Изобретение относится к дуговой сварке и может быть использовано в различных отраслях промышленности преимущественно для сварки плавящимся электродом в защитных газах с разделкой кромок, сварка вертикальных резервуаров и иных вертикальных стыковых соединений.
Известен способ вертикальной сварки плавлением по щелевой разделке, где разделку выполняют одинаковой по ширине на всей длине свариваемого стыка независимо от толщины свариваемых деталей с использованием гребенок, выводного кармана и выводной планки, которые предварительно приваривают к свариваемым деталям. Для осуществления способа используют устройство, которое содержит вертикальные направляющие для перемещения ходовой тележки, механизм возвратно-поступательного перемещения сварочной горелки. Водоохлаждаемая формирующая подкладка устанавливается с помощью клиньев под гребенки стыкового соединения. Сварочная головка содержит газозащитную приставку с формирующим водоохлаждаемым ползуном и механизмом его поджима (RU 2598746).
Известный способ предусматривает использование сложного оборудования: в частности, для защиты расплавленного металла сварочной ванны (исключение дефектов в виде пор) необходима газозащитная приставка. Известный способ имеет ограниченную применимость, связанную с необходимостью принудительного охлаждения ползуна, обеспечения равномерного прижатия ползуна к плоскостям свариваемых деталей, без которых невозможно качественное формирование шва.
Известен способ дуговой сварки толстолистового металла методом «Поперечная горка», при котором электрод устанавливают под углом к свариваемому изделию и с заданной скоростью совершают маятниковые поперечные колебания, ограниченные стенками разделки, и шаговые перемещения вдоль шва, сварку производят в среде защитного газа с послойным заполнением разделки по базовой плоскости, расположенной под углом 45° относительно направления формирования сварного шва, маятниковые поперечные колебания электрода выполняют между стенками разделки по дугообразной траектории с дискретным уменьшением ее радиуса после каждого колебания на величину t=0,73e0, где е0 - ширина наплавляемого валика, а после завершения каждого слоя электрод возвращают к краю разделки с одновременным шаговым перемещением вдоль шва на расчетную величину h, определяемую по математической формуле, учитывающей коэффициент наплавки и фактический сварочный ток (RU 2372176).
Известный способ предусматривает наличие видеосенсорного блока, который ограничивает применимость способа из-за его чувствительности к внешним возмущениям, что, в конечном счете сказывается на качестве сварных швов.
Известен способ электродуговой сварки неповоротных кольцевых швов трубопроводов, который включает поступательное перемещение и поперечные колебания сварочной горелки с электродом с задержкой ее на кромках и коррекцию базовых режимов сварки в соответствующей точке разделки в зависимости от изменения геометрии стыка. При этом одновременно выполняют задержку сварочной горелки с электродом на свариваемых кромках и на базовые сварочные ток и напряжение накладывают дополнительные импульсы напряжения и тока. Величина импульсов напряжения и тока больше на 10-12% от установленных базовых значений напряжения и тока, и длительность импульсов равна времени задержки электрода на кромке в положении 0-5 ч в течение 0,1-0,15с, в положении 5-6 ч в течение 0,4-0,5 (RU 2529127).
Известный способ относится к кольцевым швам трубопроводов, но не может быть применен для сварки вертикальных швов, так как даже в положении от 0 до 5 ч. процесс формирования сварного шва будет существенно отличаться от строго вертикального. Кроме этого, сварка выполняется сверху вниз, что не позволяет обеспечить гарантированное проплавление кромок разделки по всей толщине металла, не устраняет вероятности дефектов в виде несплавлений, а следовательно, не может гарантировать высокое качество сварного соединения.
Наиболее близким к предлагаемому является способ дуговой сварки, при котором сварку выполняют, перемещая электрод от середины вершины до середины корня разделки, непрерывно чередуя маятниковые поперечные и продольные колебания. При этом продольные колебания осуществляют с постоянным временным интервалом последовательно то по одной, то по другой линиям сплавления, равноускоряя по мере приближения к корню разделки. Поперечные колебания вдоль вершины разделки осуществляют с заданной скоростью, а каждое последующее поперечное колебание осуществляют с равномерной скоростью, равной конечной скорости предшествующего продольного колебания. От середины корня разделки текущую скорость движения электрода увеличивают в два раза и осуществляют поперечное колебание вдоль корня шва до линии сплавления и обратно до середины разделки. Затем на максимальной скорости, обеспечивающей устойчивое горение дуги, производят спуск электрода вдоль биссектрисы угла разделки на вершину разделки с одновременным шаговым перемещением. Далее со скоростью, в два раза превышающей заданную, осуществляют поперечное колебание электрода до линии сплавления в том же направлении, что и последнее колебание в корне шва и обратно на биссектрису угла разделки. Качество сварки повышается за счет исключения образования непроваров и подрезов (RU 1543724).
Известный способ предполагает поперечные колебания внутри разделки, что увеличивает время сварки одного слоя и приводит к увеличению вероятности образования дефектов, а из-за сложности установки/отслеживания/корректировки траектории реализуется сложная кинематика движения горелки, что затрудняет автоматизацию процесса. Указанные недостатки приводят к невысокой производительности процесса и не могут обеспечить стабильно высокое качество сварных швов.
Техническая задача - повышение производительности процесса и качества сварных соединений при сварке вертикальных швов.
Поставленная задача решается тем, что заявляется способ дуговой сварки стыковых вертикальных соединений с V-образной или X-образной разделкой кромок при котором электрод горелки устанавливают под углом к свариваемому соединению, сварку ведут в смеси защитных газов непрерывно чередуя поперечные и продольные колебания электрода горелки с заданной скоростью, отличающийся тем, что сварку ведут снизу вверх, при этом поперечные колебания электрода горелки осуществляют линейно (поступательно) в плоскости поперек шва (направление X), а продольные колебания осуществляют маятниковым изменением угла наклона электрода горелки в плоскости вдоль шва (направление Y), скорость колебаний электрода горелки в направлениях Х и Y задают с условием проплавления по всей плоскости разделки кромок, в вершине разделки осуществляют проплавление притупления и формирование обратной стороны валика путем остановки горелки с временем задержки в центре равном 1,0 - 1,8 с, а для проплавления кромок и формирования наружной стороны шва по краям разделки устанавливают время задержки в движении горелки в направлении X длительностью 0,65-0,75 от времени задержки горелки в вершине разделки, высоту подъема горелки рассчитывают по формуле
 ,
,
где y - высота подъема горелки, мм;
x - ширина (амплитуда) поперечных колебаний, мм;
Vx - скорость перемещения горелки в направлении Х, мм/с;
Vy - скорость перемещения горелки в направлении Y, мм/с.
В качестве смеси защитных газов используют известные в науке и технике смеси из аргона и углекислого газа.
В заявляемом способе дуговая сварка осуществляется снизу вверх, что при сварке вертикальных швов позволяет обеспечить гарантированное проплавление кромок разделки по всей толщине металла, снизить вероятность дефектов в виде несплавлений, а следовательно, повысить качество сварного соединения.
Заявляемый способ по сравнению с прототипом характеризуется более простой кинематикой движения горелки. Это позволяет осуществить более простое программирование и управление процессом (перемещением горелки).
Как показали экспериментальные исследования, заявляемое направление и кинематика движения горелки позволяют повысить производительность дуговой сварки при сварке вертикальных соединений за счет увеличения площади наплавленного металла за один проход, что, в свою очередь, приводит к уменьшению количества проходов.
Повышение качества сварных соединений при сварке вертикальных швов обусловлено осуществлением заявляемых колебаний горелки в продольном и поперечном направлениях, характером этих колебаний, временем задержки, которые в совокупности обеспечивают равномерный прогрев кромок, в том числе корня шва; удержание сварочной ванны при сварке вертикальных швов.
Заявляемый способ иллюстрируется следующими схемами, фотографиями сварных швов и примерами конкретного выполнения.
На Фиг. 1 показана схема колебаний горелки в процессе сварки заявляемым способом (сварки треугольником).
На Фиг. 2 показана схема сварки заявляемым способом.
Заявляемый способ дуговой сварки осуществляют, перемещая электрод от середины разделки кромок к краю за счет поступательного движения горелки поперек шва и последующей остановки у края разделки на заданное время Tкр. Траектория движения горелки обеспечивается известной самоходной тележкой, например марки Noboruder NB-8SVМ или с помощью механизма перемещения горелки типа КС-2 (разработка и производство ООО «ШТОРМ»), которые обеспечивают перемещение горелки, колебания в двух плоскостях; регулировку угла наклона горелки; возможность перемещения (закрепления) на изделии в вертикальной плоскости. После окончания времени задержки горелка перемещается к вершине разделки за счет синхронизированного перемещения двух приводов блока колебаний: поступательно (в направлении X) и с изменением угла наклона (в направлении Y). В вершине разделки горелка делает остановку на время задержки в центре колебаний Tц. Затем горелка перемещается к противоположному краю разделки также за счет синхронизированного действия приводов механизма колебаний. На данном краю разделки горелка также делает остановку на время Tкр и затем возвращается в центр разделки. После этого цикл колебаний горелки повторяется.
Помимо сложного колебательного движения по поверхности разделки горелка осуществляет поступательное движение вверх вдоль стыка с заданной постоянной скоростью (скоростью сварки).
Толщина свариваемых таким способом листов от 8 до 36 мм.
Ширина колебаний в направлении X - до 20 мм.
Изменение угла наклона горелки (колебания в направлении Y) - до 5 градусов.
Задержка в вершине разделки - от 0 до 10 с.
Задержка в краю разделки - от 0 до 10 с.
Соотношение значений задержки в краю разделки по сравнению с задержкой в вершине - (0,65-0,75)Tц.
Заявляемый способ иллюстрируется примером конкретного выполнения.
Листы из стали марки С345 толщиной 20 мм собирались с X-образной разделкой с зазором 3 мм в корне шва и сваривались в вертикальном положении проволокой марки Св-08Г2С диаметром 1,2 мм в смеси защитных газов следующего состава: 18% углекислого газа, 82% аргона, с общим расходом - 15 л/мин.
Сварка производилась на следующих режимах:
сварочный ток 140 А (в корневом проходе 130 А);
напряжение на дуге 20-21 В (при корневом проходе 19-20 В).
Ширина колебаний в направлении X составила - 14 мм.
Изменение угла наклона горелки - 3 градуса.
Задержка горелки в краях разделки 1,2 с.
Задержка горелки в вершине горелки 0,9 с.
Высота подъема горелки:
 ,
,

 .
.
Скорость сварки составляла 2,2 м/ч.
В сравнении с дуговой сваркой с поперечными колебаниями (традиционная технология) заявляемый способ позволил сократить количество проходов в 2 раза.
На Фиг.3 показана фотография корневого прохода, выполненного заявляемым способом (толщина свариваемого металла 32 мм, X-образная разделка кромок).
На фиг.4 показана фотография облицовочного прохода выполненного заявляемым способом (толщина свариваемого металла 22 мм, X-образная разделка кромок).
На Фиг.5 показаны фотографии подрезов по краям шва при задержке горелки в краях разделки: а) 0,85 от времени задержки горелки в вершине разделки; б) 1,2 от времени задержки горелки в вершине разделки.
На Фиг.6 показан провал валика в центре при задержке горелки в центре разделки на время 0,8 с и менее.
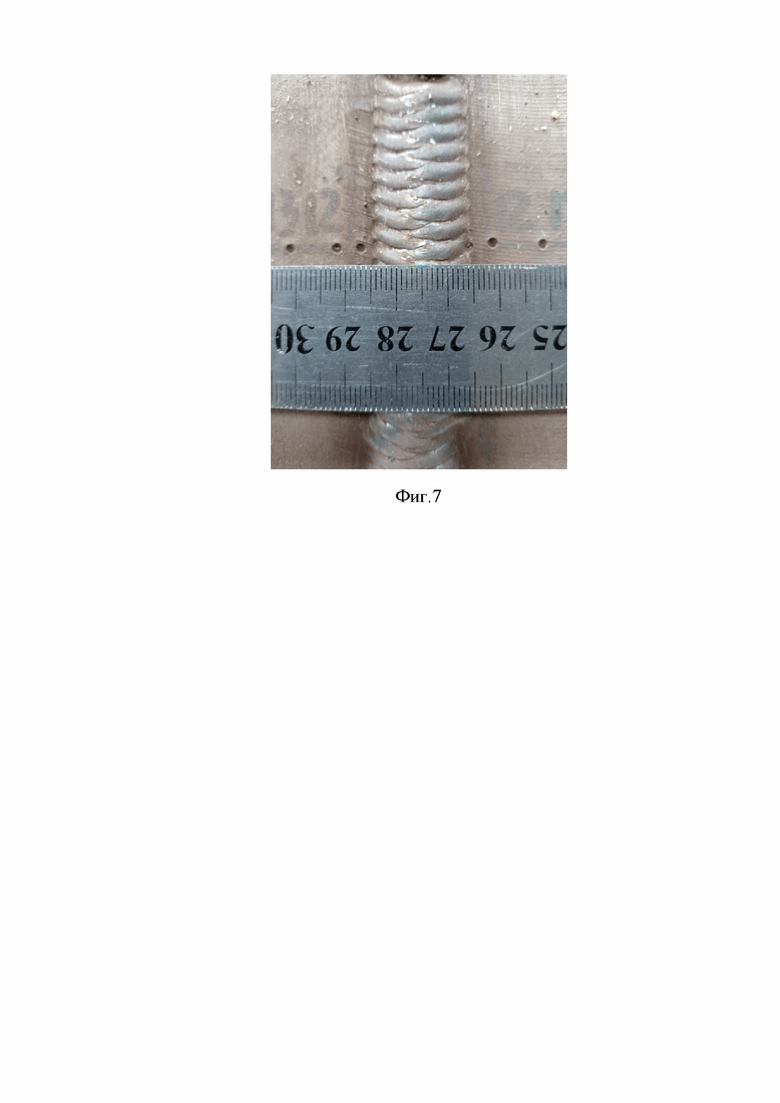
На Фиг.7 показано чрезмерно большое западание металла между чешуйками (грубая чешуя) при задержке горелки по краям 0,45 от времени задержки горелки в вершине разделки.
Как показывают приведенные фотографии вертикальных сварных швов, заявляемый способ дуговой сварки плавящимся электродом в защитных газах с колебаниями треугольной формы обеспечивает повышение качества сварных соединений при сварке вертикальных швов. Одновременно заявляемый способ за счет кинематики движения горелки (снизу вверх с чередующимися поперечными и продольными колебаниями) обеспечивает повышение производительности процесса сварки за счет сокращения времени сварки всего стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
Изобретение относится к дуговой сварке и может быть использовано в различных отраслях промышленности преимущественно для сварки плавящимся электродом в защитных газах с разделкой кромок, сварки вертикальных резервуаров и иных вертикальных стыковых соединений. Предложен способ дуговой сварки стыковых вертикальных соединений с V-образной или X-образной разделкой кромок, при котором электрод горелки устанавливают под углом к свариваемому соединению, сварку ведут в смеси защитных газов, непрерывно чередуя поперечные и продольные колебания электрода горелки с заданной скоростью. Сварку ведут снизу вверх, при этом поперечные колебания электрода горелки осуществляют линейно (поступательно) в плоскости поперек шва (направление X), а продольные колебания осуществляют маятниковым изменением угла наклона электрода горелки в плоскости вдоль шва (направление Y). Скорость колебаний электрода горелки в направлениях Х и Y задают с условием проплавления по всей плоскости разделки кромок. В вершине разделки осуществляют проплавление притупления и формирование обратной стороны валика путем остановки горелки с временем задержки в центре равном 1,0 - 1,8 с, а для проплавления кромок и формирования наружной стороны шва по краям разделки устанавливают время задержки в движении горелки в направлении X длительностью 0,65-0,75 от времени задержки горелки в вершине разделки. Высоту подъема горелки рассчитывают по формуле
 ,
,
где y - высота подъема горелки, мм; x - ширина (амплитуда) поперечных колебаний, мм; Vx - скорость перемещения горелки в направлении Х, мм/с; Vy - скорость перемещения горелки в направлении Y мм/с. Технический результат - повышение качества сварных соединений при сварке вертикальных швов и повышение производительности процесса сварки. 7 ил.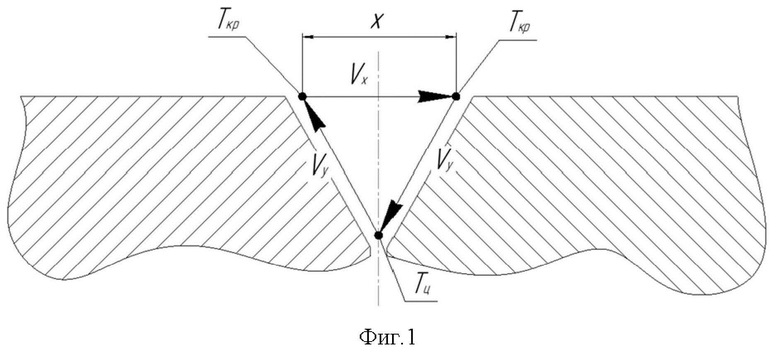
Способ дуговой сварки стыковых вертикальных соединений с V-образной или X-образной разделкой кромок, при котором электрод горелки устанавливают под углом к свариваемому соединению, сварку ведут в смеси защитных газов, непрерывно чередуя поперечные и продольные колебания электрода горелки с заданной скоростью, отличающийся тем, что сварку ведут снизу вверх, при этом поперечные колебания электрода горелки осуществляют линейно в плоскости поперек шва, а продольные колебания осуществляют маятниковым изменением угла наклона электрода горелки в плоскости вдоль шва, при этом скорость колебаний электрода горелки в продольном и поперечном направлениях задают из условия проплавления по всей плоскости разделки кромок, в вершине разделки осуществляют проплавление притупления и формирование обратной стороны валика путем остановки горелки с временем задержки в центре равном 1,0 – 1,8 с, а для проплавления кромок и формирования наружной стороны шва по краям разделки устанавливают время задержки в движении горелки в поперечном направлении длительностью 0,65-0,75 от времени задержки горелки в вершине разделки, причем высоту подъема горелки рассчитывают по формуле
 ,
,
где y - высота подъема горелки, мм;
x - ширина поперечных колебаний, мм;
Vx - скорость перемещения горелки в поперечном направлении, мм/с;
Vy - скорость перемещения горелки в продольном направлении, мм/с.
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
RU1543724C |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| JP 5236566 B2, 17.07.2013. | |||
