Изобретение относится к области двигателестроения, в частности к сопловым аппаратам турбин, и может найти применение при доводке газовых турбин.
Опыт эксплуатации газовых турбин показывает, что большой процент аварий связан с усталостными поломками лопаток («Газовые турбины авиационных двигателей»: учеб. пособие; под ред. Г.С. Жирицкого - М.: Оборонгиз, 1963, 608 с.). Поломки рабочих лопаток турбин, в основном, происходят из-за резонансных колебаний лопатки, когда происходит совпадение собственных колебаний лопатки с колебаниями возмущающей силы, которые создаются неравномерным газовым потоком. Наибольшее влияние на рабочие лопатки оказывает неравномерность газового потока по окружности, создаваемая лопатками сопловых аппаратов (СА), стоящих перед и за рабочим колесом по потоку газа.
В процессе доводочных работ по турбине для исключения резонансных колебаний рабочих лопаток турбины приходится изменять количество лопаток СА, стоящих перед и за рабочим колесом. При этом чаще всего изменение проводится добавлением или аннулированием одной лопатки в венце СА.
Увеличение количества лопаток в венце СА может быть обеспечено путем механической доработки - уменьшения ширины в окружном направлении полок лопаток существующей конструкции. Уменьшение же количества лопаток в венце СА указанным методом невозможно.
Известен способ уменьшения количества лопаток в СА («Литье по выплавляемым моделям» под редакцией Я.И. Шкленника и В.А. Озерова. Изд.: «Машиностроение», Москва, 1984 г.), в соответствии с которым проектируется и изготавливается новая сопловая лопатка с увеличенными в окружном направлении размерами верхней и нижней полок, после чего для изготовления ее отливки проектируется и изготавливается новая пресс-форма. Недостатком данного способа является то, что он слишком затратный, так как, предполагает повторение полного цикла работ по созданию нового соплового аппарата.
Наиболее близким к изобретению является способ уменьшения количества сопловых лопаток (патент №2634655, опубл. 02.11.2017, бюл.№31, МПК F01D/04), при котором уменьшенное число сопловых лопаток устанавливается в окружном направлении с постоянным шагом. При этом изготавливаются отливки лопаток соплового аппарата существующей конструкции, производится механическая обработка контура и всех базовых поверхностей полок лопатки СА, а за счет имеющихся в отливке припусков на механическую обработку обеспечивают увеличенную ширину полок в окружном направлении.
Недостатком такого способа является то, что величины припусков на механическую обработку, заложенные в отливке лопатки соплового аппарата, ограничены, и их часто не хватает для формирования более широких в окружном направлении полок, вследствие чего данный способ уменьшения числа лопаток в сопловом аппарате оказывается неприемлем.
Техническим результатом, на достижение которого направлено изобретение, является снижение трудоемкости, материальных затрат и времени на доводку турбины при обеспечении надежности ее работы.
Технический результат достигается тем, что в способе уменьшения количества лопаток в сопловом аппарате турбины, при котором уменьшенное количество сопловых лопаток устанавливается в окружном направлении с постоянным шагом, в отличие от известного перед установкой по существующей модельной пресс-форме изготавливается комплект выплавляемых моделей сопловых лопаток существующей конструкции, по электронной модели сопловой лопатки существующей конструкции создаются электронные модели вставок для верхней и нижней полок, по электронным моделям вставок для верхней и нижней полок сопловой лопатки проектируются и изготавливаются соответствующие им модельные пресс-формы, при помощи которых изготавливаются выплавляемые модели вставок для полок, которые затем крепятся путем наклейки на боковые торцы полок выплавляемых моделей сопловых лопаток существующей конструкции, образуя, таким образом, модель сопловой лопатки измененной конструкции с более широкими в окружном направлении полками, далее по собранной модели сопловой лопатки измененной конструкции при помощи технологии литья по выплавляемым моделям изготавливаются отливки сопловых лопаток с увеличенной в окружном направлении шириной полок, затем выполняется их механическая обработка и сборка соплового аппарата имеющего уменьшенное количество лопаток путем установки сопловых лопаток с увеличенной шириной полок в окружном направлении с постоянным шагом.
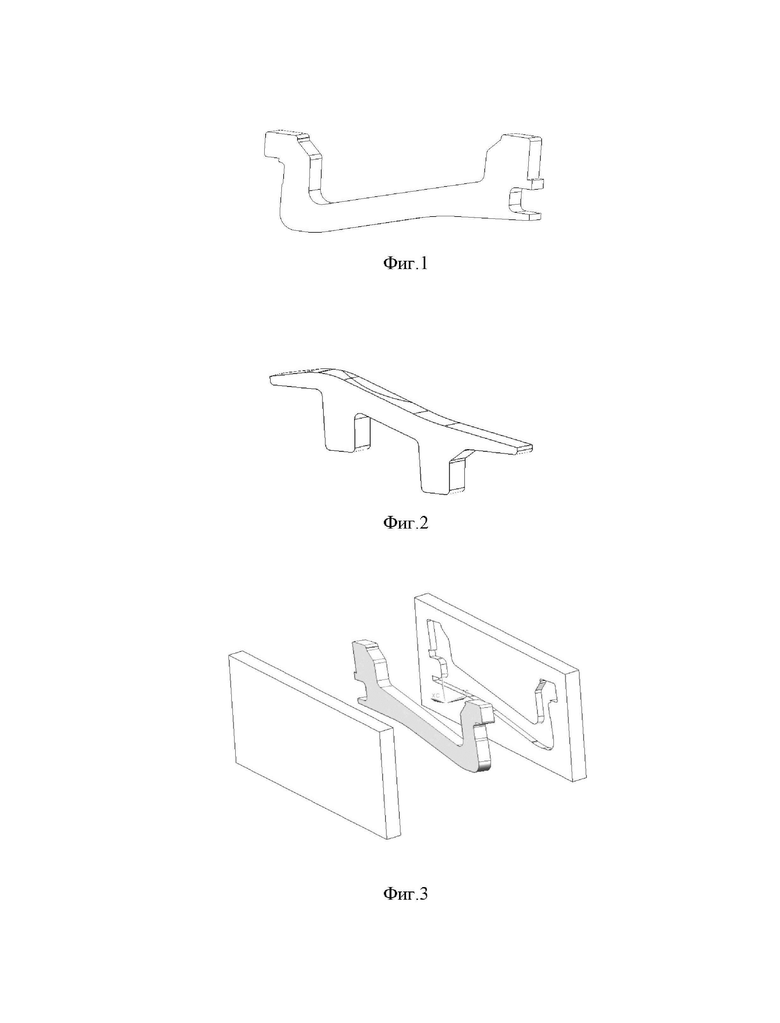
Данное техническое решение поясняется чертежами, на которых изображены:
фиг. 1 - вид электронной модели проставки для верхней полки;
фиг. 2 - вид электронной модели проставки для нижней полки;
фиг. 3 - вид пресс-формы для вставки с отформованной вставкой;
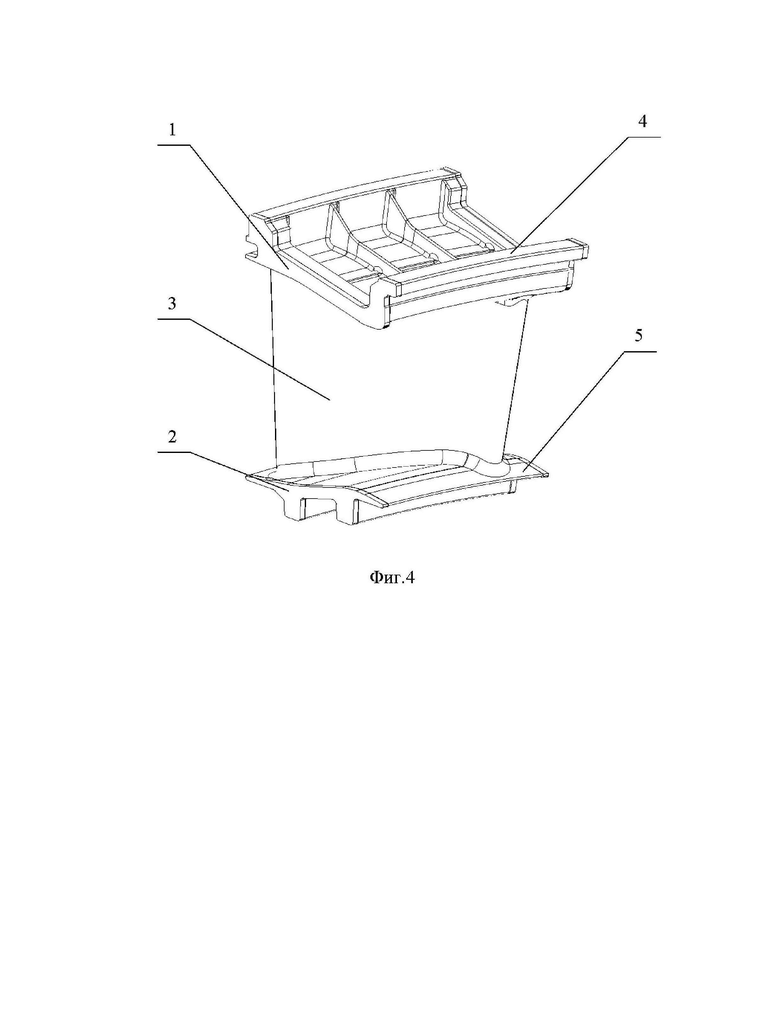
фиг. 4 - пример сборки модели лопатки СА со вставками верхней и нижней полок.
Способ осуществляется следующим образом.
Перед установкой в сопловом аппарате турбины уменьшенного количества лопаток необходимо по существующей модельной пресс-форме изготовить комплект выплавляемых моделей лопаток СА существующей конструкции. Модель лопатки СА - это отформованная в модельной пресс-форме выплавляемая масса с установленным в ней (для пустотелых лопаток) керамическим стержнем. Затем, по существующей электронной модели сопловой лопатки, создаются электронные модели вставок для верхней и нижней полок (фиг. 1 и 2). По электронным моделям вставок для верхней и нижней полок сопловой лопатки проектируются и изготавливаются простые модельные пресс-формы, которые могут быть изготовлены либо из металла, либо из неметаллического полимерного материала, а для их быстрого изготовления может быть также применена аддитивная технология. Изготавливаются модели вставок для полок комплекта лопаток СА путем заливки модельной массы в пресс-формы (фиг.3).
Далее производится сборка моделей лопаток СА измененной конструкции: на боковые торцы верхней 1 и нижней 2 полок каждой модели лопатки 3 существующей конструкции крепятся (приклеиваются) модели верхних 4 и нижних 5 вставок (фиг.4), образуя, таким образом, модель сопловой лопатки измененной конструкции с более широкими в окружном направлении полками.
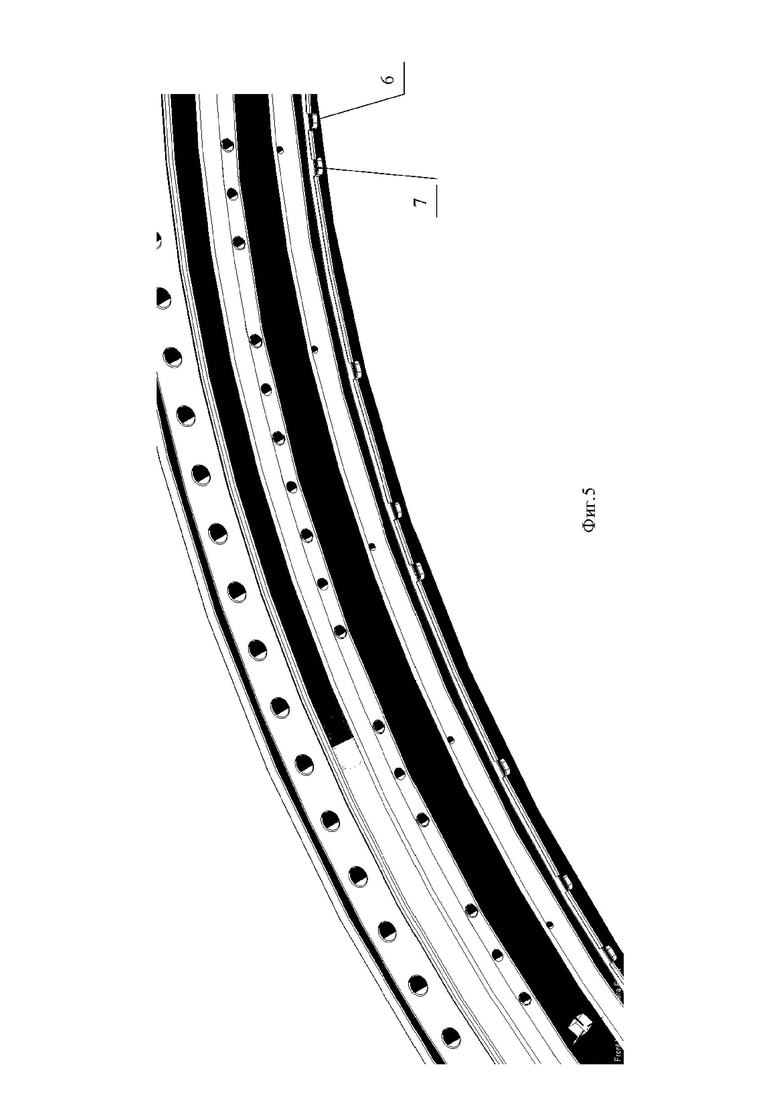
По модели сопловой лопатки измененной конструкции при помощи технологии литья по выплавляемым моделям изготавливаются отливки лопаток СА измененной конструкции - с увеличенной в окружном направлении шириной полок. Далее выполняется механическая обработка измененных отливок лопаток СА, при этом обеспечивается увеличенная в окружном направлении ширина полок. Во входящем в сопловой аппарат корпусе производится выполнение новой схемы пазов 7, предназначенных для окружной фиксации лопаток СА для обеспечения сборки с измененным количеством лопаток. Предыдущая схема пазов маркируется отличительным признаком с пометкой о недопустимости монтажа в них элементов для окружной фиксации лопаток СА (фиг.5).
Пример реализации способа уменьшения количества лопаток в сопловом аппарате.
Необходимость уменьшения количества лопаток в сопловом аппарате возникла в связи с выявленными высокими переменными напряжениями на рабочих лопатках турбины на режимах запуска и рабочих оборотах.
Переменные напряжения носят резонансный характер с кратностью равной числу лопаток в сопловом аппарате. Для снижения напряжений, возбуждаемых данным количеством лопаток указанного соплового аппарата в рабочих лопатках, необходимо изменить существующее количество лопаток в сопловом аппарате, а именно уменьшить.
Количество лопаток в сопловом аппарате составляет 24 штуки, согласно выполненным расчётам для снижения напряжений и обеспечения работоспособности изделия на весь назначенный ресурс необходимо уменьшить количество лопаток в сопловом аппарате на одну лопатку до 23 штук.
По существующей модельной пресс-форме было изготовлено 23 выплавляемых модели сопловых лопаток существующей конструкции, необходимых для комплектования одного двигателя.
Затем по электронной модели сопловой лопатки существующей конструкции были созданы электронные модели вставок для верхней и нижней полок. С учётом созданных электронных моделей вставок для верхней и нижней полок сопловой лопатки были спроектированы и изготовлены соответствующие им модельные пресс-формы в количестве 92 вставок для верхней и нижней полок.
Далее по электронным моделям вставок для верхней и нижней полок сопловой лопатки были изготовлены выплавляемые модели, которые были наклеены на боковые торцы полок с каждой стороны выплавляемых моделей сопловых лопаток существующей конструкции. Таким образом была сформирована модель сопловой лопатки измененной конструкции с более широкими в окружном направлении полками.
По собранной модели сопловой лопатки измененной конструкции при помощи технологии литья по выплавляемым моделям были изготовлены отливки сопловых лопаток с увеличенной в окружном направлении шириной полок с последующей механической обработкой и сборкой соплового аппарата, имеющего уменьшенное количество лопаток, путем установки сопловых лопаток с увеличенной шириной полок в окружном направлении с постоянным шагом.
Таким образом, данное техническое решение позволяет значительно снизить трудозатраты и сократить сроки доводки турбины при обеспечении надежности ее работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отливок турбинных сопловых лопаток с направленной и монокристаллической структурой | 2021 |
|
RU2756073C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕМЕНТА СОПЛОВОГО АППАРАТА ТУРБИНЫ И СОПЛОВОГО АППАРАТА ТУРБИНЫ | 2004 |
|
RU2265496C1 |
| Сопловый аппарат турбины высокого давления (ТВД) газотурбинного двигателя (варианты), сопловый венец соплового аппарата ТВД и лопатка соплового аппарата ТВД | 2018 |
|
RU2683053C1 |
| Узел соединения соплового аппарата турбины высокого давления с концевой частью жаровой трубы камеры сгорания газотурбинного двигателя | 2020 |
|
RU2755453C1 |
| Сопловой аппарат турбины высокого давления газотурбинного двигателя | 2020 |
|
RU2757245C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2400326C1 |
| СОПЛОВОЙ АППАРАТ ТУРБОМАШИНЫ | 1999 |
|
RU2171381C2 |
| СОПЛОВОЙ АППАРАТ ТУРБОМАШИНЫ | 1999 |
|
RU2171380C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |
Изобретение относится к области двигателестроения, в частности к сопловым аппаратам турбин, и может найти применение при доводке газовых турбин. В процессе доводочных работ по турбине для исключения резонансных колебаний рабочих лопаток турбины приходится изменять количество лопаток СА, стоящих перед и за рабочим колесом. В способе уменьшения количества лопаток в сопловом аппарате турбины, при котором уменьшенное количество сопловых лопаток устанавливается в окружном направлении с постоянным шагом, в отличие от известного перед установкой по существующей модельной пресс-форме изготавливается комплект выплавляемых моделей сопловых лопаток существующей конструкции, по электронной модели сопловой лопатки существующей конструкции создаются электронные модели вставок для верхней и нижней полок, по электронным моделям вставок для верхней и нижней полок сопловой лопатки проектируются и изготавливаются соответствующие им модельные пресс-формы, при помощи которых изготавливаются выплавляемые модели вставок для полок, которые затем крепятся путем наклейки на боковые торцы полок выплавляемых моделей сопловых лопаток существующей конструкции, образуя, таким образом, модель сопловой лопатки измененной конструкции с более широкими в окружном направлении полками, далее по собранной модели сопловой лопатки измененной конструкции при помощи технологии литья по выплавляемым моделям изготавливаются отливки сопловых лопаток с увеличенной в окружном направлении шириной полок, затем выполняется их механическая обработка и сборка соплового аппарата, имеющего уменьшенное количество лопаток, путем установки сопловых лопаток с увеличенной шириной полок в окружном направлении с постоянным шагом. Техническим результатом, на достижение которого направлено изобретение, является снижение трудоемкости, материальных затрат и времени на доводку турбины при обеспечении надежности ее работы. 5 ил.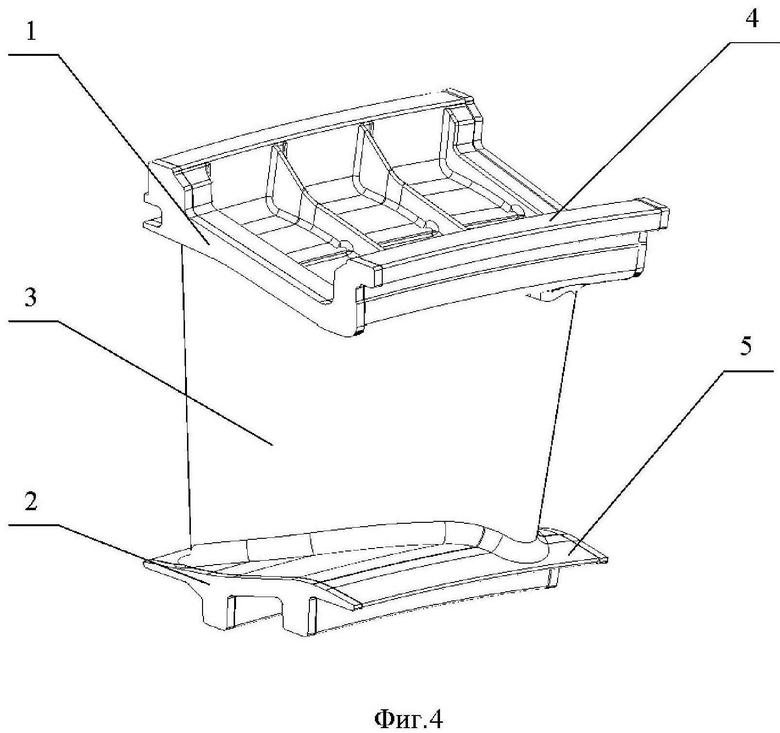
Способ уменьшения количества лопаток в сопловом аппарате турбины, характеризующийся тем, что по существующей модельной пресс-форме изготавливается комплект выплавляемых моделей сопловых лопаток существующей конструкции, по электронной модели сопловой лопатки существующей конструкции создаются электронные модели вставок для верхней и нижней полок, по электронным моделям вставок для верхней и нижней полок сопловой лопатки проектируются и изготавливаются соответствующие им модельные пресс-формы, при помощи которых изготавливаются выплавляемые модели вставок для полок, которые затем крепятся путем наклейки на боковые торцы полок выплавляемых моделей сопловых лопаток существующей конструкции, образуя, таким образом, модель сопловой лопатки измененной конструкции с более широкими в окружном направлении полками, далее по собранной модели сопловой лопатки измененной конструкции при помощи технологии литья по выплавляемым моделям изготавливаются отливки сопловых лопаток с увеличенной в окружном направлении шириной полок, затем выполняется их механическая обработка и сборка соплового аппарата, имеющего уменьшенное количество лопаток, путем установки сопловых лопаток с увеличенной шириной полок в окружном направлении с постоянным шагом.
| СПОСОБ ДОВОДКИ СОПЛОВОГО АППАРАТА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2634655C1 |
| БЫТОВОЙ ЭЛЕКТРОПРИБОР, СОДЕРЖАЩИЙ АНТИМИКРОБНЫЙ АГЕНТ | 2010 |
|
RU2549066C2 |
| СПОСОБ ДОВОДКИ РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ГТД) | 2014 |
|
RU2548221C1 |
| WO 2016167223 A1, 20.10.2016 | |||
| US 2012099995 A1, 26.04.2012 | |||
| US 8678752 B2, 25.03.2014. | |||

