Изобретение относится к области химической металлизации поверхности металлов и может быть использовано для нанесения покрытий Ni-P на изделия из сталей, меди, латуни.
Известен способ химического никелирования с целью получения износостойких, коррозионно-стойких и декоративных покрытий состава Ni-P, Ni-B и т.д. на сталь, медь и другие металлы[1]. Отличительной особенностью способа является нанесение покрытий без источника тока, то есть процесс роста покрытий протекает везде, где есть металл, а также подогрев раствора для химического никелирования. Известен широкий спектр составов для химического никелирования при повышенных температурах от 50 до 96°С. Составов для осуществления процесса при комнатной температуре значительно меньше. Также скорость нанесения покрытий при комнатной температуре относительно невелика и составляет не более 1,5 мкм/ч [2].
Впервые метод был открыт Бренером и Ридделом в 1946 г. [3]. Известны различные варианты способа химического никелирования и электролиты для его осуществления. Так, например, известен состав раствора для химического никелирования[4]при относительно высокой температуре 95°С, которая является характерной для большинства растворов химического осаждения:
Составов для осуществления процесса при комнатной температуре значительно меньше [5,6]. Также скорость нанесения покрытий при комнатной температуре относительно невелика и реально составляет не более 1,5 мкм/ч.
Наиболее близким аналогом заявленного изобретения является способ химического нанесения металлических покрытий при комнатной температуре [2].
Положительным решением заявленного изобретения является расширение возможностей способа, а именно экономии электроэнергии, расходуемой на подогрев раствора для химико-каталитической обработки, а также увеличение размера обрабатываемых деталей, образцов до неограниченных размеров, что будет лимитироваться только размерами ванны никелирования. Важным преимуществом предлагаемого способа является расширение диапазона составов для химического нанесения Ni-P при комнатной температуре. Предлагаемый способ позволяет также существенно увеличить скорость нанесения покрытий по сравнению с известными составами для химического никелирования при комнатной температуре. Известные способы позволяют наносить химические покрытия со скоростью не более 1,5 мкм/ч, а предлагаемый способ позволяет наносить покрытия со скоростью не менее 3 мкм/ч (3÷5 мкм/ч).
Технической проблемой, на решение которой направлено изобретение, является устранение недостатков прототипа и создание способа, обеспечивающего повышение скорости нанесения покрытия при пониженных температурах процесса химического никелирования и расширение диапазона составов для химического нанесения Ni-P при комнатной температуре.
Техническим результатом является снижение температуры процесса химического никелирования и расширение диапазона составов для химического нанесения Ni-P, при одновременном повышении скорости и равномерности нанесения покрытия на детали больших размеров.
Технический результат достигается тем, что способ химико-каталитического нанесения никель-фосфорного покрытия на деталь из стали, меди, латуни или никеля включает осаждение указанного покрытия из никель-фосфорного раствора для химико-каталитической обработки содержащего NiSO4⋅7H2O и NaH2PO2, отличающийся тем, что соединяют обрабатываемую деталь с пластиной из магниевого сплава с помощью медного стержня и погружают в указанный раствор, в котором осуществляется осаждение никель-фосфорного покрытия при температуре 15-30°С.
Соединение обрабатываемой детали с пластиной из магниевого сплава осуществляют с помощью медного стержня посредством резьбового соединения или пайки или развальцовки
При этом предпочтительно чтобы соотношение площадей пластины из магниевого сплава и покрываемой поверхности детали составляло не более 1:10.
Сущность предлагаемого изобретения поясняется дальнейшим описанием, примерами и фигурами, на которых изображено:
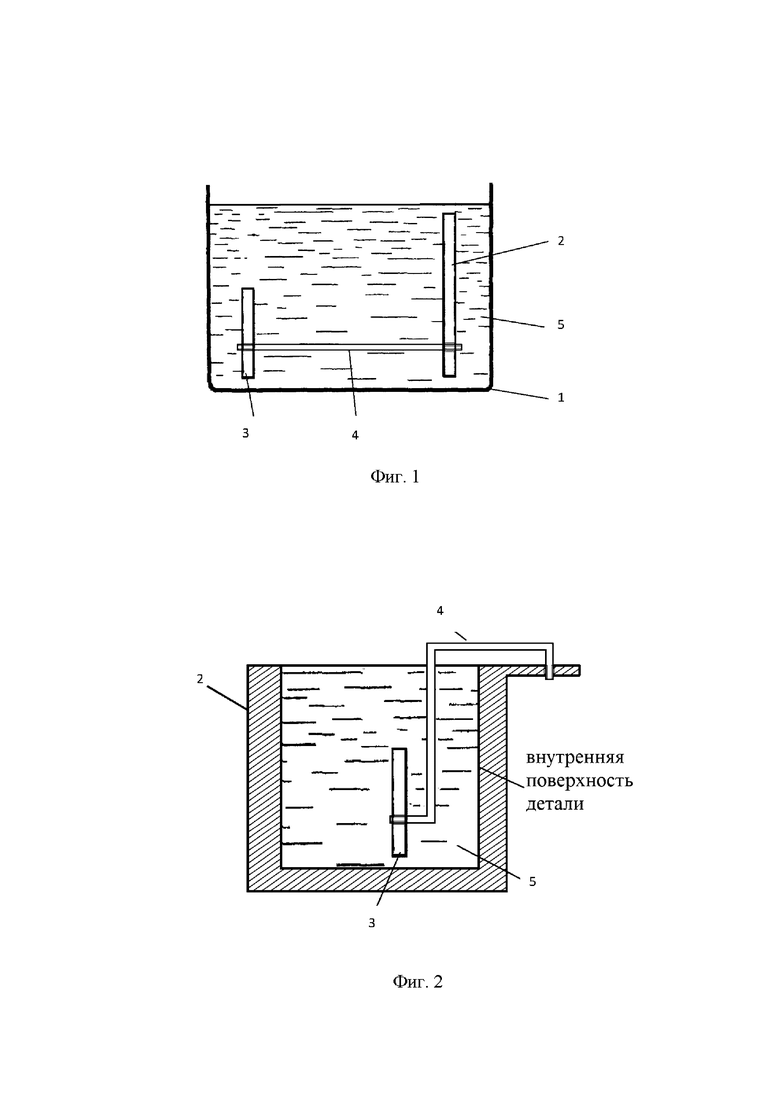
На фиг. 1 изображена схема для нанесения покрытия на внешнюю поверхность детали.
На фиг. 2 изображена схема для нанесения покрытия на внутреннюю поверхность детали.
На фигурах приняты следующие обозначения:
1 – гальваническая ванна
2 – обрабатываемая деталь
3 – пластина из магниевого сплава
4 – медный стержень
5 – раствор для химико-каталитической обработки
Осуществление заявленного способа можно описать следующей последовательностью операций:
1) Проводят стандартную подготовку обрабатываемой детали, заключающуюся в травлении, промывке и сушке
2) Подготавливают пластину из магниевого сплава путем обезжиривания в смеси этанола и хлороформа 1:1.
3) Соединяют обрабатываемую деталь и пластину из магниевого сплава с помощью медного стержня, имеющего резьбу на концах, путём ввинчивания его в тело пластины из магниевого сплава и обрабатываемой детали. Возможны другие решения для осуществления надёжного контакта путём пайки, развальцовки и т.п.
4) Помещают обрабатываемую деталь и пластину из магниевого сплава соединенные с помощью медного стержня в гальваническую ванну и заполняют раствором для химико-каталитической обработки. При химическом никелировании внутренней поверхности детали полой формы, возможно помещение пластины из магниевого сплава непосредственно внутрь детали и ее последующее заполнение раствором для химико-каталитической обработки.
На фиг. 1 и 2 видно, что нанесение покрытия может быть реализовано как на внешней поверхности отдельной детали внутри футерованной емкости, так и на внутренних поверхностях емкостей или деталей.
Для примеров были выбраны растворы для химико-каталитической обработки согласно ГОСТ 9.305-84 [4], предназначенные для осуществления химического никелирования при повышенных температурах 50-95°С в широком диапазоне РН от 5 до 13. Следует отдельно отметить, что процесс химического осаждения в данных растворах при комнатных температурах не идет.
Расширение диапазона составов достигается за счет обеспечения возможности использования при комнатной температуре растворов для химико-каталитической обработки, предназначенных для осуществления химического никелирования при повышенных температурах 50-95°С.
Анализ химического состава покрытий, полученных в растворах для химико-каталитической обработки при повышенных (90°С и выше) и комнатной температурах показал незначительные отличия по содержанию элементов. Например, в глицинатно-ацетатном растворе при 90°С покрытие состоит из никеля (90,75 %), фосфора (8,85%), кислорода (0,4%). В том же растворе при комнатной температуре (с магниевым сплавом) состав покрытия следующий: никель (87,81 %), фосфор (9,46 %), кислород (2,57 %), магний (0,16 %).
Диапазон температуры осаждения составляет от 15 до 30°С. При более низкой температуре существенно падает скорость осаждения до 1-2 мкм час, при температуре существенно выше 30°С происходит растворение магниевого сплава.
Сквозная пористость покрытий, полученных при комнатной температуре, меньше на 10-15%, чем в аналогичных растворах при повышенных температурах (90°С). Как известно, сквозная пористость катодных покрытий будет определять коррозионную стойкость детали с покрытием.
Осуществление способа можно проиллюстрировать на примерах.
Пример 1.
Была использована пластина из меди в форме прямоугольника толщиной 3 мм и общей площадью 150 см2 в качестве обрабатываемой детали, соединенная с пластиной из магниевого сплава МЛ-10 толщиной 4 мм и площадью 15 см2. В обеих пластинах на одном уровне были просверлены отверстия диаметром 3,5 мм и в них была нарезана резьба М4.
Для обеспечения надёжного контакта был использован медный стержень толщиной 4 мм с резьбой на концах.
Данная конструкция была погружена в стеклянный стакан и заполнена раствором для никелирования состава (г/л):
Процесс начинается сразу при температуре 30°С, что видно по пузырькам выделяющегося водорода. На обрабатываемой пластине было получено качественное, блестящее никель-фосфорное покрытие толщиной 4 мкм в течение 60 минут, плотно сцепленное с основой.
Процесс химического никелирования идет на обеих деталях.
Пример 2.
Была использована пластина из стали 3 в форме прямоугольника толщиной 3 мм и общей площадью 100 см2, соединенная с пластиной из магниевого сплава МЛ-10 толщиной 4 мм и площадью 15 см2. В обеих пластинах на одном уровне были просверлены отверстия диаметром 3,5 мм и в них была нарезана резьба м4.
Для обеспечения надёжного контакта был использован медный стержень толщиной 4 мм с резьбой на концах.
Данная конструкция была погружена в стеклянный стакан с раствором для никелирования состава (г/л):
Процесс начинается сразу при комнатной температуре 25°С, что видно по пузырькам выделяющегося водорода. На обрабатываемой пластине было получено качественное блестящее никель-фосфорное покрытие толщиной 5 мкм в течение 60 минут, плотно сцепленное с основой.
Пример 3.
Была использована пластина из меди в форме прямоугольника толщиной 3 мм и общей площадью 150 см2 в качестве обрабатываемой детали, соединенная с пластиной из магниевого сплава МА-11 толщиной 4 мм и площадью 15 см2. В обеих пластинах на одном уровне были просверлены отверстия диаметром 3,5 мм и в них была нарезана резьба М4.
Для обеспечения надёжного контакта был использован медный стержень толщиной 4 мм с резьбой на концах.
Данная конструкция была погружена в стеклянный стакан и заполнена раствором для никелирования состава (г/л):
Процесс начинается сразу при температуре 15°С, что видно по пузырькам выделяющегося водорода. На обрабатываемой пластине было получено качественное, блестящее никель-фосфорное покрытие толщиной 3 мкм в течение 60 минут, плотно сцепленное с основой.
Процесс химического никелирования идет на обеих деталях.
Литература
1. Горбунова К.М., Никифорова А.А. «Физико-химические основы процесса химического никелирования». – М.: Изд. АНСССР, 1960.
2. Саранов Е.И., Соловьёва Г.В., Булатов Н.К., Лундин А.Б. Химическое никелирование при комнатной температуре. Защита металлов. 1975, т.11, №3, с.367-369.
3. BrennerA., Riddell G.E., Nickel plating on stell by chemical reduction // J. Res. Natl. Bur. Stand., 1946, vol. 37, p. 31.
4. ГОСТ 9.305-84
5. Свиридов В.В., Воробьева Т.Н., Гаевская Т.В., Степанова Л.И. Химическое осаждение металлов из водных растворов. Минск: Издательство «Университетское», 1987, -272с.
6. Шалкаускас М.И., Вашкялис А.Ю. Химическая металлизация пластмасс. Ленинград: Издательство «Химия», 1985, - 144 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ химико-каталитического нанесения кобальт-фосфорного покрытия на деталь из стали, меди или латуни | 2024 |
|
RU2822912C1 |
| Покрытие для защиты магния и его сплавов от коррозии и способ его получения | 2021 |
|
RU2757642C1 |
| Коррозионно-устойчивый электрод для электрохимического получения водорода и способ его получения | 2021 |
|
RU2765839C1 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЕВЫХ КОНТАКТНЫХ ПЛОЩАДОК ПЕРЕД ИММЕРСИОННЫМ ЗОЛОЧЕНИЕМ | 2015 |
|
RU2605737C2 |
| Композиционное износостойкое химическое покрытие и способ его получения | 2023 |
|
RU2812435C1 |
| Способ получения композиционного электрохимического покрытия на стали | 2015 |
|
RU2618679C1 |
| СОСТАВЫ ДЛЯ ОБЕСТОЧЕННОГО ОСАЖДЕНИЯ ТРОЙНЫХ МАТЕРИАЛОВ ДЛЯ ПРОМЫШЛЕННОСТИ ПОЛУПРОВОДНИКОВ | 2004 |
|
RU2374359C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ МЕДНЕНИЕМ | 2013 |
|
RU2549037C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ДЛЯ ЗАГОТОВОК ЭЛЕМЕНТОВ СВЕТООТРАЖАЮЩИХ СИСТЕМ | 2013 |
|
RU2525705C1 |
| Способ химического никелирования заготовок стоматологических боров | 2022 |
|
RU2805729C1 |
Изобретение относится к способу химико-каталитического нанесения никель-фосфорного покрытия на деталь из стали, меди или латуни. Соединяют обрабатываемую деталь с пластиной из магниевого сплава с помощью медного стержня и погружают в никель-фосфорный раствор для химико-каталитической обработки, содержащий NiSO4⋅7H2O и NaH2PO2. В упомянутом растворе осуществляется осаждение никель-фосфорного покрытия при температуре 15-30°С. Обеспечивается снижение температуры процесса химического никелирования и расширение диапазона составов для химического нанесения никель-фосфорного покрытия при одновременном повышении скорости и равномерности нанесения покрытия на детали больших размеров. 1 з.п. ф-лы, 2 ил., 3 пр.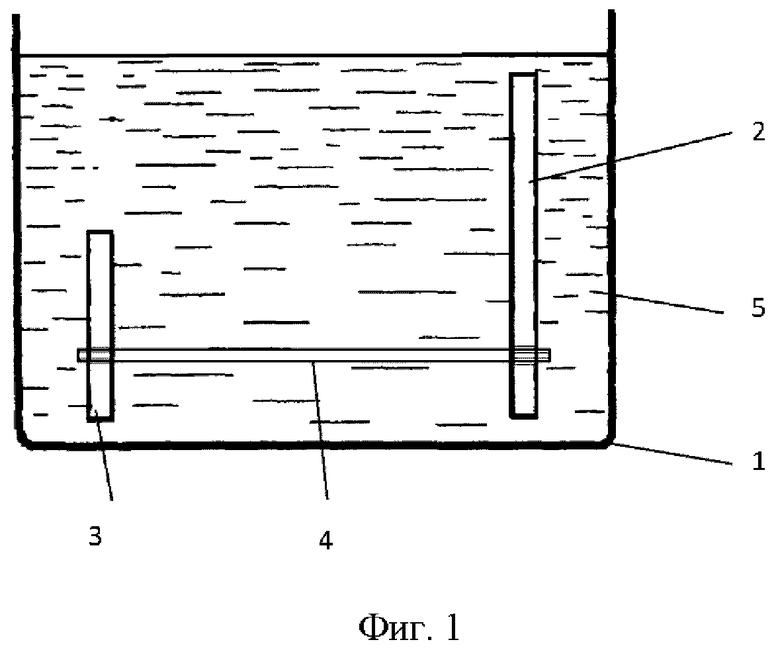
1. Способ химико-каталитического нанесения никель-фосфорного покрытия на деталь из стали, меди или латуни, включающий осаждение указанного покрытия из никель-фосфорного раствора для химико-каталитической обработки, содержащего NiSO4∙7H2O и NaH2PO2, отличающийся тем, что соединяют обрабатываемую деталь с пластиной из магниевого сплава с помощью медного стержня и погружают в указанный раствор, в котором осуществляется осаждение никель-фосфорного покрытия при температуре 15-30°С.
2. Способ по п. 1, отличающийся тем, что соединяют обрабатываемую деталь с пластиной из магниевого сплава с помощью медного стержня посредством резьбового соединения или пайки, или развальцовки.
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746861C1 |
| СОСТАВЫ ДЛЯ ОБЕСТОЧЕННОГО ОСАЖДЕНИЯ ТРОЙНЫХ МАТЕРИАЛОВ ДЛЯ ПРОМЫШЛЕННОСТИ ПОЛУПРОВОДНИКОВ | 2004 |
|
RU2374359C2 |
| Раствор для химического нанесения покрытий из сплава никель-бор | 1985 |
|
SU1346693A1 |
| РАСТВОР ДЛЯ ХИМИЧЕСКОГО КОБАЛЬТИРОВАНИЯ | 0 |
|
SU263358A1 |
| Агломашина с нижним дутьем | 1979 |
|
SU836480A1 |
| US 6183545 B2, 06.02.2001. | |||

