются от алгоритмов обучения с учителем тем, что правильные входные/выходные пары обучающих данных никогда не представляются, равно как субоптимальные действия явно не корректируются. Эти алгоритмы обычно реализуются ориентированными на характеристики в реальном масштабе времени посредством нахождения баланса между исследованием возможных результатов на основании обновленных входных данных и использованием обучения в прошлом.
[151] Алгоритмы глубокого обучения. В контексте настоящего изобретения алгоритмы глубокого обучения - это алгоритмы, инспирированные структурой и функцией человеческого мозга, называемыми искусственными нейронными сетями (ANN), и, в частности, большими нейронными сетями, содержащими много слоев, которые используются для соотношения данных о дефектах объекта с решениями относительно классификации объекта или для соотношения входных параметров управления технологическим процессом аддитивного производства с желаемыми результатами изготовления. Искусственные нейронные сети будут подробнее рассмотрены ниже.
[152] Экспертные системы на основании дерева решений. В контексте настоящего изобретения экспертные системы представляют собой один пример алгоритмов обучения с учителем, разработанный для решения задач классификации дефектов объекта или задач управления процессом аддитивного производства путем применения ряда правил импликации («если, то»). Экспертные системы обычно содержат две подсистемы: механизм логического вывода и базу знаний. База знаний содержит набор фактов (например, набор данных для обучения, содержащий данные о дефектах объекта для ряда изготовленных деталей и соответствующие данные классификации объекта, предоставленные квалифицированным оператором, техником или контролером) и выведенные правила (например, выведенные правила классификации объекта). Затем механизм логического вывода применяет эти правила к данным для текущей задачи классификации объекта или задачи управления процессом для определения классификации объекта или следующего набора корректировок управления процессом.
[153] Методы опорных векторов (SVM). В контексте настоящего изобретения методы опорных векторов - это алгоритмы обучения с учителем, используемые для классификации и регрессионного анализа данных классификации дефектов объекта или управления процессом аддитивного производства. Учитывая набор примеров обучающих данных (например, данных о дефектах объекта), каждые из которых помечены как относящиеся к той или иной из двух категорий (например, хорошие или плохие, отвечающие или не отвечающие), SVM-алгоритм обучения строит модель, относящую новые примеры (например, данные о дефектах для вновь изготовленного объекта) к той или иной категории.
[154] Автокодировщики. В контексте настоящего изобретения автокодировщик (иногда называемый также автоассоциатором или сеть диаболо) - это искусственная нейронная сеть, используемая для эффективного, неконтролируемого соотношения входных данных, например, данных о дефектах объекта, с выходным значением, например, с классификацией объекта. Автокодировщики часто используются с целью редукции размерности, т.е. процесса уменьшения числа рассматриваемых случайных переменных путем уменьшения набора переменных главных компонент. Редукция размерности может выполняться, например, с целью выбора признаков (т.е. подмножества исходных переменных) или выделения признаков (т.е. преобразования данных в многомерном пространстве в пространство меньшего числа размеров).
[155] Искусственные нейронные сети (ANN). В некоторых случаях алгоритм машинного обучения, используемый для предлагаемых способов автоматизированной классификации дефектов объекта или адаптивного управления технологическим процессом, может содержать искусственную нейронную сеть (ANN), например, алгоритм глубокого машинного обучения. В предлагаемых способах автоматизированной классификация объекта могут, например, использовать искусственную нейронную сеть для соотношения данных о дефектах объекта с данными классификации объекта. В предлагаемых системах управления процессом аддитивного производства могут, например, использовать искусственную нейронную сеть (ANN) для определения оптимального набора или оптимальной последовательности настроек параметров управления технологическим процессом для адаптивного управления процессом аддитивного производства в реальном масштабе времени на основании потока данных контроля за ходом технологического процесса и/или данных классификации дефектов объекта, выданных одним или более датчиками. Искусственная нейронная сеть может представлять собой любой тип модели нейронной сети, например, нейронную сеть прямого распространения, сеть радиальной базисной функции, рекуррентную нейронную сеть или сверточную нейронную сеть и т.п. Согласно некоторым вариантам осуществления предлагаемые способы и системы автоматизированной классификации дефектов объекта и управления процессом аддитивного производства могут использовать архитектуру предварительно обученной ANN. Согласно некоторым вариантам осуществления предлагаемые способы и системы автоматизированной классификации дефектов объекта и управления процессом аддитивного производства могут использовать архитектуру ANN, в которой набор данных для обучения непрерывно обновляется данными классификации объекта в реальном масштабе времени или данными управления процессом нанесения и его контроля в реальном масштабе времени из одной локальной системы, из нескольких локальных систем или из нескольких географически распределенных систем.
[156] В значении, в каком он используется по всему тексту настоящего описания, термин «реальный масштаб времени» относится к частоте, с которой данные датчика (например, данные управления технологическим процессом, данные контроля за ходом технологического процесса и/или данные идентификации и классификации дефектов объекта) получаются, обрабатываются и/или используются алгоритмом машинного обучения, например, искусственной нейронной сетью или алгоритмом глубокого машинного обучения, для обновления прогноза классификации объекта или прогноза оптимальных параметров управления технологическим процессом в ответ на изменения одного или более потоков входных данных датчиков. В целом, частота обновления для параметров классификации объекта или управления технологическим процессом, обеспечиваемая предлагаемыми способами и системами классификации дефектов объекта и управления процессом аддитивного производства, может колебаться от примерно 0,1 Гц до примерно 10000 Гц. Согласно некоторым вариантам осуществления частота обновления может составлять меньшей мере 0,1 Гц, по меньшей мере 1 Гц, по меньшей мере 10 Гц, по меньшей мере 50 Гц, по меньшей мере 100 Гц, по меньшей мере 250 Гц, по меньшей мере 500 Гц, по меньшей мере 750 Гц, по меньшей мере 1000 Гц, по меньшей мере 2000 Гц, по меньшей мере 3000 Гц, по меньшей мере 4000 Гц, по меньшей мере 5000 Гц или по меньшей мере 10000 Гц. Согласно некоторым вариантам осуществления частота обновления может быть не более 10000 Гц, не более 5000 Гц, не более 4000 Гц, не более 3000 Гц, не более 2000 Гц, не более 1000 Гц, не более 750 Гц, не более 500 Гц, не более 250 Гц, не более 100 Гц, не более 50 Гц, не более 10 Гц, не более 1 Гц или не более 0,1 Гц. Специалистам в данной области техники ясно, что частота обновления может иметь любое промежуточное значение в этом диапазоне, например, около 8000 Гц.
[157] Искусственные нейронные сети обычно содержат взаимосвязанную группу узлов, организованных в несколько слоев узлов (см. фиг. 10). Например, архитектура ANN может содержать по меньшей мере один входной слой (уровень), один или более скрытых слоев (уровней) и один выходной слой (уровень). ANN может содержать любое общее число слоев и любое число скрытых слоев, причем скрытые слои функционируют как обучаемые выделители признаков, позволяющие соотносить набор входных данных с предпочтительным выходным значением или набором выходных значений. Каждый слой (уровень) нейронной сети содержит определенное число узлов (или нейронов). Узел принимает входной сигнал, поступающий либо непосредственно из входных данных (например, данных датчика, данных изображений, данных о дефектах объекта и т.д. в случае предлагаемых способов), либо с выхода узлов предыдущих слоев, и выполняет конкретную операцию, например, операцию суммирования. В некоторых случаях соединение от входа до узла ассоциируется с весом (или весовым коэффициентом). В некоторых случаях узел может суммировать произведения всех пар входов xi и их соответствующих весов wi (фиг. 11). В некоторых случаях взвешенная сумма смещается смещением b, как показано на фиг. 11. В некоторых случаях выход нейрона (узла) может стробироваться с использованием пороговой функции или активационной функции ƒ, которая может представлять собой линейную или нелинейную функцию. Активационная функция может представлять собой, например, активационную функцию блока линейной ректификации (ReLU), или иную функцию, такую как насыщающая гиперболическая тангенсная функция, функция тождества, двоичная ступенчатая функция, логистическая функция, арктангенсная функция, функция softsign, функция блока параметрической линейной ректификации, функция экспоненциального линейного блока, функция softPlus, согнутая функция тождества, мягкая экспоненциальная функция, синусоидная функция, функция sine, гауссова функция или сигмоидная функция или их любая комбинация.
[158] Весовые коэффициенты, значения смещения и пороговые значения или иные вычислительные параметры нейронной сети могут «учиться» или «обучаться» в фазе обучения с использованием одного или более наборов обучающих данных. Например, указанные параметры могут обучаться с использованием входных данных из набора данных для обучения и метода градиентного спуска или распространения в обратном направлении так, что выходное значение (значения) (например, набор прогнозируемых корректировок настроек параметров управления технологическим процессом), которое (которые) рассчитывает ANN, согласуется (согласуются) с примерами, включенным в набор данных для обучения. Эти параметры могут получаться из процесса обучения нейронной сети методом распространения в обратном направлении, который может выполняться или не выполняться с использованием тех же аппаратных средств, что и используются для автоматизированной классификации дефектов объекта или адаптивного управления процессом нанесения в реальном масштабе времени.
[159] В предлагаемых способах и системах могут использоваться и другие типы алгоритмов глубокого машинного обучения, например, сверточные нейронные сети (CNN) (например, для обработки данных изображений из систем машинного видения). Сверточные нейронные сети обычно состоят из разных видов слоев: сверточные, пулинговые, увеличивающие и полносвязные (с полносвязными узлами) слои. В некоторых случаях в некоторых из слоев может использоваться активационная функция, такая как активационная функция блока линейной ректификации. В архитектуре CNN для каждого типа выполняемой операции возможны один или более слоев. Архитектура CNN может содержать любое число слоев в совокупности и любое число слоев для разных типов выполняемых операций. Простейшая архитектура сверточной нейронной сети начинается с входного слоя, за которым следует последовательность сверточных и пулинговых слоев, и заканчивается полносвязными слоями. Каждый сверточный слой может содержать несколько параметров, используемых для выполнения сверточных операций. Каждый сверточный слой может также содержать один или более фильтров, которые в свою очередь могут содержать один или более коэффициентов веса или иных корректируемых параметров. В некоторых случаях эти параметры могут включать смещения (т.е. параметры, допускающие смещение активационной функции). В некоторых случаях за сверточными слоями следует слой активационной функции блока линейной ректификации. Могут использоваться и другие активационные функции, например, насыщающая гиперболическая тангенсная функция, функция тождества, двоичная ступенчатая функция, логистическая функция, арктангенсная функция, функция softsign, функция блока параметрической линейной ректификации, функция экспоненциального линейного блока, функция softPlus, согнутая функция тождества, мягкая экспоненциальная функция, синусоидная функция, функция sine, гауссова функция или сигмоидная функция и различные другие. Сверточные, пулинговые и ReLU-слои могут функционировать как обучаемые выделители признаков, а полносвязные слои - как классификатор машинного обучения.
[160] Как и в случае других искусственных нейронных сетей, сверточные и полносвязные слои архитектур CNN обычно содержат различные вычислительные параметры, например, веса, значения смещения и пороговые значения, обучаемые в фазе обучения, как описано выше.
[161] В целом, число узлов, используемых во входном слое искусственной нейронной сети (обеспечивающем ввод данных из некоторых потоков данных датчиков и/или, например, из подвыборки кадра изображения), может колебаться от примерно 10 до примерно 10000. В некоторых случаях число узлов, используемых во входном слое, может составлять по меньшей мере 10, по меньшей мере 50, по меньшей мере 100, по меньшей мере 200, по меньшей мере 300, по меньшей мере 400, по меньшей мере 500, по меньшей мере 600, по меньшей мере 700, по меньшей мере 800, по меньшей мере 900, по меньшей мере 1000, по меньшей мере 2000, по меньшей мере 3000, по меньшей мере 4000, по меньшей мере 5000, по меньшей мере 6000, по меньшей мере 7000, по меньшей мере 8000, по меньшей мере 9000 или по меньшей мере 10000. В некоторых случаях число узлов, используемых во входном слое, может составлять не более 10000, не более 9000, не более 8000, не более 7000, не более 6000, не более 5000, не более 4000, не более 3000, не более 2000, не более 1000, не более 900, не более 800, не более 700, не более 600, не более 500, не более 400, не более 300, не более 200, не более 100, не более 50, или не более 10. Специалистам в данной области техники ясно, что число узлов, используемых во входном слое, может иметь любое промежуточное значение в этом диапазоне, например, примерно 512.
[162] В некоторых случаях общее число слоев, используемых в искусственной нейронной сети (включая входной и выходной слои) может варьировать от примерно 3 до примерно 20. В некоторых случаях общее слоев может быть по меньшей мере 3, по меньшей мере 4, по меньшей мере 5, по меньшей мере 10, по меньшей мере 15 или по меньшей мере 20. В некоторых случаях общее слоев может быть не более 20, не более 15, не более 10, не более 5, не более 4 или не более 3. Специалистам в данной области техники ясно, что общее слоев, используемых в искусственной нейронной сети, может иметь любое промежуточное значение в этом диапазоне, например, 8.
[163] В некоторых случаях общее число обучаемых параметров, например, весовых коэффициентов, смещений или пороговых значений, используемых в искусственной нейронной сети, может варьировать от примерно 1 до примерно 10000. В некоторых случаях общее число обучаемых параметров может составлять по меньшей мере 1, по меньшей мере 10, по меньшей мере 100, по меньшей мере 500, по меньшей мере 1000, по меньшей мере 2000, по меньшей мере 3000, по меньшей мере 4000, по меньшей мере 5000, по меньшей мере 6000, по меньшей мере 7000, по меньшей мере 8000, по меньшей мере 9000 или по меньшей мере 10000. Альтернативно, общее число обучаемых параметров может представлять собой любое число менее 100, любое число между 100 и 10000 или число более 10000. В некоторых случаях общее число обучаемых параметров может составлять не более 10000, не более 9000, не более 8000, не более 7000, не более 6000, не более 5000, не более 4000, не более 3000, не более 2000, не более 1000, не более 500, не более 100 не более 10 или не более 1. Специалистам в данной области техники ясно, что общее число используемых обучаемых параметров может иметь любое промежуточное значение в этом диапазоне, например, примерно 2 200.
Интегрированные и распределенные системы аддитивного производства
[164] Согласно некоторым вариантам осуществления предлагаемые способы адаптивного управления технологическим процессом в реальном масштабе времени могут использоваться для интегрированных систем аддитивного производства и/или сварки (т.е. систем нанесения для изготовления изделий произвольной формы или соединения), находящихся в одном физическом/географическом местоположении. На фиг. 12 представлена схематическая иллюстрация интегрированной системы аддитивного производства, содержащей аппарат для нанесения, одну или более систем машинного видения и/или иных инструментов контроля за ходом технологического процесса, инструментов моделирования процесса, инструментов контроля после изготовления и один или более процессоров для выполнения алгоритма машинного обучения, использующего данные инструментов моделирования процесса, машинного видения и/или инструментов контроля за ходом технологического процесса (включая инструменты контроля за ходом технологического процесса и/или классификации дефектов), инструментов контроля после изготовления или их любой комбинации, для обеспечения адаптивного управления процессом нанесения в реальном масштабе времени, если компоненты системы находятся в одном физическом/географическом местоположении. Согласно этим вариантам осуществления процессор может устанавливать связь с отдельными компонентами системы с помощью прямых проводных соединений и/или по каналам связи ближнего действия, таким как BLUETOOTH или WI-FI. Согласно некоторым вариантам осуществления два или более компонентов системы могут находиться в корпусе (показанном пунктирной линией), что обеспечивает более жесткий контроль параметров окружающей среды при изготовлении, таких как температура, давление, состав атмосферы и т.д.
[165] На фиг. 13 представлена схематическая иллюстрацию распределенной системы нанесения для изготовления изделий произвольной формы, например, системы аддитивного производства, содержащей один или более аппаратов для нанесения, инструментов моделирования процесса, систем машинного видения и/или иных инструментов контроля за ходом технологического процесса, инструментов контроля в ходе процесса, инструментов контроля после построения и один или более процессоров для выполнения алгоритма машинного обучения, использующего данные машинного видения и/или инструментов контроля за ходом технологического процесса, инструментов моделирования процесса, инструментов контроля после построения или их любой комбинации, для обеспечения адаптивного управления процессом нанесения в реальном масштабе времени, если разные компоненты или модули системы могут физически находиться в разных рабочих зонах и/или на разных рабочих местах (т.е. в разных физических/географических местоположениях) и могут связываться через локальную вычислительную сеть (LAN), интранет, экстранет или интернет, и при этом разные модули могут совместно использовать технологические данные (например, обучающие данные, данные моделирования процесса, данные управления процессом и данные контроля после изготовления) и управляющие команды процесса и обмениваться ими. Согласно некоторым вариантам осуществления некоторые из находящихся в одном месте компонентов системы (например, аппарат для нанесения и инструмент контроля за ходом технологического процесса) могут находиться в локальном корпусе (не показанном), что обеспечивает более жесткий контроль параметров окружающей среды при изготовлении, таких как температура, давление, состав атмосферы и т.д.
[166] Для распределенных систем совместное использование данных одним или более аппаратами для нанесения, одним или более датчиками контроля за ходом технологического процесса, системами машинного видения и/или инструментами контроля в ходе процесса может обеспечиваться путем использования алгоритма сжатия данных, алгоритма выделения признаков данных или алгоритма редукции размерности данных. На фиг. 14 представлен один не ограничивающий объем изобретения пример подхода к выделению признаков изображения и сжатию данных на основании ANN без учителя, которым данные изображений удобно сжимаются, передаются и восстанавливаются в другом физическом/географическом местоположении, чем то, в котором они были получены.
Процессоры и компьютерные системы
[167] Для выполнения алгоритмов машинного обучения, способов автоматизированной классификации дефектов объекта и способов управления процессами аддитивного производства, предлагаемых в настоящей заявке, могут использоваться один или более процессоров. Указанные один или более процессоров могут представлять собой аппаратный процессор, такой как центральный процессов (ЦП), графический процессор (ГП), процессор общего назначения или вычислительную платформу. Указанные один или более процессоров могут состоять из любого из целого ряда соответствующих интегральных схем, микропроцессоров, логических устройств и т.п. Хотя настоящее изобретение описывается со ссылками на процессор, применимыми могут быть и другие типы интегральных схем и логических устройств. Процессор может иметь любые подходящие возможности операций над данными. Например, процессор может выполнять операции над 512-битными, 256-битными, 128-битными, 64-битными, 32-битными или 16-битными данными. Один или более процессоров могут представлять собой одноядерные или многоядерные процессоры или более процессоров, конфигурированных для параллельной обработки.
[168] Один или более процессоров, или аппарат для нанесения автоматизированного аддитивного производства и сама система управления могут быть частью более крупной компьютерной системы и/или с помощью связного интерфейса могут быть функционально связаны с сетью вычислительных машин (далее «сеть») для обеспечения передачи данных и результатов прогнозирования и обмена ими. Сеть может представлять собой локальную вычислительную сеть, интранет и/или экстранет, интранет и/или экстранет в связи с сетью интернет или сеть интернет. В некоторых случаях сеть представляет собой телекоммуникационную сеть и/или сеть передачи данных. Сеть может содержать один или более компьютерных серверов, позволяющих в некоторых случаях осуществлять распределенные вычисления, такие как облачные вычисления. В некоторых случаях сеть с помощью компьютерной системы может реализовывать одноранговую сеть, которая может позволять устройствам, связанным с компьютерной системой, действовать как клиент или сервер.
[169] Компьютерная система может также содержать запоминающее устройство или ячейки памяти (например, оперативное запоминающее устройство, постоянное запоминающее устройство, флэш-память), электронные устройства хранения данных (например, жесткие диски), связные интерфейсы (например, сетевые адаптеры) для связи с одной или более другими системами и периферийные устройства, такие как кэш, другое запоминающее устройство, хранилище данных и/или адаптеры электронных дисплеев. Запоминающее устройство, устройства хранения, интерфейсы и периферийные устройства могут иметь связь с одним или более процессорами, например, с центральным процессором (ЦП), с использованием шины связи, например, такой, какая встречается на материнской плате. Устройство (устройства) хранения могут представлять собой устройство (устройства) хранения данных (или репозитории данных) для хранения данных.
[170] Один или более процессоров, например, ЦП, выполняют последовательность машиночитаемых команд, содержащихся в программе (или программном обеспечении). Указанные команды хранятся в ячейке запоминающего устройства. Команды направляются центральному процессору, и эти команды затем программируют или иным образом конфигурируют ЦП для выполнения предлагаемых способов. Примеры операций, выполняемых центральным процессором, включают выборку, декодирование, выполнение и обратную запись. ЦП может быть частью схемы, такой как интегральная схема. В указанную схему могут быть включены один или более других компонентов системы. В некоторых случаях схема представляет собой заказную интегральную микросхему.
[171] Устройство хранения хранит файлы, такие как драйверы, библиотеки и сохраненные программы. Устройство хранения хранит пользовательские данные, например, указанные пользователем предпочтения и указанные пользователем программы. Компьютерная система в некоторых случаях может содержать одно или более дополнительных устройств хранения данных, внешних для компьютерной системы, таких как устройства, находящиеся в удаленном сервере, связанном с компьютерной системой через интранет или интернет.
[172] Некоторые аспекты способов и систем, предлагаемых в настоящей заявке, такие как предлагаемые алгоритмы классификации дефектов объекта или управления процессом аддитивного производства, реализуются посредством выполняемого машиной (например, процессором) кода, хранящегося в ячейке памяти компьютерной системы, например, в запоминающем устройстве или электронном устройстве хранения. Выполняемый машиной или читаемый машиной код предусматривается в виде программного обеспечения. При использовании код выполняется одним или более процессорами. В некоторых случаях код извлекается из устройства хранения и запоминается в запоминающем устройстве для свободного доступа одним или более процессорами. В некоторых случаях электронное устройство хранения исключено, а выполняемые машиной команды хранятся в запоминающем устройстве. Код может предварительно компилироваться и конфигурироваться для использования с машиной, имеющей один или более процессоров, предназначенных для выполнения этого кода, или может компилироваться при прогоне. Код может предоставляться на языке программирования, выбранном с таким расчетом, чтобы код можно было выполнять с предварительной компиляцией или компиляцией «как есть».
[173] Различные аспекты технологии могут рассматриваться как «продукты» или «изделия» обычно в виде выполняемого машиной (или процессором) кода и/или связанных данных, хранящихся на каком-либо типе машиночитаемого носителя. Выполняемый машиной код может храниться в оптическом устройстве хранения, представляющим собой оптически читаемый носитель, такой как оптический диск, диск CD-ROM, диск DVD или диск Blu-Ray. Выполняемый машиной код может храниться в электронном устройстве хранения, таком как запоминающее устройство (например, постоянное запоминающее устройство, оперативное запоминающее устройство, флэш-память) или на жестком диске. Среды для хранения включают любое или все из материальных запоминающих устройств компьютеров, процессоров и т.п.или их связанных модулей, таких как различные полупроводниковые микросхемы памяти, оптические накопители, ленточные накопители, дисководы и т.п., которые могут в любое время обеспечивать энергонезависимое хранение для программного обеспечения, кодирующего способы и алгоритмы, предлагаемые в настоящей заявке.
[174] Весь программный код или его часть могут иногда передаваться через интернет или различные другие телекоммуникационные сети. Возможность такой связи позволяет, например, загружать программное обеспечение из одного компьютера или процессора в другой, например, из сервера управления или главного компьютер на компьютерную платформу сервера приложений. Таким образом, другие типы сред, используемых для передачи команд, закодированных программным обеспечением, включают оптические, электрические и электромагнитные волны, такие как используемые через физические интерфейсы между локальными устройствами, по проводным и оптическим наземным сетям связи и по различным каналам связи с передачей через атмосферу. Физические элементы, переносящие эти волны, такие как проводные или беспроводные, оптические линии связи и т.п., также считаются средами, передающими команды, закодированные программным обеспечением, для выполнения способов, предлагаемых в настоящей заявке. В значении, в каком они используются в настоящем описании, если не ограничиваются энергонезависимыми, материальными носителями для «хранения», термины, такие как «машиночитаемый носитель», означают любой носитель, участвующий в выдаче команд процессору для выполнения.
[175] Компьютерная система обычно содержит (или может быть связанной с ним) электронный дисплей, предназначенный для отображения, например, изображений, захваченных системой машинного видения. Кроме того, дисплей обычно может действовать в качестве пользовательского интерфейса. Примеры пользовательских интерфейсов включают, но без ограничения, графические пользовательские интерфейсы, пользовательские интерфейсы на основе веб-технологии и т.п.
Применения
[176] Предлагаемые способы и системы автоматизированной классификации дефектов объекта и адаптивного, в реальном масштабе времени управления технологическим процессом нанесения для изготовления изделий произвольных форм или соединения (включая аддитивное производство и сварку) могут использоваться в любом из целого ряда промышленных применений, включая, но без ограничения, изготовление деталей и узлов в автомобильной, аэрокосмической промышленности, в производстве медицинского оборудования и бытовой электроники и т.д. Например, примеры крупномасштабных применений для процессов сварки включают использование в автомобильной промышленности для сварки кузовов автомобилей, а также использование в нефтегазовой промышленности для строительства скважин и нефтеперерабатывающих заводов и в судостроении.
Примеры
[177] Эти примеры приведены исключительно в целях иллюстрации и не предназначены ограничивать объем прилагаемой формулы изобретения.
Пример 1 возможного использования. Автоматизированная классификация дефектов объекта
[178] Основанные на алгоритме машинного обучения способы и системы автоматизированной классификации дефектов объекта, предлагаемые в настоящей заявке, являются основным компонентом, позволяющим реализовать адаптивное управление процессом аддитивного производства (или сварки) в реальном масштабе времени. Эти способы предусматривают использование алгоритма машинного обучения для анализа данных контроля в ходе процесса или после изготовления с целью выявления дефектов объекта и их классификации в соответствии с определенным набором критериев качества изготовления, и согласно некоторым вариантам осуществления дополнительно обеспечивают входные данные для адаптивного управления технологическим процессом в реальном масштабе времени.
[179] На фиг. 15 представлена схематическая иллюстрация ожидаемого результата процесса неконтролируемого машинного обучения для классификации дефектов объекта. Один или более автоматизированных инструментов контроля, например, системы машинного видения, увязанные с алгоритмами автоматизированной обработки изображений, используются для контроля и измерения размеров признаков, углов, чистоты обработки поверхности и/или других свойств изготовленных деталей как в ходе процесса, так и после построения. Дефекты могут устанавливаться, например, путем удаления шумов из данных контроля и вычитания эталонного набора данных (например, контрольного изображения бездефектной детали в случае, если для контроля используются инструменты машинного видения), и классифицироваться с использованием алгоритма неконтролируемого машинного обучения, такого как кластерный анализ или искусственная нейронная сеть, для классификации отдельных объектов как отвечающие или не отвечающие определенному набору критериев принятия решения (например, границе решения) в признаковом пространстве, в котором контролируются дефекты. Отслеживание параметров управления технологическим процессом и данных контроля за ходом технологического процесса, использовавшихся для изготовления набора объектов (включая как отвечающих, так и не отвечающих критерию принятия решения), дает обучающие данные для алгоритма машинного обучения, используемого для осуществления управления процессом изготовления.
Пример 2 возможного использования. Адаптивное управление процессом аддитивного производства в реальном масштабе времени
[180] На фиг. 10 представлен один не ограничивающий объем изобретения пример архитектуры искусственной нейронной сети (ANN), используемой для адаптивного управления в реальном масштабе времени технологическим процессом аддитивного производства (или сварки). На фиг. 10 входной слой содержит один или более потоков в реальном масштабе времени технологических данных и/или данных о свойствах объекта, указывающих на текущее состояние технологического процесса изготовления и/или изготавливаемой детали. Примеры подходящих потоков входных данных включают, но без ограничения, данные моделирования процесса (например, данные FEA-моделирования), данные управления технологическим процессом или его характеризации, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию, а также перечень параметров управления технологическим процессом, которые могут корректироваться для осуществления действий следующей стадии для достижения целевого (или будущего) состояния изготовления. Эти данные подаются в ANN, которая во многих случаях ранее обучена с использованием одного или более наборов данных для обучения, содержащих данные моделирования процесса, данные управления технологическим процессом или его характеризации, данные контроля в процессе изготовления, данные контроля после изготовления или их любую комбинацию по результатам прошлых изготовлений таких же или других типов деталей. Скрытые или промежуточные слои ANN действуют как обученные выделители признаков, а выходной слой в примере на фиг. 10 определяет прогнозируемое будущее состояние построения. Как уже отмечалось, модель ANN обучена прогнозировать будущее состояние построения, исходя из текущего состояния построения и набора действий. После того как модель ANN разработана (т.е. модель может соотносить текущее состояние и технологические параметры с будущим состоянием), ее использование можно расширить на определение корректировок набора параметров управления технологическим процессом для следующих N состояний. Модель ANN - это первая стадия в создании функции «действие-ценность», а определение следующей последовательности действий для данной стадии построения (как показано на фиг. 8) - это вторая стадия в разработке адаптивного управления технологическим процессом в реальном масштабе времени.
[181] Согласно некоторым вариантам осуществления модель нейронной сети может использоваться непосредственно для определения корректировок параметров управления технологическим процессом. Для этого обычно потребуется более трудный процесс «обучения». Вначале машине разрешают выполнить случайный выбор из диапазона значений для каждого входного параметра или действия управления технологическим процессом. Если последовательность корректировок параметров управления технологическим процессом или действий приводит к изъяну или дефекту, ее отмечают как ведущую к нежелательному (или отрицательному) результату. Повторение процесса с использованием разных наборов случайно выбранных значений для каждого параметра управления технологическим процессом или действия приводит к подкреплению этих последовательностей, что приводит к желаемым (или положительным) результатам. В конечном итоге модель нейронной сети «усваивает», какие корректировки набора или последовательности параметров управления технологическим процессом нанесения или действий необходимо выполнять для достижения целевого результата, т.е. бездефектной напечатанной детали.
Пример 3. Выделение признаков изображения после процесса и корреляция с действиями во время построения
[182] На фиг. 16А-С представлен пример выделения признаков изображения в ходе процесса и после процесса и корреляции признаков детали с действиями во время построения. На фиг. 16А представлено изображение детали после завершения процесса построения. На фиг. 16В представлен пример результата контроля после построения (в этом случае скан детали, полученный с помощью компьютерной томографии (КТ)). На фиг. 16С представлено изображение, полученное с использованием алгоритма выделения признаков для обработки скана КТ, показанного на фиг. 16В. Согласно некоторым вариантам осуществления автоматизированное выделение признаков позволяет коррелировать признаки детали с действиями во время построения. Во время построения (например, при печати) в дополнение к построению модели машинного обучения, коррелирующей параметры управления технологическим процессом (например, мощность лазера, скорость подачи, скорость перемещения и т.д.) и результат процесса нанесения (например, форму зону плавления, дефекты в зоне плавления и т.д.), можно также соотносить параметры управления технологическим процессом и конкретное место в детали. Это позволяет затем индексировать данные контроля на детали после изготовления и коррелировать результаты контроля после построения с параметрами управления технологическим процессом, относящимся к интересуемой области, тем самым расширяя модель машинного обучения для включения данных контроля после изготовления.
[183] В настоящем документе показаны и описаны предпочтительные варианты осуществления настоящего изобретения, однако специалистам в данной области техники будет очевидно, что эти варианты осуществления приведены лишь для примера. Специалистам в данной области техники будут очевидны многочисленные модификации, изменения и замены в пределах сущности и объема изобретения. Следует понимать, что при практическом осуществлении изобретения различные альтернативы вариантам осуществления изобретения, описанным в настоящем документе, могут использоваться в любой комбинации. Предполагается, что объем изобретения определяется последующей формулой изобретения, и что способы и структуры в пределах этой формулы изобретения или ее эквивалентов охватываются ими.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛИРУЮЩАЯ СИСТЕМА ДЛЯ КОНТРОЛЯ ТЕПЛОВОЙ ОБРАБОТКИ | 2013 |
|
RU2653733C2 |
| УНИВЕРСАЛЬНЫЙ ИНВЕРТИРОВАННЫЙ РЕАКТОР И СПОСОБ ДЛЯ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ УНИВЕРСАЛЬНОГО ИНВЕРТИРОВАННОГО РЕАКТОРА | 2019 |
|
RU2835393C2 |
| УНИВЕРСАЛЬНЫЙ ИНВЕРТИРОВАННЫЙ РЕАКТОР И СПОСОБ ДЛЯ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ УНИВЕРСАЛЬНОГО ИНВЕРТИРОВАННОГО РЕАКТОРА | 2019 |
|
RU2760231C1 |
| СИСТЕМА, СПОСОБ И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ ДЛЯ ОПТИМИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА | 2021 |
|
RU2833336C1 |
| ПРЕДВАРИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ОПТОВОЛОКОННОГО КАБЕЛЯ НА ОСНОВЕ МАШИННОГО ОБУЧЕНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2798082C1 |
| СПОСОБ И СИСТЕМА КОНЕЧНОГО АВТОМАТА ДЛЯ РАСПОЗНАВАНИЯ РАБОЧЕГО СОСТОЯНИЯ СЕНСОРА | 2018 |
|
RU2744908C1 |
| Система и способ формирования команд управления на основании биоэлектрических данных оператора | 2018 |
|
RU2738197C2 |
| СЕТЬ ИНТЕЛЛЕКТУАЛЬНЫХ МАШИН | 2014 |
|
RU2669527C2 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ КОМПЛЕКСА БОРТОВОГО ОБОРУДОВАНИЯ ВОЗДУШНЫХ СУДОВ НА ОСНОВЕ МАШИННОГО ОБУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816667C1 |
| СПОСОБ ОЦЕНКИ ГЛУБИНЫ СЦЕНЫ ПО ИЗОБРАЖЕНИЮ И ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2761768C1 |
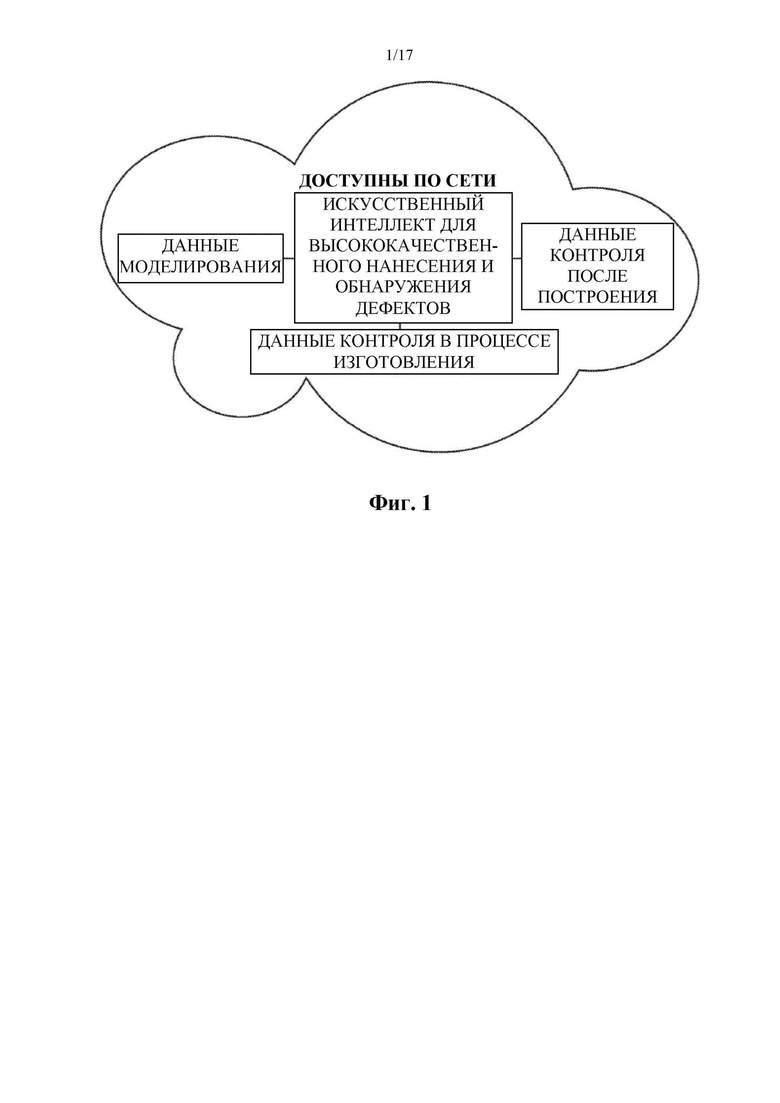
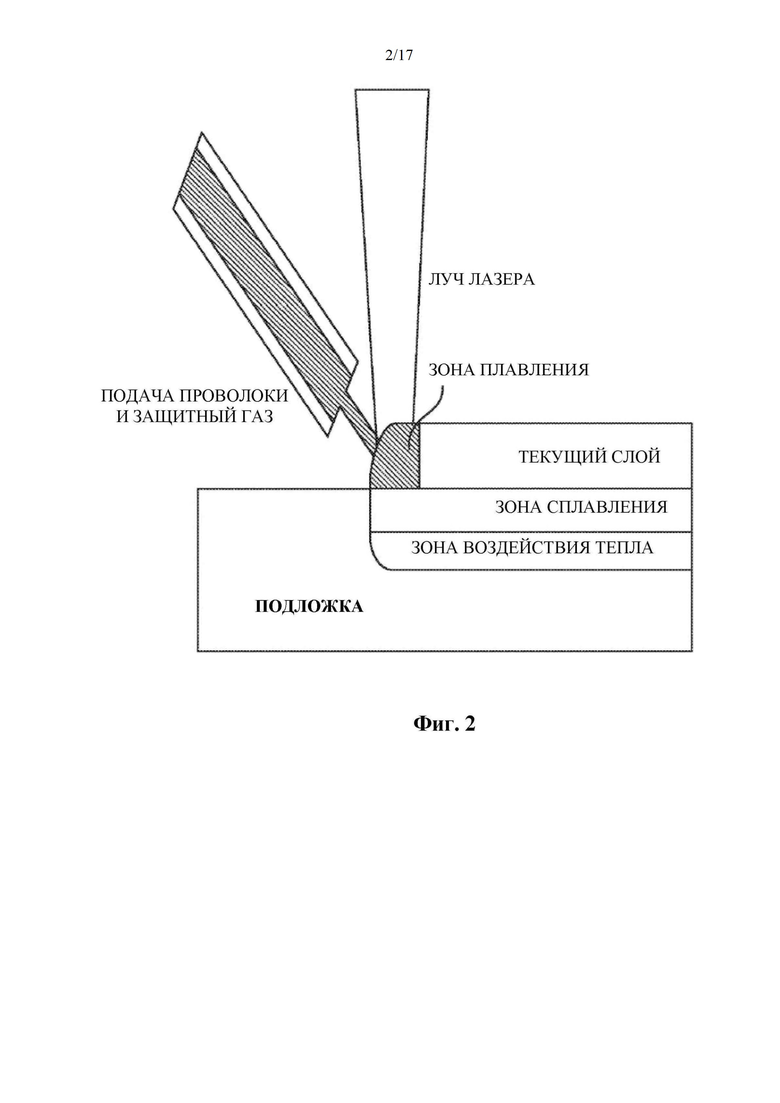
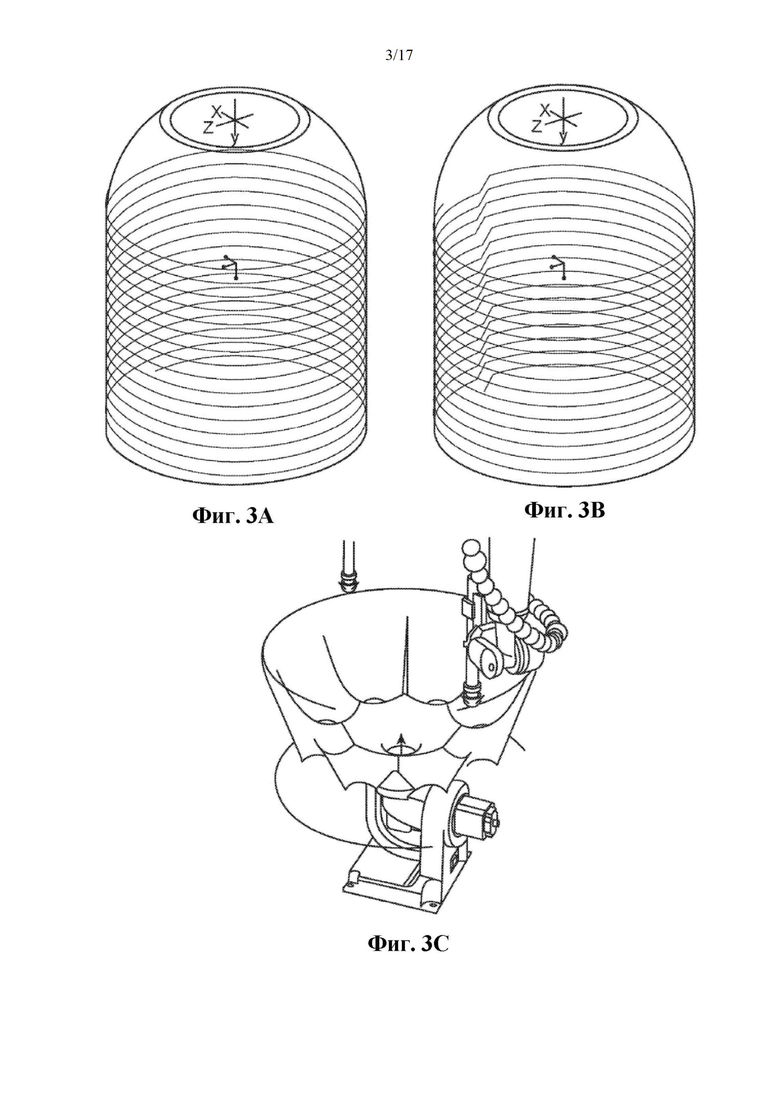
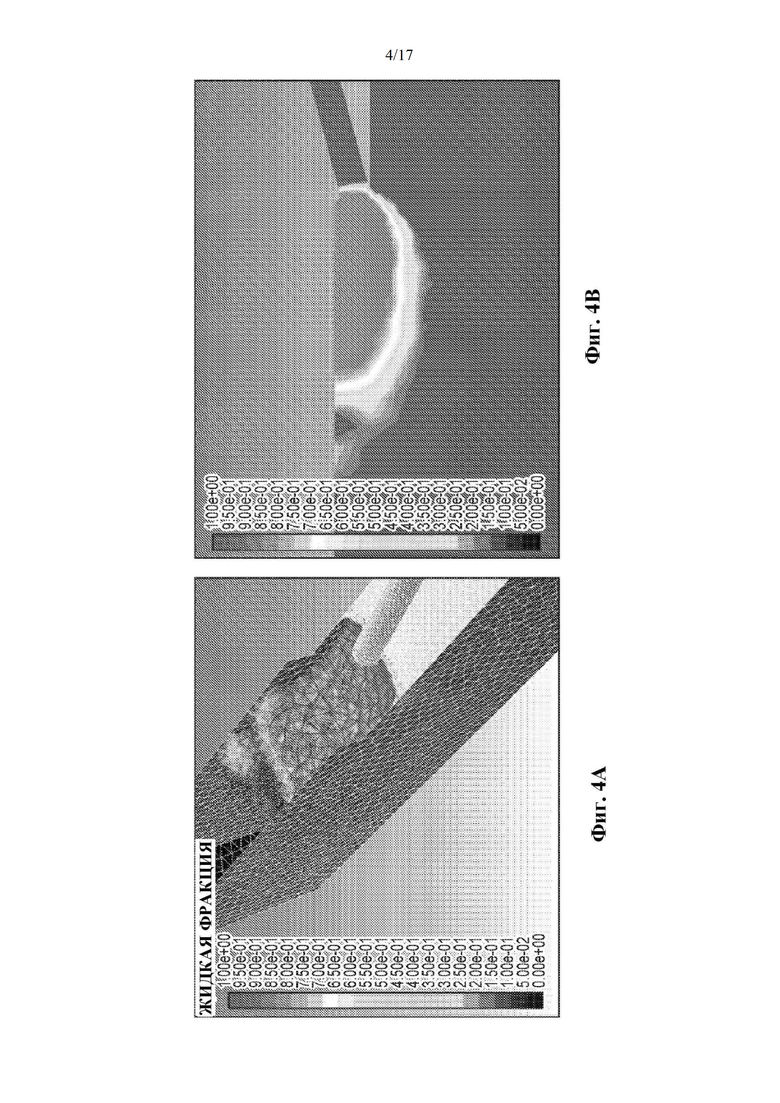
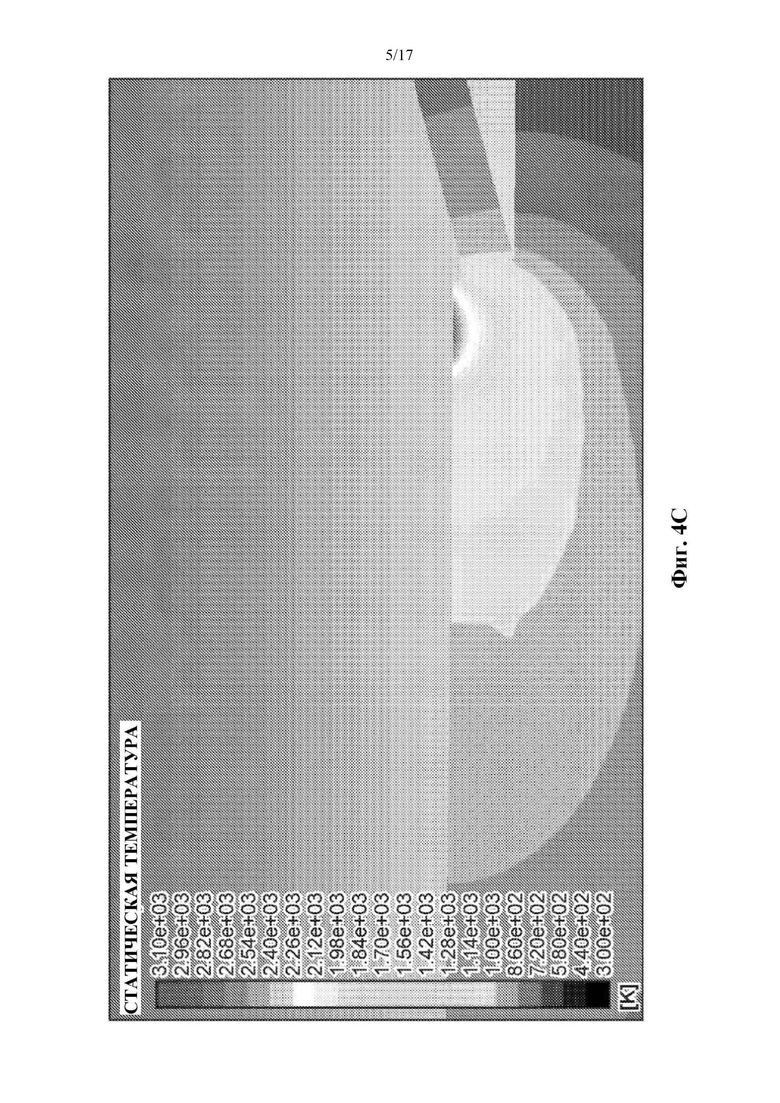
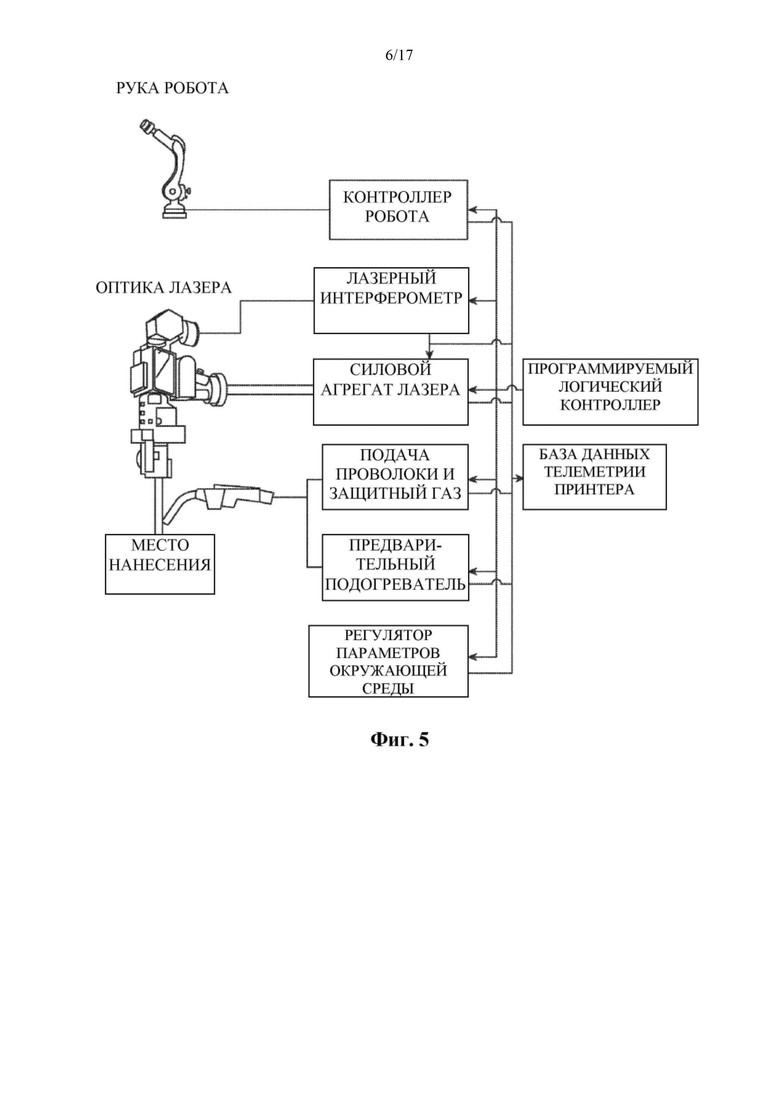
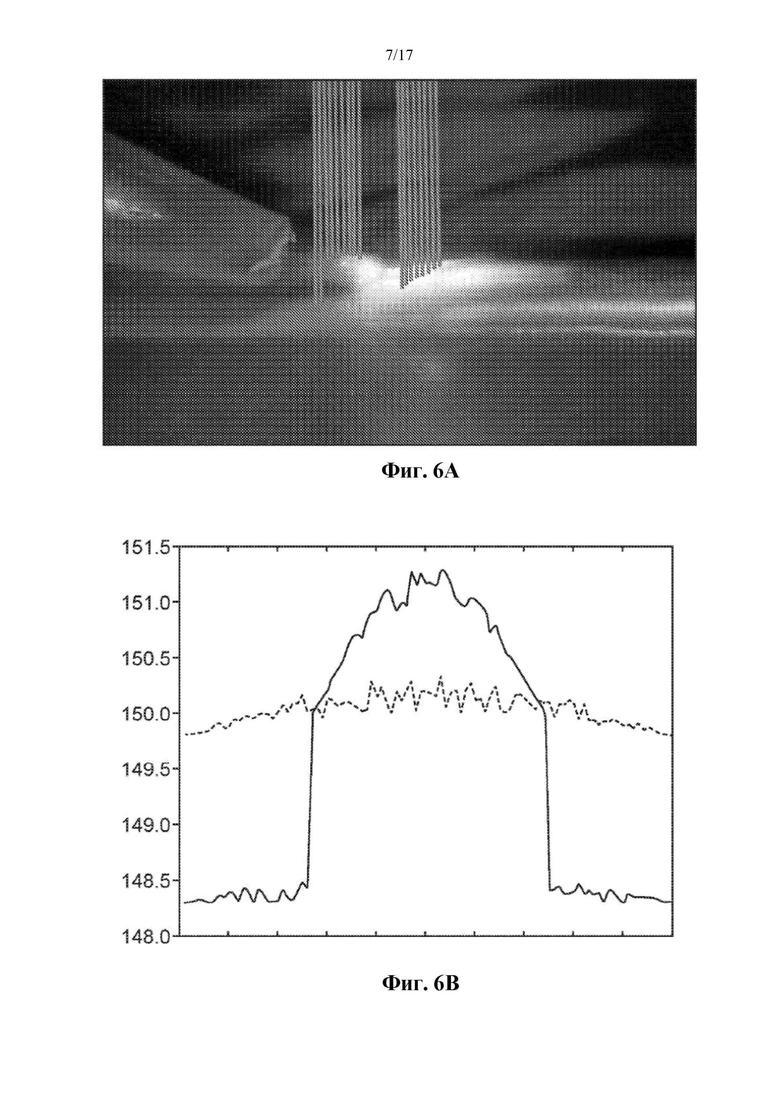
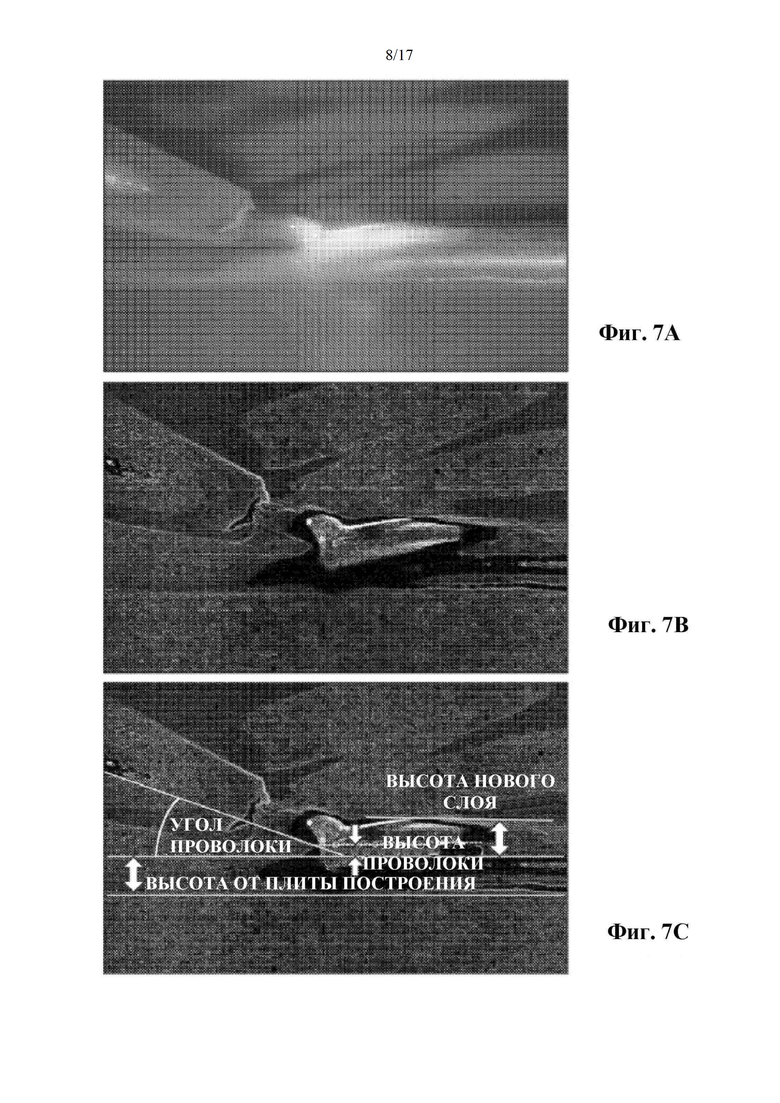
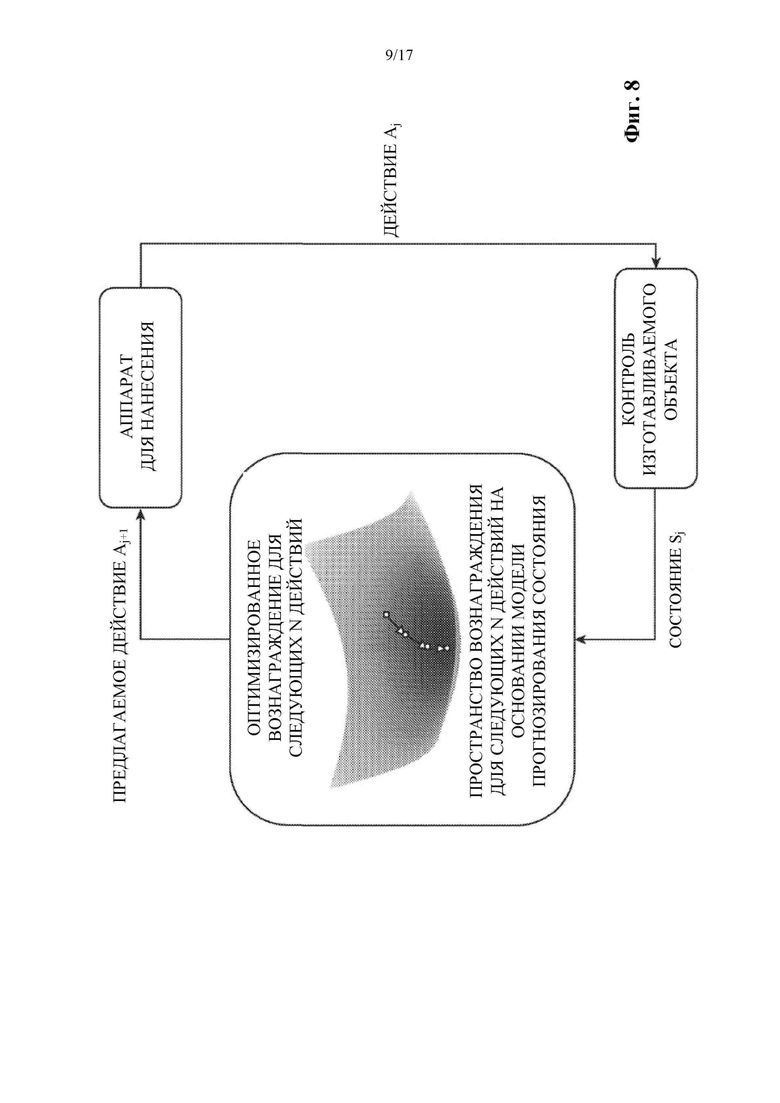
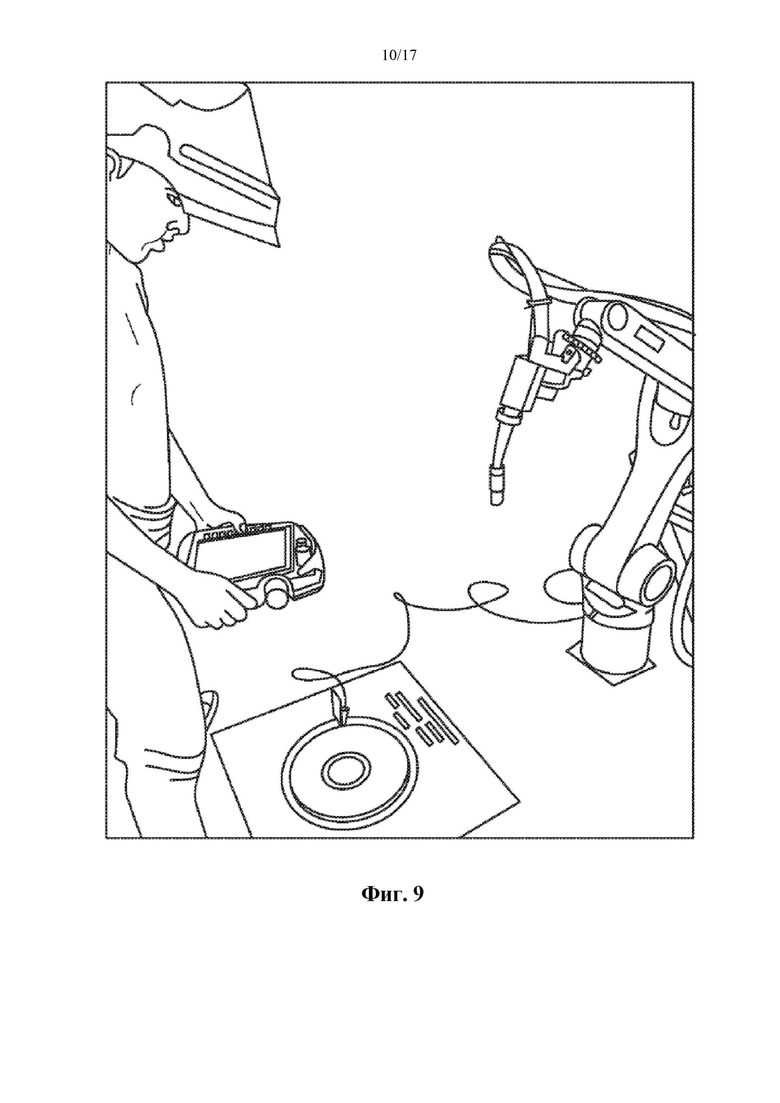
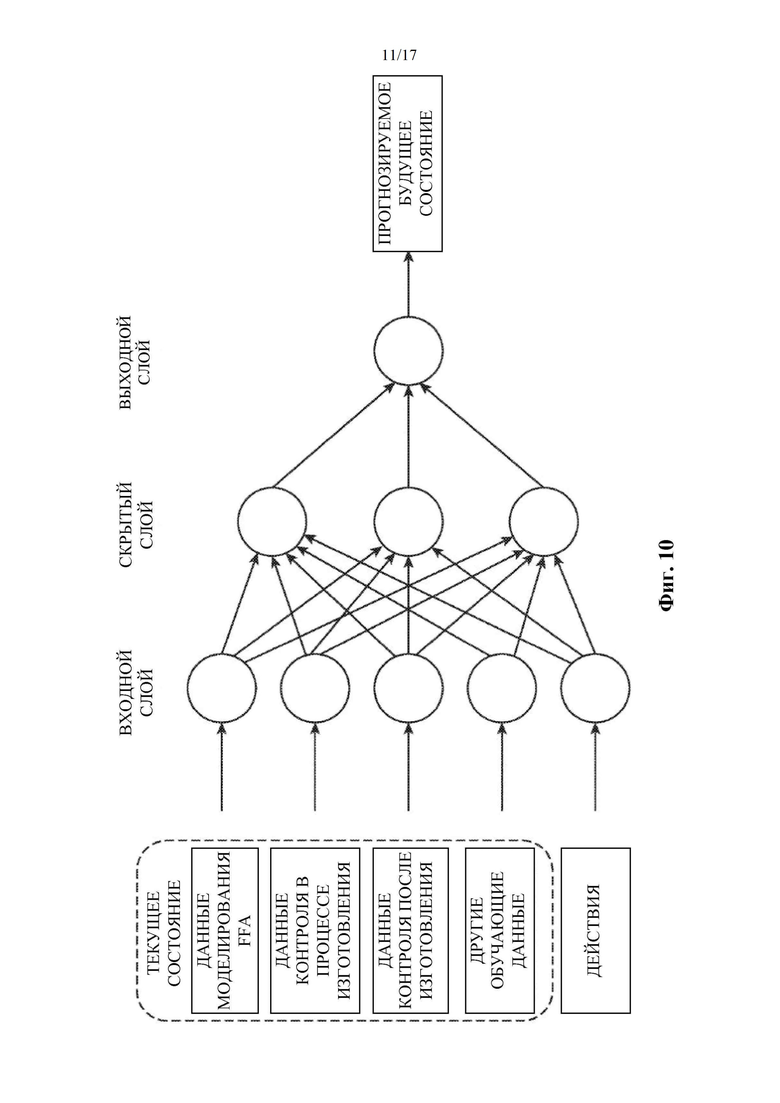
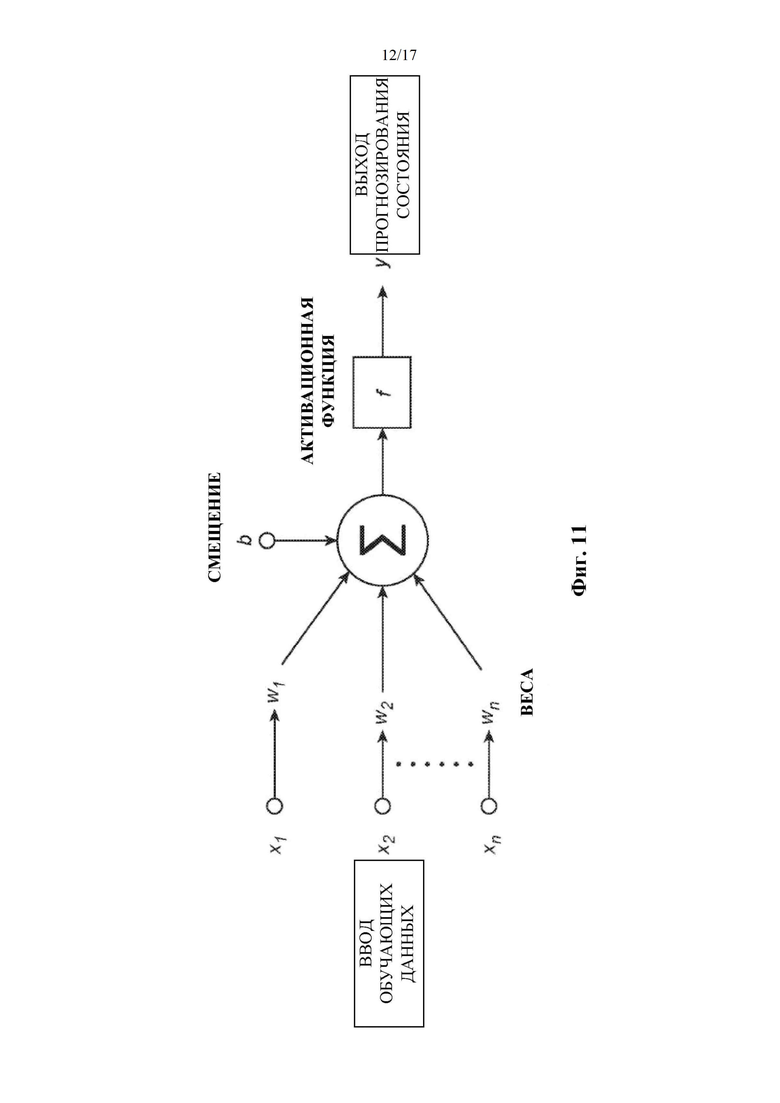
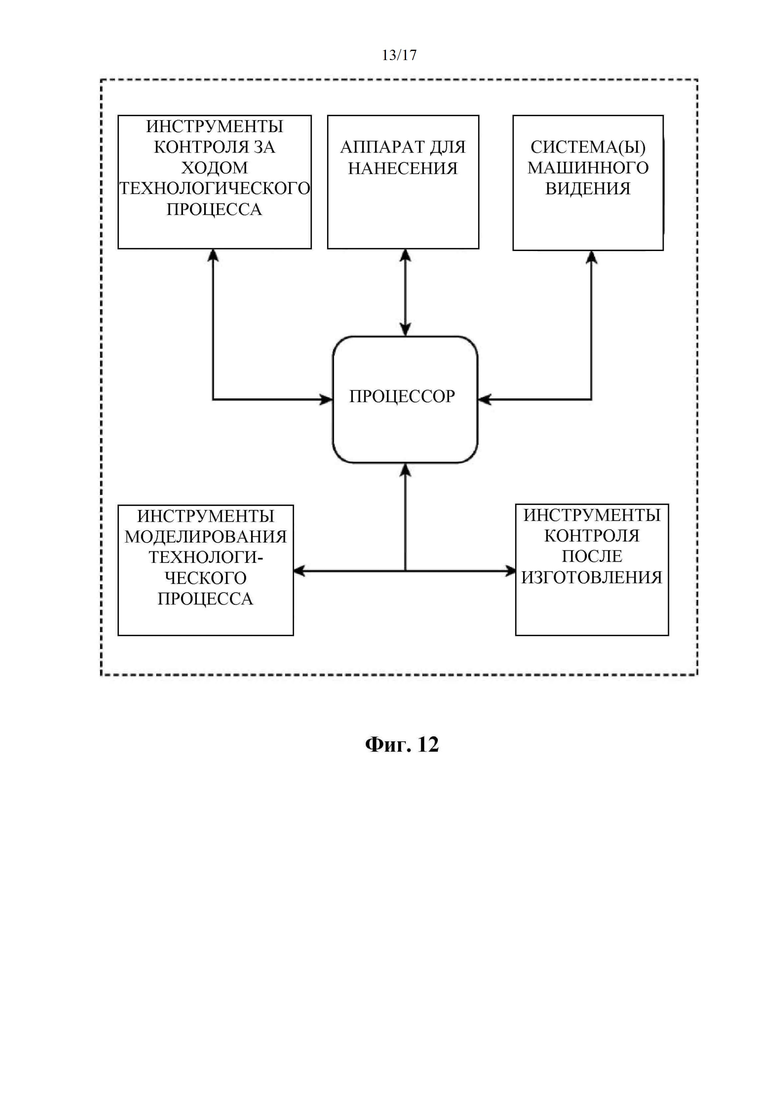
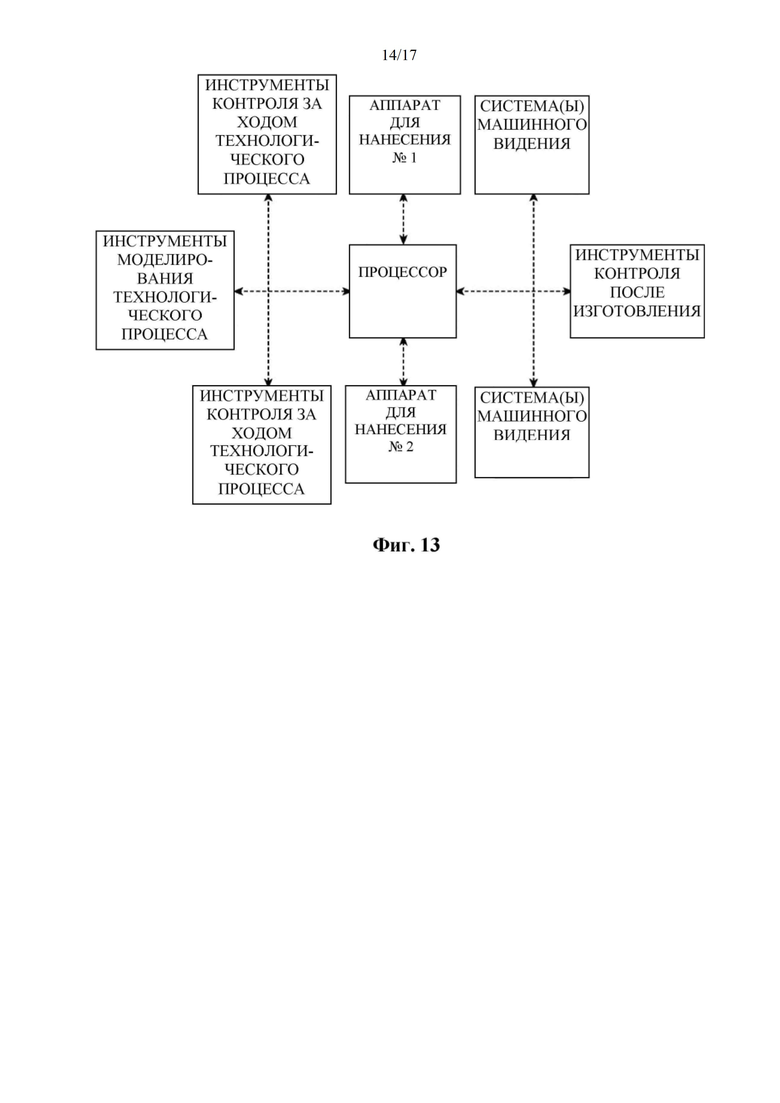
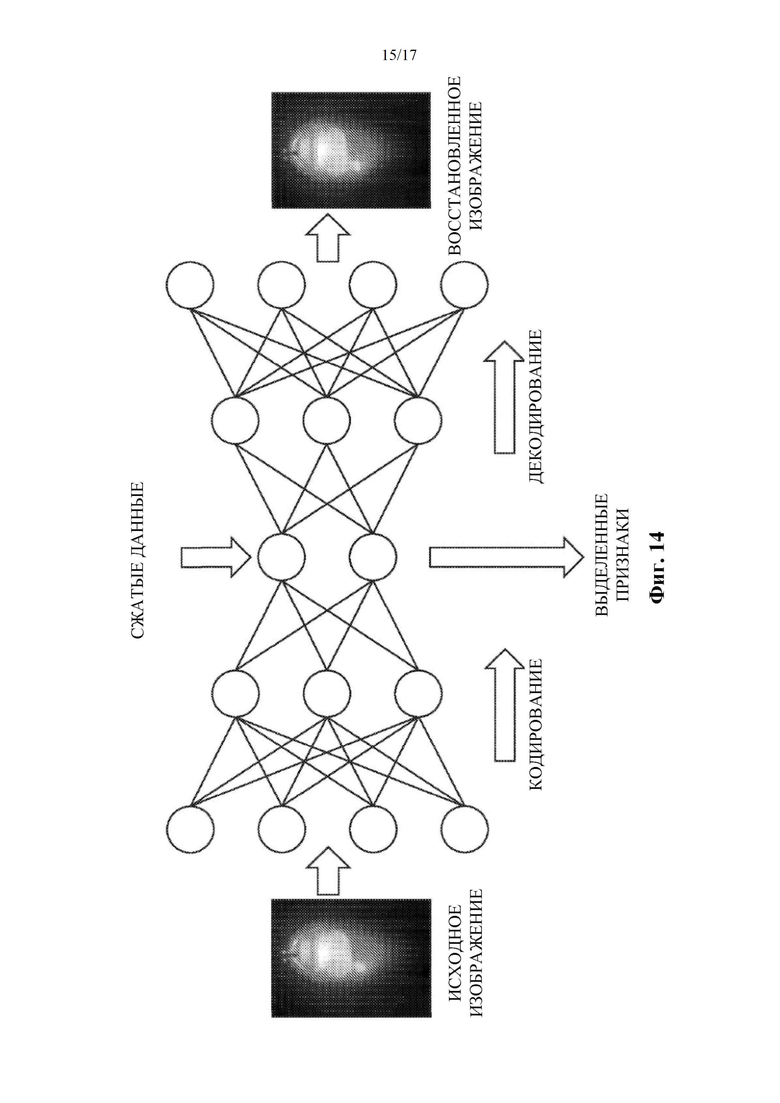
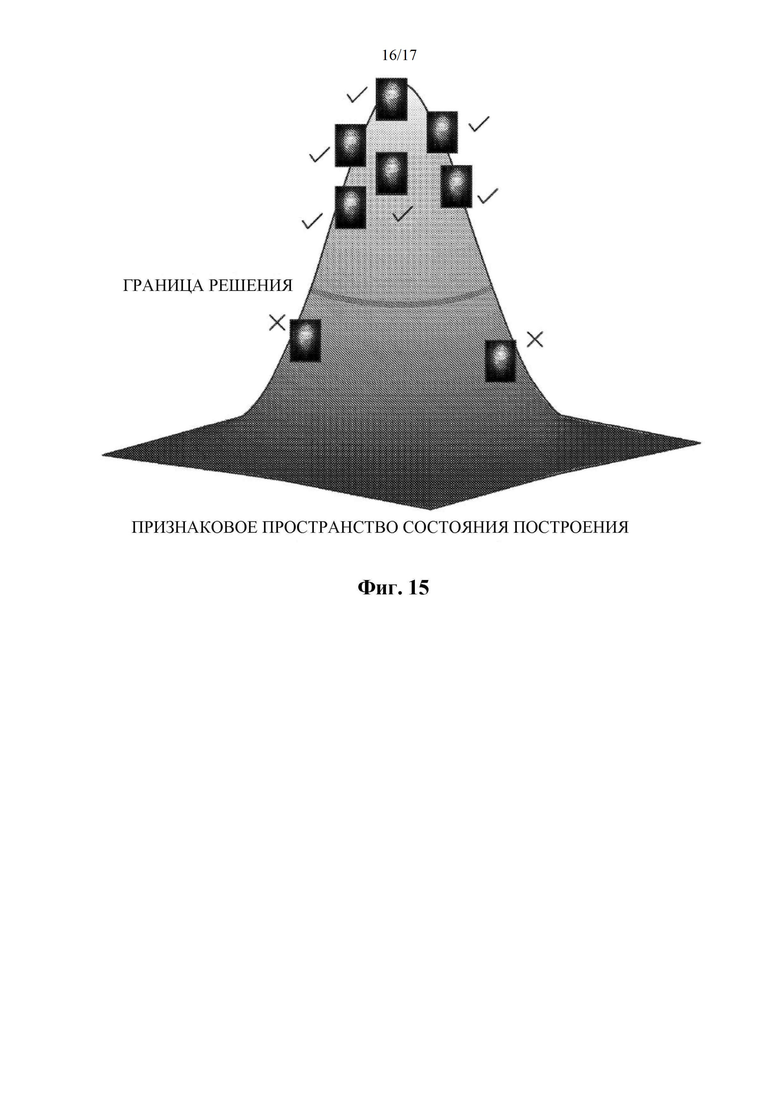
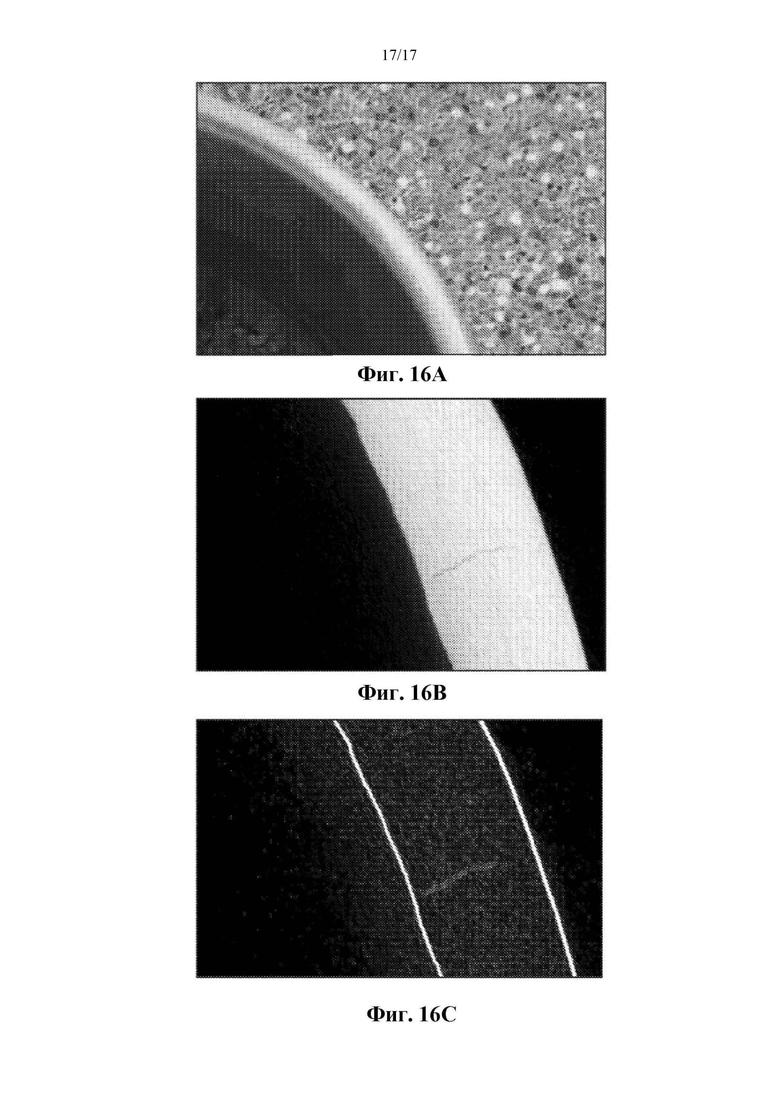
Изобретение относится к способу и системе управления процессом нанесения для изготовления изделий произвольной формы после проектирования или процессом соединения после проектирования. Технический результат заключается в управлении изготовлением изделия. Способ включает предоставление входной проектной геометрии для объекта, набора данных для обучения, датчиков, которые выдают данные в реальном масштабе времени для свойств объекта, когда объект физически изготавливается, и предоставление процессора, запрограммированного для прогнозирования оптимального набора параметров управления технологическим процессом для инициации процесса нанесения для изготовления изделий произвольной формы или процесса соединения, который получают с использованием алгоритма машинного обучения, удаления шумов из данных о свойствах объекта, выданных датчиками, до включения их в алгоритм машинного обучения, предоставления в масштабе реального времени классификации обнаруженных дефектов объекта и предоставления команд для осуществления процесса нанесения для изготовления изделий произвольной формы после проектирования или процесса соединения после проектирования, чтобы изготовить объект. 2 н. и 17 з.п. ф-лы, 25 ил.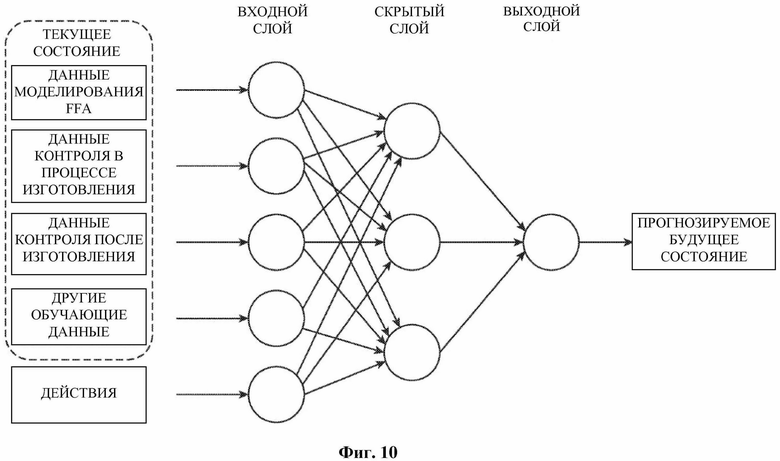
1. Способ адаптивного управления в реальном масштабе времени процессом нанесения для изготовления изделий произвольной формы после проектирования или процессом соединения после проектирования, причем указанный способ включает:
a) предоставление входной проектной геометрии для объекта;
b) предоставление набора данных для обучения, причем набор данных для обучения содержит:
(i) прошлые данные моделирования процесса, прошлые данные характеризации процесса, прошлые данные физического контроля в процессе изготовления или прошлые данные физического контроля после изготовления для множества объектов, которые включают по меньшей мере один объект, который отличается от объекта, который должен быть физически изготовлен, предоставленного на стадии (а); и
(ii) данные для обучения, генерируемые посредством повторяющегося процесса случайного выбора значений для каждого одного или более входных параметров управления технологическим процессом и оценки корректировок входных параметров управления технологическим процессом как ведущих либо к нежелательным, либо желательным результатам, причем результаты основаны соответственно на присутствии или отсутствии дефектов, обнаруженных в изготовленном объекте, которые возникают в результате корректировок параметров управления технологическим процессом;
с) предоставление одного или более датчиков, причем указанные один или более датчиков выдают данные в реальном масштабе времени для одного или более свойств объекта, когда объект физически изготавливается; и
d) предоставление процессора, запрограммированного для
(i) прогнозирования оптимального набора из одного или более параметров управления технологическим процессом для инициации процесса нанесения для изготовления изделий произвольной формы или процесса соединения, причем прогнозируемый оптимальный набор из одного или более параметров управления технологическим процессом получают с использованием алгоритма машинного обучения, обученного с использованием набора данных для обучения стадии (b);
(ii) удаления шумов из данных о свойствах объекта, выданных одним или более датчиками, до включения их в алгоритм машинного обучения, причем шумы удаляют с использованием алгоритма усреднения сигнала, алгоритма фильтра Калмана, алгоритма нелинейного фильтра, алгоритма минимизации полной вариации или их любой комбинации;
(iii) предоставления в масштабе реального времени классификации обнаруженных дефектов объекта с использованием алгоритма машинного обучения, обученного с использованием набора данных для обучения стадии (b), причем данные в реальном масштабе времени из одного или более датчиков выдают как входные данные для алгоритма машинного обучения, и классификация в реальном масштабе времени обнаруженных дефектов объекта является выходными данными из алгоритма машинного обучения; и
(iv) предоставления команд для осуществления процесса нанесения для изготовления изделий произвольной формы после проектирования или процесса соединения после проектирования, чтобы изготовить объект, причем алгоритм машинного обучения корректирует один или более параметров управления технологическим процессом в реальном масштабе времени при физическом осуществлении процесса нанесения для изготовления изделий произвольной формы или процесса соединения.
2. Способ по п. 1, в котором стадии (b)-(d) выполняют итерационно, и в набор данных для обучения включают данные характеризации процесса, данные контроля в процессе изготовления или данные контроля после изготовления для каждой итерации.
3. Способ по п. 1, в котором процесс нанесения для изготовления изделий произвольной формы или процесс соединения представляет собой стереолитографию (SLA), цифровую оптическую обработку (DLP), моделирование методом наплавления нити (FDM), выборочное лазерное спекание (SLS), выборочное лазерное сплавление (SLM), электронно-лучевую плавку (EBM) или процесс сварки.
4. Способ по п. 1, в котором алгоритм машинного обучения включает алгоритм искусственной нейронной сети, алгоритм регрессии Гауссова процесса, алгоритм дерева логистической модели, алгоритм случайного леса, алгоритм нечеткого классификатора, алгоритм дерева решений, алгоритм иерархической кластеризации, алгоритм обучения методом k-средних, алгоритм нечеткой кластеризации, алгоритм машинного обучения с использованием глубинной машины Больцмана, алгоритм глубокой сверточной нейронной сети, алгоритм глубокой рекуррентной нейронной сети или их любую комбинацию.
5. Способ по п. 1, причем указанный способ реализуют с использованием (i) одной интегрированной системы, содержащей аппарат для нанесения или соединения, датчик и процессор; или (ii) распределенной блочной системы, содержащей первый аппарат для нанесения или соединения, первый датчик и первый процессор, причем первый аппарат для нанесения или соединения, первый датчик и первый процессор выполнены с возможностью совместного использования обучающих данных и данных характеризации процесса в реальном масштабе времени через локальную вычислительную сеть (LAN), интранет, экстранет или интернет.
6. Способ по п. 1, в котором набор данных для обучения дополнительно содержит данные характеризации процесса, данные контроля в процессе изготовления или данные контроля после изготовления, сгенерированные оператором при ручной корректировке входных параметров управления технологическим процессом.
7. Система для управления процессом нанесения для изготовления изделий произвольной формы после проектирования или процессом соединения после проектирования, причем указанная система содержит:
a) первый аппарат для нанесения или соединения, предназначенный для физического изготовления объекта на основании входной проектной геометрии;
b) один или более датчиков характеризации процесса, причем один или более датчиков характеризации процесса выдают данные в реальном масштабе времени для одного или более технологических параметров или свойств объекта; и
с) процессор, запрограммированный для
(i) предоставления прогнозируемого оптимального набора из одного или более параметров управления технологическим процессом для инициации процесса нанесения для изготовления изделий произвольной формы или процесса соединения с использованием алгоритма машинного обучения;
(ii) удаления шумов из данных о свойствах объекта в реальном масштабе времени, выданных одним или более датчиками характеризации процесса, до включения их в алгоритм машинного обучения, причем шумы удаляют с использованием алгоритма усреднения сигнала, алгоритма фильтра Калмана, алгоритма нелинейного фильтра, алгоритма минимизации полной вариации или их любой комбинации;
(iii) предоставления в масштабе реального времени классификации дефектов объекта с использованием алгоритма машинного обучения, причем данные о свойствах объекта в реальном масштабе времени из одного или более датчиков характеризации процесса выдают как входные данные для алгоритма машинного обучения, и классификация в реальном масштабе времени обнаруженных дефектов объекта является выходными данными алгоритма машинного обучения; и
(iv) предоставления команд для осуществления процесса нанесения для изготовления изделий произвольной формы после проектирования или процесса соединения после проектирования, чтобы изготовить объект, причем алгоритм машинного обучения корректирует один или более параметров управления технологическим процессом в реальном масштабе времени при физическом осуществлении процесса нанесения для изготовления изделий произвольной формы или процесса соединения, и алгоритм машинного обучения обучен с использованием набора данных для обучения, который содержит:
i) прошлые данные моделирования процесса, прошлые данные характеризации процесса, прошлые данные физического контроля в процессе изготовления или прошлые данные физического контроля после изготовления для множества объектов, которые включают по меньшей мере один объект, который отличается от объекта, который должен быть физически изготовлен, предоставленного на стадии (а); и
ii) данные для обучения, генерируемые посредством повторяющегося процесса случайного выбора значений для каждого одного или более входных параметров управления технологическим процессом и оценки корректировок входных параметров управления технологическим процессом как ведущих либо к нежелательным, либо желательным результатам, причем результаты основаны соответственно на присутствии или отсутствии дефектов, обнаруженных в изготовленном объекте, которые возникают в результате корректировок параметров управления технологическим процессом.
8. Система по п. 7, в которой первый аппарат для нанесения или соединения, один или более датчиков характеризации процесса и процессор выполнены как (i) одна интегрированная система или (ii) как модули распределенной системы, совместно использующие обучающие данные и данные характеризации процесса в реальном масштабе времени через локальную вычислительную сеть (LAN), интранет, экстранет или интернет.
9. Система по п. 7, в которой один или более датчиков характеризации процесса включают по меньшей мере один лазерный интерферометр, систему машинного видения или датчик, который обнаруживает электромагнитное излучение, отраженное, рассеянное, поглощенное, пропущенное или излученное объектом.
10. Система по п. 7, в которой один или более датчиков характеризации процесса выдают данные об акустической или механической энергии, отраженной, рассеянной, поглощенной, пропущенной или излученной объектом.
11. Система по п. 7, в которой дефекты объекта обнаруживают как различия между данными о свойствах объекта и эталонным набором данных, превышающие установленный порог, и классифицируют с использованием алгоритма метода опорных векторов (SVM) для одного класса или алгоритма автокодировщика.
12. Система по п. 7, в которой дефекты объекта обнаруживают и классифицируют с использованием алгоритма машинного обучения неконтролируемого метода опорных векторов (SVM) для одного класса, автокодировщика, кластеризации или ближайших k-соседей (kNN) и набора данных для обучения, содержащего данные о свойствах объекта для дефектных и бездефектных объектов.
13. Способ по п. 1, в котором один или более датчиков включают по меньшей мере один лазерный интерферометр, систему машинного видения или датчик, который обнаруживает электромагнитное излучение, отраженное, рассеянное, поглощенное, пропущенное или излученное объектом.
14. Способ по п. 1, в котором один или более датчиков выдают данные об акустической или механической энергии, отраженной, рассеянной, поглощенной, пропущенной или излученной объектом.
15. Способ по п. 1, в котором дефекты объекта обнаруживают как различия между данными о свойствах объекта и эталонным набором данных, превышающие установленный порог, и классифицируют с использованием алгоритма метода опорных векторов (SVM) для одного класса или алгоритма автокодировщика.
16. Способ по п. 1, в котором дефекты объекта обнаруживают и классифицируют с использованием алгоритма машинного обучения неконтролируемого метода опорных векторов (SVM) для одного класса, автокодировщика, кластеризации или ближайших k-соседей (kNN) и набора данных для обучения, содержащего данные о свойствах объекта для дефектных и бездефектных объектов.
17. Система по п. 7, в которой первый аппарат для нанесения или соединения представляет собой аппарат для стереолитографии (SLA), аппарат для цифровой оптической обработки (DLP), аппарат для моделирования методом наплавления нити (FDM), аппарат для выборочного лазерного спекания (SLS), аппарат для выборочного лазерного сплавления (SLM), аппарат для электронно-лучевой плавки (EBM) или сварочный аппарат.
18. Система по п. 7, в которой алгоритм машинного обучения включает алгоритм искусственной нейронной сети, алгоритм регрессии Гауссова процесса, алгоритм дерева логистической модели, алгоритм случайного леса, алгоритм нечеткого классификатора, алгоритм дерева решений, алгоритм иерархической кластеризации, алгоритм обучения методом k-средних, алгоритм нечеткой кластеризации, алгоритм машинного обучения с использованием глубинной машины Больцмана, алгоритм глубокой сверточной нейронной сети, алгоритм глубокой рекуррентной нейронной сети или их любую комбинацию.
19. Система по п. 7, в которой набор данных для обучения дополнительно содержит данные характеризации процесса, данные контроля в процессе изготовления или данные контроля после изготовления, сгенерированные оператором при ручной корректировке параметров управления технологическим процессом.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| US 20150045928 A1, 12.02.2015 | |||
| US 6553275 B1, 22.04.2003 | |||
| US 9507555 B2, 29.11.2016 | |||
| Токарный резец | 1924 |
|
SU2016A1 |

