Изобретение относится к приспособлениям и устройствам при изготовлении, сборке и сварке металлических изделий, облегчению труда слесаря- сборщика с обеспечением проектных размеров, допусков и качества изготовления металлических изделий за счет обеспечения плотного прилегания между собой свариваемых частей и минимизации деформаций изделий при сварке.
В настоящее время для изготовления U-образных цилиндрических и многогранных используется технология с отдельным изготовлением тела шпунтовой сваи и замковых элементов с последующим свариванием их в единое целое. Для обеспечения плотного прилегания деталей между собой и качественной сварки применяют специальные зажимные устройства и струбцины. Для исключения деформации сваи после сварки применяют механическую правку в роликовых правильных машинах и прессах, а, также, для повышения жесткости и проектных размеров сваи во внутреннюю полость сваи специальные металлические пластины, что существенно увеличивает себестоимость изготовления.
Известно зажимное приспособление (патент РФ 2020050, МПК В25В5/02). Устройство содержит две струбцины, каждая из которых выполнена в виде штанги, установленных на ней двух губок и зажимного винта, установленного на одной из губок, губка одной из струбцин имеет гнездо, в котором размещена штанга другой струбцины. Гнездо губки одной из струбцин выполнено в виде отверстия прямоугольного сечения, ось которого перпендикулярна к штанге этой же струбцины, а обе губки каждой струбцины выполнены подвижными относительно штанг, снабженных поперечными пазами, фиксирующими губки. Приспособление может быть использована при сборке и сварке металлических изделий.
Недостатком известного технического решения является то, что устройство не обеспечивает исключения деформации металлических изделий при сварке и не может быть использовано для сборки и сварки металлических многогранных свай.
Известен зажим (патент РФ 2335388, МПК B23Q3/06). Зажим содержит верхнюю полускобу, соединенную с верхней опорной пятой, обращенной внутрь полускобы, а нижним концом - с рычагом, образующим нижнюю полускобу, соединенным с нижней плитой, обращенной внутрь полускобы, рукоятку для зажима полускоб, причем оси частей зажима соединены параллельными шарнирами. Зажим выполнен из четырех частей, а рычаг состоит из полого корпуса, внутри которого коаксиально установлен палец, содержащий закрепленную у его верхнего конца ось, на которой установлена нижним концом верхняя полускоба, при этом концы оси размещены с возможностью перемещения в пазах, выполненных в стенках полого корпуса вдоль него, у нижнего торца пальца выполнена резьба, на которой установлена рукоятка, соединенная с полым корпусом кольцевыми элементами, обеспечивающими возможность вращения рукоятки без осевого перемещения, причем ось соединения рычага с нижней пятой установлена у его верхнего конца. Зажим предназначен для прижатия пуансона к матрице при изготовлении изделий из стеклопластика.
Недостатком известного технического решения является то, что устройство не обеспечивает исключения деформации металлических изделий при сварке и не может быть использовано для сборки и сварки металлических многогранных свай.
Известно изобретение по патенту РФ 2090348, МПК В25В5/02. Струбцина, содержащая П-образный корпус с двумя полочками и перекладиной, поперечное сечение корпуса выполнено в виде двутавра с двумя параллельными стенками равной ширины и одной перпендикулярной им стенкой, резьбовую втулку, установленную на первой полочке, силовой винт с головкой, ручкой в головке и прижимной пятой, опорную пяту, установленную на второй полочке соосно с силовым винтом. По центральной продольной оси параллельных стенок двутавра по внешнему и внутреннему периметру выполнены резьбовые отверстия для закрепления ограничительной опорной планки, диаметры опорной и прижимной пяты, резьбовой втулки под силовой винт и головки винта выполнены равными или меньшими ширины параллельных стенок двутавра, на одной из внешних сторон параллельной стенки двутавра нанесена мерная шкала, а на перпендикулярной стенке двутавра в углах многоугольника нанесены цифровые величины углов. Изобретение предназначено для сборки и сварки металлических изделий с разными фиксированными углами между частями изделия.
Недостатком известного технического решения, как и в предыдущих технических решениях, является то, что устройство не обеспечивает исключения деформации металлических изделий при сварке и не может быть использовано для сборки и сварки металлических многогранных свай.
Технический результат изобретения состоит в качественной сварке тела многогранной сваи с замковыми элементами с обеспечением их соосности с концевыми частями тела сваи, обеспечении проектных размеров и допусков на изготовление, а также, минимизации деформации сваи при сварке.
Указанный технический результат достигается тем, что устройство для изготовления сварных многогранных свай, содержит струбцины, снабженные проушинами с шарнирным соединением, которые соединены между собой винтовой стяжкой.
Также технический результат достигается тем, что способ изготовления сварных многогранных свай включает изготовление тела сваи из листового проката методом гибки, установку, фиксацию и крепление замковых элементов к телу сваи с помощью сварки, при этом по длине сваи устанавливают по меньшей мере два устройства для изготовления сварных многогранных свай, тело сваи устанавливают на монтажную плиту донной частью, после чего на концевые грани тела сваи устанавливают замковые элементы, выставляют с помощью винтовой стяжки устройств расстояние между струбцинами в соответствии с текущим положением замковых элементов и фиксируют замковые элементы на концевых гранях тела сваи струбцинами, затем выставляют с помощью винтовых стяжек проектное расстояние между замковыми элементами и приваривают замковые элементы к телу сваи, после чего, не снимая устройств, производят охлаждение сваи на воздухе до температуры сварных швов и околошовной зоны не более 200°С, после чего снимают устройства со сваи.
Изготовления сварных многогранных свай включает изготовление тела сваи из листового проката методом гибки, установку, фиксацию и крепление замковых элементов к телу сваи с помощью сварки.
Процесс изготовления шпунтовых свай выполняется следующим образом.
Конструкция устройства для сварки многогранных свай поясняется чертежами, где изображено:
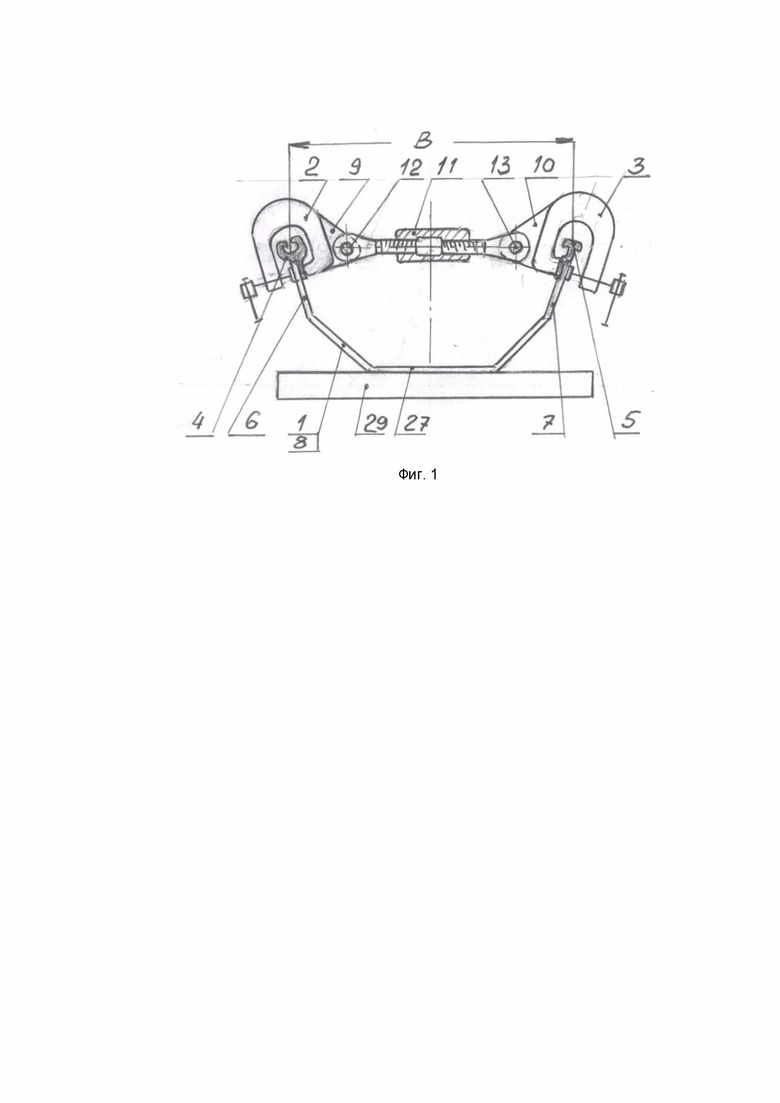
Фиг. 1 – общий вид устройства для сварки многогранных свай со ступенчатыми замковыми элементами (вариант 1);
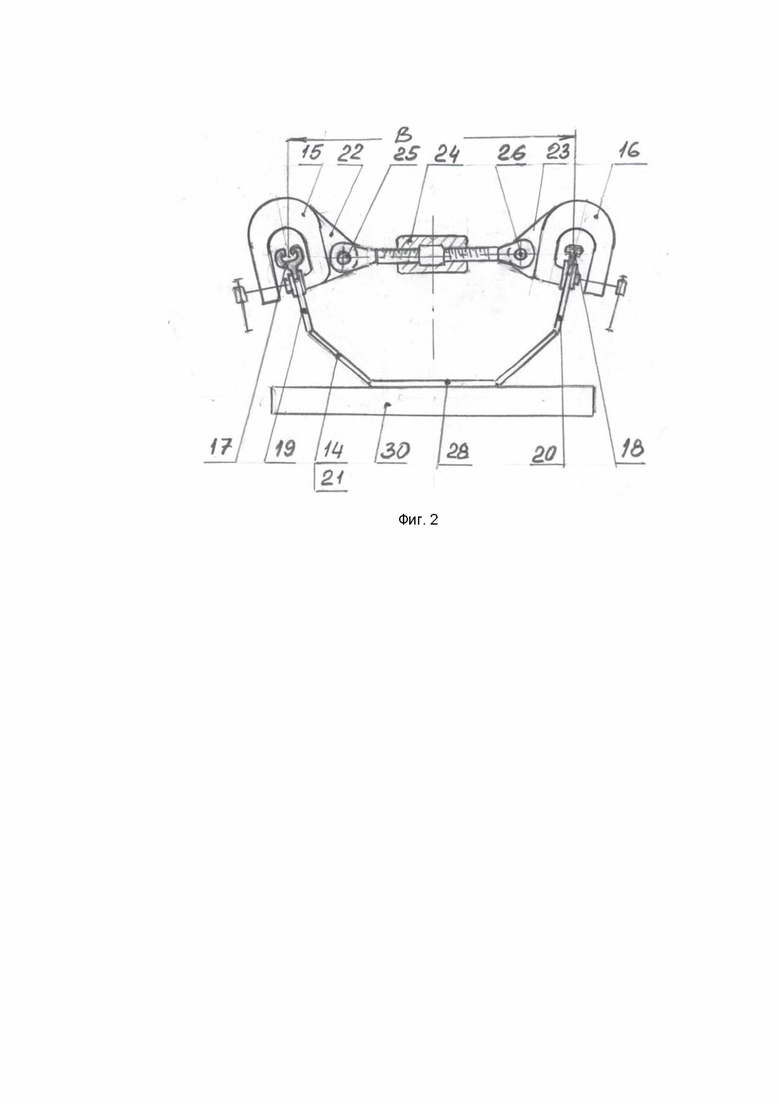
Фиг. 2 - общий вид устройства для сварки многогранных свай с прямолинейными замковыми элементами (вариант 2);
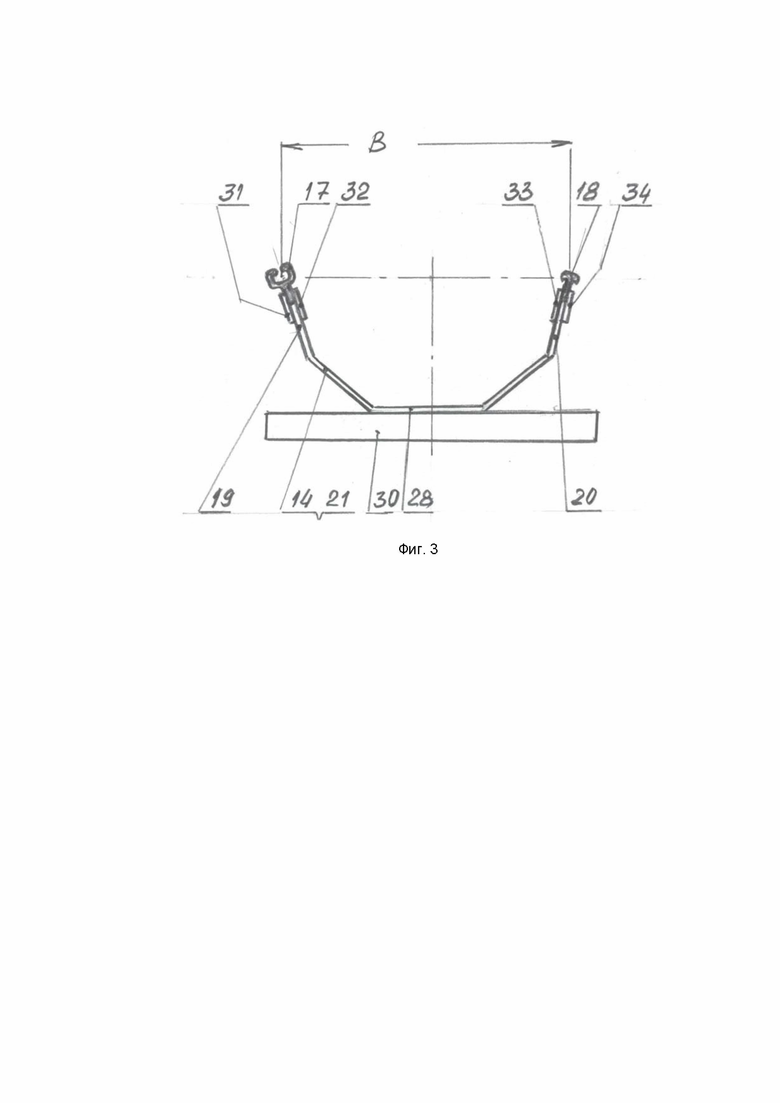
Фиг. 3 – общий вид многогранной свай с прямолинейными замковыми элементами (перед сваркой).
1, 14 – сварная многогранная свая;
4, 5, 17, 18 – замковые элементы сваи;
6, 7, 19, 20 – концевые грани сваи;
8, 21 – тело сваи;
27, 28 – донная часть сваи;
2, 3, 15, 16 – струбцины;
9, 10, 22, 23 – проушины струбцин;
11, 24 – винтовая стяжка;
12, 13, 25, 26 – шарниры винтовых стяжек;
29, 30 – монтажная плита;
31, 32, 33, 34 – монтажные платики.
Устройство (Фиг. 1, вариант 1) для изготовления сварных многогранных свай 1, содержит струбцины 2, 3 для фиксации ступенчатых замковых элементов 4, 5 сваи 1 относительно концевых граней 6, 7 тела 8 сваи во время сварки. При этом, струбцины 2, 3 на противоположных гранях тела 6, 7 сваи 1 снабжены проушинами 9, 10 и соединены между собой винтовой стяжкой 11 с шарнирами 12, 13 на ее концах. Центры осей шарнирных соединений струбцины 2, 3 на противоположных концевых гранях тела 6, 7 сваи 1 находятся на линии, перпендикулярной оси сваи 1 (с учетом погрешности ±3º).
Устройство (Фиг. 2, вариант 2) для изготовления сварных многогранных свай 14, содержит струбцины 15, 16 для фиксации прямолинейных замковых элементов 17, 18 сваи 14 относительно концевых граней 19, 20 тела 21 сваи во время сварки. При этом, струбцины 15, 16 на противоположных концевых гранях 19, 20 тела сваи 21 снабжены проушинами 22, 23 и соединены между собой винтовой стяжкой 24 с шарнирами 25, 26 на ее концах. Центры осей шарнирных соединений струбцины 15, 16 на противоположных концевых гранях 19, 20 тела 21 сваи 14 находятся на линии, перпендикулярной оси сваи 14 (с учетом погрешности ±3º).
Изготовления сварных многогранных свай 1, 14 включает изготовление тела 8, 21 сваи из листового проката методом гибки, установку, фиксацию и крепление замковых элементов к телу сваи с помощью сварки.
Процесс изготовления шпунтовых свай выполняется следующим образом.
По длине сваи устанавливают, по крайней мере, два устройства для изготовления многогранных свай, при этом тело сваи устанавливают на монтажную плиту 29, 30 донной частью 27, 28, после чего на концевые грани 6, 7, 19, 20 тела устанавливают замковые элементы 4, 5, 17, 18, выставляют с помощью винтовой стяжки 11, 24 устройства расстояние между струбцинами 2, 3, 15, 16 в соответствии с текущим положением замковых элементов и фиксируют замковые элементы 4, 5, 17, 18 на концевых гранях 6, 7, 19, 20 тела сваи струбцинами 2, 3, 15, 16, затем выставляют с помощью винтовых стяжек 11, 24 проектное расстояние (В) между замковыми элементами и приваривают их к телу сваи, после чего, не снимая приспособлений, производят охлаждение сваи на воздухе до температуры сварных швов и околошовной зоны не более 200°С (для предотвращения растрескивания сварных швов), снимают устройства со сваи и отправляют ее на контрольные измерения и испытания. Установку (Фиг. 3) прямолинейных замковых элементов 17, 18 на концевых гранях 19, 20 производят между платиками 31, 32, 33, 34, приваренным монтажным сварным швом к внутренним и наружным поверхностям концевых граней 19, 20. После сварки сваи платики 31, 32, 33, 34 удаляют.
В результате реализации изобретения обеспечивается качественная сварка тела многогранной сваи с замковыми элементами с обеспечением их соосности с концевыми частями тела сваи, обеспечиваются проектные размеры и допуски на изготовление свай, а также, минимизируются деформации сваи при сварке.
Изобретение позволяет значительно снизить трудоемкость и себестоимость изготовления U-образных многогранных свай, повысить их качество, а также уменьшить расход металла на изготовление свай.
Изобретение относится к приспособлениям и устройствам при изготовлении, сборке и сварке металлических изделий. Способ изготовления сварных многогранных свай включает изготовление тела сваи из листового проката методом гибки. Устанавливают, фиксируют и закрепляют замковые элементы к телу сваи с помощью сварки. По длине сваи устанавливают по меньшей мере два устройства. Каждое устройство содержит струбцины, снабженные проушинами с шарнирным соединением и соединенные между собой винтовой стяжкой. Тело сваи устанавливают на монтажную плиту донной частью. На концевые грани тела сваи устанавливают замковые элементы. Выставляют с помощью винтовой стяжки устройств расстояние между струбцинами в соответствии с текущим положением замковых элементов. Фиксируют замковые элементы на концевых гранях тела сваи струбцинами. Выставляют проектное расстояние между замковыми элементами. Приваривают замковые элементы к телу сваи. Охлаждают сваю на воздухе до температуры сварных швов и околошовной зоны не более 200°С. Техническим результатом изобретения является минимизация деформации сваи при сварке. 3 ил.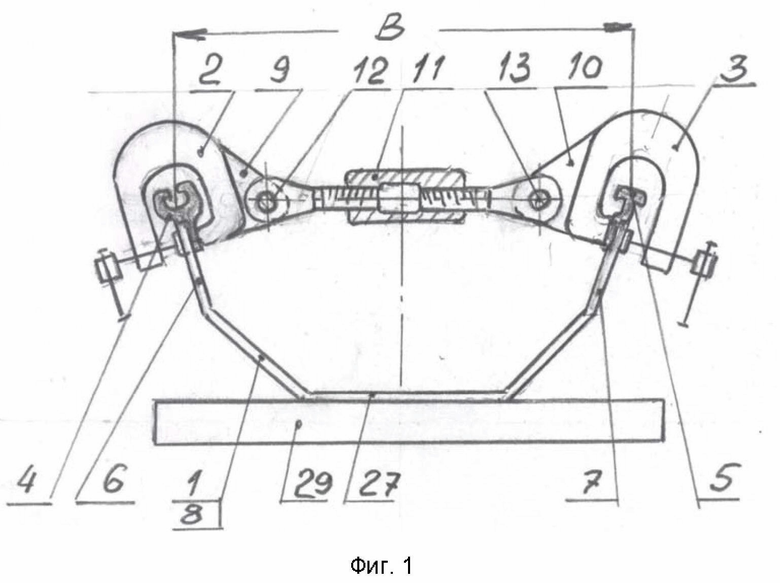
Способ изготовления сварных многогранных свай, включающий изготовление тела сваи из листового проката методом гибки, установку, фиксацию и крепление замковых элементов к телу сваи с помощью сварки, при этом по длине сваи устанавливают по меньшей мере два устройства, каждое из которых содержит струбцины, снабженные проушинами с шарнирным соединением и соединенные между собой винтовой стяжкой, тело сваи устанавливают на монтажную плиту донной частью, после чего на концевые грани тела сваи устанавливают замковые элементы, выставляют с помощью винтовой стяжки устройств расстояние между струбцинами в соответствии с текущим положением замковых элементов и фиксируют замковые элементы на концевых гранях тела сваи струбцинами, затем выставляют с помощью винтовых стяжек проектное расстояние между замковыми элементами и приваривают замковые элементы к телу сваи, после чего, не снимая устройств, производят охлаждение сваи на воздухе до температуры сварных швов и околошовной зоны не более 200°С, после чего снимают устройства со сваи.
| Сборочная струбцина для сварочных работ | 1974 |
|
SU563253A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАИ | 2003 |
|
RU2249081C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 1991 |
|
RU2020050C1 |
