Изобретение относится к вертикальной печи для непрерывной термической обработки металлической полосы согласно ограничительной части пункта 1 формулы изобретения.
В уровне техники известны вертикальные печи для термической обработки лент. При продвижении ленты в вертикальном направлении подачи производится нагревание ленты до температуры обработки и последующий отжиг. Кроме того, происходит охлаждение ленты и обратное перемещение по вертикальному направлению подачи посредством разворота.
Недостаток вертикальных печей согласно уровню техники состоит в том, что после процессов нагрева, термообработки и охлаждения, ленты в области разворота вследствие термических напряжений и продольных деформаций, под действием собственного веса и дополнительной нагрузки при развороте в этой области, часто получают повреждения, что может приводить к снижению качества ленты, а также к ухудшению чистоты поверхности. Соответствующие печи были известны из US 2006/037679 A, US 4363471 А, а также EP2960348А1.
Задачей настоящего изобретения было преодоление недостатков уровня техники и получение в распоряжение устройства, с помощью которого может быть обеспечено улучшенное качество металлических полос.
Эта задача решается посредством вертикальной печи указанного вначале типа согласно изобретению с признаками отличительной части пункта 1 формулы изобретения.
Соответствующая изобретению конструкция обеспечивает то преимущество, что металлическая полоса разворачивается при умеренной температуре, и лишь после разворота может быть охлаждена до целевой температуры, и могут быть значительно сокращены повреждения в области поворотного устройства.
Дополнительное преимущество этого варианта исполнения состоит в том, что тем самым может быть лучше использована высота вертикальной печи, так как не все нагревательные и охлаждающие устройства размещены перед поворотным устройством.
Предпочтительные усовершенствования приведены в зависимых пунктах формулы изобретения.
Особенно предпочтительно, чтобы вертикальная печь в зоне нагрева/выдержки, в первой зоне охлаждения, в поворотном устройстве и во второй зоне охлаждения для термической обработки металлической полосы имела атмосферу защитного газа с высоким содержанием H2 (30%-100% H2) (об.%) и с низкими точками росы (от -20°C до -70°C) для предотвращения окисления. Особенно предпочтительным оказалось, что вся термическая обработка металлической полосы, в частности, электротехнической полосовой стали, происходит в атмосфере защитного газа с высоким содержанием H2 (30%-100% H2) (об.%) и с низкими точками росы (от -20°C до -70°C), чтобы избежать окисления.
При этом печь для вертикальной термической обработки металлических полос, в частности, полос электротехнической стали, может включать один или несколько нагревательных блоков, которые могут быть изолированы теплоизоляционным материалом, одно- или многосекционную камеру отжига (с муфелем или также без муфеля), которая заполнена атмосферой с высоким содержанием H2 и применяется для нагрева, а также для выдерживания металлической полосы при надлежащей температуре. Зона нагрева и/или зона выдержки могут быть нагреты с использованием электрической энергии (электрическими нагревательными элементами и/или индукционным нагревом) или посредством газового нагрева.
Кроме того, затем могут быть размещены одна или несколько зон охлаждения, которые могут находиться в соединении с блоком газоснабжения. После этого следует верхняя камера для роликов, в которой могут быть размещены два направляющих ролика, посредством которых движущаяся металлическая полоса может быть проведена и направлена обратно в вертикальный выпускной канал.
Особенно предпочтительным оказалось, что зона нагрева/выдержки и первая зона охлаждения соответственно включают по меньшей мере одну технологическую камеру с впускным отверстием и выпускным отверстием для металлической полосы, в частности, металлическую герметизированную технологическую камеру, например, по меньшей мере одну окруженную муфелем технологическую камеру.
Чтобы предотвратить утечку защитного газа, технологическая камера зоны нагрева/выдержки предпочтительно газонепроницаемо соединена с технологической камерой первой зоны охлаждения.
В этом месте следует также указать на то, что изобретение не ограничено конструкцией вертикальных печей с муфелями, но предусматривает возможность включения также всех других типов вертикальных печей, например, таких как выложенные из камня печи. Медленное охлаждение металлической полосы становится возможным потому, что первая зона охлаждения сформирована как зона радиационного охлаждения для металлической полосы.
Вокруг технологической камеры первой зоны охлаждения предпочтительно размещена охлаждающая/нагревательная камера с протекающей через нее охлаждающей текучей средой, причем обращенная к охлаждающей/нагревательной камере боковая поверхность окружающей технологическую камеру стенки омывается охлаждающей текучей средой.
Текучая среда предпочтительно представляет собой газ или смесь газов, в частности, воздух.
Для рекуперации энергии и для охлаждения охлаждающей текучей среды может быть предусмотрен теплообменник для передачи тепла от охлаждающей текучей среды другому потоку материала. Этот вариант изобретения особенно пригоден для пропускаемой через циркуляционный контур охлаждающей текучей среды.
Альтернативно или дополнительно может быть предусмотрен по меньшей мере один подводящий трубопровод для подачи свежей охлаждающей текучей среды, в частности, свежего воздуха.
Чтобы иметь возможность регулировать количество охлаждающей текучей среды, может кроме того наличествовать по меньшей мере один отводящий трубопровод для выпуска из вертикальной печи вытекающей из охлаждающей/нагревательной камеры охлаждающей текучей среды.
Для обеспечения течения охлаждающей текучей среды может быть предусмотрено по меньшей мере одно создающее поток устройство, например, компрессор.
Для возможности лучше регулировать температуру охлаждающей текучей среды может быть предусмотрено по меньшей мере одно нагревательное устройство для нагревания охлаждающей текучей среды.
При этом оказалось особенно предпочтительным, что размещен по меньшей мере один измеритель температуры, чтобы измерять температуру в охлаждающей/нагревательной камере.
Чтобы регистрировать температуры в охлаждающей текучей среде, может быть предусмотрен по меньшей мере один измеритель температуры, чтобы измерять температуру вытекающей из охлаждающей/нагревательной камеры охлаждающей текучей среды, и по меньшей мере один измеритель температуры, чтобы измерять температуру поступающей в охлаждающую/нагревательную камеру охлаждающей среды.
Оптимальный технологический режим может быть достигнут тем, что вертикальную печь настраивают так, чтобы изменять температуру поступающей в охлаждающую/нагревательную камеру охлаждающей среды в зависимости по меньшей мере от измеренной в охлаждающей/нагревательной камере температуры и/или скорости течения охлаждающей среды.
Кроме того, в охлаждающей/нагревательной камере может быть размещено по меньшей мере одно устройство для измерения давления, чтобы измерять давление в охлаждающей/нагревательной камере.
По меньшей мере вторая зона охлаждения предпочтительно имеет по меньшей мере одно распылительное и/или форсуночное охлаждение, и/или струйное охлаждение, для подачи охлаждающей текучей среды на поверхность металлической полосы.
Чтобы безвредно регулировать атмосферу защитного газа во второй зоне охлаждения, охлаждающая текучая среда по меньшей мере второй зоны охлаждения может включать или представлять собой защитный газ, в частности H2.
В предпочтительном варианте осуществления изобретения предусмотрено, что первая зона охлаждения и вторая зона охлаждения своими обращенными к поворотному устройству концами соединены друг с другом корпусом поворотного устройства газонепроницаемо относительно окружающей вертикальную печь среды.
Чтобы предотвратить сильное охлаждение металлической полосы во время разворота, поворотное устройство может быть термически изолировано.
Особенно благоприятным оказалось, что поворотное устройство включает по меньшей мере одно нагревательное устройство.
Согласно одному предпочтительному варианту осуществления изобретения, который прежде всего оказался особенно предпочтительным в отношении не создающего повреждений разворота, предусмотрено, что поворотное устройство включает блок измерения температуры и блок контроля температуры, причем блок контроля температуры рассчитан на то, чтобы посредством по меньшей мере одного нагревательного устройства регулировать уровень температуры поворотного устройства в соответствии с уровнем температуры металлической полосы.
Чтобы иметь возможность оптимально регулировать продвижение металлической полосы, может быть использован по меньшей мере один блок роликов поворотного устройства для центрирования.
Для повышения скорости технологического процесса вертикальная печь может иметь по направлению продвижения металлической полосы перед зоной нагрева и/или зоной выдержки дополнительную зону быстрого нагрева для металлической полосы по меньшей мере с одним нагревательным устройством.
Один вариант осуществления изобретения, который отличается очень быстрым нагревом металлической полосы, состоит в том, что по меньшей мере одно нагревательное устройство зоны быстрого нагрева сформировано как устройство индукционного нагрева, причем зона быстрого нагрева включает технологическую камеру со стенкой из неметаллического материала, а также впускное и выпускное отверстие для металлической полосы, причем технологическая камера зоны быстрого нагрева имеет атмосферу защитного газа с высоким содержанием H2 на уровне 30%-100% H2 (об.%), и с низкими точками росы от -20°C до -70°C, и устройство индукционного нагрева размещено снаружи технологической камеры.
Технологическая камера зоны быстрого нагрева предпочтительно соединена с технологической камерой зоны нагрева/выдержки газонепроницаемо относительно наружного окружения вертикальной печи.
Согласно одному предпочтительному варианту осуществления изобретения, может быть предусмотрена третья зона охлаждения, причем третья зона охлаждения размещена после второй зоны охлаждения по направлению продвижения металлической полосы, причем третья зона охлаждения имеет атмосферу защитного газа с высоким содержанием H2 (30%-100% H2) (об.%), и с низкими точками росы (от -20°C до -70°C).
Чтобы обеспечить оптимальное проведение металлической полосы, может быть предусмотрено, что во входной зоне и/или выходной зоне соответственно размещен по меньшей мере один опирающийся на корпус отводной ролик, причем корпус соответственно имеет впускное и выпускное отверстие для металлической полосы.
Кроме того, оказалось особенно предпочтительным, что внутри корпуса преобладает атмосфера защитного газа, в частности, водородная и/или азотная атмосфера.
Чтобы предотвратить утечку газа из вертикальной печи, может быть предусмотрено, что входная зона соединена с зоной быстрого нагрева газонепроницаемо относительно окружения вертикальной печи.
Выход газа на выпускной стороне может быть предотвращен тем, что выпускная зона соединена по меньшей мере с включающей вторую зону охлаждения нисходящей ветвью вертикальной печи газонепроницаемо относительно окружения вертикальной печи.
Для лучшего понимания изобретения оно более подробно разъяснено посредством нижеследующих фигур, которые относятся к неограничивающим примерам исполнения.
Соответственно в сильно упрощенном, схематическом изображении показано:
Фиг. 1 соответствующая изобретению вертикальная печь;
Фиг. 2 разрез через входную область вертикальной печи;
Фиг. 3 разрез вдоль линии III-III на фиг. 1
Фиг. 4 первая зона охлаждения в более подробном изображении;
Фиг. 5 разрез вдоль линии V-V на фиг. 4.
В порядке введения следует отметить, что в по-разному описанных вариантах исполнения одинаковые детали снабжены одинаковыми номерами позиций и, соответственно, одинаковыми обозначениями конструктивных элементов, причем содержащиеся во всем описании раскрытые данные целесообразно могут быть перенесены на одинаковые детали с одинаковыми номерами позиций и, соответственно, с одинаковыми обозначениями конструктивных элементов. Также выбранные в описании сведения о положении, например, такие как вверху, внизу, сбоку, и т.д., имеют отношение к непосредственно описываемой, а также представленной фигуре, и эти сведения о положении при изменении положения могут быть соответственно перенесены на новое положение.
Фигуры далее описаны единообразно.
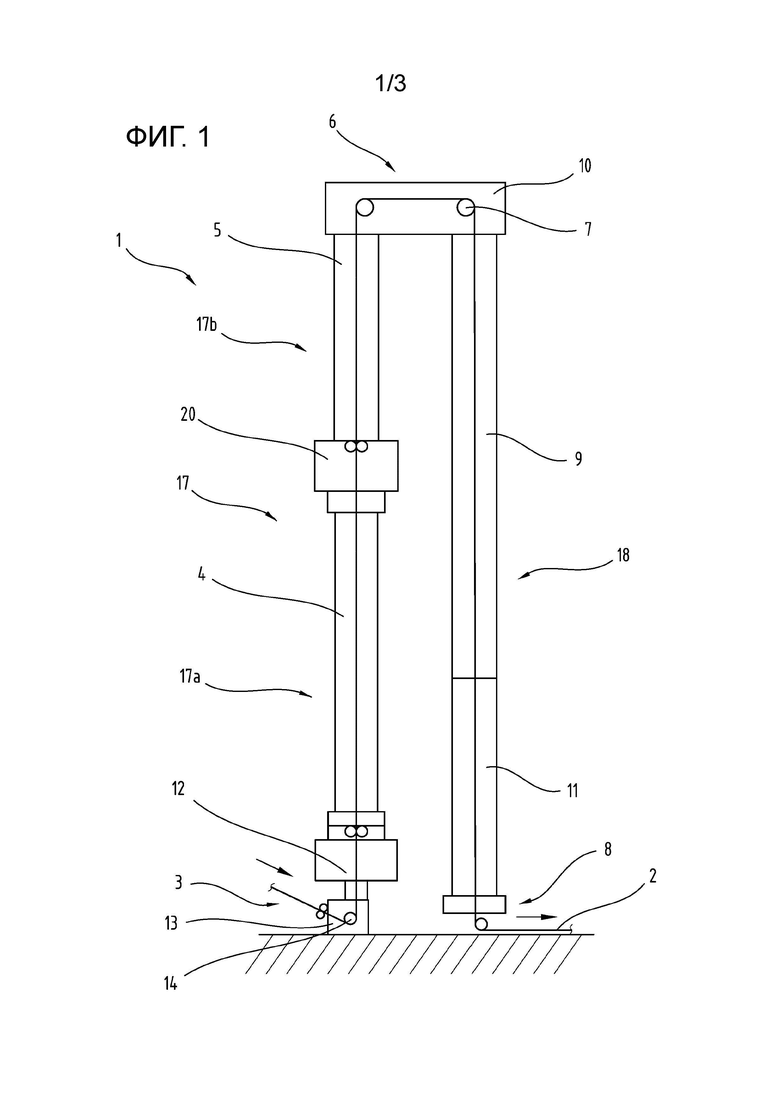
Согласно фиг. 1, вертикальная печь 1 для непрерывной термической обработки металлической полосы 2, если смотреть по направлению подачи металлической полосы 2, может иметь последовательно входную зону 3 для металлической полосы 2, включающую камеру отжига зону 4 нагрева/выдержки для нагревания и выдерживания соответственно температуре металлической полосы 2, первую зону 5 охлаждения для медленного охлаждения металлической полосы 2, размещенное после первой зоны 5 охлаждения поворотное устройство 6 с блоком 7 роликов с двумя или несколькими роликами, для поворота металлической полосы 2 по направлению к выходной зоне 8 для металлической полосы 2. Вариант исполнения зоны 4 нагрева/выдержки и первой зоны 5 охлаждения дополнительно более подробно описаны далее.
После поворотного устройства 6 находится вторая зона 9 охлаждения, причем вторая зона 9 охлаждения включает по меньшей мере один блок подачи охлаждающей текучей среды. Блок подачи охлаждающей текучей среды служит для введения охлаждающей текучей среды, например, газа или охлаждающей жидкости, во вторую зону 9 охлаждения для охлаждения металлической полосы 2. Например, блок подачи охлаждающей текучей среды может включать распылительное и/или форсуночное охлаждение, и/или струйное охлаждение. Так, во второй зоне 9 охлаждения могут быть размещены, например, сопла, через которые охлаждающая текучая среда во второй зоне 9 охлаждения нагнетается для обтекания металлической полосы 2. Охлаждение металлической полосы 2 во второй зоне 9 охлаждения предпочтительно происходит в результате конвекции. Напротив, первая зона 5 охлаждения предпочтительно выполнена как зона радиационного охлаждения, в которой охлаждение металлической полосы 2 происходит в результате излучения. Охлаждающая текучая среда во второй зоне 9 охлаждения может быть направлена в циркуляционный контур. В этом случае также может быть предусмотрен теплообменник для передачи тепла от охлаждающей текучей среды другому потоку материала. Например, охлаждающая текучая среда может быть откачана из второй зоны охлаждения и по трубопроводу направлена в теплообменник, и после охлаждения опять введена нагнетанием по вторую зону 9 охлаждения.
Термическая обработка металлической полосы происходит в атмосфере защитного газа с высоким содержанием H2 (30%-100% H2) и с низкими точками росы (от -20°C до -70°C), чтобы предотвратить окисление. На этом основании в зоне 4 нагрева/выдержки, в первой зоне 5 охлаждения, в поворотном устройстве 6 и во второй зоне 9 охлаждения, а также в возможных последующих зонах охлаждения наличествует соответствующая атмосфера защитного газа. В частности, атмосфера защитного газа может преобладать во всей восходящей ветви и во всей нисходящей ветви.
Чтобы не загрязнять атмосферу защитного газа внутри вертикальной печи 1, в качестве охлаждающей текучей среды зоны 9 охлаждения может быть применен защитный газ, в частности, содержащий H2 защитный газ.
После второй зоны 9 охлаждения может быть предусмотрена третья зона 11 охлаждения. В отношении зоны 11 охлаждения также целесообразно действительно сказанное для зоны 9 охлаждения. Охлаждение металлической полосы 2 происходит в трех зонах 5, 9 и 11 охлаждения с разной интенсивностью. Различие между температурой металлической полосы 2 на входе в каждые из зон 5, 9 и 11 охлаждения и температурой на выходе при покидании каждой из зон 5, 9 и 11 охлаждения предпочтительно является более высоким в первой зоне 5 охлаждения, чем во второй зоне 9 охлаждения и в третьей зоне 11 охлаждения. В первой зоне 5 охлаждения металлическая полоса 2 может быть охлаждена, например, от 1020°С до 700°С, во второй зоне 9 охлаждения - от 700°С до 600°С, и в третьей зоне 11 охлаждения - от 600°С до 60°С. Приведенные выше значения следует понимать как примерные, и на практике могут варьировать.
В поворотном устройстве 6, в отличие от первой зоны 5 охлаждения, температура может быть постоянной. Как можно понять из фиг. 1, посредством поворотного устройства 6, соответственно, блока 7 роликов, направление продвижения металлической полосы 2 во второй зоне 9 охлаждения является противоположным относительно первой зоны 5 охлаждения. В частности, поворотное устройство 6, соответственно, блок 7 роликов, разворачивают направление подачи металлической полосы 2 на 180°.
Первая зона 5 охлаждения и вторая зона 9 охлаждения своими обращенными к поворотному устройству концами соединены друг с другом корпусом 10 поворотного устройства газонепроницаемо относительно окружающей вертикальную печь 1 среды. Зона 5 охлаждения и зона 9 охлаждения также посредством корпуса 10 поворотного устройства могут быть в соединении по текучей среде и, соответственно, газонепроницаемо соединены друг с другом. Тем самым первая зона 5 охлаждения и вторая зона 9 охлаждения, а также корпус 10 поворотного устройства, образуют общий отсек. Поворотное устройство 9 образует соединение также в газотехническом отношении между включающей зону 4 нагрева/выдержки и первую зону 5 охлаждения восходящей ветвью 17 и включающей зону 9 охлаждения и при необходимости дополнительные зоны охлаждения нисходящей ветвью 18 вертикальной печи 1.
Поворотное устройство 6 может быть термически изолировано и включать одно или несколько нагревательных устройств, а также блок контроля температуры, чтобы иметь возможность настраивать и/или регулировать температуру поворотного устройства 6. Нагревательные устройства поворотного устройства могут быть электрическими или действующими на газе. Разворот металлической полосы 2 происходит при повышенной температуре между 300°С-1000°С. Блок контроля температуры предназначен для того, чтобы посредством по меньшей мере одного нагревательного устройства регулировать уровень температуры поворотного устройства 9 в соответствии с уровнем температуры металлической полосы 2. Посредством поворотного устройства металлическая полоса 2 разворачивается без повреждений при повышенной температуре и в чистейшей атмосфере защитного газа с содержанием водорода между 30% и 100% и с точкой росы от -20°С до -70°С.
Кроме того, блок 7 роликов поворотного устройства 6 может иметь центрирующие отводные ролики, чтобы центрировать металлическую полосу.
Перед зоной 4 нагрева/выдержки может быть размещена зона 12 быстрого нагрева с нагревательным устройством. Нагревательное устройство зоны 12 быстрого нагрева предпочтительно сформировано как индукционный нагрев, и служит для быстрого нагревания металлической полосы 2. Зона 12 быстрого нагрева имеет технологическую камеру со стенкой из неметаллического материала, а также впускное и выпускное отверстие для металлической полосы. Технологическая камера может быть сформирована в виде муфеля. В технологической камере зоны 12 быстрого нагрева находится атмосфера защитного газа с высоким содержанием H2 на уровне 30%-100% H2, и с низкими точками росы от -20°C до -70°C. Снаружи технологической камеры зоны 12 быстрого нагрева размещен по меньшей мере один индуктор. При этом технологическая камера может быть окружена индуктором. Индуктор может быть выполнен как индуктор поперечного поля или индуктор продольного поля. Кроме того, технологическая камера зоны 12 быстрого нагрева соединена с технологической камерой зоны 4 нагрева/выдержки, а также с находящимися перед зоной быстрого нагрева элементами, газонепроницаемо относительно окружающей вертикальную печь среды. Тем самым имеются соединительные детали между технологической камерой (муфелем) зоны 12 быстрого нагрева и находящимися перед нею и после нее элементами. Технологическая камера зоны 12 быстрого нагрева соединена с технологической камерой зоны 4 нагрева/выдержки конструктивно и технически в отношении защитного газа. Входная зона 3 также присоединена к зоне 12 быстрого нагрева газонепроницаемо относительно окружающей вертикальную печь 1 среды.
Кроме того, также может быть осуществлено объединение зоны 12 быстрого нагрева в систему безопасности более высокого уровня в вертикальной печи 1. Применение индуктора обеспечивает возможность быстрого нагрева металлической полосы 2 и значительного повышения пропускной способности.
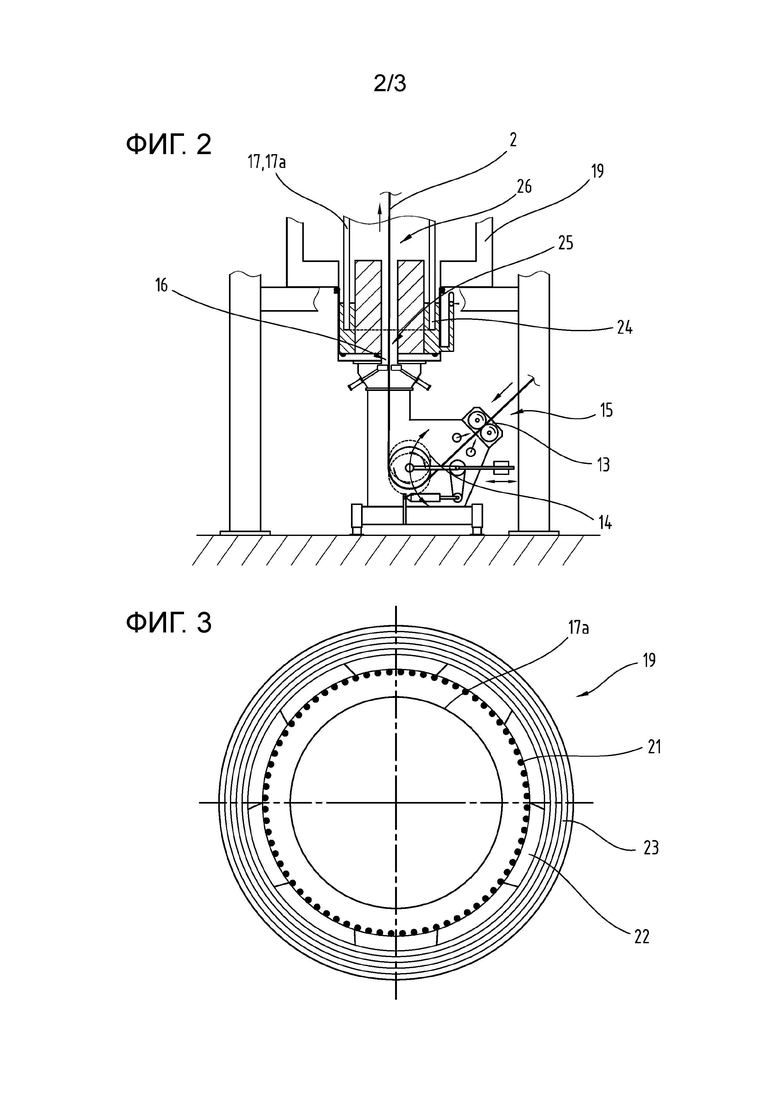
Кроме того, во входной зоне 3 и/или в выходной зоне 4 соответственно может быть размещен по меньшей мере один опирающийся на корпус 13 отводной ролик 14. Согласно фиг. 2, корпус 13 может иметь впускное отверстие 15 и выпускное отверстие 16 для металлической полосы 2. Внутри корпуса 13 может быть атмосфера защитного газа, в частности, водородная и/или азотная атмосфера.
Согласно фиг. 1, на одном обращенном в сторону от поворотного устройства 6 концевом участке восходящей ветви 17 и/или нисходящей ветви 18 соответственно размещено по меньшей мере одно уплотнительное устройство 24 или, соответственно, 8, для герметизации от окружающей атмосферы. Входная зона 3 тем самым газонепроницаемо соединена с восходящей ветвью 17, и выходная зона 4 газонепроницаемо соединена с нисходящей ветвью 18 вертикальной печи 1 для ограждения вертикальной печи 1 от окружающей среды. Согласно фиг. 3, уплотнительное устройство 24 может иметь впускное отверстие 25 и выпускное отверстие 26 для металлической полосы 2. Уплотнительное устройство 24 предпочтительно выполнено как масляный затвор. Уплотнительное устройство 24 может быть непосредственно соединено с корпусом 13.
Кроме того, как очевидно из фиг. 1, вертикальная печь 1 может иметь первый трубчатый муфель 17а и второй трубчатый муфель 17b, внутри которых пропускается металлическая полоса 2. При этом внутренняя часть муфеля 17а представляет собой технологическую камеру зоны 4 нагрева/выдержки, и внутренняя часть муфеля 17b представляет собой технологическую камеру зоны 5 охлаждения. Между первым муфелем 17а и вторым муфелем 17b размещена муфта 20 и соединяет оба муфеля 17а и 17b на их концах. Зона 4 нагрева/выдержки размещена вдоль первого муфеля 17а, первая зона 5 охлаждения вдоль второго муфеля 17b, тогда как вторая зона 9 охлаждения и третья зона 11 охлаждения находятся в нисходящей ветви 18. В первом муфеле 17а и втором муфеле 17b, а также в поворотном устройстве 6 и во второй зоне 9 охлаждения и третьей зоне 11 охлаждения, может преобладать атмосфера защитного газа, в частности, водородная атмосфера, с высоким содержанием Н2 (30%-100% Н2) и с низкими точками росы (от -20°С до -70°С), чтобы предотвратить окисление. Вертикальная печь 1 в этой связи может включать, например, блок газоснабжения, в частности, для подачи водорода, который соединен с внутренней часть первого муфеля 17а и/или с внутренней частью второго муфеля 17b. Кроме того, может быть предусмотрено устройство для определения частиц в атмосфере внутри муфелей 17а, 17b, поворотного устройства 6, второй зоны 9 охлаждения, третьей зоны 11 охлаждения.
Как очевидно из фиг. 3, кроме этого может быть предусмотрена термическая изоляция 19 для изоляции первого муфеля 17а и/или второго муфеля 17b. Зона 12 быстрого нагрева может быть размещена перед первым муфелем 17а и соединена с ним газонепроницаемо относительно внешней атмосферы.
Зона 4 нагрева/выдержки может быть размещена вдоль муфеля 17а, и первая зона 5 охлаждения вдоль муфеля 17b. Оба муфеля 17а, 17b могут быть соединены друг с другом муфтой 20.
В зоне 4 нагрева/выдержки на наружной боковой поверхности первого муфеля 17а могут быть размещены один или несколько электрических нагревательных элементов 21, в частности, в окружном направлении вдоль муфеля 17а, как это показано на фиг. 3. При этом нагревательный элемент 21 может быть размещен между термической изоляцией 19 и муфелем 17а.
Кроме того, нагревательный элемент 21 может быть окружен огнеупорным слоем 22, например, из слоя отформованного в вакууме кирпича. При этом нагревательный элемент 21 размещен между по меньшей мере первым муфелем 17а и огнеупорным слоем 22. Кроме того, на огнеупорном слое 22 может быть размещен по меньшей мере один слой 23 из волокнистого материала, например, нетканого материала, трикотажа, ткани, оплетки или войлока. Огнеупорный слой 22 при этом размещен между по меньшей мере одним нагревательным элементом 21 и по меньшей мере одним слоем 23 из волокнистого материала.
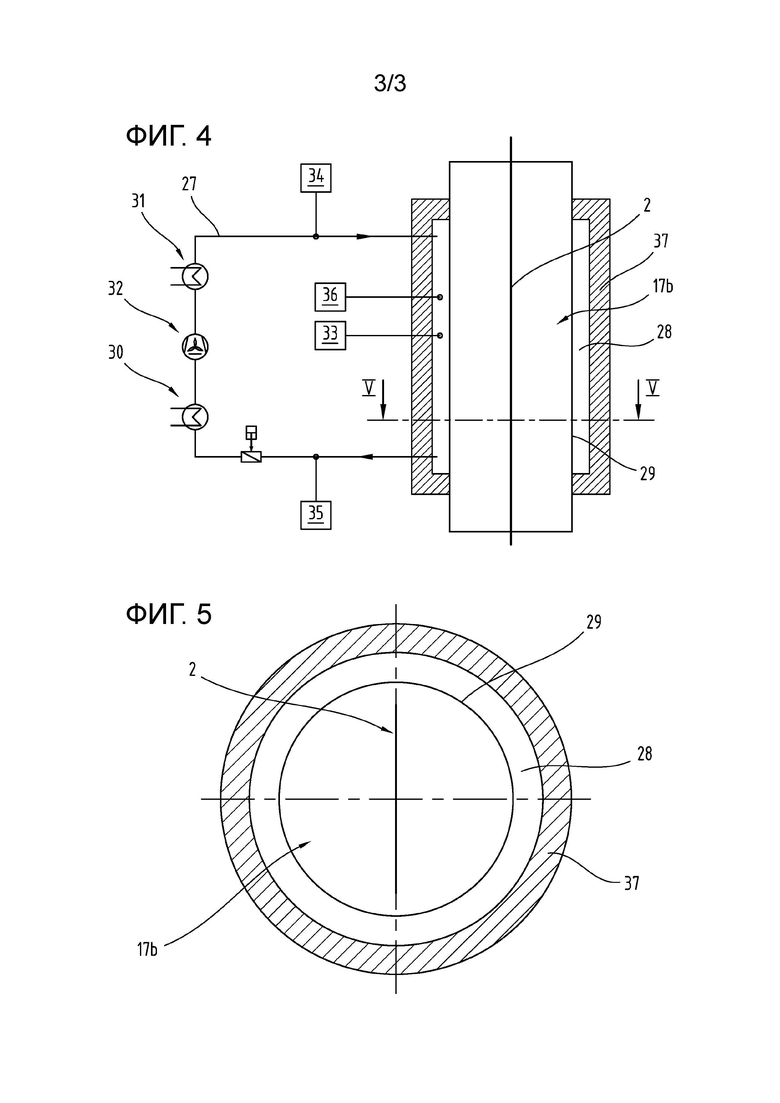
На фиг. 4 и 5 более подробно показана конструкция зоны 5 охлаждения. Зона 5 охлаждения сформирована как зона медленного радиационного охлаждения, в которой металлическая полоса охлаждается только передачей теплового излучения на охлаждаемую стенку 29 муфеля 17b. Внутри муфеля 17b, то есть, в технологической камере зоны 5 охлаждения, находится атмосфера защитного газа с высоким содержанием H2 на уровне 30%-100% H2 и с низкими точками росы от -20°C до -70°C. Зона 5 охлаждения имеет газонепроницаемо огражденную от окружающей вертикальную печь 1 внешней атмосферы сформированную в виде муфеля 17b технологическую камеру. Однако муфель 17b может быть соединен с муфелем 17а и с поворотным устройством 10 и нисходящей ветвью 18 с созданием общей атмосферы защитного газа так, что между этими областями возможен по меньшей мере небольшой обмен защитным газом.
Вокруг технологической камеры первой зоны 5 охлаждения размещена охлаждающая/нагревательная камера 28 с протекающей через нее охлаждающей текучей средой. Охлаждающая/нагревательная камера 28 ограничена стенкой 29 муфеля 17b и находящимся снаружи изолированным корпусом 37. Окружающая обращенную к охлаждающей/нагревательной камере 28 боковая поверхность технологической камеры стенка 29 муфеля 17b подвергается воздействию охлаждающей текучей среды 27. Охлаждающая текучая среда 27, в отношении которой речь предпочтительно идет о газе или газовой смеси, например, воздухе, N2 или других газах или газовых смесях, охлаждает тем самым муфель 17b снаружи. Горячая металлическая полоса 2 передает свою энергию в форме излучения через охлаждаемую стенку муфеля.
Охлаждающая текучая среда 27 может быть проведена через теплообменник 30, чтобы рекуперировать тепло из протекающей через охлаждающую/нагревательную камеру 28 охлаждающей текучей среды 27 и охладить охлаждающую текучую среду 27. Альтернативно или дополнительно, при применении теплообменника, однако, в поток охлаждающей текучей среды может быть также подведена через подводящий трубопровод свежая охлаждающая текучая среда 27, например, в форме свежего воздуха, и может нагнетаться в охлаждающую/нагревательную камеру 28 для охлаждения стенки муфеля.
Кроме того, может быть предусмотрен отводящий трубопровод для выпуска вытекающей из охлаждающей/нагревательной камеры охлаждающей текучей среды 27. Для инициирования течения охлаждающей текучей среды 27 предусмотрено создающее поток устройство 32, например, компрессор.
Кроме того, может присутствовать нагревательное устройство 31 для нагревания охлаждающей текучей среды 27. Посредством нагревательного устройства 31 можно изменять температуру охлаждающей текучей среды 27 сообразно заданным технологическим условиям, и тем самым целенаправленно вмешиваться в процесс охлаждения металлической полосы 2 в зоне 5 охлаждения. Система охлаждения и нагревания может быть подразделена на одну или несколько зон регулирования вдоль длины муфеля 17b. Система охлаждения и нагревания зоны 5 охлаждения также позволяет выдерживать температуру металлической полосы в этой области.
Кроме того, могут быть предусмотрены измеритель 33 температуры для измерения температуры в охлаждающей/нагревательной камере 28, а также измеритель 34 температуры для измерения температуры вытекающей из охлаждающей/нагревательной камеры 28 охлаждающей текучей среды 27 и измеритель 35 температуры для измерения температуры поступающей в охлаждающую/нагревательную камеру 28 охлаждающей текучей среды 27. Вертикальная печь 1 и, соответственно, управление печью, например, соответственно программируемым процессором, могут быть рассчитаны на то, чтобы изменять температуру поступающей в охлаждающую/нагревательную камеру 28 охлаждающей текучей среды 27 в зависимости от измеренной в охлаждающей/нагревательной камере 28 температуры, и/или скорость течения охлаждающей текучей среды 27.
Кроме того, наряду с регулированием температуры также выполняется регулирование давления в системе охлаждения. Для этого в охлаждающей/нагревательной камере 28 может быть также размещено устройство 36 измерения давления для измерения давления.
Специальное исполнение зоны 5 охлаждения позволяет обеспечить медленное и равномерное охлаждение металлической полосы 2 в чистейшей атмосфере защитного газа (от 30% до 100% H2, с точкой росы от -20°С до -70°С).
Для порядка следует указать на то, что для лучшего понимания конструкции элементы отчасти были представлены не в масштабе и/или увеличенными, и/или уменьшенными.
Список ссылочных позиций
1 вертикальная печь
2 металлическая полоса
3 входная зона
4 зона нагрева/выдержки
5 зона охлаждения
6 поворотное устройство
7 блок роликов
8 выходная зона
9 зона охлаждения
10 корпус
11 зона охлаждения
12 зона быстрого нагрева
13 корпус
14 отводной ролик
15 впускное отверстие
16 выпускное отверстие
17 восходящая ветвь
17a первый муфель
17b второй муфель
18 нисходящая ветвь
19 изоляция
20 муфта
21 нагревательный элемент
22 слой
23 материал
24 уплотнительное устройство
25 впускное отверстие
26 выпускное отверстие
27 охлаждающая текучая среда
28 охлаждающая/нагревательная камера
29 стенка
30 теплообменник
31 нагревательное устройство
32 компрессор
33 измеритель температуры
34 измеритель температуры
35 измеритель температуры
36 устройство измерения давления
37 изолированный корпус
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДОГРЕВА ОТЖИГАЕМОГО МАТЕРИАЛА В КОЛПАКОВОЙ ОТЖИГАТЕЛЬНОЙ ПЕЧИ | 2010 |
|
RU2528600C2 |
| РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ ПЛАВИЛЬНОГО ТИГЛЯ В ПЕЧИ | 2014 |
|
RU2669599C2 |
| ПЕЧЬ ДЛЯ КОМБИНИРОВАННОГО ОТЖИГА ПОРОШКА-СЫРЦА | 1998 |
|
RU2138748C1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2001 |
|
RU2249631C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2367871C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1998 |
|
RU2138749C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ | 2019 |
|
RU2812453C2 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОГО НАГРЕВА ТЕРМООБРАБАТЫВАЕМЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В ВОЗДУШНОЙ СРЕДЕ В МУФЕЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2428488C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСПЕРСНЫХ ХЛОПЬЕВИДНЫХ ЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2036748C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
Изобретение относится к области термической обработки. Вертикальная печь (1) для непрерывной термической обработки металлической полосы (2), содержащая входную зону (3) для металлической полосы (2), зону (4) нагрева/выдержки с камерой отжига для нагревания и выдерживания при соответствующей температуре металлической полосы (2), первую зону (5) охлаждения для охлаждения металлической полосы (2), размещенное после первой зоны (5) охлаждения поворотное устройство (6) для поворота металлической полосы (2) по направлению к выходной зоне (8) для металлической полосы (2). Причем после поворотного устройства (6) по направлению продвижения размещена вторая зона (9) охлаждения, при этом зона (4) нагрева/выдержки и первая зона (5) охлаждения окружены восходящей ветвью (17). А восходящая ветвь (17) и включающая вторую зону (9) охлаждения нисходящая ветвь (18) соединены друг с другом поворотным устройством (6). Первая зона (5) охлаждения сформирована как зона радиационного охлаждения для металлической полосы, причем вокруг технологической камеры (17b) первой зоны (5) охлаждения размещена охлаждающая/нагревательная камера (28) с протекающей через нее охлаждающей текучей средой (27), причем обращенная к охлаждающей/нагревательной камере (28) боковая поверхность окружающей технологическую камеру (17b) стенки (29) омывается охлаждающей текучей средой (27). Технический результат заключается в улучшении качества металлических полос. 27 з.п. ф-лы, 5 ил.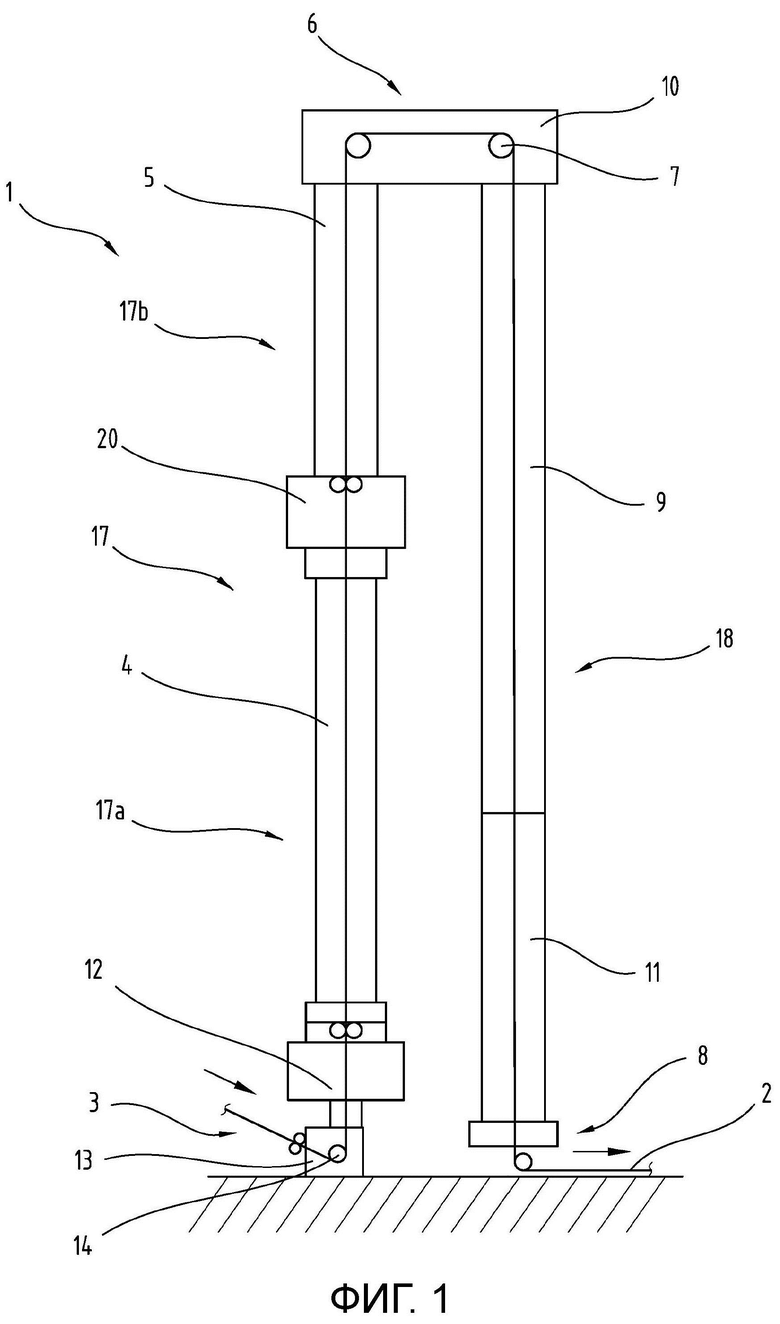
1. Вертикальная печь (1) для непрерывной термической обработки металлической полосы (2), причем вертикальная печь (1), если смотреть по направлению продвижения металлической полосы (2), включает
- входную зону (3) для металлической полосы (2);
- зону (4) нагрева/выдержки с камерой отжига для нагревания и выдерживания при соответствующей температуре металлической полосы (2);
- первую зону (5) охлаждения для охлаждения металлической полосы (2),
- размещенное после первой зоны (5) охлаждения поворотное устройство (6) для поворота металлической полосы (2) по направлению к выходной зоне (8) для металлической полосы (2),
- и причем после поворотного устройства (6) по направлению продвижения размещена вторая зона (9) охлаждения,
отличающаяся тем, что
- зона (4) нагрева/выдержки и первая зона (5) охлаждения окружены восходящей ветвью (17),
- причем восходящая ветвь (17) и включающая вторую зону (9) охлаждения нисходящая ветвь (18) соединены друг с другом поворотным устройством (6),
и первая зона (5) охлаждения сформирована как зона радиационного охлаждения для металлической полосы, причем вокруг технологической камеры (17b) первой зоны (5) охлаждения размещена охлаждающая/нагревательная камера (28) с протекающей через нее охлаждающей текучей средой (27), причем обращенная к охлаждающей/нагревательной камере (28) боковая поверхность окружающей технологическую камеру (17b) стенки (29) омывается охлаждающей текучей средой (27).
2. Вертикальная печь по п. 1, отличающаяся тем, что она по меньшей мере в зоне (4) нагрева/выдержки, в первой зоне (5) охлаждения, в поворотном устройстве (6) и во второй зоне (9) охлаждения для термической обработки металлической полосы имеет атмосферу защитного газа с содержанием Н2 30%-100% Н2 и с точками росы от -20°С до -70°С для предотвращения окисления.
3. Вертикальная печь по п. 1 или 2, отличающаяся тем, что зона (4) нагрева/выдержки и первая зона (5) охлаждения соответственно включают по меньшей мере одну технологическую камеру с впускным отверстием и выпускным отверстием для металлической полосы, в частности, металлическую герметизированную технологическую камеру, например, по меньшей мере одну окруженную муфелем (17а, 17b) технологическую камеру.
4. Вертикальная печь по п. 3, отличающаяся тем, что технологическая камера зоны (4) нагрева/выдержки газонепроницаемо соединена с технологической камерой (17b) первой зоны (5) охлаждения.
5. Вертикальная печь по п. 1, отличающаяся тем, что охлаждающая текучая среда (27) представляет собой газ или газовую смесь, в частности, воздух.
6. Вертикальная печь по одному из пп. 1-5, отличающаяся тем, что охлаждающая текучая среда (27) подается через теплообменник (30).
7. Вертикальная печь по одному из пп. 1-6, отличающаяся тем, что она имеет по меньшей мере один подводящий трубопровод для введения свежей охлаждающей текучей среды (27), в частности, свежего воздуха.
8. Вертикальная печь по п. 7, отличающаяся тем, что она имеет по меньшей мере один отводящий трубопровод для выпуска вытекающей из охлаждающей/нагревательной камеры охлаждающей текучей среды из вертикальной печи (1).
9. Вертикальная печь по одному из пп. 1-8, отличающаяся тем, что она имеет по меньшей мере одно создающее поток устройство (32), в частности, компрессор, для создания течения охлаждающей текучей среды (27).
10. Вертикальная печь по одному из пп. 1-9, отличающаяся тем, что предусмотрено по меньшей мере одно нагревательное устройство (31) для нагревания охлаждающей текучей среды (27).
11. Вертикальная печь по одному из пп. 1-10, отличающаяся тем, что она имеет по меньшей мере один измеритель (33) температуры для измерения температуры в охлаждающей/нагревательной камере (28).
12. Вертикальная печь по одному из пп. 1-11, отличающаяся тем, что она имеет по меньшей мере один измеритель (34) температуры для измерения температуры вытекающей из охлаждающей/нагревательной камеры (28) охлаждающей текучей среды (27), и по меньшей мере один измеритель (35) температуры для измерения температуры поступающей в охлаждающую/нагревательную камеру (28) охлаждающей среды (27).
13. Вертикальная печь по одному из пп. 11 или 12, отличающаяся тем, что она рассчитана на то, чтобы изменять температуру поступающей в охлаждающую/нагревательную камеру (28) охлаждающей текучей среды (27) в зависимости от по меньшей мере одного из измеренной в охлаждающей/нагревательной камере (28) температуры и/или скорости течения охлаждающей текучей среды (27).
14. Вертикальная печь по одному из пп. 1-13, отличающаяся тем, что в охлаждающей/нагревательной камере (28) размещено по меньшей мере одно устройство (36) измерения давления для измерения давления в охлаждающей/нагревательной камере (28).
15. Вертикальная печь по одному из пп. 1-14, отличающаяся тем, что по меньшей мере вторая зона (9) охлаждения имеет по меньшей мере одно распылительное и/или форсуночное охлаждение, и/или струйное охлаждение, для подачи охлаждающей текучей среды на поверхность металлической полосы.
16. Вертикальная печь по п. 15, отличающаяся тем, что охлаждающая текучая среда по меньшей мере второй зоны (9) охлаждения включает или представляет собой защитный газ, в частности, Н2.
17. Вертикальная печь по одному из пп. 1-16, отличающаяся тем, что первая зона (5) охлаждения и вторая зона (9) охлаждения своими обращенными к поворотному устройству (6) концами соединены друг с другом корпусом (10) поворотного устройства (9) газонепроницаемо относительно окружающей вертикальную печь среды.
18. Вертикальная печь по одному из пп. 1-17, отличающаяся тем, что поворотное устройство (6) термически изолировано.
19. Вертикальная печь по одному из пп. 1-18, отличающаяся тем, что поворотное устройство (6) включает по меньшей мере одно нагревательное устройство.
20. Вертикальная печь по п. 19, отличающаяся тем, что поворотное устройство (б) включает блок измерения температуры и блок контроля температуры, причем блок контроля температуры рассчитан на то, чтобы посредством по меньшей мере одного нагревательного устройства регулировать уровень температуры поворотного устройства в соответствии с уровнем температуры металлической полосы (2).
21. Вертикальная печь по одному из пп. 1-20, отличающаяся тем, что по меньшей мере один блок (7) роликов поворотного устройства (6) предназначен для центрирования металлической полосы.
22. Вертикальная печь по одному из пп. 1-21, отличающаяся тем, что она по направлению продвижения металлической полосы (2) имеет перед зоной (4) нагрева/выдержки дополнительную зону (12) быстрого нагрева для металлической полосы по меньшей мере с одним нагревательным устройством.
23. Вертикальная печь по п. 22, отличающаяся тем, что по меньшей мере одно нагревательное устройство зоны (12) быстрого нагрева сформировано как устройство индукционного нагрева, причем зона (12) быстрого нагрева включает технологическую камеру со стенкой из неметаллического материала, а также впускное и выпускное отверстие для металлической полосы (2), причем технологическая камера зоны (12) быстрого нагрева имеет атмосферу защитного газа с содержанием Н2 на уровне 30%-100% Н2 и с точками росы от -20°С до -70°С, и устройство индукционного нагрева размещено снаружи технологической камеры.
24. Вертикальная печь по п. 23, отличающаяся тем, что технологическая камера зоны (12) быстрого нагрева соединена с технологической камерой (17а) зоны (4) нагрева/выдержки газонепроницаемо относительно внешнего окружения вертикальной печи (1).
25. Вертикальная печь по одному из пп. 1-24, отличающаяся тем, что предусмотрена третья зона (11) охлаждения, причем третья зона (11) охлаждения размещена после второй зоны охлаждения по направлению продвижения металлической полосы, причем третья зона (11) охлаждения имеет атмосферу защитного газа с содержанием Н2 30%-100% Н2, и с точками росы от -20°С до -70°С.
26. Вертикальная печь по одному из пп. 1-25, отличающаяся тем, что во входной зоне (3) и/или выходной зоне (4) соответственно размещен по меньшей мере один опирающийся на корпус (13) отводной ролик (14), причем корпус (13) соответственно имеет впускное отверстие (15) и выпускное отверстие (16) для металлической полосы (2), и внутри корпуса (13) преобладает атмосфера защитного газа, в частности, водородная и/или азотная атмосфера.
27. Вертикальная печь по одному из пп. 22-26, отличающаяся тем, что входная зона (3) соединена с зоной (12) быстрого нагрева газонепроницаемо относительно окружения вертикальной печи (1).
28. Вертикальная печь по одному из п. 1-27, отличающаяся тем, что выходная зона (4) соединена с нисходящей ветвью (18) вертикальной печи (1) газонепроницаемо относительно окружающей вертикальную печь (1) среды.
| EA 8419 B1, 27.04.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА НОРМАЛИЗОВАННОЙ КРЕМНИСТОЙ СТАЛИ | 2012 |
|
RU2585913C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ НОРМАЛИЗОВАННОЙ КРЕМНИСТОЙ СТАЛИ | 2012 |
|
RU2591097C2 |
| US 4363471 А, 14.12.1982 | |||
| EP 2960348 А1, 30.12.2015. | |||
