Изобретение относится к области термической обработки металлических изделий, в частности к устройствам (печам) по термообработке на этапах формирования гильз для патронов стрелкового оружия.
Известна конвейерная закалочная печь с защитной атмосферой, включающая вибрационный или рельсовый загрузчик, корпус с нагревательными элементами, внутренний конвейер, холодильник для охлаждения масла, конвейер закалочного бака, масляный насос. См. кн. В.В.Стычинский, С.Д.Бешелев «Предупреждение образования окалины и методы очистки деталей». М., Машиностроение, 1964 год, стр.49. Корпус печи выполнен сваркой с герметичными швами, выводы для электронагревателей и термопар имеют уплотнительные сальниковые устройства. Конвейерные печи имеют газовые завесы.
К недостаткам известной конвейерной закалочной печи можно отнести сложность конструкции и неравномерность распределения газовой среды относительно обрабатываемых деталей, что может привести к образованию зон с различной концентрацией газовой среды и к окислению металла и к окалине на поверхности изделий.
Известна камерная печь для термической обработки небольших деталей с применением защитной атмосферы. См. там же стр.51, фиг.30. Камерная печь для выполнения различных видов термической обработки в защитных атмосферах состоит из загрузочного стола, установленного перед нагревательной камерой, со смонтированными в ней нагревательными элементами, отделенной от камеры охлаждения при помощи внутренней дверки, газовой завесы, выполненной в конце камеры охлаждения, и разгрузочного стола. При этом время нагрева деталей в таких печах увеличивается. Для полной и равномерной защиты деталей от окисления печи оборудуются распределяющими и экранирующими устройствами, а также крыльчатками. Перемещение обрабатываемых деталей в полости печи зон нагрева и охлаждения осуществляется либо при помощи транспортеров, либо конвейеров. В зависимости от рабочего объема печи определяется необходимый расход защитной атмосферы, на который влияет степень герметизации печи. Перед пуском печи, после загрузки и выгрузки деталей рабочее пространство печи подвергается продувке защитной атмосферой, которую необходимо не реже одного раза в сутки контролировать по составу.
К недостаткам известной камерной печи можно отнести частую периодичность контроля защитной среды, которая склонна к неравномерному охвату ею обрабатываемых деталей, что может привести к образованию окалины на термически обработанной поверхности, которую в дальнейшем потребуется удалять, вводя в технологический процесс дополнительные операции.
Известны печи - проходные, барабанные - см. каталог 2005 года, ООО «Уралэлектропечь», Екатеринбург, стр.24 (прилагается), предназначенные для обжига, прокалки, сушки различных сыпучих материалов в непрерывном режиме и последующей их загрузки в тару. Основными элементами конструкции барабанной электропечи являются вращающийся рабочий барабан с электромеханическим приводом вращения и камера нагрева, установленные на опорной (поворотной) раме печи. В электропечах проходного типа рама печи опирается на заднюю стенку и закрепляется под требуемым углом в передней опоре с помощью двух фиксирующих пальцев. Камера нагрева электропечи имеет съемный футерованный свод для быстрой установки барабана при монтаже печи. В электропечах с максимальной температурой до 500-1000 градусов нагрев барабана производится проволочными нагревателями спирального типа, расположенными на поду и на боковых стенках камеры нагрева. В печи с максимальной температурой нагрева до 1350 градусов С для нагрева используются стержневые карбидокремниевые нагреватели. Барабан электропечи изготовлен из графито-шамотного материала и с двух сторон закрывается специальными крышками.
Известна более совершенная барабанная шнековая печь, содержащая барабан в виде муфеля с установленной соосно муфелю внутренней трубой и размещенной между муфелем и внутренней трубой шнековой винтовой направляющей, а также трубу подвода газа с контролируемым составом - прототип. (См. патент RU 2195612, F27В 7/06, 27.12.2002 г.)
К недостаткам прототипа можно отнести окисление металла в процессе термообработки и последующее образование окалины на поверхности изделий.
Технической задачей настоящего изобретения является устранение недостатков прототипа, в частности предотвращение окисления металла и предотвращение последующего образования окалины за счет создания в полости печи в зоне наибольшей вероятности окисления стабильной концентрации защитной газовой среды.
Поставленная настоящим изобретением техническая задача достигается тем, что устройство снабжено муфтой, соединенной с газопроводом для обеспечения постоянной подачи нейтрального газа в шнековый канал, рабочий барабан выполнен с зоной нагрева, размещенной в печи, и зоной охлаждения, а газопровод имеет, по меньшей мере, один патрубок ввода нейтрального газа в замкнутый герметичный шнековый канал.
Патрубок ввода нейтрального газа в замкнутый герметичный шнековый канал расположен в точке равновесного давления газов в зоны нагрева и охлаждения.
Патрубок ввода нейтрального газа в замкнутый герметичный шнековый канал расположен в центральной части длины шнекового канала плюс - минус 10% длины.
Торцы замкнутого герметичного шнекового канала с обеих сторон закрыты с помощью заслонок.
Новизной предложенного технического решения является наличие в устройстве муфты, соединенной с газопроводом для обеспечения постоянной подачи нейтрального газа в шнековый канал, выполнение рабочего барабана с зоной нагрева, размещенной в печи, и зоной охлаждения, а газопровод имеет, по меньшей мере, один патрубок ввода нейтрального газа в замкнутый шнековый канал.
Указанные отличительные признаки являются новыми, неожиданными, способствуют концентрации нейтрального газа в наиболее опасной с точки зрения окисления металла зоне, что способствует эффективной защите обрабатываемых изделий, являются существенными, промышленно выполнимыми и направлены на достижение поставленной изобретением технической задача.
Так, по мере роста температуры обрабатываемых изделий, при их продвижении в полости канала шнека во время его вращения, при росте вероятности активного окисления металла растет и концентрация нейтральных газов защитной среды. К тому же концентрация нейтральных газов, после прогрева обрабатываемых изделий до заданной температуры, сохраняется и при снижении температуры изделий, при их дальнейшем продвижении по замкнутому шнековому каналу, что также предотвращает окисление металла изделий и образование на них окалины.
Дополнительные признаки изобретения, касающиеся расположения патрубка ввода нейтрального газа в замкнутый герметичный шнековый канал в точке равновесного давления газов в зоны нагрева и охлаждения, расположения в центральной части шнекового канала плюс-минус 10% длины в зоне нагрева изделий при достижении последними температуры в 200-300 градусов и выполнении торцев замкнутого шнекового канала герметичными и с обеих сторон закрытыми с помощью заслонок - позволяют установить патрубки ввода нейтрального газа в таком месте, в котором концентрация нейтральных газов сохраняется постоянной по обе стороны и на всю длину замкнутого шнекового канала.
Наличие заслонок - позволяет значительно уменьшить расход нейтрального газа, стабильно выдерживать заданную концентрацию нейтрального газа в полости замкнутого шнекового канала и получить ожидаемый результат по предотвращению окалины и окисления поверхности изделий во время их термообработки.
На фиг.1 схематично представлено предлагаемое в качестве изобретения устройство для термической обработки изделий.
На фиг.2 схематично представлена муфта с каналами подвода газа.
На фиг.3 показано сечение Б-Б на фиг.1
Устройство для термообработки изделий состоит из смонтированного с возможностью вращения на роликах 1 барабана 2, с приводом 3. Барабан 2 одной стороной смонтирован в нагревательной печи 4, а другая сторона, представляющая в основном зону охлаждения, выполнена снаружи нагревательной печи. В полости барабана 2 смонтирован шнек 6 и дополнительный внутренний корпус-барабан 7. При этом в полости дополнительного внутреннего корпуса-барабана 7 установлен газопровод 8 подачи нейтрального газа в полость 9 шнека 6, образованную барабаном 2, дополнительным внутренним корпусом-барабаном 7 и шнеком 6, по меньшей мере, при помощи одного патрубка 10. Привод 3 связан с зубчатой шестерней 11, смонтированной на наружной поверхности барабана 2 при помощи цепной 12 передачи.
В зоне охлаждения обрабатываемых изделий смонтирован распылитель 13, обеспечивающий подачу воды для охлаждения изделий, находящихся в полости 9 шнекового канала. Охлаждение обрабатываемых изделий осуществляется непосредственно водой через наружную поверхность 14 корпуса-барабана 7. Газопровод 8 трубопровод для подачи воды к распылителю 13 снабжены муфтой 15, обеспечивающей постоянную подачу газа в зону нагрева изделий 16. В зоне нагрева 4 изделий 16 подача нейтрального газа в полость шнека 6 осуществляется на расстоянии от левого торца 17, равном, по крайней мере, 0,45-0,55 длины шнекового канала. Для загрузки изделий в печь используется лоток 18.
При вращении барабана изделия по лотку 18 подаются в шнековый канал 9, образованный барабаном 2, внутренним дополнительным корпусом-барабаном 7 и шнеком 6. Зона нагрева 4 вращающегося барабана 2 расположена в нагревательной печи 4. Термическая обработка изделий в зоне нагрева печи осуществляется при температуре 600…900 градусов С. Подача охлаждающей воды в полость вращающегося барабана 7 осуществляется при помощи муфты 15 в торце устройства, с коллектором 19, а подача инертного (нейтрального) газа при помощи коллектора 20.
Предлагаемое устройство для термической обработки изделий работает следующим образом.
Для осуществления термической обработки изделий последние равномерно по загрузочному лотку 18 засыпаются в предварительно разогретый вращающийся барабан 2. Далее изделия последовательно перемещаются по шнековому каналу 9, образованному барабаном 2, внутренним корпусом-барабаном 7 и спиралеобразным шнеком 6 из зоны нагрева в зону охлаждения. Предварительно, до начала загрузки изделий в печь, осуществляют прокачку полости шнекового канала 9 нейтральным, защитным от окисления, газом при помощи коллектора 20 и газопровода 8. В последующем, с включением привода 3 и началом вращения печи, продолжается постоянная равномерная подача нейтрального газа, обеспечивающая защитную от окисления среду в шнековом канале 9, по которому передвигаются за счет вращения барабана 2 и корпуса-барабана 7 обрабатываемые изделия 16. Нейтральный газ распространяется по шнековому каналу 9 от места входа патрубков 10 в обе стороны - как в сторону загрузки обрабатываемых изделий 16, так и в сторону их охлаждения и выгрузки. При этом максимальная концентрация нейтрального газа всегда поддерживается в наиболее опасной для окисления металла зоне нагрева. Затем концентрация нейтрального газа незначительно снижается, как в сторону загрузки обрабатываемых изделий, так и в сторону выгрузки. Однако снижение концентрации нейтрального газа не сказывается на качественной защите обрабатываемых изделий от окисления, поскольку интенсивное окисление начинается после достижения изделиями температуры 300-450 градусов С.
Защитная среда сопровождает обрабатываемые изделия до охлаждения обрабатываемых деталей до температуры в 200 и ниже градусов, при которой окалина не образуется.
После достижения обрабатываемыми изделиями 16 требуемой температуры в 600…900 градусов, при соответствующей заданной скорости вращения барабана и выдержке, последние начинают поступать в зону охлаждения 5 барабана 2. При этом снижается как температура обрабатываемых изделий, так и концентрация нейтрального газа защитной среды. Концентрация нейтрального газа защитной среды остается достаточной на всем протяжении шнекового канала и надежно предотвращает окисление металла до момента окончательного охлаждения обрабатываемых изделий 16.
В настоящее время на предприятии на предлагаемое устройство разработана техническая документация и изготовлен опытный образец устройства, который проходит производственные испытания.
Испытания показали хорошие устойчивые результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ОТХОДОВ | 2017 |
|
RU2666559C1 |
| Вращающаяся барабанная печь для обжига легких пористых заполнителей | 2020 |
|
RU2761323C1 |
| Рекуперативная печь для безокислительного отжига штучных изделий | 1986 |
|
SU1448180A1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ ПРИ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКЕ | 2007 |
|
RU2354713C1 |
| Устройство для нагрева металлических изделий | 1984 |
|
SU1235940A1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041744C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ БЕЗОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2367689C1 |
| ТЕРМОЛИЗ ОРГАНИЧЕСКИХ ОТХОДОВ В ПЕЧИ С ШАРИКАМИ | 2004 |
|
RU2381081C2 |
| СПОСОБ ТЕРМООБРАБОТКИ МЕТАЛЛИЧЕСКИХ ТРУБ (ВАРИАНТЫ) | 2024 |
|
RU2829412C1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187562C2 |


Изобретение относится к области термической обработки изделий, в частности к устройствам для термообработки гильз патронов стрелкового оружия. Для предотвращения окисления металла и последующего образования окалины устройство содержит нагревательную печь, рабочий барабан с приводом вращения, в полости которого соосно его продольной оси смонтирован дополнительный внутренний барабан, между которыми герметично установлен спиралеобразный шнек, образующий между витками шнека и поверхностями барабанов герметичный замкнутый шнековый канал для дозированного последовательного перемещения обрабатываемых изделий, а в полости дополнительного внутреннего барабана размещен газопровод для ввода нейтрального газа в замкнутый шнековый канал, при этом устройство снабжено муфтой, соединенной с газопроводом для обеспечения постоянной подачи нейтрального газа в шнековый канал, рабочий барабан выполнен с зоной нагрева, размещенной в печи, и зоной охлаждения, а газоповод имеет, по крайней мере, один патрубок ввода нейтрального газа в замкнутый шнековый канал. Патрубок ввода нейтрального газа в замкнутый шнековый канал смонтирован в точке равновесного давления газов в обе его стороны. Торцевые стороны замкнутого шнекового канала с обеих сторон выполнены закрытыми с помощью заслонок. 3 з.п. ф-лы, 3 ил.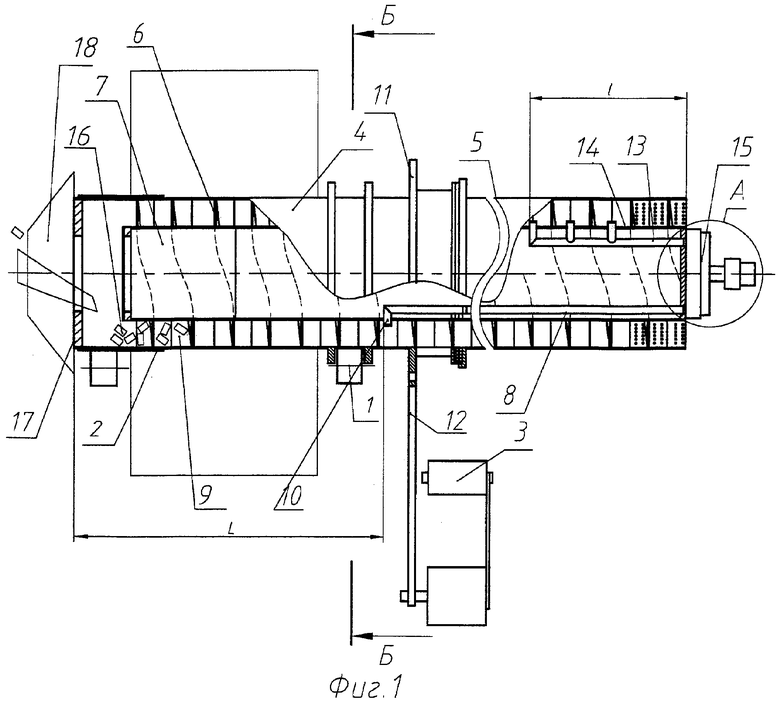
1. Устройство для термической обработки изделий, содержащее нагревательную печь, рабочий барабан с приводом вращения, в полости которого соосно его продольной оси смонтирован дополнительный внутренний барабан, между которыми герметично установлен спиралеобразный шнек, образующий между витками шнека и поверхностями барабанов герметичный замкнутый шнековый канал для дозированного последовательного перемещения обрабатываемых изделий, а в полости дополнительного внутреннего барабана размещен газопровод для ввода нейтрального газа в замкнутый шнековый канал, отличающееся тем, что устройство снабжено муфтой, соединенной с газопроводом для обеспечения постоянной подачи нейтрального газа в шнековый канал, рабочий барабан выполнен с зоной нагрева, размещенной в печи, и зоной охлаждения, а газопровод имеет, по крайней мере, один патрубок ввода нейтрального газа в замкнутый шнековый канал.
2. Устройство по п.1, отличающееся тем, что патрубок ввода нейтрального газа в замкнутый герметичный шнековый канал расположен в точке равновесного давления газов в зоны нагрева и охлаждения.
3. Устройство по п.1, отличающееся тем, что патрубок ввода нейтрального газа в замкнутый герметичный шнековый канал расположен в центральной части длины шнекового канала ±10% его длины.
4. Устройство по п.1, отличающееся тем, что торцы замкнутого герметичного шнекового канала с обеих сторон закрыты с помощью заслонок.
| УСТРОЙСТВО ПЕРЕКРЫТИЯ ПОЛОСТИ ПЕЧИ | 2000 |
|
RU2195612C2 |
| Барабанная печь | 1980 |
|
SU1016650A1 |
| ВРАЩАЮЩАЯ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1996 |
|
RU2116597C1 |

