Изобретение относится к порошковой металлургии, а именно к получению хлопьевидных частиц, и может быть использовано на предприятиях химической и других отpаслей промышленности для защиты оборудования от коррозии и абразивного износа в установках для десульфурации, а также днищ судов, подводных лодок, емкостей химического оборудования, в строительстве и автомобилестроении.
Известен способ получения тонких стеклянных чешуек [1]
Недостатком известного способа является то, что чешуя имеет низкую прочность (трещиностойкость) и низкую термовиброустойчивость.
В качестве прототипа выбран способ и устройство для получения стеклянных хлопьевидных частиц [2] Для формирования хлопьев из стекла, базальта или другого хрупкого материала поток расплава подают в направлении вниз во вращающуюся чашу, открытую сверху. Ободок чаши размещен горизонтально между двумя разнесенными параллельными пластинами. Пластины установлены в вакуумной камере так, что при подсосе воздуха снаружи между пластинами расплав отсасывается радиально наружу, не касаясь пластин. Охлаждение расплава продолжается при его дальнейшем движении, что вызывает превращение материала в хлопьевидные частицы.
Недостатком известного способа является недостаточная химическая, водо- и абразивостойкость получаемой чешуи.
Полученные в таких условиях хлопьевидные базальтовые чешуйки имеют аморфную стеклообразную структуру, содержащую большое количество FeO (до 10%). Оксид железа (II) активно взаимодействует с водой и кислородом воздуха, что приводит к разрушению базальтовых чешуек. При этом они могут быть использованы по своему функциональному назначению в качестве хим-, водо- и абразивостойкого наполнителя в композиционных материалах особо ответственного назначения, например в покрытиях подводных лодок, днищ судов, колонн абсорберов в установках по сероочистке, емкостей химического оборудования. Однако срок службы покрытий с этим наполнителем невелик.
Целью изобретения является повышение химической, водо- и абразивостойкости чешуи.
Указанная цель достигается тем, что термообработку дисперсных хлопьевидных частиц проводят путем их нагрева до температуры 600-950оС с одновременной продувкой воздухом слоя частиц и выдержки их в этом интервале температур в течение 5-30 мин с последующим охлаждением до комнатной температуры. Причем скорость нагрева поддерживают в пределах от 40 до 190 град/мин, а скорость охлаждения не ниже 950 град/мин.
Проведенный поиск известных решений показал, что существующий уровень техники в области термообработки дисперсных хлопьевидных частиц содержит технические решения, из которых известна термическая обработка частиц при аналогичных с предметом поиска температурах.
Однако режим термообработки металлических порошков, совпадающий с температурным режимом обработки минеральных частиц, направлен на решение иной задачи, а именно улучшение технологических свойств металлических порошков.
В результате предложенного режима термообработки базальтовой чешуи происходит процесс полного доокисления магнетита Fe3O4, содержащего FeO и Fe2O3, и заполнение вакантных мест решетки вюстита ионами кислорода и трехвалентного железа. Процесс заканчивается полным переходом FEO в Fe2O3.
Энергия активации, необходимая для данного перехода, тесно связана со скоростью возрастания температуры соотношением
E=-2,19 ·R, где β скорость возрастания температуры, град/мин;
·R, где β скорость возрастания температуры, град/мин;
Т температура пика, оС;
R универсальная газовая постоянная.
Именно в предлагаемом интервале температур и скоростей нагрева и охлаждения обеспечивается энергия активации порядка 131 кДж/град, которая необходима для диффузии Fe в FeO.
Кроме того, указанный режим термообработки обеспечивает полный переход аморфной структуры чешуек в кристаллическую, что подтверждается данными исследований ИК-спектроскопии и термоаналитическими исследованиями методами ДТА, ТГА, ТУ.
В процессе указанного режима термообработки происходят химические реакции, приводящие к образованию фаз с участием Fe2O3; SiO2; CaO; Al2O3и перераспределением компонентов базальта с образованием прочного каркаса, аналогичного кристаллической решетке корунда с энергией активации 147 кДж/моль, что свидетельствует о химическом характере протекающих процессов.
Полученные по прототипу базальтовые чешуйки содержат большое количество неравновесных активных в химическом отношении фаз к воде, кислороду воздуха и другим примесям. Так, FeO, входящий в состав Fe3O4, разлагается водой до Fe2O3, поэтому при эксплуатации покрытий, содержащих базальтовую чешую, термически не обработанную, будет происходить химическое взаимодействие базальтовой чешуи с водой и другими ионами, т.е. разрушение чешуек и, как следствие значительное снижение защитных свойств покрытия, из-за потери хим- и водостойкости, их преждевременный износ.
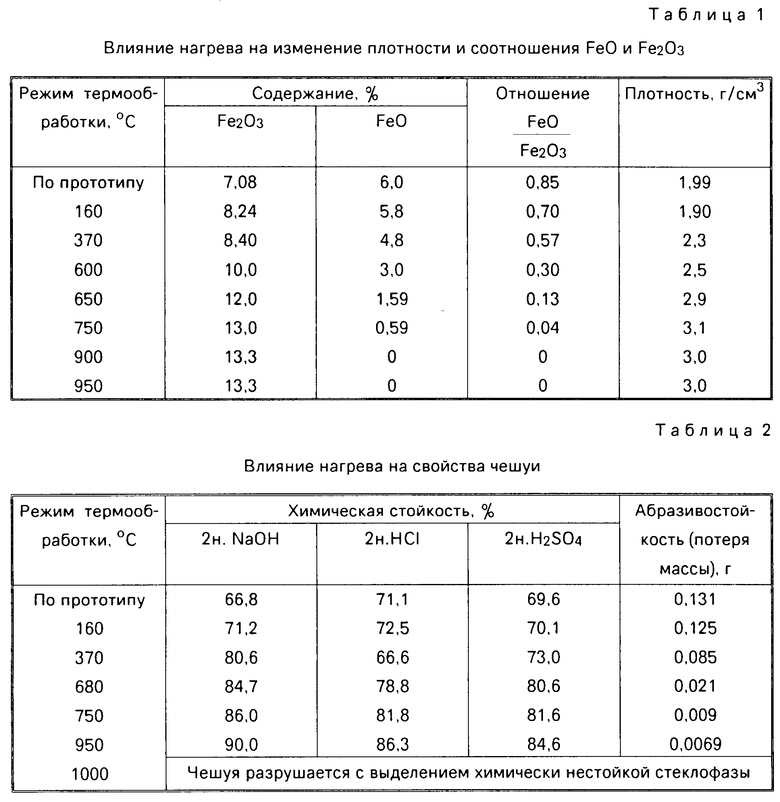
Термически же обработанная чешуя за счет полного перехода FeO в Fe2O3 уменьшает количество химически активных оксидов, взаимодействующих с водой и кислородом воздуха, и повышает плотность чешуек. Увеличение плотности начинается при температуре 600оС, при температуре 950оС плотность возрастает особенно существенно и достигает значений 3,02-3,07 г/см3, против 1,99 по прототипу (см. табл. 1).
Кроме того, в предлагаемом способе является существенным для процесса термообработки подача воздуха, который является источником кислорода, необходимого для протекания процесса перехода: 4FeO + O2 2Fe2O3 и удаления выделяющейся при нагреве до 600оС кристаллизационной воды. Кроме того, поток воздуха обеспечивает равномерное прохождение частиц чешуи через ромбический муфель и предотвращает образование "пробок" чешуи.
Таким образом, предложенный способ термообработки хлопьевидных частиц базальтовой чешуи приводит к протеканию различных физико-химических превращений в чешуйках базальта, приводящих к образованию кристаллической решетки корунда, следствием чего является повышение абразивостойкости, хим-, и водостойкости частиц.
Кроме того, результатом фазового перехода Fe+2 в Fe+3 является образование безусадочных высокотемпературоустойчивых чешуек с повышенной трещиностойкостью, как показал опыт, коэффициент трещиностойкости Fe2O3в 2 раза выше, чем у FeO.
Определение щелочестойкости и кислотостойкости чешуи проводили в 2н. растворах едкого натра, соляной и серной кислот. Данная концентрация растворов определена экспериментальным методом, как наиболее точно характеризующая отношение исследуемой чешуи к агрессивным средам.
Метод основан на определении отношения массы чешуи после обработки ее реактивами путем кипячения в течение 1 ч к массе этой чешуи до обработки. Результы испытаний термообработанной чешуи на химстойкость приведены в табл. 2.
Как видно из табл. 2, термообработка чешуи по предлагаемому способу благодаря протекающей перекристаллизации и фазовому переходу FeO в Fe2O3 повышает ее химстойкость в 2н. растворе NaOH в 1,35 раза, в 2н. растворе НСl 1,2 раза, в 2н. растворе H2SO4 в 1,2 раза.
Водопоглощение определяли на дериватографе системы "Паулик-Эрдей-Паулик" (термообработанная чешуя при 740оС и необработанная базальтовая чешуя). Перед снятием дериватограмм чешуйки были выдержаны в эксикаторе с водой в течение 24 ч. По данным эксперимента обработанные чешуйки адсорбируют в 7 раз меньше влаги, чем необработанные.
Абразивостойкость обработанной чешуи повышается в 2 раза по сравнению с необработанной. Определение абразивостойкости осуществляли по ГОСТ на установке ЦУК-3. Для чего были изготовлены образцы полимерных покрытий на основе эпоксидной смолы по следующей рецептуре, г: ЭД-20 100 Отвердитель ПЭПА 10 Базальтовая чешуя 40
Было изготовлено 6 образцов покрытий, содержащих базальтовую чешую по прототипу и обработанную в интервале температур 160-950оС. Абразивостойкость определяли по величине потери массы после испытаний на установке ЦУК-3. Результаты испытаний приведены в табл. 2.
При нагревании базальтовой чешуи ниже 600оС не достигается полный переход FeO в Fe2O3. До 600оС наблюдается убыль массы, что связано с десорбцией газообразных примесей, адсорбированных развитой поверхностью чешуи, а также с удалением связанной воды из Fe3O4 + H2O. И только начиная с Т 600оС наблюдается заметное возрастание массы и плотности, обусловленное переходом FeO в Fe2O3.
Таким образом, использование предлагаемого способа обработки хлопьевидных частиц базальтовой чешуи позволяет получать чешуйчатый наполнитель с кристаллической решеткой аналогичной корунду, т.е. с очень прочной решеткой. С другой стороны, в результате термообработки на поверхности чешуек увеличивается число химически активных центров, способных образовывать прочные химические связи со связующим.
Следовательно, образование прочной кристаллической структуры наполнителя (базальтовой чешуи) с большим числом химически активных центров обусловливает значительное повышение хим-, водо- и абразивостойкости покрытий с таким наполнителем.
Высокая хим-, водо- и абразивостойкость покрытий с наполнителем, термообработанных базальтовой чешуей, обес- печивает их более продолжительный срок службы.
Известна вакуумная вертикальная печь сопротивления для термической обработки порошков [3] содержащая рабочую камеру, графитовый нагреватель, камеры загрузки и разгрузки, весовой дозатор и средства автоматического контроля.
Недостатком такой печи является то, что она не пригодна для обработки базальтовых частиц, а также то, что она не обеспечивает требуемые режимы термообработки.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является печь для отжига металлических порошков [4] содержащая вертикальную нагревательную камеру, трубчатый змеевик и загрузочный бункер. Для поддержания порошка во взвешенном состоянии печь снабжена подпружной плитой с механическим вибратором.
Недостатком известной печи является то, что она не может быть использована для термообработки дисперсных базальтовых частиц, так как не обеспечивает соблюдение режимов термообработки по предлагаемому способу, а именно: не обеспечивает эффективность продувки слоя частиц воздухом и требуемую скорость нагрева чешуи (40-190оС), а также продолжительность нагрева выдержки (5-30 мин) при заданной температуре термообработки 600-950оС.
Таким образом, известное устройство печи не обеспечивает условия для получения базальтовой чешуи с высокой хим-, водо- и абразивостойкостью.
Цель изобретения повышение химической, водо- и абразивостойкости базальтовой чешуи.
Поставленная цель достигается тем, что в устройстве для термообработки дисперсных хлопьевидных частиц, содержащем вертикальную проходную печь нагрева, муфель, нагревательные устройства, загрузочное устройство с бункером и дозатором, муфель выполнен двухканальным с одноканальным входом в верхней части и выходом в нижней части с образованием стенками каналов в продольном сечении двух ромбов с углом при вершине 70-150о, вход муфеля соединен с загрузочным бункером, нагревательные устройства установлены в нижней части камеры нагрева и в центре между каналами муфеля.
Устройство снабжено коллектором с воздухоподводящими трубами, расположенным в месте слияния каналов муфеля у входа, и клапаном-дозатором, установленным в нижней части муфеля с возможностью регулирования выхода частиц из него.
Клапан-дозатор жестко связан с рукояткой, установленной на оси с возможностью поворота, причем рукоятка соединена тягой с противовесом и стопорным винтом.
Загрузочное устройство имеет подъемную крышку, на которой установлен дозатор уровня чешуи, взаимодействующий с загрузочным транспортером.
Печь нагрева в верхней части своей выполнена с каналами для удаления газов.
Разработанное устройство обладает простотой в изготовлении и эксплуатации, удовлетворяет требованиям выдержки всех указанных режимов термообработки. Устройство обеспечивает высокую производительность обработки минеральных частиц при массовом использовании предлагаемого способа и возможность порционного или непрерывного процесса выхода термообработанных частиц.
На фиг. 1 показано предлагаемое устройство, общий вид в разрезе; на фиг. 2 то же, разрез А-А на фиг. 1.
Устройство состоит из печи 1 с нагревательными устройствами 2, загрузочного устройства с бункером 3, расположенного над муфелем 4. В загрузочном бункере установлен дозатор уровня чешуи 6, над бункером расположен загрузочный транспортер 7, который закрыт защитным кожухом 15. Муфель в нижней части заперт клапаном-дозатором 8, установленным с возможностью поворота вокруг оси 9 посредством рукоятки 10. Величина зазора b устанавливается при фиксации рукоятки 10 на фиксаторе 11. Устройство снабжено коллектором с воздухоподводящими трубами 12, расположенными в месте слияния каналов муфеля у входа, с целью активации выхода термообработанной чешуи через клапан-дозатор. Муфель снабжен кожухом 13 для направления термообработанной чешуи в мешок 14.
Загрузочное устройство с бункером снабжено подъемной крышкой 16, установленной с возможностью поворота на петлях 17, и рукояткой 18. Дозатор уровня чешуи загрузочного устройства состоит из датчика 5 с чувствительным элементом и стрелочного индикатора 19.
Чувствительный элемент датчика представляет собой легкую свисающую вниз под собственным весом пластину из металлической фольги, установленную на шарнире 20 с возможностью отклонения на этой оси по мере заполнения бункера загрузочного устройства чешуей.
На рукоятке клапана-дозатора установлены тяга 22 и противовес 23 со стопорным винтом 24.
Муфель выполнен с образованием стенками каналов в продольном сечении двух ромбов с углом при вершине 70-150о по следующим соображениям. Опытным путем было установлено, что при одном и том же установленном зазоре b время перемещения чешуек в муфеле не изменяется при угле ромба от 0 до 70о и будет минимальным. Начиная с угла 70о и до 180о время перемещения чешуек в муфеле изменяется прямо пропорционально увеличению угла (при одном и том же зазоре b). Однако, если угол при вершине ромба становится больше 150o, то время перемещения чешуек в коробе возрастает настолько, что выходит за пределы необходимого времени (30 мин) обработки частиц по предлагаемому способу.
Муфель выполнен из жаропрочной стали, а загрузочный бункер из бетона. Таким образом, тепло, которое подается с нижней части печи, предварительно нагревает чешую, находящуюся в загрузочном бункере. Чешуя нагревается постепенно по мере перемещения в муфеле, что обеспечивает наиболее благоприятный режим термообработки. Тяга 22 на рукоятке 10 в сочетании с противовесом 23 обеспечивает легкую и удобную регулировку зазора b.
Пример обработки частиц по предлагаемому способу и принцип работы устройства.
В начальный момент времени бункер и короб пустые. Клапан-дозатор установлен таким образом, что зазор b между муфелем и клапаном-дозатором 8 отсутствует. Печь нагрета до температуры 600-950оС. Включается загрузочный транспортер 7, и находящаяся на нем чешуя 6 в свободном падении заполняет бункер 3 и муфель, причем бункер 3 заполняется до уровня, заданного датчиком уровня 5, после чего транспортер 7 устанавливается и поступление чешуи 6 автоматически прекращается.
Каналы воздухоподводящих труб 12 обеспечивают приток свежего воздуха и способствуют оттоку влаги и окислов нагревающейся чешуи 6. Влажный воздух, проходя через слой чешуи, выходит через загрузочный бункер вверх. Минимально необходимое количество поступающего через коллектор воздуха обеспечивает поддержание чешуи во взвешенном состоянии. Процесс нагрева и термообработки чешуи идет со скоростью 40-190 град/мин.
По истечении 10-15 мин, когда чешуя прогреется до заданного интервала температур, устанавливают рукоятку 10 на рейке 11 в требуемое положение, которое определяет величину зазора b. Величина зазора обеспечивает такую скорость истечения термообработанных частиц из бункера в муфель, чтобы нагретые в нижней части чешуйки находились в муфеле в интервале температур 600-950оС в течение 5-30 мин.
Как только откроется клапан-дозатор 8, начнется истечение термообработанной чешуи через зазор b. Уровень чешуи в бункере 3 понизится, сработает датчик уровня 5, включится транспортер 7, процесс загрузки, термообработки и выгрузки чешуи пойдет непрерывно.
Поступающий через коллектор воздух будет частично выходить и через зазор b. Чешуя быстро охлаждается сама на воздухе со скоростью 950 град/мин.
Для остановки процесса термообработки сначала отключают загрузочный транспортер. Прекращается подача чешуи. Когда вся чешуя выйдет из бункера и муфеля, отключают печь 1, перекрывают зазор b клапаном-дозатором 8, перекрывают воздух. Получаемая чешуя имеет золотистый цвет и плотность 3 г/см3.
Получаемая согласно изобретению чешуя является хорошим хим-, водо- и абразивостойким наполнителем, который может быть использован в составе защитных покрытий абсорберов в установках по сероочистке, днищ судов, автомобилей, химических трубопроводов и др. оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| КИСЛОТОСТОЙКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1991 |
|
SU1825510A3 |
| ВОДО- И ТРЕЩИНОСТОЙКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1992 |
|
SU1831870A3 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОДИСПЕРСНЫХ ЧЕШУЙЧАТЫХ ЧАСТИЦ | 1992 |
|
SU1831856A3 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ХОЛОДНОГО ОТВЕРЖДЕНИЯ ДЛЯ ВОДОСТОЙКИХ ПОКРЫТИЙ | 1991 |
|
SU1825511A3 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ТОНКОДИСПЕРСНЫХ ХЛОПЬЕВИДНЫХ ЧАСТИЦ, ПРЕИМУЩЕСТВЕННО ИЗ МИНЕРАЛЬНОГО РАСПЛАВА | 1993 |
|
RU2070166C1 |
| ХИМИЧЕСКИ СТОЙКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1992 |
|
SU1831871A3 |
| ТЕПЛОСТОЙКАЯ АНТИОБРАСТАЮЩАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1992 |
|
RU2028347C1 |
| МИНЕРАЛЬНЫЙ ПЛАСТИНЧАТЫЙ НАПОЛНИТЕЛЬ ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1997 |
|
RU2119506C1 |
| ИЗНОСОСТОЙКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1991 |
|
SU1825514A3 |
| МАСЛОБЕНЗОСТОЙКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1992 |
|
RU2057157C1 |
Использование: для получения минеральных наполнителей - хлопьевидных частиц, например, базальта для защиты оборудования от коррозии и абразивного износа в установках для десульфуризации, днищ судов, подводных лодок, емкостей химического оборудования, в строительстве, автомобилестроении и других отраслях народного хозяйства. Сущность изобретения: проводят термообработку частиц путем нагрева до температуры 600 - 950°С одновременной продувкой воздухом, выдержку в этом интервале температур в течение 5 - 30 мин и охлаждение. Скорость нагрева чешуи поддерживают в пределах от 40 до 190 град/мин, а скорость охлаждения чешуи поддерживают не ниже 950 град/мин. Термообработку проводят в устройстве для обработки дисперсных хлопьевидных частиц, содержащем вертикальную проходную печь нагрева, муфель, нагревательные устройства, загрузочное устройство с дозатором. Муфель выполнен в виде двухстенного ромбообразного короба с углом при вершине 70 - 140°. Короб снабжен воздушными каналами и клапаном-дозатором, установленным с возможностью регулировки выхода частиц из бункера в нижней его части. Загрузочный бункер снабжен для удобства подъемной крышкой на петлях. На крышке установлен датчик уровня частиц, который электрически связан с транспортером. Чувствительный элемент датчика выполнен в виде свисающей вниз легкой пластины, которая может отклоняться от давления массы насыпающейся чешуи. Пластина связана со стрелочным индикатором. На рукоятке клапана-дозатора установлена ручная тяга для получения требуемого зазора "в" между клапаном-дозатором и муфельным коробом и противовес со стопорным винтом для обеспечения легкого хода клапана-дозатора. Печь нагрева снабжена каналами для удаления газов, расположенными в верхней части печи. 2 с.п. и 5 з.п. ф-лы, 2 ил., 2 табл.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для отжига металлических порошков | 1975 |
|
SU545847A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
