Изобретение относится к дуговой сварке и может быть использовано в различных отраслях промышленности при сварке преимущественно неповоротных кольцевых швов трубопроводов.
Известен способ электродуговой сварки неповоротных кольцевых швов трубопроводов (см., Н.П. Алешин, Э.А. Гладков и другие. «Реализация адаптивных технологий сварки кольцевых стыков магистральных трубопроводов. Сварка и диагностика №5, 2011), включающий поступательные и поперечные колебания сварочной горелки с электродом с задержкой на кромках в положении 0-5 ч в течение 0,2 сек, в положении 5-6 ч - 0,6 сек, при этом проводят при помощи системы управления режимами сварки и позиционирования сварочной головки в соответствующей точке разделки адаптивную коррекцию базовых режимов сварки в зависимости от изменения геометрии стыка, в том числе зазора, ширины разделки в каждом слое, перекоса кромок и притупления, полученных на основе профилометрии геометрии стыка.
Известный способ за счет адаптивной коррекции базовых режимов позволяет повысить качество сварки трубопроводов. Задержка электрода на кромках разделки при поперечных колебаниях в известном способе, в какой-то мере, компенсирует потерю тепла дуги, вызванную повышенным теплоотводом свариваемых кромок. Однако он не исключает подрезов и наплывов, приводящих к несплавлению на кромках и зашлаковке образующихся при многослойной сварке карманов, что приводит к дефектам сварного шва. Дополнительно стоит отметить то, что адаптивная коррекция базовых режимов не учитывает неизбежно существующие и увеличивающиеся либо «плавающие» в процессе эксплуатации люфты в исполнительном механизме, обеспечивающем поперечные колебания сварочной горелки. Это повышает вероятность недостаточного или избыточного приближения электрода к кромке разделки даже после точной предварительной профилометрии геометрии стыка. При недостаточном приближении электрода к кромке разделки возникает наплыв и несплавление, при избыточном приближении - излишнее оплавление кромки малой дугой, вызывающее подрез.
Наиболее близким по технической сущности является Способ электродуговой сварки неповоротных кольцевых швов трубопроводов (Патент №2529127, МПК В23K 31/02, В23K 101/10, дата публикации 27.09.2014), включающий поступательное перемещение и поперечные колебания сварочной горелки с выгорания и износа мундштука, возможное проскальзывание сварочной проволоки и прочие непредсказуемые нестабильности процесса сварки, влияющие на возникновение дефектов шва, что значительно увеличивает сроки изготовления трубопровода при известных способах контроля готовых трубопроводов.
Техническим результатом является повышение скорости изготовления трубопроводов и качества сварных швов.
Указанный технический результат достигается тем, что способ электродуговой сварки неповоротных кольцевых швов трубопроводов, включающий поступательное перемещение и поперечные колебания сварочной горелки с электродом с задержкой ее на кромках, а также коррекцию базовых значений напряжения и тока сварки в соответствующей точке разделки в зависимости от изменения геометрии стыка, и одновременно с выполнением задержки сварочной горелки с электродом на свариваемых кромках на базовые сварочные ток и напряжение, предусматривающий наложение дополнительных импульсов напряжения и тока, величина которых на 10-12% превышает установленные базовые значения напряжения и тока, согласно изобретению дополнен интеллектуальным блоком и устройством маркировки дефектов с пневмомаркером, при этом интеллектуальный блок анализирует данные и прогнозирует возникновение характерных дефектов сварных швов, путем регистрации фактических параметров режима сварки - сварочного тока, напряжения и скорости сварки, сканирования положения сварочной дуги относительно разделки и сравнения полученных данных в интеллектуальном блоке с предварительно установленными значениями и на основании анализа данных и выявления вероятности возникновения дефектов, таких как несплавление кромок, шлаковое включение, утыкание проволоки при сварке, интеллектуальный блок посылает управляющий сигнал на устройство маркировки дефектов, которое включает соответствующий дефекту пневмомаркер и наносит краской маркировку на соответствующую трассу параллельно положению сварочной горелки, при этом виды дефектов маркируют краской разного цвета по разным трассам перемещения соответствующих пневмомаркеров.
Установка интеллектуального блока дополнительно определяет в процессе сварки вероятное возникновение дефектов, а маркировка дефектов на сваренной конструкции позволяет сразу после сварки провести вскрытие указанных маркером участков сваренных швов и устранить дефекты ремонтной сваркой, не затрачивая время и средства на предварительный общий контроль всего сваренного стыка, по результатам которого будет производиться ремонт выявленных дефектных участков сварных швов, а затем снова общий контроль всего сваренного стыка после ремонта.
Таким образом, задержка электрода на свариваемых кромках с одновременным наложением импульсов напряжения и тока позволяет формировать дополнительный тепловой импульс, который оплавляет кромки свариваемого стыка и увеличивает длину дуги в момент наложения импульсов за счет оплавления торца электродной проволоки. Удлиненная в момент импульсов дуга с добавленным в нее тепловым импульсом при своем движении копирует геометрию разделки стыка, компенсирует потерю тепла, исключает возможные короткие замыкания электрода на кромки стыка при поперечных колебаниях электрода и обеспечивает качественное проплавление свариваемых кромок и плавное примыкание валика к свариваемым кромкам разделки при многослойной сварке.
Равенство времени действия импульса тока и напряжения и времени задержки электрода на кромке позволяет получать необходимый объем сварочной ванны на кромках для гарантированного проплавления и одновременного удержания ванны на наклонной плоскости разделки, что не позволяет ванне стечь и развиться подрезу с одновременным образованием наплыва. Это, в конечном счете, позволяет получать качественные сварные соединения неповоротных стыков трубопроводов в любом пространственном положении.
Однако полностью исключить вероятность образования дефектов нельзя и дополнительно стоит отметить то, что адаптивная коррекция базовых режимов не учитывает неизбежно существующие и увеличивающиеся, либо «плавающие» в процессе эксплуатации люфты в исполнительном механизме, обеспечивающем поперечные колебания сварочной горелки. Это повышает вероятность недостаточного или избыточного приближения электрода к кромке разделки даже после точной предварительной профилометрии геометрии стыка. При недостаточном приближении электрода к кромке разделки возникает наплыв и несплавление, при избыточном приближении - излишнее оплавление кромки малой дугой, вызывающее подрез.
Известен анализ проблем критериальной оценки причин возникновения дефектов при автоматической сварке трубопроводов (см., А.Е. Филяков и другие «Анализ проблем критериальной оценки причин возникновения дефектов при автоматической сварке трубопроводов» Сварка и диагностика №6, 2020), предназначенный для прогнозирования возникновения характерных дефектов сварных швов.
Однако авторы утверждают, что при установлении критериальных зависимостей не учитывалось то, что возникновение дефектов является, в том числе, следствием случайных неконтролируемых отклонений параметров процесса сварки, к которым можно отнести непредсказуемые изгибы проволоки на выходе из мундштука за счет ее кривизны, выгорания и износа мундштука, возможное проскальзывание сварочной проволоки и прочие непредсказуемые нестабильности процесса сварки, влияющие на возникновение дефектов шва, что значительно увеличивает сроки изготовления трубопровода при известных способах контроля готовых трубопроводов.
Техническим результатом является повышение скорости изготовления трубопроводов и качества сварных швов.
Указанный технический результат достигается тем, что способ электродуговой сварки неповоротных кольцевых швов трубопроводов, включающий поступательное перемещение и поперечные колебания сварочной горелки с электродом с задержкой ее на кромках, а также коррекцию базовых значений напряжения и тока сварки в соответствующей точке разделки в зависимости от изменения геометрии стыка, и одновременно с выполнением задержки сварочной горелки с электродом на свариваемых кромках на базовые сварочные ток и напряжение, предусматривающий наложение дополнительных импульсов напряжения и тока, величина которых на 10-12% превышает установленные базовые значения напряжения и тока, согласно изобретению дополнен специальным интеллектуальным блоком и устройством маркировки дефектов с пневмомаркером, при этом интеллектуальный блок анализирует данные и прогнозирует возникновение характерных дефектов сварных швов, путем регистрации фактических параметров режима сварки - сварочного тока, напряжения и скорости сварки, сканирования положения сварочной дуги относительно разделки и сравнения полученных данных в интеллектуальном блоке с предварительно установленными значениями и на основании анализа данных и выявления вероятности возникновения дефектов, таких как несплавление кромок, шлаковое включение, утыкание проволоки при сварке, интеллектуальный блок посылает управляющий сигнал на устройство маркировки дефектов, которое включает соответствующий дефекту пневмомаркер и наносит краской маркировку на соответствующую трассу параллельно положению сварочной горелки, при этом виды дефектов маркируют краской разного цвета по разным трассам перемещения соответствующих пневмомаркеров.
Установка интеллектуального блока дополнительно определяет в процессе сварки вероятное возникновение дефектов, а маркировка дефектов на сваренной конструкции позволяет сразу после сварки провести вскрытие указанных маркером участков сваренных швов и устранить дефекты ремонтной сваркой, не затрачивая время и средства на предварительный общий контроль всего сваренного стыка, по результатам которого будет производиться ремонт выявленных дефектных участков сварных швов, а затем снова общий контроль всего сваренного стыка после ремонта.
Таким образом, отличительные признаки в совокупности с известными признаками позволяют получить указанный технический результат.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, заявляемые существенные отличительные признаки изобретения явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условиям патентоспособности «новизна» и «изобретательский уровень».
Условие патентоспособности «промышленная применимость» доказано на примере конкретного выполнения изобретения.
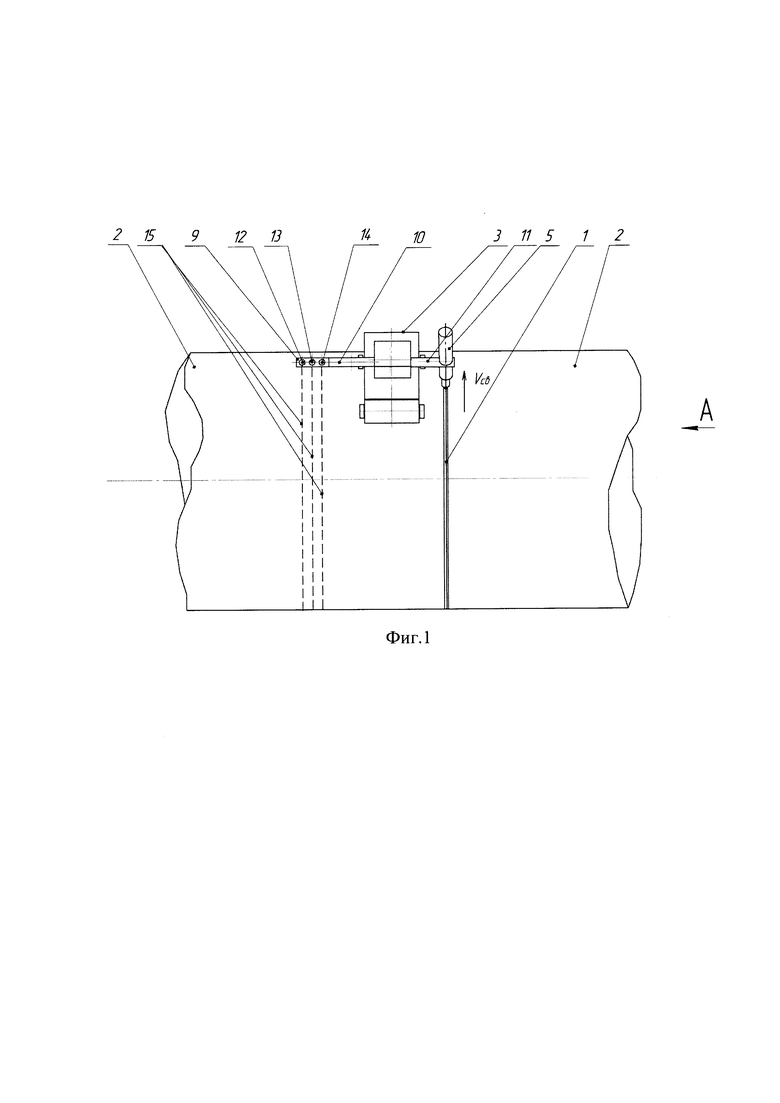
На фигуре 1 изображена схема расположения устройства маркировки и трассы маркировки дефектов.
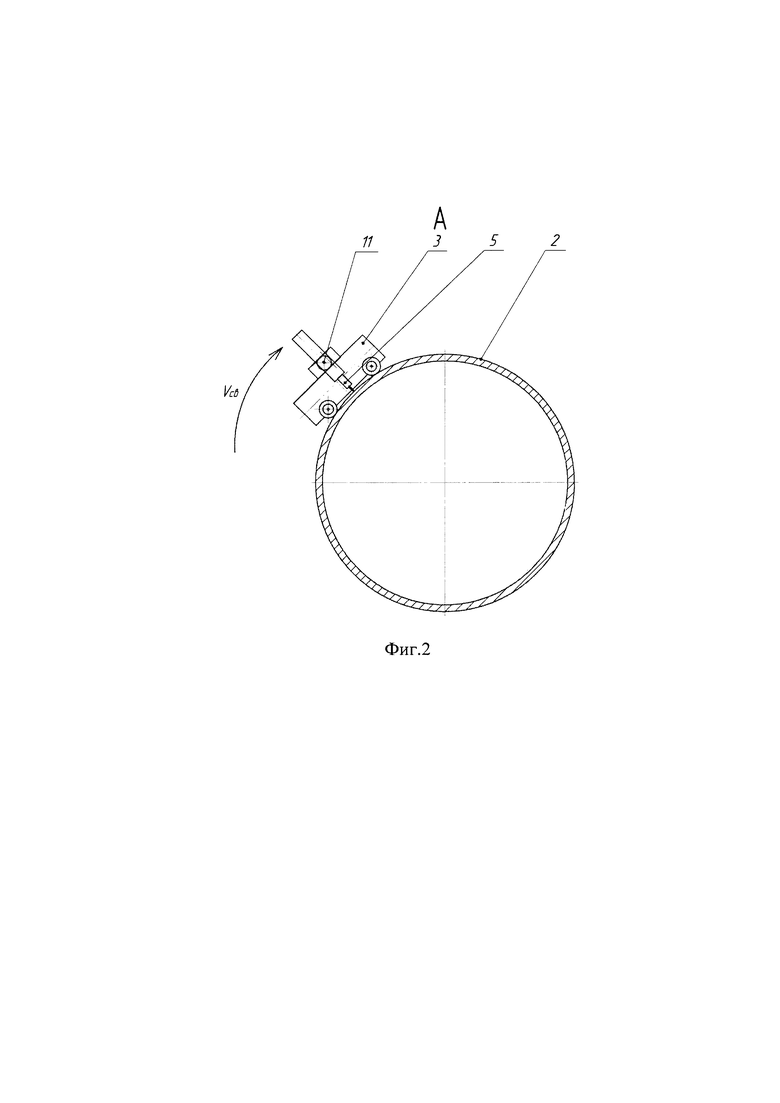
На фигуре 2 изображен вид по А фигуры 1.
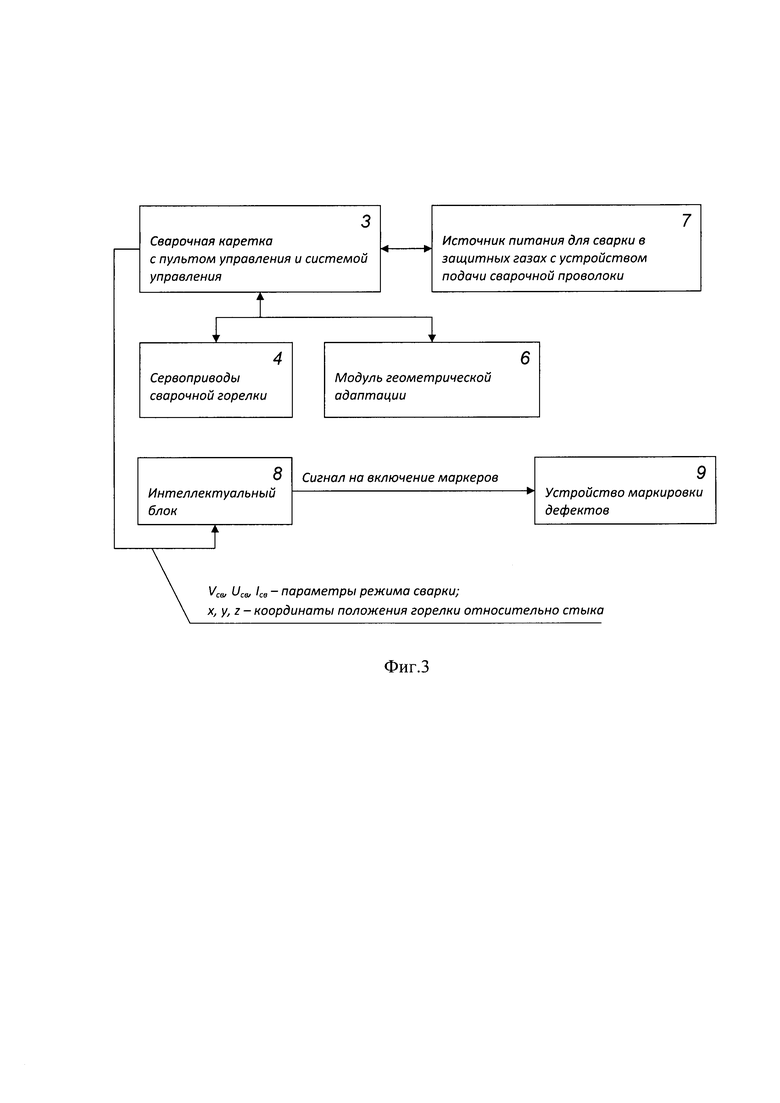
На фигуре 3 изображена схема взаимодействия интеллектуального блока.
Способ реализуют следующим образом. Устанавливают на собранный под сварку неповоротный стык 1 трубы 2 сварочную каретку 3, оснащенную сервоприводами вертикального перемещения, наклона и поперечных колебаний 4 (фиг. 3) сварочной горелки 5. Сварочную каретку 3 позиционируют по стыку, параллельно ему, при помощи направляющего пояса, закрепляемого на трубе (не показан) на время сварки и удерживают на трубе при помощи встроенных в сварочную каретку постоянных магнитов. Предварительно при помощи лазерного сканера и датчика положения (не показаны) сварочной горелки 5 проводят сканирование поперечного профиля стыка 1 и формируют трехмерную модель разделки стыка 1, с помощью которой решают задачу геометрической адаптации - наведения на стык 1 сварочной горелки 5. Осуществляют при помощи модуля геометрической адаптации 6 (фиг. 3) системы управления сварочной каретки 3 (фиг. 3) позиционирование сварочной горелки 5 в горизонтальном и вертикальном положениях в зависимости от геометрии разделки, ширины слоя шва. При помощи командного сигнала системы управления режимами сварки и позиционирования сварочной горелки 5 проводят в соответствующей точке разделки коррекцию базовых режимов сварки в зависимости от изменения геометрии стыка, определенной на основе данных профилометрии геометрии стыка 1. Параметры режима сварки - скорость сварки, сила тока, напряжение сварки, координаты, амплитуда колебаний электрода и время задержки электрода на кромках изначально задаются оператором при помощи пульта управления сварочной каретки 3 (фиг. 3), являются переменными величинами и поддерживаются системой управления. В период задержки электрода на кромке стыка с механизма поперечных колебаний горелки поступает сигнал на источник питания 7 (фиг. 3), который инициирует в нем процесс формирования теплового импульса длительностью, равной времени задержки электрода на кромке стыка. Задержка электрода на свариваемых кромках с одновременным наложением импульсов напряжения и тока, увеличенных на 10-12% от установленных значений, позволяет формировать дополнительный тепловой импульс, который оплавляет кромки свариваемого стыка и увеличивает длину дуги за счет оплавления торца электродной проволоки. После начала процесса сварки сварочная каретка 3 начинает перемещаться по неповоротному стыку 1 трубы 2 со сварочной скоростью, сварочная горелка 5 начинает совершать заданную траекторию поперечных колебаний. Данные о фактических параметрах режима сварки - сварочном токе, напряжении, скорости сварки, координатах фактического положения сварочной дуги относительно разделки с измерительных средств (не показаны) сварочной каретки 3 начинают передаваться в интеллектуальный блок 8 (фиг. 3), в котором они сравниваются с предварительно установленными значениями и формируются сигналы по выявлению вероятности возникновения дефектов, таких как несплавление кромок, шлаковое включение, утыкание проволоки при сварке. Интеллектуальный блок 8 посылает управляющий сигнал на устройство маркировки дефектов 9 (фиг. 3), закрепленное в узле крепления устройства маркировки 10. Устройство маркировки 9 расположено на одной линии сварочной горелкой 5, закрепленной в узле крепления 11 сварочной горелки 5 на общей штанге (не обозначена). Конструкцией устройства маркировки 9 предусмотрено три независимых пневмомаркера 12, 13 и 14, которые начинают распылять маркировочную краску после поступления сигнала с интеллектуального блока 8 о наличии вероятности возникновения соответствующего дефекта - несплавления кромок, шлакового включения, утыкания проволоки при сварке. Нанесение маркировки краской цветом, соответствующим виду вероятного дефекта, происходит на соответствующие трассы 15 на свариваемую трубу 2 параллельно месту сварки с другой стороны от сварочной каретки 3. После завершения процесса сварки производят осмотр сваренного неповоротного стыка трубы на предмет наличия маркировок вероятно дефектных участков швов. При наличии маркированных участков сваренных швов их, по возможности, либо подвергают дополнительному неразрушающему контролю, чтобы убедиться в фактическом присутствии дефектов, либо сразу подвергают вскрытию с последующим ремонтом при помощи ремонтной сварки.
Заявляемый способ позволяет существенно повысить скорость изготовления трубопроводов и качество получаемых сварных швов неповоротных стыков труб, компенсируя «плавающие» в процессе эксплуатации люфты в исполнительных механизмах, непредсказуемые изгибы проволоки за счет ее кривизны на выходе из мундштука сварочной горелки, выгорания и износа мундштука, возможное проскальзывание сварочной проволоки и прочие непредсказуемые нестабильности процесса сварки, влияющие на возникновение дефектов шва, за счет мониторинга фактического процесса сварки, дифференциации и маркировки сваренных участков с вероятным образованием дефектов и последующим усиленным контролем и ремонтом промаркированных участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Устройство для дуговой сварки | 1983 |
|
SU1116617A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
Изобретение относится к электродуговой сварке неповоротных кольцевых швов трубопроводов. Осуществляют поступательное перемещение и поперечные колебания сварочной горелки с электродом с задержкой ее на кромках и коррекцию базовых значений напряжения и тока сварки в соответствующей точке разделки в зависимости от изменения геометрии стыка. Одновременно с выполнением задержки на базовые сварочные ток и напряжение выполняют наложение дополнительных импульсов напряжения и тока, величина которых на 10-12% превышает установленные базовые значения. Посредством интеллектуального блока анализируют данные и прогнозируют возникновение характерных дефектов сварных швов, посылают управляющий сигнал на устройство маркировки дефектов, которое включает соответствующий дефекту пневмомаркер. Посредством пневмомаркера наносят краской маркировку на соответствующую трассу параллельно положению сварочной горелки. Виды дефектов маркируют краской разного цвета по разным трассам перемещения соответствующих маркеров. После сварки обозначенные маркерами участки сварного шва с вероятными дефектами подвергают неразрушающему контролю с целью установления фактического присутствия обозначенных дефектов, либо принудительно вскрывают и ремонтируют сваркой. Техническим результатом изобретения является повышение скорости изготовления трубопроводов и качества сварных швов. 1 з.п. ф-лы, 3 ил.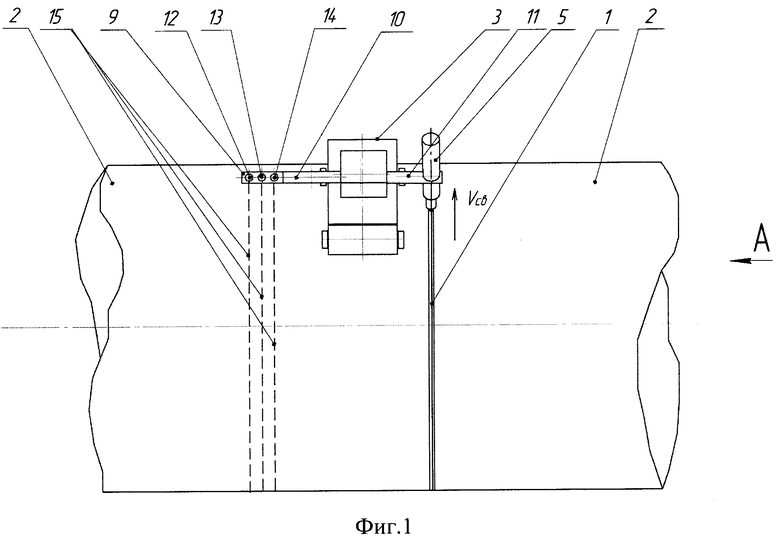
1. Способ изготовления сварных неповоротных кольцевых швов трубопроводов, включающий поступательное перемещение и поперечные колебания сварочной горелки с электродом, задержку ее на кромках разделки, коррекцию величины базового напряжения и тока сварки в соответствующей точке разделки в зависимости от изменения геометрии стыка одновременно с выполнением задержки сварочной горелки с электродом на свариваемых кромках, наложение на базовые сварочные ток и напряжение дополнительных импульсов напряжения и тока с величиной на 10-12%, превышающей установленные базовые значения, и контроль качества сварного шва, отличающийся тем, что контроль качества сварного шва осуществляют с использованием устройства маркировки мест дефектов с пневмомаркером и интеллектуального блока, выполненного с возможностью анализа и прогнозирования возникновения дефектов сварных швов путем регистрации фактических параметров режима сварки - сварочного тока, напряжения, скорости сварки и сканирования положения сварочной дуги относительно разделки, сравнения полученных данных с предварительно установленными значениями, их анализа, выявления вероятности возникновения дефектов, таких как несплавление кромок, шлаковое включение, утыкание проволоки при сварке, и направления управляющего сигнала на устройство маркировки дефектов, посредством которого включают соответствующий дефекту пневмомаркер и наносят краской маркировку на соответствующую трассу перемещения соответствующего маркера параллельно положению сварочной горелки, при этом виды дефектов маркируют краской разного цвета по соответствующим трассам перемещения соответствующих маркеров.
2. Способ по п.1, отличающийся тем, что после выполнения сварного шва осуществляют неразрушающий контроль обозначенных маркерами участков сварного шва с вероятными дефектами для установления фактического наличия дефектов, вскрытие дефектных участков и ремонт сваркой.
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| УСТРОЙСТВО ДЛЯ МОНИТОРИНГА РАБОТЫ В СВАРОЧНОЙ ЯЧЕЙКЕ СВАРОЧНОЙ СИСТЕМЫ | 2011 |
|
RU2597461C2 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОСВАРКИ | 2005 |
|
RU2319586C2 |
| СПОСОБ СБОРКИ СТЫКОВОГО СОЕДИНЕНИЯ ТРУБ ПОД СВАРКУ | 2003 |
|
RU2254970C2 |
| Видеоконтрольное устройство для дефектоскопии сварных соединений | 1985 |
|
SU1506476A1 |
| JP 2010260088 A, 18.11.2010 | |||
| CN 101062530 B, 06.07.2011 | |||
| US 20190362646 A1, 28.11.2019. | |||

