Изобретение относится к вертикальной печи для термической обработки механических лент, содержащей секцию подогрева и примыкающую к ней сверху высокотемпературную секцию, образующую отдельный от секции подогрева корпус, при этом секция подогрева, снабженная предпочтительно нагреваемым газом муфелем, имеет вставленную сверху в муфель соединительную заглушку из теплоизоляционного материала для высокотемпературной секции.
Металлические ленты, в частности, из хромистой или хромоникелевой стали подвергают непрерывному светлому отжигу в атмосфере защитного газа из водорода или смеси водорода с азотом в так называемых вертикальных печах, которые могут быть выполнены с муфелем или без муфеля. Термическая обработка металлических лент посредством обогреваемого снаружи муфеля имеет то преимущество, что можно применять газовую горелку без воздействия на атмосферу защитного газа внутри муфеля. Однако температура печи ограничивается термической стойкостью муфеля. К этому добавляется то, что вследствие подлежащей передачи из муфеля на металлическую ленту количества тепла длина муфеля определяет достигаемую скорость прохождения подлежащей обработке металлической ленты, так что закрепленный в зоне своего верхнего конца муфель наряду с тепловой нагрузкой испытывает также нагрузку от собственного веса, что несмотря на увеличивающуюся в продольном направлении муфеля снизу вверх толщину стенки приводит к ограничению длины муфеля из-за собственного веса. В этой связи следует учитывать уменьшенную при высоких температурных нагрузках прочность применяемой для муфеля специальной стали.
Безмуфельные вертикальные печи имеют огнеупорную футеровку и нагреваются электрически, так что можно обеспечивать более высокие температуры печи. Однако поскольку огнеупорная футеровка печи является пористой, то при открывании вертикальной печи она вбирает окружающий воздух, который приходится выдувать, например, азотным газом перед выполнением термической обработки механических лент в атмосфере защитного газа. За счет необходимого для продувки времени безмуфельные печи после открывания снова готовы к работе только через несколько дней. Кроме того, это связано также с повышенным расходом водорода, поскольку еще имеющийся после продувки остаток кислорода воздуха соединяется с водородом защитного газа с образованием воды.
Для того чтобы несмотря на связанные с применением муфеля ограничения обеспечить высокую пропускную способность подлежащих обработке металлических лент, известно (ЕР 0675208 А1) присоединение сверху к снабженной муфелем секции подогрева вертикальной печи безмуфельной высокотемпературной секции, которая образует отдельный от секции подогрева корпус, который устанавливается на корпус секции подогрева. Подлежащая обработке механическая лента выходит из муфеля секции подогрева через установленную вверху муфеля соединительную заглушку из теплоизоляционного материала в высокотемпературную секцию, где она с помощью электрического нагрева нагревается до необходимой конечной температуры перед поступлением в установленный наверху вертикальной печи охладитель. За счет наличия безмуфельной высокотемпературной секции можно мириться с предпочтительной для применения муфеля низкой выходной температурой обрабатываемой металлической ленты на выходе из муфеля, так что обусловленные тепловой нагрузкой и нагрузкой силы тяжести муфеля ограничения не могут влиять на результат термической обработки или на производительность. Однако недостатком является то, что безмуфельная высокотемпературная секция со своей огнеупорной футеровкой приводит по сравнению с муфельными печами к значительно увеличенному времени продувки после открывания печи и соответственно увеличенному расходу водорода. Кроме того, в зоне высокотемпературной секции приходится отказаться от экономически выгодного нагрева газом и использовать более дорогой электрический нагрев.
Поэтому в основу изобретения положена задача такого выполнения вертикальной печи для термической обработки металлических лент указанного в начале типа, чтобы несмотря на ограничения, обусловленные тепловой нагрузкой и нагрузкой силой тяжести муфеля, обеспечить необходимую конечную температуру ленты без недостатков, связанных с применением безмуфельной высокотемпературной секции.
Задача решена согласно изобретению за счет того, что высокотемпературная секция также снабжена предпочтительно нагреваемым газом муфелем, который снаружи окружает соединительную заглушку и соединен с ней герметично предпочтительно через гидравлическое уплотнение.
Поскольку вследствие этих мер высокотемпературная секция также имеет муфель, можно в высокотемпературной секции использовать преимущества муфеля, в частности, в отношение продувки и возможного газового нагрева. За счет ограничения длины муфеля в высокотемпературной секции можно ограничить нагрузку муфеля собственным весом, что вследствие связанных с этим уменьшенных требований к прочности приводит к более высокой тепловой предельно допустимой нагрузке, которая обеспечивает необходимую конечную температуру обрабатываемых металлических лент. Необходимо только обеспечить по возможности свободный от потерь тепла переход между секцией подогрева и высокотемпературной секцией через соединительную заглушку. Для этой цели соединительная заглушка окружена снаружи нижним концом муфеля высокотемпературной секции, при этом необходимо обеспечить газонепроницаемое соединение между соединительной заглушкой и муфелем высокотемпературной секции, а именно с возможностью осевого сдвига муфеля относительно соединительной заглушки для компенсации теплового удлинения муфеля. Для этой цели можно предпочтительно использовать само по себе известное гидравлическое уплотнение. Однако возможно также обеспечить газонепроницаемое соединение между муфелем и соединительной заглушкой через сильфонную манжету. Теплоизоляционный огнеупорный материал соединительной заглушки имеет сравнительно небольшой объем, так что соединительная заглушка оказывает незначительное влияние на процесс продувки. Поскольку соединительная заглушка находится в зоне теплового излучения как муфеля секции подогрева, так и муфеля высокотемпературной секции, то можно исходить из по существу непрерывного нагрева ленты на всей длине печи, что преимущественно отражается на необходимой общей длине печи.
Для того чтобы обеспечить по возможности беспрепятственный нагрев ленты в соединительной заглушке, соединительная заглушка должна иметь достаточно большое проходное поперечное сечение для металлических лент, для того чтобы тепловое излучение обоих муфелей могло распространяться на зону соединительной заглушки. Для этой цели соединительная заглушка может иметь проходное поперечное сечение для обрабатываемой металлической ленты с минимальной шириной, измеренной перпендикулярно металлической ленте, соответствующей половине наружного радиуса соединительной заглушки.
Ниже приводится подробное описание примера выполнения изобретения со ссылками на чертежи, на которых изображено:
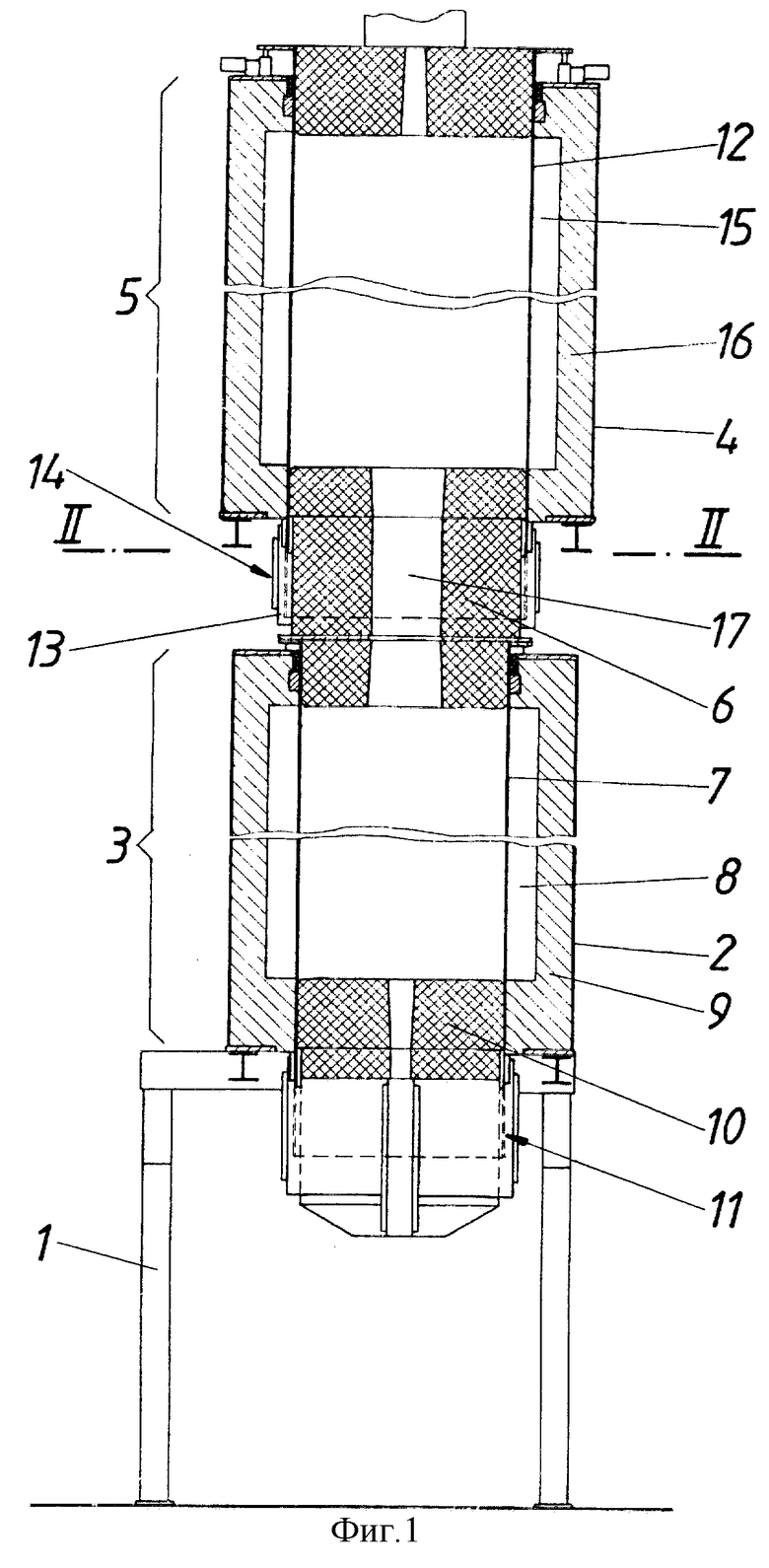
фиг.1 - продольный разрез вертикальной печи согласно изобретению для термической обработки металлических лент, и
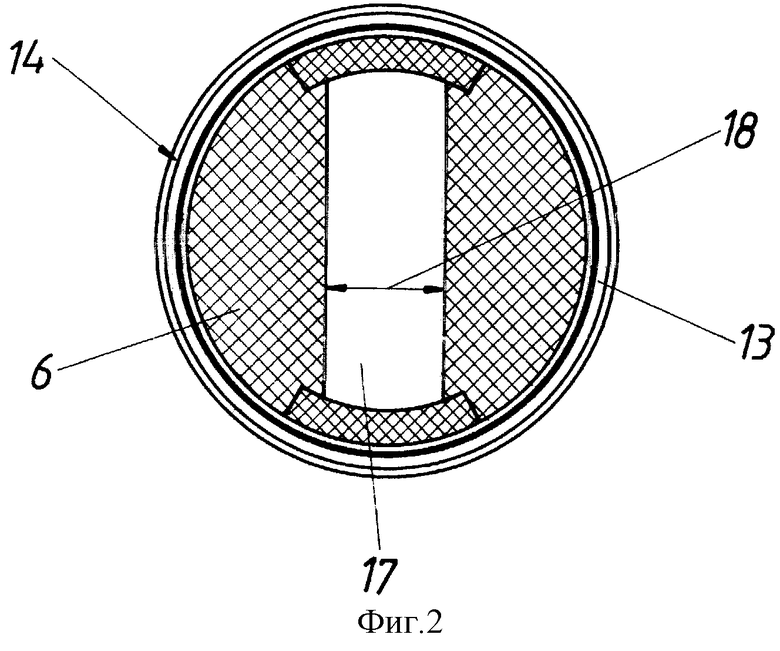
фиг.2 - разрез соединительной заглушки по линии II-II на фиг.1 в увеличенном масштабе.
Представленная печь для термической обработки металлических лент содержит станину 1, которая несет корпус 2 для секции 3 подогрева и над секцией 3 подогрева - корпус 4 для высокотемпературной секции 5. Эти обе секции 3 и 5 печи соединены друг с другом соединительной заглушкой 6 из теплоизоляционного огнеупорного материала. Нижняя секция 3 подогрева снабжена муфелем 7, который вставлен в корпус 2 сверху и который можно также удалять через верх, когда для этой цели корпус 4 высокотемпературной секции сдвигается в сторону в станине 1. Для нагрева муфеля 7 служит обычная не изображенная по соображениям наглядности газовая горелка, посредством которой нагревается кольцевое пространство 8 между муфелем 7 и огнеупорной футеровкой 9 корпуса 2. Нижнее закрытие муфеля 7 осуществляется обычным образом через заглушку 10, при этом для газонепроницаемого соединения между муфелем 7 и заглушкой 10 предусмотрено гидравлическое уплотнение 11 в виде окружающего заглушку кольцевого пространства, которое наполнено уплотняющей жидкостью, например маслом, и в которое входит нижний конец муфеля 7.
Аналогичным образом выполнена высокотемпературная секция 5 вертикальной печи. Вставленный сверху в корпус 4 муфель 12 высокотемпературной секции 5 окружает своим нижним концом соединительную заглушку 6, которая на своей наружной стороне имеет кольцевое пространство 13 для гидравлического уплотнения 14, так что нижний конец муфеля 12 погружен в ванну гидравлического уплотнения 14. Тем самым обеспечивается газонепроницаемое соединение муфеля 12 с соединительной заглушкой 6 без создания препятствий для компенсации тепловых удлинений муфеля 12. Нагрев муфеля 12 осуществляется снова предпочтительно с помощью газовой горелки, дымовой газ которой, проходя через кольцевое пространство 15 между муфелем 12 и футеровкой 16 корпуса, нагревает муфель 12.
За счет разделения вертикальной печи на секцию 3 подогрева и высокотемпературную секцию 5 можно, несмотря на применение муфеля 7, соответственно 12, обеспечивать необходимую конечную температуру подлежащих обработке металлических лент без опасности перегрузки муфелей 7 и 12. За счет небольшой температуры в секции 3 подогрева и ограниченной длины муфеля 7 обеспечивается преимущественное использование свойств материала муфеля 7, который может иметь длину, равную, например, 26 м. Длина муфеля 12 высокотемпературной секции 5 в представленном примере выполнения может составлять лишь 10 м для обеспечения желаемой температуры ленты, равной, например, 1100°С. Благодаря небольшой длине муфеля 12 нагрузка за счет собственного веса остается небольшой, так что благодаря связанным с этим небольшим требованием к прочности материала можно увеличивать температурную нагрузку. По сравнению с этим температурная нагрузка муфеля 7 может быть небольшой, что позволяет использовать большие значения прочности. Это означает, что вес муфеля 7 с длиной 26 м, выполненного из специальной стали, составляет около 17 т, в то время как вес муфеля 12 с длиной 10 м составляет около 7 т. Для сравнения, муфель с общей длиной 36 м имел бы вес около 33 т. Следовательно, за счет выполнения согласно изобретению возможна экономия в весе почти 33%. Дополнительно к этому, поскольку существует возможность снятия муфелей 7 и 12 по отдельности друг за другом, можно значительно сократить необходимую монтажную высоту. В то время как при сплошном муфеле с длиной 36 м необходима монтажная высота около 80 м, то монтажная высота согласно изобретению составляет лишь 60 м, когда длина муфеля 7 принимается равной около 26 м, а длина муфеля 12 - 10 м.
Для того чтобы в переходной зоне между секцией 3 подогрева и высокотемпературной секцией 5 обеспечить максимально непрерывный нагрев ленты, необходимо выбирать поперечное сечение прохода 17 соединительной заглушки 6 для обрабатываемой металлической ленты достаточно большим. Если проходное поперечное сечение имеет минимальную ширину 18, измеренную перпендикулярно металлической ленте, которая соответствует половине наружного радиуса, соответственно четверти наружного диаметра соединительной заглушки 6, как показано на фиг.2, то обеспечиваются предпочтительные соотношения в отношение достижения теплового излучения муфелей 7 и 12 прохода 17 соединительной заглушки 6, что оказывает благоприятное воздействие на общую длину вертикальной печи.
Изобретение относится к печам для термической обработки. Вертикальная печь содержит секцию подогрева и примыкающую к ней сверху высокотемпературную секцию, образующую отдельный от секции подогрева корпус. Секция подогрева снабжена нагреваемым предпочтительно газом муфелем и содержит установленную сверху в муфель соединительную заглушку из теплоизоляционного материала для высокотемпературной секции. Высокотемпературная секция также снабжена нагреваемым предпочтительно газом муфелем. Муфель охватывает снаружи соединительную заглушку и газонепроницаемо соединен с ней, предпочтительно через гидравлическое уплотнение. Изобретение позволяет обеспечить необходимую конечную температуру ленты без опасности перегрузки муфелей, а также сэкономить в весе. 1 з.п. ф-лы, 2 ил.
| EP 0675208 A1, 04.10.1995 | |||
| EP 0897017 A1, 17.02.1999 | |||
| WO 9739154 A1, 23.10.1997 | |||
| ПРОТЯЖНЫЕ ПЕЧИ, под ред | |||
| Тымчака В.М., Москва, Металлургия, 1969, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |

