Изобретение касается способа изготовления пластиковых емкостей для жидкостей с четырьмя боковыми стенками, с нижним и верхним основанием, с закрываемым заливным отверстием в верхнем основании и раздаточной арматурой из полимерных материалов, в частности клапанным или шаровым краном, с корпусом арматуры, имеющим входной и выходной штуцера, при этом входной штуцер корпуса арматуры присоединен к сливному отверстию в нижней вогнутой части передней стенки емкости для приема раздаточной арматуры.
Для изготовления известной из DE 10237808 A1 пластиковой емкости для жидкостей с выполненной в виде клапанного крана раздаточной арматурой и используемой в качестве оснащенной поддоном емкости, при формировании дутьем емкости для жидкости предварительно изготовленный в виде литой детали из пластмассы и установленный в дутьевой форме сливной штуцер с внешней резьбой приваривается к емкости. После извлечения охлажденной емкости с помощью режущего инструмента, введенного в сливной штуцер, в стенке емкости вырезается сливное отверстие. После этого раздаточная арматура с помощью накидной гайки прикручивается к сливному штуцеру емкости для жидкости.
В другом известном способе изготовления пластиковых емкостей для жидкости с раздаточной арматурой при формировании дутьем емкости входной штуцер, предварительно изготовленный в виде литой детали из пластмассы и установленный в дутьевой форме корпуса арматуры, приваривается к емкости. После извлечения охлажденной емкости сливное отверстие вырезается в стенке емкости с помощью режущего инструмента, введенного в корпус арматуры. После этого в арматурном коробе устанавливаются запорный элемент и вал исполнительного механизма с рукояткой управления.
В обоих известных способах изготовления соответственным образом удлиняется цикл формования дутьем емкости из-за необходимости установки сливного штуцера или корпуса арматуры в дутьевую форму, что влечет за собой снижение производительности установки, в которой изготавливают емкости. Во втором способе изготовления производительность установки дополнительно снижается вследствие необходимости монтажа раздаточной арматуры после формования дутьем емкости.
В основе изобретения лежит задача разработки способа изготовления емкости для жидкости, оснащенных раздаточной арматурой, который обеспечивает более высокую производительность по сравнению с известными способами изготовления.
Эта задача в соответствии с изобретением решена за счет способа изготовления по пп.1 и 2 формулы изобретения.
Далее изобретение поясняется более подробно посредством чертежей, на которых показано:
Фиг.1 - вид в перспективе пластикового контейнера для жидкости, выполненного в виде емкости с поддоном, оснащенной раздаточной арматурой;
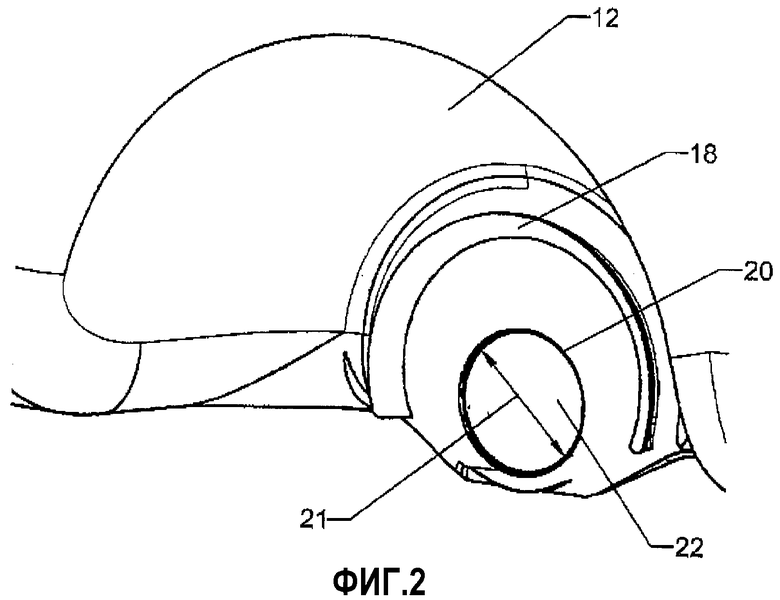
Фиг.2 - увеличенный вид в перспективе области выпуска полученной дутьем емкости для жидкости;
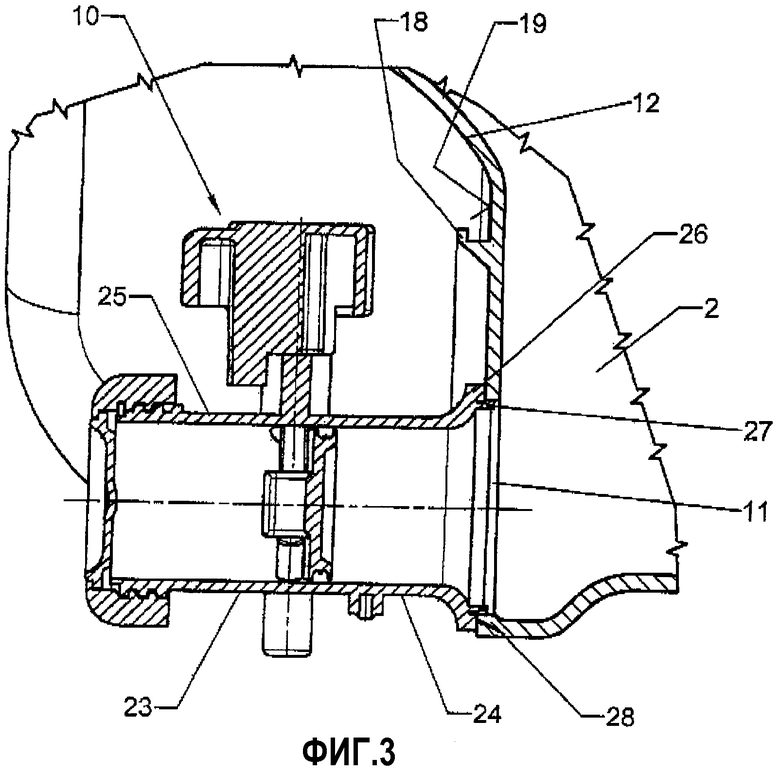
Фиг.3 - продольный разрез области выпуска емкости для жидкости с приваренной раздаточной арматурой;
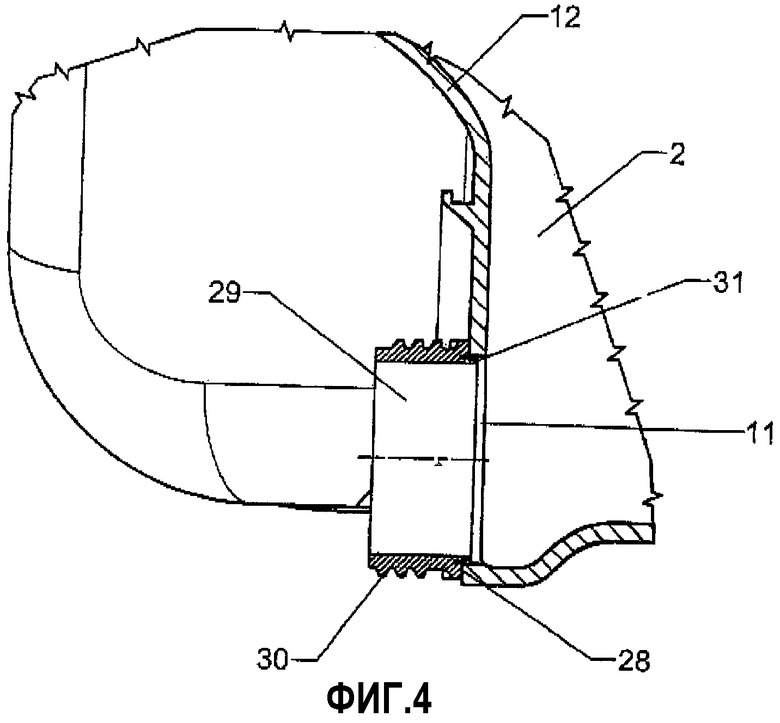
Фиг.4 - продольный разрез области выпуска емкости для жидкости с приваренным сливным штуцером;
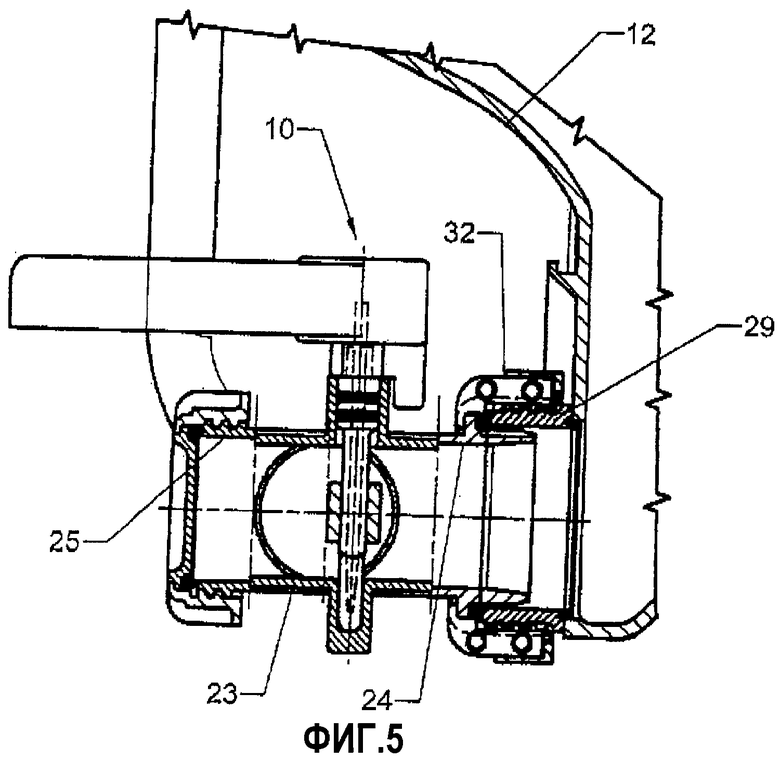
Фиг.5 - продольный разрез сливного штуцера, приваренного к области выпуска емкости для жидкости согласно фиг.4 с привинченной к нему раздаточной арматурой.
Используемый в качестве одноразовой или многоразовой емкости контейнер 1 для транспортировки и хранения согласно фиг.1 имеет в качестве основных частей сменную, имеющую форму параллелепипеда емкость 2 для жидкостей, выполненную из пластмассы с четырьмя боковыми стенками 3-6, которая оснащена закрываемым крышкой 8, заливным отверстием 7 в верхнем основании 9 и раздаточной арматурой 10, которая подсоединена к сливному отверстию 11 в куполообразной вогнутости 12 передней стенки 3 емкости в области нижнего основания 13 емкости для приема раздаточной арматуры 10, кроме того, внешний корпус из перекрещивающихся горизонтальных и вертикальных металлических прутьев 14, 15 сетки, а также поддонообразную подставку 16 с соответствующими евростандарту габаритами по длине и ширине, на выполненное в виде плоской ванны дно 17 из листовой стали которой опирается емкость 2.
Емкость 2 для приема жидкостей формируется дутьем с кольцеобразным удерживающим сегментом 18 на внешней стороне 19 вогнутой части 12 передней стенки 3 емкости для центрирования и удержания готовой полученной дутьем емкости 2 в сварочном аппарате и с круглым углублением 20 на внешней стороне 19 вогнутой части 12 с диаметром 21, соответствующим номинальному внутреннему диаметру раздаточной арматуры 10, выполненной в виде клапанного или шарового крана (фиг.2). После вынимания из формы охлажденной емкости 2 основание 22 углубления 20 вырезается с помощью центрируемого в нем режущего инструмента для образования сливного отверстия 11 емкости 2. Затем раздаточная арматура 10, сформированный методом литья под давлением пластмассы корпус 23 которой имеет входной 24 и выходной 25 штуцера, отформованным на ее входном штуцере 24 крепежным фланцем 26, который центрируется с помощью кольцевой насадки 27 в сливном отверстии 11 емкости 2, приваривается (фиг.3) к внешнему краю 28 сливного отверстия 11 с помощью аппарата для сварки контактным нагревом.
В другом, показанном на фиг.4 и 5 способе изготовления емкости 2 для жидкости, оснащенной раздаточной арматурой 10, сливной штуцер 29, предварительно изготовленный в виде полученной литьем под давлением детали и снабженный внешней резьбой 30, приваривается к внешнему краю 28 сливного отверстия 11 емкости 2, с помощью аппарата для сварки контактным нагревом, при этом сливной штуцер 29 центрируется в сливном отверстии 11 емкости 2 с помощью отформованной на нем кольцевой насадки 31. К приваренному к емкости 2 для жидкости сливному штуцеру 29 привинчивается предварительно смонтированная раздаточная арматура 10 с помощью накидной гайки 32, находящейся на ее входном штуцере 24.
Изобретение относится к области формования или соединения пластиков. Способ изготовления пластиковых емкостей для жидкостей с раздаточной арматурой заключается в том, что формируют дутьем емкость с по меньшей мере одним удерживающим сегментом на внешней стороне вогнутой части передней стенки емкости для центрирования и удержания готовой полученной дутьем емкости в сварочном аппарате и с круглым углублением на внешней стороне вогнутой части с диаметром, соответствующим номинальному внутреннему диаметру раздаточной арматуры, вырезают основание углубления с помощью центрированного в нем режущего инструмента для образования сливного отверстия в емкости, а также приваривают раздаточную арматуру с отформованным на ее входном штуцере крепежным фланцем к внешнему краю сливного отверстия емкости. Способ обеспечивает более высокую производительность изготовления емкостей для жидкостей, оснащенных раздаточной арматурой. 2 н. и 2 з.п. ф-лы, 5 ил.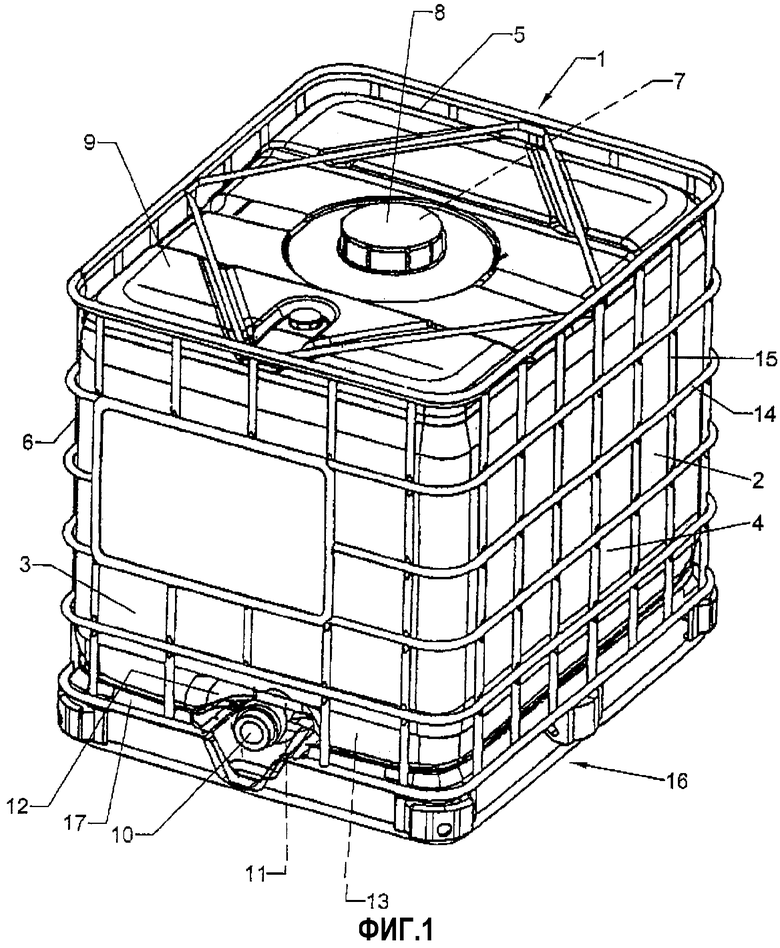
| DE 19511723 С1, 29.08.1996 | |||
| DE 10237808 А1, 16.10.1997 | |||
| US 5253777 А, 18.04.1990 | |||
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |

