Область техники, к которой относится изобретение
Настоящее изобретение относится к пластмассовой емкости для жидкостей, в частности, к внутреннему резервуару емкости для транспортировки и хранения жидкостей, имеющей внешнюю оболочку из решетчатого или листового материала и основание в виде поддона, при этом пластмассовая емкость выполнена в виде корпуса путем выдувного формования из трубчатой заготовки в выдувной форме и в области подсоединения арматуры на стенке емкости имеет штуцер с отверстием для подсоединения арматуры, связанный с соединительным фланцем арматуры посредством сварного соединения.
Уровень техники
Из патентного документа ЕР 1 630 105 А1 известна пластмассовая емкость вышеупомянутого типа, которая имеет штуцер, соединенный с арматурой емкости посредством сварного стыкового соединения с помощью нагревательного элемента. Известную пластмассовую емкость изготавливают способом выдувного формования, при этом для образования штуцера емкости, который служит для подсоединения арматуры, одновременно с изготовлением выдувного корпуса в области подсоединения арматуры на стенке емкости образуют выступ, с которого с помощью режущего инструмента удаляют участок стенки для выполнения отверстия в емкости, чтобы образовать в ней штуцер. Таким образом, после использования режущего инструмента штуцер емкости имеет отверстие с наружной кромкой, которая образует контактную поверхность для сварки в плоскости, параллельной стенке емкости. В процессе последующей контактно-тепловой или стыковой сварки нагретое сварочное зеркало в качестве нагревательного элемента располагают между штуцером емкости и расположенным напротив него соединительным штуцером арматуры и таким образом нагревают как сварочную контактную поверхность, образованную на штуцере емкости, так и сварочную контактную поверхность, образованную на соединительном штуцере арматуры, до температуры сварки, чтобы после удаления нагретого сварочного зеркала сварочные контактные поверхности были прижаты друг к другу под давлением и могли остыть в этом положении для образования сварного соединения.
Раскрытый выше способ получения сварного соединения между штуцером пластмассовой емкости и соединительным штуцером арматуры также используют, в частности, для пластмассовых емкостей, стенка которых имеет многослойную структуру, при этом внутренний слой, отделенный, например, барьерным слоем EVOH (EVOH - сополимер этилена и винилового спирта), выполненный из полиэтилена, комбинируют с наружным слоем, выполненным из регенерата. Как слой EVOH, так и слой регенерата, который выполнен из переработанного материала, не пригодны для сварки с арматурой емкости, обычно выполненной из полиэтилена, так что наружный слой и слой EVOH сначала необходимо удалить в области внешнего края штуцера емкости, чтобы можно было выполнить сварное соединение между штуцером емкости и арматурой.
Раскрытие сущности изобретения
Поэтому задачей настоящего изобретения является создание пластмассовой емкости и способа изготовления пластмассовой емкости, которая имеет многослойную структуру стенок и может быть оборудована арматурой простым способом с помощью сварного соединения.
Для решения этой задачи пластмассовая емкость в соответствии с изобретением имеет признаки по п. 1 формулы изобретения.
В соответствии с изобретением, стенка емкости имеет внутренний слой, выполненный из первого пластмассового материала, и наружный слой, выполненный из второго пластмассового материала, а штуцер емкости имеет продольное сечение, расширяющееся по направлению к отверстию емкости, таким образом, что торцевая поверхность штуцера емкости по меньшей мере частично образована сегментом внутреннего слоя, расположенным напротив наружного слоя, и сварочная контактная поверхность штуцера емкости образована сегментом внутреннего слоя.
Термин "торцевая поверхность" в данном контексте следует понимать как проекцию поверхности штуцера на переднюю плоскость пластмассовой емкости, то есть плоскость, параллельную стенке емкости, содержащей штуцер, таким образом, что сегмент внутреннего слоя образует проекцию на торцевую поверхность и при этом образует сварочную контактную поверхность штуцера емкости при выполнении сварного контакта между соединительным штуцером арматуры и штуцером емкости. Тот факт, что относительное расположение наружного слоя и сегмента внутреннего слоя определено таким образом, что наружный слой расположен напротив сегмента внутреннего слоя, то есть на отдалении от сегмента внутреннего слоя, препятствует возникновению сварного контакта между соединительным штуцером арматуры и наружным слоем стенки емкости при выполнении сварки. Точнее выражаясь, благодаря данном варианту осуществления изобретения, сварной контакт и/или образование сварочной контактной поверхности на штуцере емкости ограничивается сегментом внутреннего слоя. Это обеспечивает, что между несовместимыми с точки зрения сварных соединений материалами не может возникнуть сварного контакта, который негативно повлияет на качество сварного соединения. В особенно предпочтительном варианте осуществления пластмассовой емкости штуцер емкости имеет конусообразную форму, таким образом, сварочная контактная поверхность образована боковой поверхностью внутреннего конуса, имеющего внутренний слой, который приваривают к внешнему конусу, образованному на соединительном штуцере арматуры емкости. В способе в соответствии с изобретением, во время выдувного формования пластмассовой емкости, имеющей стенку с внутренним слоем, выполненным из первого пластмассового материала, и наружным слоем, выполненным из второго пластмассового материала, происходит расширение стенки емкости в расширяющееся углубление в стенке выдувной формы для образования выступа, таким образом, что выступ, образованный в стенке емкости, имеет увеличивающееся поперечное сечение по направлению к стенке крышки, и после отделения стенки крышки для образования отверстия в емкости образуется сварочная контактная поверхность, сформированная сегментом внутреннего слоя и проходящая в направлении отверстия емкости. Раскрытый ниже способ сварки, в частности, может быть осуществлен как способ стыковой сварки с помощью нагревательного элемента. Возможными дополнительными преимущественно применимыми сварочными процессами являются известные процессы сварки трением, в частности, такие как вращательная сварка и вибрационная сварка.
Такой способ изготовления обеспечивает, что поверхность сварного контакта, образованная сегментом внутреннего слоя, открыто расположена на торцевой поверхности штуцера емкости, и, таким образом, когда сварной контакт осуществляется между соединительным штуцером арматуры и штуцером емкости, поверхностный контакт образуется между сегментом внутреннего слоя и соединительным штуцером арматуры емкости.
Особенно предпочтительно, если расширение происходит в конусообразно расширяющееся углубление стенки, это обеспечивает преимущества для образования вышеупомянутой конусообразной сварочной контактной поверхности.
Если образование выступа происходит с расширением по меньшей мере в два этапа, таким образом, что на первом этапе расширения происходит образование центральной области выступа, а затем на втором этапе расширения происходит образование конусообразной области стенки выступа, концентрически расположенной по отношению к центральной области, то максимальное растяжение, возникающее при образовании выступа, может быть уменьшено по сравнению с образованием выступа только за один этап расширения, так что уменьшение толщины стенки емкости в результате этого расширения будет соответственно ограничено. Таким образом, в частности, может быть обеспечена толщина материала в сегменте внутреннего слоя, необходимая для выполнения высококачественного сварного соединения.
Особое преимущество дает центральная область выступа цилиндрической формы, поскольку в области конуса можно добиться равномерного распределения толщины стенки.
Предпочтительно, если образование центральной области выступа может происходить одновременно с образованием выдувного корпуса, так что с выполнением двухэтапного процесса расширения не связано существенное увеличение времени выдувного формования для изготовления выдувного корпуса.
Краткое описание чертежей
Ниже предпочтительный вариант осуществления изобретения будет объяснен более подробно со ссылкой на чертежи. На чертежах показаны:
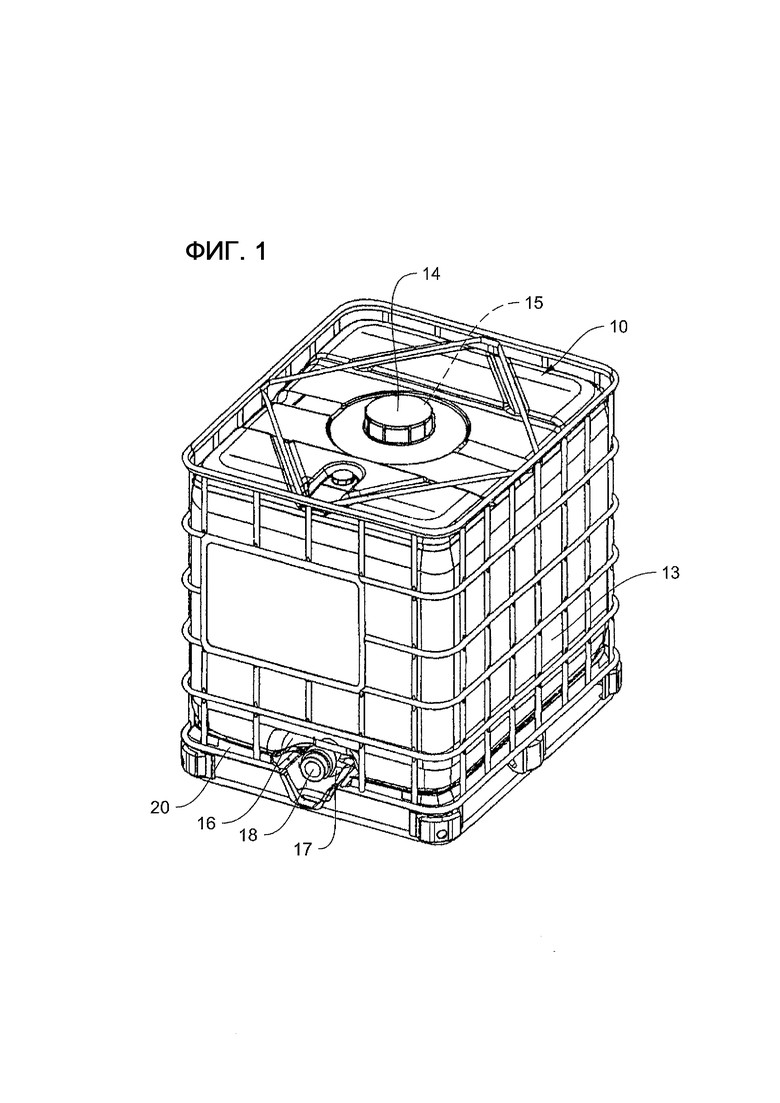
фиг. 1 - вид в перспективе емкости для жидкости, выполненной в виде контейнера-поддона с внутренним резервуаром в виде пластмассовой емкости;
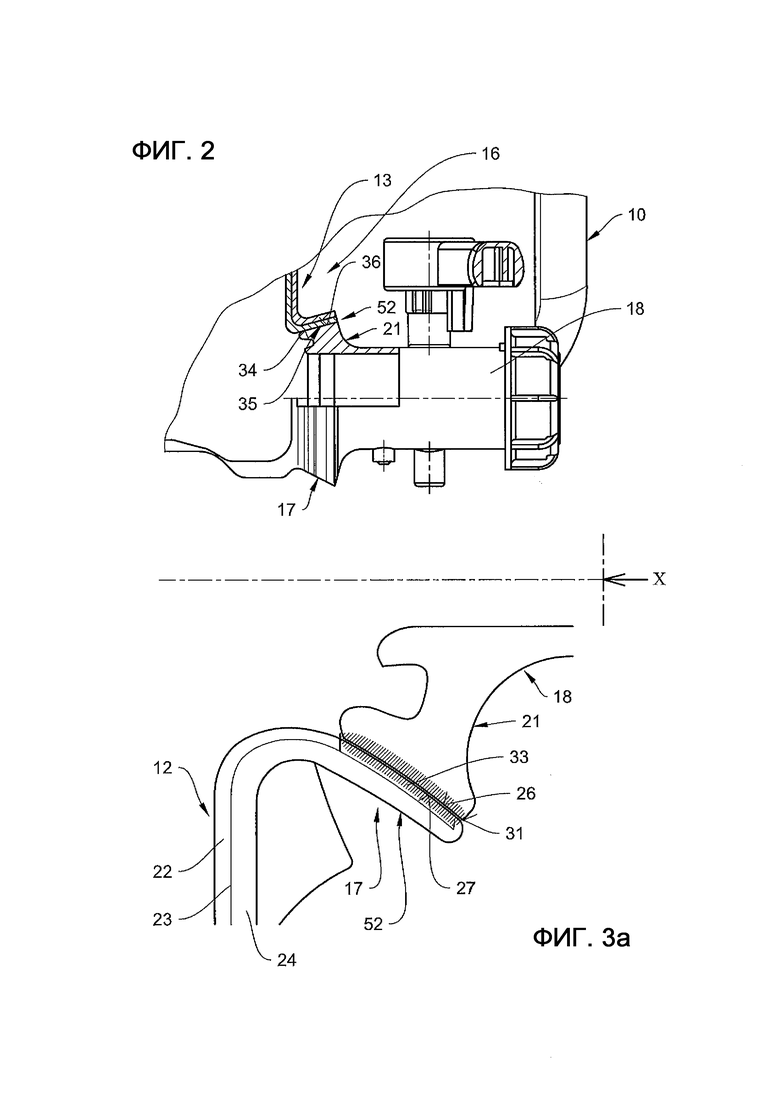
фиг. 2 - увеличенное изображение области подсоединения арматуры пластмассовой емкости на виде сбоку с частичным разрезом;
фиг. 3а - увеличенный подробный вид сварного соединения, выполненного между штуцером емкости и соединительным штуцером арматуры;
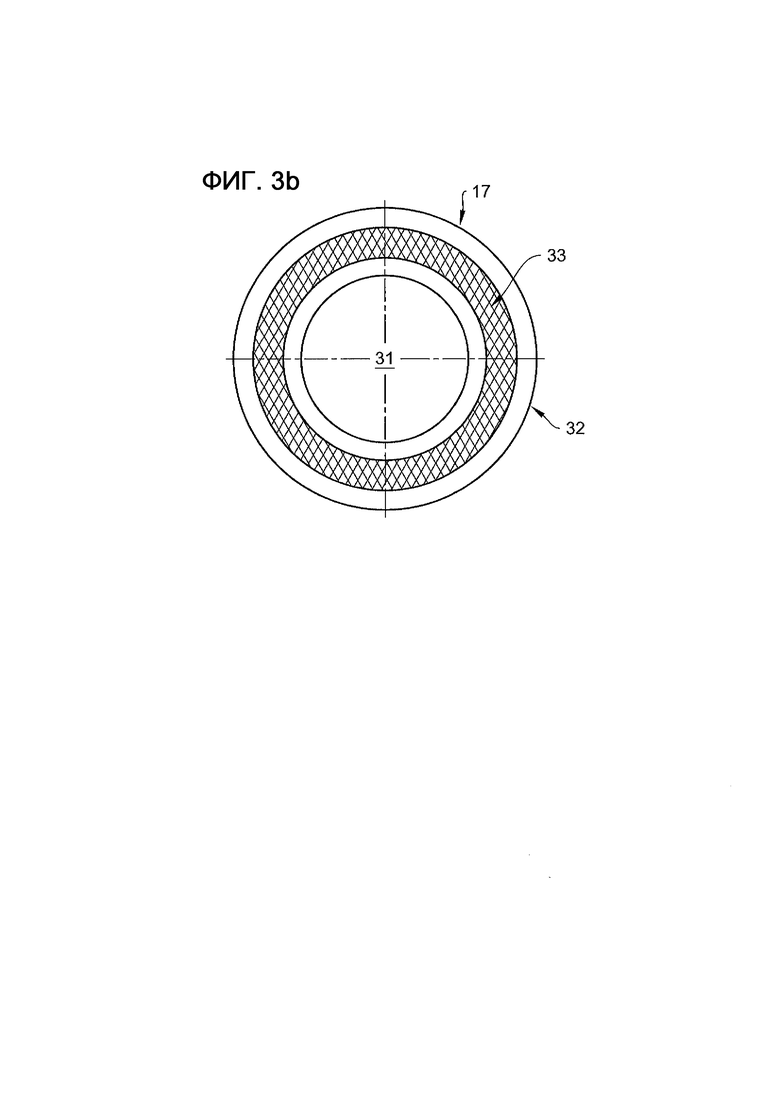
фиг. 3b - вид спереди штуцера емкости, показанного на фиг. 3а;
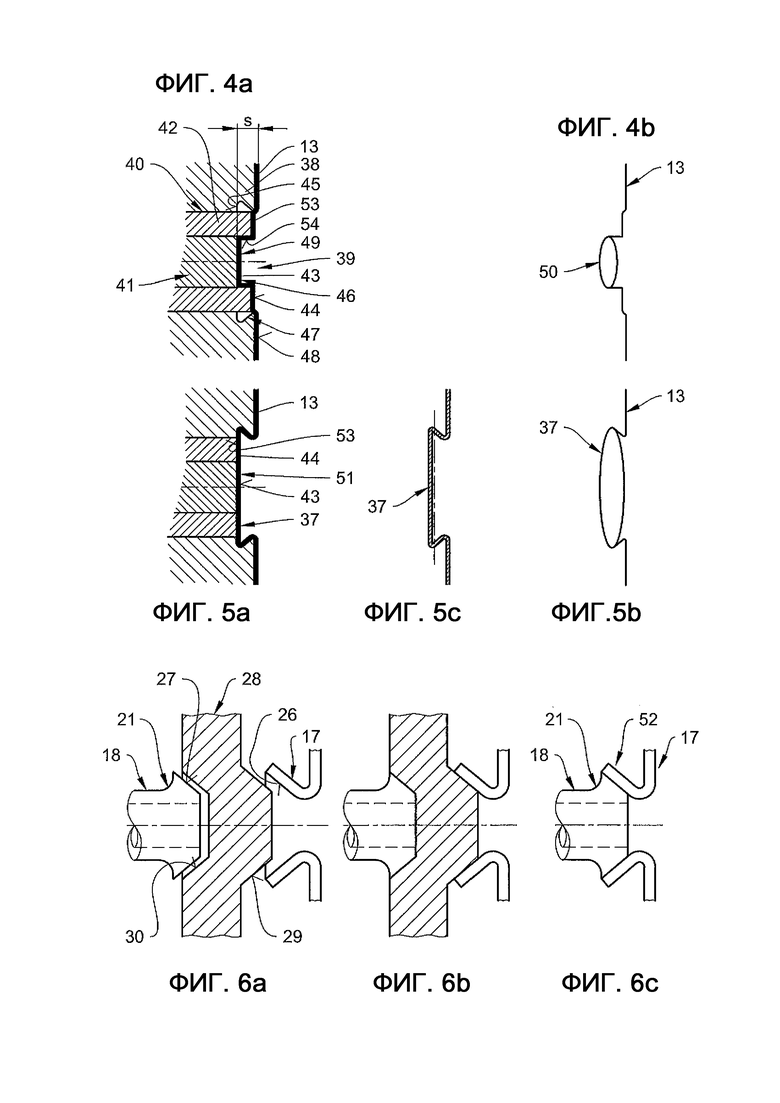
фиг. 4а - первый этап изготовления штуцера емкости способом выдувного формования;
фиг. 4b - центральная часть выступа, образованного в пластмассовой емкости на первом этапе изготовления, показанном на фиг. 4а, для образования штуцера емкости;
фиг. 5а - второй этап изготовления штуцера емкости;
фиг. 5b - выступ, сформированный в пластмассовой емкости на втором этапе изготовления, для образования в ней штуцера;
фиг. 5с - вид в разрезе выступа, показанного на фиг. 5b;
фиг. 6а-6с - схематическое изображение соединения арматуры со штуцером емкости в процессе стыковой сварки с помощью нагревательного элемента.
Осуществление изобретения
На фиг. 1 показана емкость для транспортировки и хранения, которая может быть как одноразовой, так и многоразовой и которая здесь представляет собой пластмассовую емкость 10 кубической формы и в данном случае имеет заливную горловину 15, выполненную в стенке 13 емкости на верхней стороне пластмассовой емкости 10 и оборудованную крышкой 14, а в области 16 подсоединения арматуры на стенке 13 емкости с передней стороны пластмассовой емкости 10 имеет штуцер 17 для подсоединения арматуры 18, который в данном случае выполнен как арматура для отбора жидкости. Для формирования емкости для транспортировки и хранения, пластмассовую емкость 10 располагают на основании 19 в виде поддона, который имеет опорное днище 20, в данном случае выполненное в виде плоского корыта, в качестве опоры для пластмассовой емкости 10.
Пластмассовую емкость 10 изготавливают из трубчатой заготовки способом выдувного формования, в процессе которого штуцер 17 емкости изготавливают вместе с основным корпусом кубической формы пластмассовой емкости 10. На фиг. 2 показано сварное соединение 52 между штуцером 17 емкости и соединительным штуцером 21 арматуры 18, выполненное после изготовления пластмассовой емкости 10 способом выдувного формования. Как показано на фиг. 2, а также, в частности, на увеличенном виде фиг. 3, стенка 13 пластмассовой емкости 10 имеет многослойную структуру, причем в данном случае внутренний слой 22, выполненный из полиэтилена низкого давления ПЭНД (HDPE), отделен от наружного слоя 24 барьерным слоем 23, выполненным в данном случае из EVOH. Поскольку к качеству материала внутреннего слоя 22 предъявляются повышенные требования из-за непосредственного контакта с жидкостью, содержащейся в пластмассовой емкости 10, особенно в случае контакта с пищевыми продуктами, внутренний слой обычно изготавливают из однородного материала определенного состава, такого как ПЭНД (HDPE). В противоположность этому, в качестве материала для наружного слоя 24 обычно используют переработанный, так называемый регенерированный материал, который производят путем измельчения и перемалывания материала использованных пластмассовых емкостей. Кроме того, пластмассовая емкость 10, которая в данном случае является взрывозащищенной, имеет на своей внешней поверхности взрывозащищенный слой 25, выполненный из электропроводящего материала.
Термин "наружный слой" использован здесь для обозначения слоя, который, в отличие от внутреннего слоя, расположен снаружи пластмассовой емкости, причем этот наружный слой необязательно должен быть самым наружным слоем пластмассовой емкости, но может быть предусмотрен другой слой, расположенный снаружи пластмассовой емкости, например, упомянутый выше взрывозащищенный слой либо другой функциональный или декоративный слой. Предпочтительно, внутренний слой выполнен из материала, используемого впервые, а наружный слой выполнен из материала, полученного путем измельчения, при этом измельченный материал может быть получен из отходов производства, образующихся при изготовлении изделий способом выдувного формования, или из переработанных пластмассовых емкостей. В отличие от приведенного примера осуществления внутренний слой и наружный слой могут быть расположены непосредственно друг на друге. При наличии промежуточного функционального слоя, например, барьерного слоя, упомянутого выше в качестве примера, между функциональным слоем и соседними слоями могут быть предусмотрены усилители адгезии.
Как показано на фиг. 6а-6с, выполнение стыкового сварного соединения 52 с помощью нагревательного элемента между штуцером 17 емкости и соединительным штуцером 21 арматуры 18, показанного на фиг. 2 и 3, выполняют таким образом, что подлежащие сварке друг с другом контактные поверхности 26, 27 на штуцере 17 емкости и соединительном штуцере 21 сначала нагревают до достижения тестообразной консистенции с помощью сварочного зеркала 28, помещенного между сварочными контактными поверхностями 26, 27, расположенными друг напротив друга. Для этого сварочные контактные поверхности 26, 27 перемещают к нагревательным поверхностям 29, 30 сварочного зеркала 28 и нагревают за счет теплопроводности, как показано на фиг. 6b. После достижения необходимой температуры сварки в сварочных контактных поверхностях 26, 27 и/или соответствующего расплавления штуцера 17 емкости и соединительного штуцера 21 в области сварочных контактных поверхностей 26, 27 сварочное зеркало 28 удаляют из промежуточного положения, показанного на фиг. 6b, и прижимают сварочные контактные поверхности 26, 27 друг к другу под давлением, как показано на фиг. 6с, так что при последующем охлаждении может быть образовано сварное соединение 52.
Поскольку исходным требованием для выполнения сварного соединения является соответствующая совместимость материалов в области контактных поверхностей 26, 27, то невозможно приварить арматуру 18 емкости, выполненную из полиэтилена, к барьерному слою 23, выполненному из EVOH-материала, или к электропроводящему взрывозащищенному слою 25 стенки 13 емкости, который не совместим с этим материалом.
Для того чтобы обеспечить выполнение сварного соединения, показанного на фиг. 6а-6с, например, как стыкового сварного соединения с помощью нагревательного элемента между стенкой 13 емкости, содержащей помимо внутреннего слоя 22 также барьерный слой 23, наружный слой 24 и взрывозащищенный слой 25, и соединительным штуцером 21, как показано, в частности, на фиг. 2 и 3а, штуцер 17 емкости имеет продольное сечение, расширяющееся в направлении отверстия 31, образованного на штуцере 17 емкости, так что показанная на фиг. 3b торцевая поверхность 32 штуцера 17 емкости, то есть поверхность штуцера 17 емкости, спроецированная на плоскость чертежа, имеет сегмент внутреннего слоя, который при выполнении стыкового сварного соединения 52 открыт для образования сварочной контактной поверхности 26 и задействован для прямого контакта с контактной поверхностью 27 соединительного штуцера 21, показанной на фиг. 3а. При подобном расположении сегмента 33 внутреннего слоя, образующего контактную поверхность 26 штуцера 17 емкости, ни барьерный слой 23, ни взрывозащищенный слой 25 не могут препятствовать образованию сварного соединения 52.
В примере осуществления, показанном на фиг. 2 и 3, штуцер 17 емкости имеет конусообразную форму, то есть сварочная контактная поверхность 26 штуцера 17 емкости образована боковой поверхностью 34 внутреннего конуса 35, образованного штуцером 17 емкости, который приварен к внешнему конусу 36, образованному на соединительном штуцере 21 арматуры 18 емкости. На фиг. 4а-5с пояснен раскрытый ниже процесс образования штуцера 17 способом выдувного формования в стенке 13 емкости, при этом образование штуцера 17 емкости происходит на основе выступа 37, первоначально образованного в стенке 13 емкости. Как показывает сравнение фиг. 4а и 5а, выступ 37 выполняют за два этапа расширения, при этом, как показано на фиг. 4а, используется формовочный инструмент 40, расположенный в углублении 39 стенки 38 выдувной формы, который в данном случае имеет цилиндрический внутренний шибер 41 и внешний шибер 42, коаксиально расположенный по отношению к цилиндрическому внутреннему шиберу 41, при этом как внутренний шибер 41, так и внешний шибер 42 своими днищами 43 и/или 44 образуют дно 46 формы в углублении 39 стенки вплоть до радиальной краевой области 45.
Как показано на фиг. 4а и 5а, углубление 39 стенки образовано таким образом, что оно расширяется в стенке 38 формы в направлении дна 46 формы и таким образом образует кольцевое поднутрение 47 в стенке 38 формы, так что углубление 39 стенки имеет в целом конусообразную форму. Как показано на фиг. 4а, при выполнении первого этапа расширения внутренний шибер 41 и внешний шибер 42 принимают такое взаимное расположение, при котором внутренний шибер 41 расположен своим дном 43 в плоскости дна формы 46, а внешний шибер 42 расположен своим дном 44 в основном в плоскости поверхности 48 стенки формы, так что поднутрение 47 закрывается внешним шибером 42, и внутри углубления 39 стенки образуется цилиндрическая полость 49 формы.
Как видно из фиг. 4а и 4b, когда стенка 13 емкости расширяется в углублении 39 стенки, сначала образуется центральная область 50 выступа 37, то есть заготовка выступа 37, которая окончательно образуется только на втором этапе расширения, показанном на фиг. 5а, при этом для выполнения второго этапа расширения внешний шибер 42 перемещается своим дном 44 заподлицо с дном 43 внутреннего шибера, так что оба днища 43, 44 теперь расположены в плоскости дна 46 формы, и образуется полость 51 формы, дополненная поднутрением 47.
На втором этапе расширения происходит расширение круговой области стенки 53 в области 16 подсоединения арматуры стенки 13 емкости, которая окружает центральную область 47, и на первом этапе расширения все еще опирается на внешний шибер 42, причем область 53 стенки имеет площадь, которая соответствует сумме площадей дна 44 внешнего шибера и площади 54 внутренней стенки шибера, образованной выступом s внешнего шибера 42 относительно внутреннего шибера 41. Поскольку эта площадь лишь немного меньше частичной поверхности углубления 39 стенки, образованной суммой площадей дна 44 внешнего шибера 42 и поверхности поднутрения 47, то на втором этапе, показанном на фиг. 5а, расширение по существу приводит к переворачиванию краевого участка 53, опирающегося на внешний шибер 42 в радиальной области 45 дна 46 формы, и граничащей с ним поверхности поднутрения 47, так что область 52 стенки испытывает только ограниченное растяжение, а наиболее растянутая часть выступа 37 образуется в области стенки 55 крышки выступа 37, прилегающей к дну 46 формы.
Как показано разделительной линией на фиг. 5с, стенка 55 крышки образует часть выступа 37, которую удаляют разделительным разрезом для образования отверстия 31 в штуцере 17 емкости, так что готовый штуцер 17 емкости не имеет уменьшения толщины стенки по сравнению с окружающей областью 16 подсоединения арматуры стенки 13 емкости, которое могло бы поставить под угрозу функционирование штуцера 17 емкости.
Изобретение относится к пластмассовой емкости для жидкостей, в частности, к внутреннему резервуару емкости для транспортировки и хранения жидкостей, имеющей внешнюю оболочку из решетчатого или листового материала и основание в виде поддона. Пластмассовая емкость изготовлена в виде корпуса путем выдувного формования из трубчатой заготовки в выдувной форме и в области подсоединения арматуры стенки емкости имеет штуцер с отверстием для подсоединения арматуры, который соединен с соединительным фланцем арматуры емкости посредством сварного соединения. Стенка емкости имеет внутренний слой, выполненный из первого пластмассового материала, и наружный слой, выполненный из второго пластмассового материала. Штуцер емкости имеет продольное сечение, расширяющееся по направлению к отверстию емкости таким образом, что торцевая поверхность штуцера емкости по меньшей мере частично образована сегментом внутреннего слоя, расположенным напротив наружного слоя, и сварочная контактная поверхность штуцера емкости образована сегментом внутреннего слоя. Изобретение обеспечивает создание пластмассовой емкости и способа изготовления пластмассовой емкости, которая имеет многослойную структуру стенок и может быть оборудована арматурой простым способом с помощью сварного соединения. 2 н. и 3 з.п. ф-лы, 12 ил.
1. Пластмассовая емкость (10) для жидкостей, в частности, внутренний резервуар емкости для транспортировки и хранения жидкостей, имеющей внешнюю оболочку из решетчатого или листового материала и основание в виде поддона, при этом пластмассовая емкость (10) выполнена в виде корпуса путем выдувного формования из трубчатой заготовки в выдувной форме и в области (16) подсоединения арматуры стенки (13) емкости имеет штуцер (17) с отверстием (31) для подсоединения арматуры (18) емкости, связанный с соединительным фланцем (21) арматуры (18) посредством сварного соединения (52), причем стенка (13) емкости имеет внутренний слой (22), выполненный из первого пластмассового материала, и наружный слой (24), выполненный из второго пластмассового материала, при этом штуцер (17) емкости имеет продольное сечение, расширяющееся по направлению к отверстию (31) емкости таким образом, что торцевая поверхность (32) штуцера (17) емкости по меньшей мере частично образована сегментом (33) внутреннего слоя, расположенным напротив наружного слоя (24), и сварочная контактная поверхность (26) штуцера (17) емкости образована сегментом (33) внутреннего слоя, отличающаяся тем, что штуцер (17) емкости имеет конусообразную форму таким образом, что сварочная контактная поверхность (26) образована боковой поверхностью (34) внутреннего конуса (35), имеющего внутренний слой (22), который приваривают к внешнему конусу (36), образованному на соединительном штуцере (21) арматуры (18) емкости, проходящей наружу пластмассовой емкости (10).
2. Способ изготовления пластмассовой емкости (10) для жидкостей, в частности, в виде внутреннего резервуара емкости для транспортировки и хранения жидкостей, имеющей внешнюю оболочку из решетчатого или листового материала и основание в виде поддона, причем пластмассовую емкость (10) изготавливают в виде корпуса путем выдувного формования из трубчатой заготовки в выдувной форме и в области (16) подсоединения арматуры стенки (13) емкости предусматривают штуцер (17) с отверстием (31) для подсоединения арматуры (18) емкости, при этом для образования штуцера (17) емкости в углублении (39) стенки выдувной формы выполняют выступ (37) в стенке (13) емкости, закрытый стенкой (55) крышки, затем выполняют отверстие (31) путем срезания стенки (55) крышки, после чего выполняют соединение штуцера (17) емкости с соединительным штуцером (21) арматуры (18) в виде сварного соединения (52), причем стенка (13) емкости имеет внутренний слой (22), выполненный из первого пластмассового материала, и наружный слой (24), выполненный из второго пластмассового материала, причем во время выдувного формования пластмассовой емкости (10) для образования выступа (37) происходит расширение стенки (13) емкости в расширяющееся углубление (39) выдувной формы таким образом, что выступ (37), образованный в стенке (13) емкости, имеет увеличивающееся поперечное сечение по направлению к стенке (55) крышки, и после отделения стенки (55) крышки для образования отверстия (31) в емкости получают сварочную контактную поверхность (26), образованную сегментом (33) внутреннего слоя и проходящую в направлении отверстия (31) емкости, отличающийся тем, что расширение стенки (13) емкости происходит в конусообразно расширяющееся углубление (39) стенки.
3. Способ по п. 2, отличающийся тем, что образование выступа (37) происходит по меньшей мере в два этапа расширения таким образом, что на первом этапе расширения происходит формирование центральной области (50) выступа (37), а затем на втором этапе расширения происходит формирование конусообразной области (53) стенки выступа, концентрически расположенной по отношению к центральной области.
4. Способ по п. 3, отличающийся тем, что центральная область (50) выступа (37) имеет цилиндрическую форму.
5. Способ по п. 3 или 4, отличающийся тем, что образование центральной области (50) выступа (37) происходит одновременно с образованием корпуса выдувного формования.
| СПОСОБ ОЧИСТКИ МАСЛОНАПОЛНЕННОГО СИЛОВОГО ЭЛЕКТРОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ | 2008 |
|
RU2387492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ ЕМКОСТИ ДЛЯ ЖИДКОСТЕЙ | 2005 |
|
RU2286879C1 |
| US 3042271 A, 03.07.1962 | |||
| DE 2906974 A1, 04.09.1980 | |||
| DE 202006020793 U1, 11.03.2010.. | |||

