ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[01] Настоящая заявка испрашивает преимущества и приоритет предварительной заявки США №62/705943, поданной 23 июля 2020 г. под названием "SENSING EVENTS IN A METAL CASTING SYSTEM" и предварительной заявки США №62/705947, поданной 23 июля 2020 г. под названием «Monitoring Casting Environment», содержание которых полностью включено в настоящее описание посредством ссылки для всех целей.
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[02] Настоящая заявка относится к регистрации событий в системе для литья. Более конкретно, раскрыты системы и способы для системы обнаружения событий, которая собирает данные, связанные с событиями во время образования слитка системой для литья, определяет характеристики данных событий, и производит улучшения в отношении системы для литья и/или операции литья, исходя изданных событий.
УРОВЕНЬ ТЕХНИКИ
[03] Расплавленный металл может быть образован в литейной форме для создания металлического слитка. Распространенным способом производства таких металлических слитков является литье в кристаллизатор (DC -англ.: direct chill). При литье в кристаллизатор расплавленный металл заливают в неглубокую литейную форму с водяным охлаждением. Низ литейной формы представляет собой нижний блок, установленный на гидравлическом столе для образования двойного дна. По мере заполнения металлом литейной формы внешняя часть слитка охлаждается и застывает с образованием оболочки. По мере опускания нижнего блока в верхнюю часть литейной формы подается все больше металла, и нижняя часть слитка подвергается воздействию охлаждающей жидкости.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[04] Термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение», используемые в данной патентной заявке, предназначены для ссылки в широком смысле в целом на предмет этой патентной заявки и формулу патентной заявки ниже. Утверждения, содержащие эти термины, следует понимать как не ограничивающие объект, описанный в настоящем документе, или ограничивающие значение или объем формулы изобретения, приведенной ниже. Варианты осуществления настоящего изобретения, охватываемые данной патентной заявкой, определяются формулой изобретения, приведенной ниже, а не настоящим описанием. Это краткое изложение представляет собой общий обзор различных вариантов осуществления настоящего изобретения и вводит некоторые из концепций, которые дополнительно описаны в разделе «Подробное описание» ниже. Это краткое изложение не предназначено для определения ключевых или существенных признаков заявленного объекта, а также не предназначено для использования отдельно для определения объема заявленного объекта. Объект изобретения следует рассматривать со ссылкой на соответствующие части всего описания данной заявки на патент, любые или все графические материалы и каждый пункт формулы изобретения.
[05] Иллюстративный вариант осуществления настоящей технологии может предусматривать установку для регистрации событий во время операции литья. Установка может содержать литейную форму; канал, выполненный с возможностью доставки расплавленного металла в литейную форму для отливки расплавленного металла в слиток; акустический датчик, выполненный с возможностью регистрации акустических сигналов во время операции литья, причем датчик (например, акустический датчик) собирает изначальные данные датчиков, связанные с акустическими сигналами, полученными при нескольких операциях литья на протяжении изначального периода времени, и при этом датчик (например, акустический датчик) собирает данные датчиков, связанные с операцией литья; и контроллер, содержащий процессор, выполненный с возможностью исполнения команд, хранимых на энергонезависимом машиночитаемом носителе в запоминающем устройстве. Контроллер может заставлять процессор выполнять операции, включая, например, генерирование, используя изначальные акустические сигналы, набора акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с некоторым типом события, связанного с несколькими операциями литья на протяжении изначального периода времени; сравнение данных датчиков с набором акустических профилей; определение, исходя из сравнения, произошел ли конкретный тип события; принуждение к выполнению регулировки в отношении установки для литья или операции литья, исходя из того, произошел ли конкретный тип события; и инициирование второй операции литья с применением отрегулированных установки для литья или операции литья.
[06] Дополнительные операции могут также включать обновление набора акустических профилей с применением данных датчиков и определение того, произошел ли конкретный тип события. В дополнительных аспектах сравнение данных датчиков с набором акустических профилей предусматривает сравнение характеристик собранных акустических сигналов, относящихся к операции литья, с характеристиками акустических сигналов, собранных во время предыдущих операций литья. В дополнительных аспектах характеристики акустических сигналов включают одно или более из частоты, высоты, громкости или тона. В дополнительных аспектах акустический профиль из набора акустических профилей включает алгоритм машинного обучения, сгенерированный с применением данных, связанных с несколькими случаями конкретного события, связанного с одной или более системами для литья. В дополнительных аспектах определение того, произошел ли конкретный тип события, включает определение рекомендации с учетом того, произошел ли конкретный тип события, и вероятности того, что произошел конкретный тип события, исходя из данных датчиков. В дополнительных аспектах принуждение к выполнению регулировки в отношении установки для литья или операции литья предусматривает отключение установки для литья. В дополнительных аспектах принуждение к выполнению регулировки в отношении установки для литья или операции литья предусматривает генерирование измененного набора параметров для операции литья. В дополнительных аспектах конкретный тип события включает одно или более из вытекания, пролива, отхода донника, скручивания донника или операции водяного охлаждения. Установка может дополнительно содержать плавильную печь, раздаточную печь, дегазатор и фильтр.
[07] Другой иллюстративный вариант осуществления может предусматривать способ регистрации событий при литье металла. Способ может включать, например, инициирование операции литья с применением одной или более единиц оборудования системы для литья, содержащей установку для литья, при этом операция литья включает одно или более действий, которые дают ход или способствуют литью слитка внутрь литейной формы установки для литья; сбор, с применением акустического датчика, данных датчиков, связанных с одним или более акустическими сигналами, собранными относительно одной или более единиц оборудования, выполняющего операцию литья; сравнение данных датчиков с набором акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с типом события, связанного с операцией литья; определение, исходя из сравнения, произошел ли конкретный тип события; принуждение к выполнению регулировки в отношении системы для литья или операции литья, исходя из того, произошел ли конкретный тип события; и инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
[08] Дополнительные аспекты могут также предусматривать сбор, с применением изначального акустического датчика, данных датчиков относительно нескольких операций литья с применением одной или более изначальных установок для литья на протяжении некоторого периода времени; и генерирование, с применением данных датчиков, набора акустических профилей.
[09] В дополнительных аспектах одна или более изначальных установок для литья содержит установку для литья. Дополнительные аспекты могут также предусматривать обновление набора акустических профилей с применением данных датчиков и определение того, произошел ли конкретный тип события. В дополнительных аспектах сравнение данных датчиков с набором акустических профилей включает сравнение характеристик собранных акустических сигналов, относящихся к одной или более единицам оборудования, выполняющих операцию литья, с характеристиками акустических сигналов, собранных во время предыдущих операций литья. В дополнительных аспектах характеристики акустических сигналов включают одно или более из частоты, высоты, громкости или тона. В дополнительных аспектах акустический профиль из набора акустических профилей включает алгоритм машинного обучения, сгенерированный с применением данных, связанных с несколькими случаями конкретного события, связанного с одной или более системами для литья. В дополнительных аспектах определение того, произошел ли конкретный тип события, включает определение рекомендации с учетом того, произошел ли конкретный тип события, и вероятности того, что произошел конкретный тип события, исходя из данных датчиков. В дополнительных аспектах принуждение к выполнению регулировки в отношении системы для литья или операции литья предусматривает отключение устройства для литья. В дополнительных аспектах принуждение к выполнению регулировки в отношении системы для литья или операции литья предусматривает генерирование измененного набора параметров для операции литья. В дополнительных аспектах конкретный тип события включает одно или более из вытекания, пролива, отхода донника, скручивания донника или операции водяного охлаждения. В дополнительных аспектах одна или более единиц оборудования содержит плавильную печь, раздаточную печь, дегазатор и фильтр.
[010] Другой иллюстративный вариант осуществления может предусматривать систему для регистрации событий во время операции литья. Система может содержать, например, одну или более единиц оборудования системы для литья, включая установку для литья, причем операция литья предусматривает одно или более действий, которые дают ход или способствуют операции литья слитка в литейную форму установки для литья; датчик, выполненный с возможностью регистрации акустических сигналов в отношении операции литья, причем датчик собирает данные датчиков, связанные с операцией литья; и контроллер, содержащий процессор, выполненный с возможностью исполнения команд, хранимых на энергонезависимом машиночитаемом носителе в запоминающем устройстве. Контроллер может заставлять процессор выполнять операции, включая: сравнение данных датчиков с набором акустических профилей; определение, исходя из сравнения, произошел ли конкретный тип события; принуждение к выполнению регулировки в отношении системы для литья или операции литья, исходя из того, произошел ли конкретный тип события; и инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
[011] Различные варианты реализации, описанные в настоящем раскрытии, могут включать дополнительные системы, способы, признаки и преимущества, которые могут не быть явно раскрыты в настоящем документе, но очевидные для специалиста средней квалификации в данной области техники при изучении нижеследующего подробного описания и прилагаемых графических материалов. Подразумевается, что все такие системы, способы, признаки и преимущества включены в настоящее раскрытие и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[012] Дальнейшее понимание сущности и преимуществ различных вариантов осуществления может быть реализовано со ссылкой на следующие фигуры. Признаки и компоненты на фигурах проиллюстрированы, чтобы подчеркнуть общие принципы настоящего изобретения. На прилагаемых фигурах аналогичные компоненты или признаки могут иметь одинаковые ссылочные обозначения. Кроме того, различные компоненты одного и того же типа можно различать, добавляя после ссылочной позиции тире и вторую позицию, которая различает подобные компоненты. Если в описании применяется только первая ссылочная позиция, описание применимо к любому из подобных компонентов, имеющих ту же первую ссылочную позицию, независимо от второй ссылочной позиции.
[013] На фиг. 1 представлена технологическая блок-схема, изображающая иллюстративные систему для литья в кристаллизатор и способ в соответствии с вариантами осуществления настоящего изобретения.
[014] На фиг. 2 представлена иллюстративная схема системы для литья в кристаллизатор с датчиками данных, в соответствии с иллюстративными вариантами осуществления настоящего изобретения.
[015] На фиг. 3 показано схематическое представление установки для литья в кристаллизатор в ее виде ближе к концу операции литья, в соответствии с различными примерами.
[016] На фиг. 4 показано схематическое представление реализованного программно и в цифровой форме контроллера в соответствии с различными примерами.
[017] На фиг. 5 представлена иллюстративная установка для литья в кристаллизатор во время операции литья для образования слитка, в соответствии с вариантами осуществления настоящего изобретения.
[018] На фиг. 6 представлен линейный график, показывающий временной интервал примера вытекания, в соответствии с иллюстративными вариантами осуществления настоящего изобретения.
[019] На фиг. 7 представлена иллюстративная установка для литья в кристаллизатор во время операции литья для образования слитка, в соответствии с вариантами осуществления настоящего изобретения.
[020] На фиг. 8А представлено изображение иллюстративного слитка, испытывающего пленочное кипение и нуклеарное кипение, в соответствии с вариантами осуществления настоящего изобретения.
[021] На фиг. 8В представлен график, иллюстрирующий этапы процесса конвекции во время литья слитка, в соответствии с вариантами осуществления настоящего изобретения.
[022] На фиг. 8С представлен график, иллюстрирующий этапы процесса конвекции во время литья слитка, в соответствии с вариантами осуществления настоящего изобретения.
[023] На фиг. 9 представлена иллюстративная технологическая схема иллюстративного процесса в соответствии с вариантами осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[024] Объект вариантов осуществления настоящего изобретения описан в настоящем документе со спецификой для удовлетворения требований законодательства, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект может быть реализован другими способами, может включать другие элементы или этапы и может использоваться в сочетании с другими существующими или будущими технологиями. Это описание не следует интерпретировать как подразумевающее какой-либо конкретный порядок или расположение между различными этапами или элементами, за исключением случаев, когда явно описан порядок отдельных этапов или расположение элементов.
[025] На фиг. 1 представлена технологическая блок-схема 100, изображающая иллюстративные систему для литья и способ, в соответствии с вариантами осуществления настоящего изобретения. Схема 100 и, следовательно, система для литья в кристаллизатор может содержать одну или более печей (например, плавильную печь, раздаточную печь и т.д.), одно или более (или ноль) обрабатывающих устройств (например, дегазаторы, фильтры), установку для литья в кристаллизатор и/или систему подачи охлаждающей воды. Эти устройства могут выполнять часть процесса литья расплавленного металла в металлический слиток, среди прочих процессов. Несмотря на то, что некоторые устройства в настоящем документе могут быть названы установками для литья в кристаллизатор (DC), могут применяться устройства, подходящие для любого другого способа литья, например, установка полунепрерывной разливки, установка непрерывной разливки (включая, например, применение двухленточной установки разливки, двухвалковой установки разливки, двухблочной установки разливки или любой другой установки непрерывной разливки), электромагнитная установка непрерывной разливки, установка разливки с утепленной надставкой или любое другое устройство для литья.
[026] Твердые металлы могут быть переплавлены в расплавленный металл в печах для плавления металлов, таких как плавильная печь 101. Хотя на фиг. 1 показана только одна плавильная печь, две или более плавильных печей также могут применяться как часть подобной системы для литья в кристаллизатор. Плавильная печь (например, отражательная печь с прямой загрузкой) может нагревать содержимое печи с помощью излучения, прямого пламени и/или других нагревательных элементов. Например, лом или другой алюминий может быть расплавлен в плавильной печи с получением расплавленного металла. Из плавильной печи 101 расплавленный металл может быть доставлен в раздаточную печь, такую как раздаточная печь 102 для литья в кристаллизатор. В раздаточной печи 102 для литья в кристаллизатор может храниться некоторое количество расплавленного металла, ранее расплавленного в плавильной печи 101. Расплавленный металл также может быть обработан различными способами во время нахождения в плавильной или раздаточной печи. Например, определенные продукты могут быть введены в расплавленный металл для изменения химического состава расплавленного металла до того, как расплавленный металл будет разлит или иным образом применен на последующих стадиях процесса литья.
[027] Из раздаточной печи 102 для литья в кристаллизатор расплавленный металл может быть доставлен в ноль, одно или более чем одно обрабатывающее устройство 103. Например, обрабатывающие устройства 103 могут включать дегазатор, фильтр или другие устройства. Более конкретно, расплавленный металл может быть доставлен в компактный дегазатор Alcan (ACD) 111, фильтр насыпной фильтр Alcan/фильтр глубокой очистки (ABF/DBF) 112 и/или фильтр из керамической пены (CFF) 113. Каждый из ACD, ABF/DBF, и CFF обрабатывает расплавленный металл и, в свою очередь, удаляет различные типы частиц из расплавленного металла. Например, ACD удаляет водород из расплавленного металла. В другом примере ABF/DBF удаляет включения из расплавленного металла. В другом примере CFF также удаляет включения из расплавленного металла, но его производительность может быть ниже, чем у ABF/DBF.
[028] После необязательного прохождения расплавленного металла через одно или более обрабатывающих устройств 103 обработанный расплавленный металл может подаваться на установку 104 для литья в кристаллизатор. Установка 104 для литья в кристаллизатор может быть подобна вертикальной установке 304 для литья в кристаллизатор, показанной на фиг. 3, или может представлять собой другую установку для литья. Установка 104 для литья в кристаллизатор может быть выполнена с возможностью выполнения операции литья для литья слитков из расплавленного металла. Как часть процесса образования слитка во время операции литья установка 104 для литья в кристаллизатор может работать с системой 105 охлаждения проточной водой. Когда расплавленный металл переносят из одной или более печей на установку 104 для литья в кристаллизатор, расплавленный металл может иметь чрезвычайно высокую температуру. Кроме того, для того, чтобы отлить расплавленный металл в твердый металлический слиток, расплавленный металл должен быть превращен из жидкости в твердое вещество, что требует охлаждения. Поэтому для снижения температуры металла в процессе превращения расплавленного металла в твердый слиток можно применять холодную жидкость (например, воду).
[029] После охлаждения жидкости с применением системы 105 охлаждения проточной водой жидкость подают в установку 104 для литья в кристаллизатор, где она может применяться как часть процесса литья в кристаллизатор. Например, жидкость может подаваться в один или более наборов сопел, которые распыляют жидкость на формирующийся слиток для охлаждения слитка. Система 105 подачи охлаждающей воды может содержать один или более дополнительных компонентов в качестве части системы. Например, до распыления жидкости на формирующийся слиток, жидкость может быть обработана другими устройствами для подготовки воды для горячего слитка или после распыления в литейную яму. Например, до распыления на слиток жидкость может быть подана в сетчатый фильтр литейной ямы. В другом примере жидкость может быть подана в сепаратор Американского института нефти (API), уравнительный резервуар и/или градирню после распыления на слиток в литейной яме и до того, как жидкость может быть подана обратно в установку 104 для литья в кристаллизатор. Система 105 охлаждения проточной водой может считаться частью системы для литья в кристаллизатор, и/или конкретно частью установки 104 для литья в кристаллизатор, или она может считаться отдельной системой.
[030] На фиг. 2 представлена иллюстративная схема системы 200 для литья в кристаллизатор с датчиками данных, в соответствии с иллюстративными вариантами осуществления настоящего изобретения. Система 200 для литья в кристаллизатор может содержать, например, плавильную печь 201, раздаточную печь 202, ACD 211, ABF/DBF 212, и установку 204 для литья в кристаллизатор, среди прочих систем. Система 200 для литья в кристаллизатор может также быть соединена с устройством 210 управления литьем в кристаллизатор, которое может управлять либо вручную (например, пользователем), или автоматически, или отчасти обоими способами, системой 200 для литья в кристаллизатор. Например, устройство 210 управления литьем может помогать управлять различными характеристиками каждого отдельного устройства в системе 200 для литья в кристаллизатор или тем, как различные устройства в система для литья в кристаллизатор работают вместе для завершения операция литья в кристаллизатор. Например, устройство 210 управления литьем может управлять температурами одной или более печей в системе 200 для литья в кристаллизатор, тем, как быстро или как часто расплавленный металл подается в установку 204 для литья в кристаллизатор, и/или характеристиками самого процесса литья в кристаллизатор, среди прочих возможностей.
[031] Система 200 для литья в кристаллизатор также может содержать один или более датчиков 208. Датчики 208 могут быть физически или электрически соединены с любым из устройств внутри системы 200 для литья в кристаллизатор. Например, один или более датчиков 208 могут быть сопряжены или иным образом соединены с плавильной печью 201, с раздаточной печью 202, с установкой 204 для литья в кристаллизатор или с любым другим устройством в системе 200 для литья в кристаллизатор. Датчики 208 могут собирать данные, связанные с системой 200 для литья в кристаллизатор и/или процессом литья в кристаллизатор, например во время литья слитка. Например, датчики 208 могут содержать один или более микрофонов для сбора инфразвуковых и/или ультразвуковых данных с различных частей в системе 200 для литья в кристаллизатор при процессе литья в кристаллизатор. Датчики 208 могут собирать инфразвуки и/или ультразвуки сами по себе, или могут собирать характеристики или другие данные, связанные с этими звуками. Любые данные, собранные датчиками 208, могут быть записаны или собраны иным образом на информационный носитель и сохранены на местном или внешнем запоминающем устройстве на одном или более устройствах, расположенных внутри или снаружи системы 200 для литья в кристаллизатор. Например, данные, собранные датчиками 208 могут быть сохранены на устройство 210 управления литьем. Устройство 210 управления литьем или другое устройство, принимающее данные, собранные датчиками 208, может быть выполнено с возможностью обработки этих данных для выполнения определений, вычислений или иных решений, исходя из принятых данных. Например, если датчики 208 собирают данные, связанные с событием, которое произошло во время выполнения операции литья системой для литья в кристаллизатор, устройство 210 управления литьем или другое устройство может быть выполнено с возможностью определения того, что событие произошло, исходя из собранных данных, и предпринимать действие, исходя из этих данных. Например, устройство 210 управления литьем или другое устройство может быть выполнено с возможностью отключения системы 200 для литья в кристаллизатор или одного или более индивидуальных компонентов системы, или передачи сигналов управления или других уведомлений на одно или более других устройств, для сведения к минимуму риска или ущерба, связанного с данным событием.
[032] Датчики 208 (и другие датчики, описанные в настоящем документе) могут включать множество различных типов датчиков. Например, датчик может содержать микрофон или другое устройство для сбора звуков. Микрофон может быть направленным, двунаправленным, всенаправленным, динамическим, конденсаторным или другого типа. Другие датчики могут включать осциллограф, акселерометр, датчик вибрации или другие типы датчиков. Может применяться любой тип датчика, который также способен находиться в месте, где он может собирать звуки, вибрации или другие данные от системы для литья.
[033] Несмотря на то, что датчики 208 на фиг. 2 показаны расположенными в определенных местах на определенных устройствах в системе 200 для литья в кристаллизатор, специалисту в данной области техники будет понятно, что датчики 208 могут быть соединены с системой 200 для литья в кристаллизатор или иным образом находиться в ней в разных местах. Кроме того, несмотря на то, что на фиг. 2 показано определенное количество датчиков 208, в систему может быть включено меньшее или большее количество датчиков 208.
[034] На фиг. 3 представлено упрощенное схематическое вертикальное поперечное сечение вертикальной установки 304 для литья в кристаллизатор, показанной в конце операции литья. Как отмечалось выше, в некоторых случаях раскрытые способы и системы могут быть применены в непрерывном процессе литья. Установка может содержать литейную форму 311 (например, литейную форму для литья в кристаллизатор) и нижний блок 312, который постепенно перемещается вертикально вниз с помощью подходящих опорных средств (не показаны) во время операции литья из верхнего положения, в котором он первоначально закрывает и герметизирует нижний конец 314 литейной формы 311, в нижнее положение (как показано), в котором он поддерживает отлитый слиток 315. Литейная форма 311 может иметь прямоугольную кольцевую форму (показана на фиг. 3 в поперечном сечении), круглую или другую геометрическую форму. Слиток может быть получен в операции литья путем введения расплавленного металла в верхний конец 316 литейной формы через вертикальный полый сливной патрубок 318 или аналогичный механизм подачи металла, в то время как нижний блок 312 опускается по мере формирования и затвердевания слитка. Расплавленный металл 319 подается в сливной патрубок 318 из плавильной печи для металла (не показана на фиг. 3, но может быть аналогична печи 101 на фиг. 1 или 201 на фиг. 2) через желоб 320 или другое устройство, образующее горизонтальный канал над литейной формой 311.
[035] Сливной патрубок 318 окружает нижний конец управляющего стержня 321, который регулирует и может прекратить поток расплавленного металла через сливной патрубок. В одном примере пробка, например, керамическая пробка, образующая дистальный конец управляющего стержня 321, может быть размещена во внутреннем канале сливного патрубка 318. Канал может быть суженным, так что когда управляющий стержень 321 поднимается, площадь между пробкой и открытым концом сливного патрубка 318 увеличивается, что позволяет расплавленному металлу течь вокруг пробки и выходить через нижний конец 317 сливного патрубка 318. Течение и скорость потока расплавленного металла можно точно регулировать путем соответствующего поднятия или опускания управляющего стержня 321. Подъем или опускание управляющего стержня 321 может управляться посредством устройства 210 управления литьем (см. фиг. 2), но для управления потоком расплавленного металла в литейную форму 311 могут быть применены другие желательные устройства, конструкции или механизмы. Например, установка 304 для литья в кристаллизатор может дополнительно содержать устройство 322 управления стержнем, которое может содержать один или более механизмов, способствующих управлению управляющим стержнем 321 и тому, открыт ли, когда или насколько открыт или закрыт управляющий стержень 321. На устройство 322 управления стержнем могут воздействовать дополнительные датчики (не показаны), отличные от датчиков 308, такие как датчик уровня металла, который может определять уровень расплавленного металла в бассейне 324 литейной формы 311. Дополнительные датчики могут также применяться при определении наличия ошибки или другого события, которое требует действия для прекращения операции литья или другого действия. Устройство 322 управления стержнем может также содержать другие механизмы, такие как контроллер, привод или другие механизмы. Контроллер может представлять собой пропорционально-интегральный дифференциальный (ПИД) регулятор, который может быть обычным ПИД-регулятором, или ПИД-регулятор, реализованный по желанию в цифровом и/или программном виде.
[036] Для удобства термины «канал» или «управляющий стержень», управляющий положением управляющего стержня 321 относительно сливного патрубка 318, могут быть применены в настоящем документе для обозначения любого механизма или конструкции, способной регулировать течение или скорость потока расплавленного металла в литейную форму 311 за счет командных сигналов от контроллера, и не ограничиваются стержнем/управляющим стержнем. Также может быть предусмотрено устройство 322 управления стержнем (например, средство позиционирования управляющего стержня) для регулирования течения или скорости потока расплавленного металла в литейную форму. Командные сигналы могут также подаваться на привод любого типа для управления течением или скоростью потока расплавленного металла в литейную форму любым способом и с помощью любого устройства, конструкции или механизма. По завершении литья или при обнаружении события, которое заставляет систему или пользователя системы инициировать прекращение или временную остановку операции литья, управляющий стержень 321 может быть перемещен в нижнее положение, где он может блокировать сливной патрубок 318 и полностью предотвратить прохождение расплавленного металла через сливной патрубок 318, тем самым прекращая поток расплавленного металла в бассейн 324 литейной формы 311. В таком положении нижний блок 312 может больше не опускаться или опускаться только на небольшую величину, а только что отлитый слиток 315 может оставаться на месте, поддерживаемый нижним блоком 312, верхний конец которого все еще находится в литейной форме 311. В это время желоб 320 может быть поднят для извлечения сливного патрубка 318 из головной части слитка 315.
[037] Как отмечено со ссылкой на фиг. 2, установка для литья в кристаллизатор может содержать один или более датчиков. Как показано на фиг. 3, установка 304 для литья в кристаллизатор также может содержать один или более датчиков 308. Датчики 308 могут собирать данные (т.е., данные датчиков) связанные с установкой 304 для литья в кристаллизатор, например во время процесса литья слитка. Например, датчики 308 могут представлять собой или содержать один или более микрофонов для сбора инфразвуковых и/или ультразвуковых данных при процессе литься с прямым охлаждением. Датчики 308 могут собирать инфразвуки и/или ультразвуки сами по себе, или могут собирать характеристики или другие данные, связанные с этими звуками. Для сбора данных могут применяться и другие типы датчиков, например, видеокамера для сбора видеоданных, фотокамера для сбора фотоданных и т.д. Как объяснено выше, любые данные, собранные датчиками 308, могут быть записаны или собраны иным образом на информационный носитель и сохранены на местном или внешнем запоминающем устройстве на одном или более устройствах, внешних относительно установки 304 для литья в кристаллизатор. Например, данные, собранные датчиками 308, могут быть переданы и сохранены на устройство 210 управления литьем, показанное на фиг. 2. Устройство 210 управления литьем или другое устройство, принимающее данные, собранные датчиками 208, может быть выполнено с возможностью обработки данных для выполнения определений, вычислений или принятия иных решений, исходя из принятых данных. Например, если датчики 308 собирают данные, связанные с событием, которое произошло во время выполнения операции литья системой для литья в кристаллизатор, устройство 210 управления литьем или другое устройство может быть выполнено с возможностью определения того, что событие произошло, исходя из собранных данных, и предпринимать действие, исходя из этих данных. Например, устройство 210 управления литьем или другое устройство может быть выполнено с возможностью отключения установки 304 для литья в кристаллизатор и/или одного или более других компонентов системы, или передачи сигналов управления или других уведомлений на одно или более других устройств, для сведения к минимуму риска или ущерба, связанного с данным событием. В одном примере устройство 322 управления стержнем может опустить управляющий стержень 321, чтобы остановить поток расплавленного металла в желоб 320. Другими словами, данные, собранные датчиками 308, могут быть применены для управления управляющим стержнем 321 относительно сливного патрубка 318.
[038] Датчики 308 могут содержать один или более датчиков, соединенных с различными частями установки 304 для литья в кристаллизатор для обнаружения звуков, исходящих из разных частей установки 304 для литья в кристаллизатор. Например, датчик может быть расположен на нижнем блоке 312 или рядом с ним для регистрации событий, происходящих вблизи нижнего блока. В другом примере датчик может быть расположен на одной из стенок литейной формы или рядом с ней для регистрации событий, происходящих вблизи стенки литейной формы. В другом примере датчик может быть расположен на вершине литейной формы или рядом с ней для регистрации событий на или вблизи верхней части литейной формы. В другом примере датчик может быть расположен на сливном патрубке или рядом с ним для регистрации событий на сливном патрубке или вблизи него, среди прочих датчиков. Один или более датчиков могут быть расположены внутри или вблизи любой другой части установки 304 для литья в кристаллизатор. Некоторые конкретные типы событий, которые могут регистрировать эти датчики 308, будут более подробно описаны ниже.
[039] Хотя датчики 308 показаны расположенными в определенных частях на установке 304 для литья в кристаллизатор, датчики 308 могут быть прикреплены или иным образом наличествовать на установке 304 для литья в кристаллизатор в других местах. В зависимости от расположения датчиков могут потребоваться различные типы датчиков или различные защитные материалы для них. Например, если датчик расположен внутри, на или рядом с литейной формой 311, может потребоваться датчик, на который не влияет сильное нагревание, или дополнительный материал для защиты датчика от очень высокой температуры. Кроме того, несмотря на то, что на фиг.3 показано определенное количество датчиков 308, в систему может быть включено меньшее или большее количество датчиков 308.
[040] На фиг. 4 представлен пример контроллера 410, который реализован в цифровом и программном виде в связи с некоторыми примерами (например, включая оборудование, подобное показанному на фиг. 1-3) для выполнения процессов по таким примерам. Например, контроллер 410 может быть или не быть внедрен в обрабатывающее устройство, такое как устройство 210 управления литьем, показанное на фиг. 2. Контроллер 410 может содержать процессор 412, который может исполнять код, хранящийся на материальном машиночитаемом носителе в запоминающем устройстве 418 (или где-либо еще, например, на портативном носителе, на сервере или в облаке среди других носителей), чтобы заставить контроллер 410 принимать и обрабатывать данные и выполнять действия и/или управлять компонентами оборудования, как показано на фиг. 1-3. Контроллер 410 может представлять собой любое устройство, которое может обрабатывать данные и исполнять код, представляющий собой набор команд для выполнения действий, таких как управление промышленным оборудованием. В качестве неограничивающих примеров контроллер 410 может иметь форму ПИД-регулятора, реализованного в цифровой и программируемой форме, программируемого логического контроллера, микропроцессора, сервера, настольного или переносного персонального компьютера, портативного вычислительного устройства и мобильного устройства.
[041] Примеры процессора 412 включают в себя любую желаемую схему обработки, специализированную интегральную схему (ASIC - англ.: application-specific integrated circuit), программируемую логику, конечный автомат или другую подходящую схему. Процессор 412 может включать в себя один процессор или любое другое количество процессоров. Процессор 412 может обращаться к коду, хранящемуся в запоминающем устройстве 418, через шину 414. Запоминающее устройство 418 может представлять собой любой энергонезависимый машиночитаемый носитель, выполненный с возможностью материального воплощения кода, и может включать в себя электронные, магнитные или оптические устройства. Примеры запоминающего устройства 418 включают в себя оперативное запоминающее устройство (ОЗУ), постоянное запоминающее устройство (ПЗУ), флэш-память, гибкий диск, компакт-диск, цифровое видеоустройство, магнитный диск, ASIC, сконфигурированный процессор или другое устройство хранения данных.
[042] Команды могут храниться в запоминающем устройстве 418 или в процессоре 412 в виде исполняемого кода. Команды могут включать специфичные для процессора команды, сгенерированные компилятором и/или интерпретатором из кода, написанного на любом подходящем языке программирования. Команды могут иметь форму приложения, которое включает ряд заданных значений, параметров для процесса литья и запрограммированных этапов, которые при исполнении процессором 412 позволяют контроллеру 410 управлять любым количеством операций. Эти операции могут включать, например, передачу энергии на систему для литья, прием энергии системой для литья, течение металла в литейную форму, скорость потока металла в литейную форму, скорость перемещения нижнего блока, части системы подачи охлаждающей воды, например, управление одним или более наборами сопел, и другие операции. Параметры, связанные с литьем, могут быть введены в контроллер 410 для управления частями установки, показанной на фиг. 3, для управления этими различными операциями.
[043] Контроллер 410, показанный на фиг. 4, содержит интерфейс 416 ввода/вывода (I/O), посредством которого контроллер 410 может осуществлять связь с устройствами и системами извне контроллера 410, включая такие компоненты, как датчики 208 или 308 и/или другие компоненты плавильной установки. Интерфейс 416 ввода/вывода может также принимать данные ввода от других внешних источников. Такие источники могут включать в себя панели управления, другие человеко-машинные интерфейсы, компьютеры, серверы или другое оборудование, которое может, например, передавать команды и параметры в контроллер 410 для управления его работой и функционированием; хранить и облегчать программирование приложений, которые позволяют контроллеру 410 исполнять команды в этих приложениях для управления определенными аспектами системы для литья, например, в связи с процессами некоторых примеров, раскрытых в настоящем документе; и другие источники данных, необходимых или полезных для контроллера 410 при выполнении его функций по управлению работой литейной формы, такой как литейная форма 311 на фиг. 3, или остальным процессом литья. Такие данные могут передаваться на интерфейс ввода/вывода 416 через сеть, проводную связь, беспроводную связь, шину или иным образом. Управление работой литейной формы может включать фактическое управление работой самой литейной формы (например, технологии регулировки литейной формы, например, ее геометрической формы или размера) или управление тем, как другие устройства и/или вещества взаимодействуют с литейной формой. Например, можно регулировать подачу воды в литейную форму, включать/выключать разделенные сопла внутри литейной формы, регулировать количество металла, помещаемого в литейную форму, регулировать скорость удаления металла из литейной формы и т.д.
[044] Как было упомянуто, интерфейс 416 ввода/вывода может соединять контроллер 410 с обеспечением связи с другими устройствами или системами. Например, интерфейс 416 ввода/вывода может соединять контроллер 410 с обеспечением связи с определенными компонентами установки для литья в кристаллизатор, например установкой 304 для литья в кристаллизатор. Например, интерфейс 416 ввода/вывода может соединять контроллер 410 с обеспечением связи с датчиками 308, так чтобы контроллер 410 мог снимать данные, собранные датчиками 308. В другом примере интерфейс 416 ввода/вывода может соединять контроллер 410 с обеспечением связи непосредственно с другими компонентами системы для литья в кристаллизатор, так чтобы контроллер 410 мог управлять (например, выключать, настраивать и т.д.) эти компоненты при появлении зарегистрированного события. Например, интерфейс 416 ввода/вывода может с обеспечением связи соединять контроллер 410 с управляющим стержнем 321, приводом нижнего блока (который может, например, управлять тем, когда нижний блок перемещается и с какой скоростью), соплами для жидкого охладителя и/или другими компонентами. Более конкретно, контроллер 410 может заставить управляющий стержень 321 подняться или опуститься на определенную величину, чтобы остановить, запустить, замедлить или ускорить поток расплавленного металла на основе полученных данных, которые могут быть связаны с событием. В другом примере контроллер 410 может заставить нижний блок 312 (например, посредством привода нижнего блока) начать или прекратить движение или подниматься или опускаться медленнее или быстрее на основе характеристик операции литья (например, как определено алгоритмом литья или набором параметров, связанным с операцией литья). «Набор параметров» операции литья может включать множество заданных характеристик и/или этапов процесса, влияющих на операцию литья. Например, характеристики могут включать количества, периоды времени, конкретные оксиды или другие характеристики, связанные с операцией литья. В другом примере контроллер 410 может заставить воду течь медленнее или быстрее из водяных сопел, чтобы формирующийся слиток охлаждался менее или более быстро, или начать или остановить поток воды из водяных сопел.
[045] Интерфейс 416 ввода/вывода также может быть с обеспечением связи соединен с генератором сигналов и/или приемником сигналов. Вместо того чтобы собирать звуки, генерируемые системой для литья и/или операцией литья, пользователь может генерировать сигнал в системе для литья, чтобы позволить пользователю измерить определенные характеристики системы для литья, процесса литья, частично или полностью сформированного слитка или других компонентов. Например, генератор сигналов может применяться для инициирования подачи управляющего сигнала через слиток, а приемник сигналов может применяться для приема сгенерированного сигнала после его прохождения через слиток. Самоинициируемый управляющий сигнал может включать, например, ударную волну, ультразвуковой импульс или тому подобное. Приемник сигнала или другое соответствующее устройство может быть выполнено с возможностью анализа полученного сигнала с целью определения характеристик слитка. Например, полученный сигнал может быть сравнен со сгенерированным сигналом, чтобы определить, как изменился сигнал во время движения через металлический слиток. Разница в сигналах может быть показателем определенной характеристики или набора характеристик, связанных со слитком. Этот анализ может позволить пользователю определить, правильно ли был отлит слиток, или как можно отрегулировать или улучшить формирование будущих слитков (например, путем регулировки системы для литья или процесса литья, связанного с этим слитком) в будущем. Генератор сигналов и/или приемник сигналов могут быть соединены с установкой для литья, например, с частью литейной формы, или могут быть расположены в другом месте в системе для литья.
[046] Как описано в настоящем документе в отношении устройства 210 управления литьем, данные, собранные с датчиков 208, могут храниться в устройстве 210 управления литьем, которое может представлять собой или может содержать устройства или функциональные возможности, аналогичные контроллеру 410. Устройство 210 управления литьем или другое устройство, принимающее данные, собранные датчиками 208, может быть выполнено с возможностью обработки этих данных для выполнения определений, вычислений или иных решений, исходя из принятых данных. Как более подробно описано ниже, данные, собранные датчиками 208 или 308, могут включать звуки, такие как инфразвуки или ультразвуки, другие акустические сигналы или другие данные (в совокупности или по отдельности могут быть названы в настоящем документе звуками, звуковыми сигналами, акустическими сигналами, сигналами или т.п.), которые указывают на событие, происходящее во время литья слитка системой для литья во время операции литья.
[047] Устройство 210 управления литьем может быть расположено в пункте управления, например, в пункте 209 управления, как показано на фиг. 2. Однако устройство 210 управления литьем может также физически быть частью системы для литья (например, находиться на установке для литья) или может быть расположено в другом месте, вдали от системы для литья, и может осуществлять беспроводную связь с системой для литья. Кроме того, применение устройства 210 управления литьем может быть инициировано пользователем, как показано в пункте 209 управления, или может выполнять операции автоматически на основе программного обеспечения и/или алгоритмов, запрограммированных в устройстве 210 управления литьем. В другом примере устройство 210 управления литьем может быть запрограммировано на начало обработки определенных данных при получении этих данных или при получении данных определенного типа.
[048] После того как данные датчиков, такие как звуки (например, инфразвуки, ультразвуки), собраны одним или более датчиками в системе для литья, и данные датчиков переданы в одно или более устройств хранения данных и/или устройств управления, данные датчиков могут быть обработаны различными способами. Например, данные датчиков могут быть проанализированы для определения характеристик данных датчиков и/или характеристик звуков, представленных данными датчиков. Более конкретно, звуки могут быть проанализированы для определения таких характеристик, как частота, высота, громкость, уровень в децибелах или тон, среди прочего. Используя данные датчиков и характеристики данных датчиков, можно создать один или более профилей. Профили могут быть связаны, например, с типом события, связанного с операцией литья с применением установки для литья или других устройств в системе для литья. Другими словами, профили могут соотносить определенные звуки или характеристики этих звуков, или и то, и другое, с определенными событиями, связанными с операцией литья или системой для литья.
[049] Профили могут включать идентификацию одного или более диапазонов звуковых характеристик (например, диапазон частот), связанных с событием, с которым связан профиль. В другом примере профили могут идентифицировать модели характеристик собранных звуковых данных. Диапазон или модель может помочь устройству управления определить, когда другие данные датчиков, сравниваемые с профилем, могут быть похожи на данные профиля. Эти характеристики и любые диапазоны или модели, связанные с этими характеристиками, могут быть уточнены со временем с помощью машинного обучения. Например, количество данных датчиков может увеличиваться со временем при агрегировании данных датчиков от нескольких различных операций литья или нескольких различных систем для литья. Например, даже если один звук с определенными характеристиками (например, определенной частотой, тоном и т.д.) может возникнуть во время одной операции литья, может возникнуть аналогичный, но другой звук с немного (или значительно) отличающимися характеристиками. Отклоняющиеся данные датчиков могут быть отфильтрованы как аномалии или также могут быть включены в профиль. Со временем профили, связанные с определенными событиями, могут корректироваться и уточняться на основе новых данных датчиков. Такое уточнение может позволить применять данные датчиков для более точного прогнозирования будущих событий или характеристик будущих событий, что позволит пользователю более точно или эффективно подготовиться к таким событиям или вообще предотвратить их. Например, если определенный звук возникает перед или во время каждого или почти каждого события определенного типа, пользователь может быть в состоянии спрогнозировать на основе уведомления от устройства управления, что событие произойдет, если возникнет этот звук. После корректировки профиля, операции литья или системы для литья на основе новых данных датчиков может быть начата другая операция литья с помощью скорректированной системы для литья и/или операции литья.
[050] Кроме того, система для литья (например, устройство управления или другое устройство) может быть запрограммирована на автоматическое предпринятие действия на основе определенного вероятного события в будущем. Например, вместо уведомления пользователя об определенном возможном событии и/или вероятности события (или в дополнение к нему), система может автоматически предпринять определенное действие, которое система запрограммирована предпринять, когда событие идентифицировано или определенная пороговая вероятность события имеет место. Например, если порог установлен пользователем (или алгоритмом машинного обучения, разработанным системой для литья, например, устройством управления) на 75% вероятности определенного события, а система управления определяет, что вероятность события, произошедшего во время конкретной операции литья, составляет 76%, то устройство управления может автоматически предпринять действие, чтобы предотвратить повторение события, предотвратить повреждение одного или более устройств системы для литья или предотвратить травму пользователя, среди других возможных последующих событий.
[051] В ответ на обнаружение конкретного события в систему для литья или операции/процесс литья могут быть внесены различные корректировки или изменения. Например, система для литья или индивидуальная установка внутри системы для литья могут быть отключены. В другом примере может быть отрегулирован конкретный набор параметров для конкретной операции литья. Например, заданная скорость нижнего блока может быть отрегулирована для более быстрого или медленного перемещения (или полной остановки) на основании события, вызванного, по меньшей мере частично, скоростью нижнего блока, или иным образом. В другом примере может регулироваться скорость расплавленного металла, вытекающего из сливного патрубка. Пользователь, устройство управления или другой компонент системы может быть настроен на корректировку любого аспекта системы для литья, включая отдельные устройства в системе, или одной или более операций/процессов литья на основе события, обнаруженного в результате анализа данных датчиков.
[052] В некоторых вариантах осуществления определение того, что произошел определенный тип события, может быть обязательно детерминированным или может быть менее чем на сто процентов детерминированным. Например, вместо окончательного определения того, что событие произошло, система может определить рекомендацию о том, какое событие или набор событий могли произойти. Определение может включать расчетную или приблизительную вероятность того, насколько вероятно, что событие или события произошли. Определение того, что событие произошло, может быть результатом сравнения возможности или вероятности с порогом. Порог может быть определен заранее или может быть определен системой со временем с помощью машинного обучения, и может обновляться со временем при получении новых данных датчиков, либо от той же операции литья, либо от дополнительных операций литья.
[053] На фиг. 5 представлена иллюстративная установка 504 для литья в кристаллизатор во время операции литья для образования слитка в соответствии с вариантами осуществления настоящего изобретения. Слиток 515 (например, частично сформированный слиток), образованный посредством операции литья в кристаллизатор, изображенной на фиг. 5, также изображает события или результирующую структуру, связанную с этими событиями, которые могут случиться во время операции литья. Как отмечено в настоящем документе, могут случиться многочисленные типы событий во время процесса литья металла с применением процесса литья в кристаллизатор в системе для литья в кристаллизатор. Например, события могут включать события, вызывающие деформацию слитка или другие типы ошибок. Система обнаружения событий литья, описанная в настоящем документе, может обнаружить одно или более таких событий путем сбора одного или более звуков, связанных с этими событиями. Звуки могут включать инфразвук, например, с частотой ниже 20 Гц. Звуки могут также включать ультразвуки, например, с частотой выше 20000 Гц. Звуки могут также включать звуковые сигналы, например, звуки со слышимыми частотами.
[054] Одним из примеров типа события, которое может быть обнаружено датчиками системы обнаружения событий, является «вытекание», известное специалистам в данной области как «растекание». Пример частично сформированного слитка с вытеканием показан, например, на части 531 на фиг. 5. Вытекание может включать любую потерю расплавленного металла через разрыв или прорыв оболочки слитка 530 (т.е. внешнего слоя слитка) в процессе формирования слитка. Например, плавление или прорыв оболочки слитка может вызвать потерю расплавленного металла из поддона слитка (т.е. внутреннего бассейна или внутренней впадины 524 слитка в процессе формирования слитка), например, из внутреннего бассейна расплавленного металла внутри литейной формы. Вытекание может включать небольшой поток расплавленного металла, выходящий из поддона для слитка, или может включать большое количество расплавленного металла, выходящего из поддона для слитка, вплоть до опорожнения расплавленного металла из поддона. Такое опорожнение расплавленного металла из поддона может называться «растеканием». Вытекание или «растекание» может привести к взрыву или другой реакции.
[055] Когда происходит вытекание, может возникнуть отчетливый высокочастотный звук, например, шипение. Если вытекание переходит в «растекание», шипящий звук может стать глубже и ниже по частоте. При этом событии может также возникнуть громкий звук, похожий на стук. После вытекания или растекания процесс литья металла может быть остановлен либо вручную пользователем, либо автоматически системой обнаружения событий литья. Чтобы остановить процесс литья, управляющий стержень (такой как, например, управляющий стержень 321 на фиг. 3) может опуститься до нуля процентов, так что отверстие в нижней части нижнего кончика (например, нижнего кончика 317 на фиг. 3) сливного патрубка (например, сливного патрубка 318 на фиг. 3) будет закрыто. Другие части системы для литья также могут быть остановлены и/или отключены. После вытекания или растекания система для литья может быть не в состоянии завершить формирование слитка, и тогда частично сформированный слиток может быть повторно использован. Вытекание или растекание также может привести к тому, что пользователю придется очистить яму, в которой находится литейная форма и где происходит литье.
[056] На фиг. 6 представлен линейный график 600, показывающий временной интервал примера вытекания, в соответствии с иллюстративными вариантами осуществления настоящего изобретения. График 600 иллюстрирует прогресс уровня металла (линия 651), процент открытия управляющего стержня (например, управляющего стержня 321 на фиг. 3) (линия 652), и длину литья (линия 653) во время литья расплавленного металла, во время которого происходит вытекание. Как показано на линейном графике, после того, как происходит вытекание, уровень металла в литейной форме падает, и стержень открывается в ответ на попытку поддержания правильного уровня расплавленного металла в литейной форме. Когда стержень открыт более чем на определенный пороговый процент в течение более чем определенного порогового периода времени (например, более 60% в течение более пяти секунд), процесс литья может быть автоматически прерван устройством управления.
[057] Другим примером события, которое может быть обнаружено датчиками системы обнаружения событий, является «пролив». Пример частично сформированного слитка с проливом показан, например, на части 532 на фиг. 5. Пролив может включать поток расплавленного металла поверх затвердевшего металла на концах формирующегося или полностью сформированного слитка. Пролив может быть вызван скручиванием донника, которое оставляет зазор между формирующимся, затвердевшим слитком и литейной формой. Пролив также может привести к вытеканию. Однако в отличие от вытекания, при котором расплавленный металл может выходить из поддона для слитка через отверстие в оболочке слитка, при проливе расплавленный металл может стекать сверху и по бокам слитка. Как и после вытекания, процесс литья может быть остановлен. Более конкретно, система для литья может быть остановлена в результате обнаружения звуков, связанных с проливом. Одним из результирующих действий после обнаружения такого события, как пролив, является опускание стержней в попытке остановить поток металла через сливной патрубок в литейную форму. Если пролив (или вытекание) устраняется, уровень металла может снова подняться, и процесс литья можно продолжить. Когда происходит пролив, он может вызвать характерный звук, который может начаться, когда начинается пролив, и прекратиться, когда пролив заканчивается.
[058] Другим примером события, которое может быть обнаружено датчиками системы обнаружения событий, является «отход донника». Отход донника может произойти, когда высвобождение энергии или газа (например, взрыв), такого как пар, происходит в зазоре между блоком (таким как нижний блок 512 на фиг. 5) и формируемым слитком. Такой выброс энергии или газа может быть вызван накоплением тепла и/или пара в зазоре, в результате чего пар быстро расширяется, что может привести к повышению давления и/или реакции с затвердевшим или расплавленным металлом в зазоре. Этот тип взрыва происходит, когда влага оказывается под расплавленным металлом. Влага перегревается, затем выходит из расплавленного металла, отбрасывая его. Взрыв, вызывающий отход донника, может называться паровым взрывом или взрывом при выделении пара. Один или более взрывов могут вызвать подъем слитка из блока.
[059] Паровой взрыв может произойти во время других событий, описанных в настоящем документе, например, при вытекании или проливе. Кроме того, паровой взрыв может вызвать один или более дополнительных взрывов, например, термитную реакцию алюминия. Термитная реакция алюминия может произойти в результате реакции между расплавленным алюминием и оксидом металла, таким как оксид железа или оксид меди. Термитная реакция алюминия может произойти между расплавленным алюминием и ржавчиной (оксидом железа). Ржавчина может присутствовать на исходной головной части или основании исходной головной части, и если произойдет вытекание из-за неудовлетворительного набора параметров, чрезмерного скручивания или отхода донника, то взрыв в результате может быть термитным, а не паровым. Этот результат наглядно демонстрирует важность раннего обнаружения на слух вытекания и его устранения путем отключения системы. Может быть важно обнаружить отход донника, чтобы пользователи системы для литья могли отрегулировать одну или более характеристик (например, параметры литья) процесса литья, чтобы избежать отхода донника или, по меньшей мере, одного или более взрывов, которые вызывают отход донника. Обнаружение на слух интенсивности небольших паровых взрывов, которые происходят во время отхода донника, может указывать на серьезность возникновения отхода донника, подталкивая оператора к определенным изменениям параметров литья.
[060] Отход донника (и другие события, описанные в настоящем документе) может быть опасен для пользователей или может привести к потере слитка из-за трещины или иного повреждения слитка. Отход донника и серьезность отхода донника могут быть обнаружены путем получения и анализа определенных звуков, связанных с отходом донника. Например, чем громче взрывы и отход донника, тем сильнее они могут быть, и, следовательно, тем более опасными и/или разрушительными они могут быть. При обнаружении отхода донника процесс литья может быть остановлен, что может быть вызвано закрытием стержней (и, возможно, другими этапами, включая одно или более из наклона печи назад, слива материала из желоба и остановки платформы). Более конкретно, система для литья может быть остановлена в результате обнаружения звуков, связанных с отходом донника. В другом примере принуждение к выполнению регулировки в отношении установки для литья или операции литья может предусматривать генерирование измененного набора параметров для операции литья. Изменение набора параметров для операции литья может быть результатом любого обнаруженного события, описанного в настоящем документе. В альтернативном подходе могут быть обнаружены звуки, связанные с событием, звуки могут быть интерполированы с откликом системы уровня металла, и параметры могут быть установлены для выключения системы на основе серьезности как звука, так и отклика уровня металла. Эти параметры, отклик и анализ будут определять изменение набора параметров для следующего литья, чтобы уменьшить эти проблемы.
[061] Другим примером типа события, которое может быть обнаружено датчиками системы обнаружения событий, является «скручивание донника». Пример частично сформированного слитка 515 с результатом скручивания донника показан, например, на части 533 на фиг. 5. Донник слитка может быть деформирован в результате скручивания, происходящего во время литья слитка. Например, эта деформация может включать скручивание вверх (дно слитка) или внутрь (боковая сторона слитка) одного или более концов слитка. Когда происходит скручивание вверх, слиток может скручиваться вверх и в сторону от нижнего блока. Деформация может произойти при контакте жидкости, например воды, со слитком, когда он выходит из литейной формы. Быстрое охлаждение, вызванное холодной жидкостью, может привести к быстрому затвердеванию и сжатию по периферии слитка. Как отмечалось в настоящем документе, отход донника может произойти, когда высвобождение энергии или газа (например, взрыв), такого как пар, происходит в зазоре между блоком и формируемым слитком. Однако деформация может также произойти (в дополнение или вместо этого) в результате вымывания кипящей пленки с одной или более поверхностей слитка. Скручивание донника может вызвать «раскачивание» слитка вперед и назад, так как части концов слитка могут больше не контактировать с нижним блоком после того, как происходит скручивание донника. При скручивании донника может издаваться специфический звук, который может быть обнаружен датчиками установки для литья, и обнаружение такого события может привести к отключению или регулировке системы, чтобы избежать чрезмерного скручивания донника при следующей или других будущих операциях литья.
[062] В другом примере, датчики в системе установки для литья могут включать видеокамеры или другие подобные камеры для обнаружения определенного типа события, такого как скручивание донника, даже если звуковой датчик(-и) не обнаруживает звук, связанный с этим событием. Например, если получены визуальные данные (например, фотография, видео и т.д.), программное обеспечение может применяться для выполнения распознавания, чтобы идентифицировать объекты или другие аспекты системы в собранных данных. Например, распознавание может применяться для идентификации скручивания донника на фотографии или отхода донника на видео. Такие видео или другие визуальные датчики могут также применяться для обнаружения любых других событий, описанных в настоящем документе.
[063] Другим примером типа события, которое может быть обнаружено датчиками системы обнаружения событий, является открытие водяных сопел или другие события, связанные с водяным охлаждением слитка после начала водяного охлаждения. Пример частично сформированного слитка 515 с водяным охлаждением показан, например, на частях 534 и 535 на фиг. 5. Вода (или другая жидкость) из сопел может применяться для охлаждения расплавленного металла во время литья слитка. Литейная форма системы для литья может содержать пневматический клапан, который может приводиться в действие для включения сопел, позволяя воде или другой жидкости протекать через сопла. В некоторых вариантах осуществления пневматический клапан применяется для включения/выключения двойных сопел, но не отключения одиночного сопла. Один или более наборов сопел могут применяться для охлаждения слитка во время литья. Например, сопла могут включать первичный набор водяных сопел и вторичный набор водяных сопел. Два набора сопел могут находиться в разных местах или могут располагаться под разными углами, так что вода из двух наборов сопел контактирует со слитком под разными углами или на разных участках слитка.
[064] Во время охлаждения слитка литейная система может издавать множество различных звуков, связанных с соплами и охлаждением слитка. Например, отдельный звук может быть вызван срабатыванием клапана, началом вытекания жидкости из сопел, контактом жидкости со слитком, когда слиток или части слитка находятся при разных температурах, и другими событиями. Кроме того, различные наборы сопел могут издавать немного разные звуки из-за их разного расположения, разного угла или по другим причинам. В другом примере два или более различных наборов сопел могут включаться и, следовательно, начинать подачу воды в разное время. Поэтому два или более различных набора сопел могут издавать звуки, связанные с этими событиями, в разное время. В другом примере, звуки, связанные с набором сопел, могут меняться, если одно или более сопел выходит из строя и прекращает подачу воды. Такие звуки могут указывать на то, что сопло вышло из строя, и могут заставить пользователя исправить сопло во время или после процесса литья. Звуки, издаваемые водяными соплами, также могут меняться в зависимости от скорости перемещения слитка (вызванного движением нижнего блока) через систему для литья. Например, чем быстрее движется слиток, тем больше тепла может выделять система, и тем больше воды требуется для охлаждения слитка и/или тем холоднее может быть вода для охлаждения слитка.
[065] Другим примером типа события, которое может быть обнаружено датчиками системы обнаружения событий, является воздух, находящийся внутри литейной формы во время процесса литья. Например, воздух может находиться в области(-ях) 536 литейной формы 511. До и во время охлаждения слитка в процессе литья часть литейной формы (например, область(-и) 536) может быть частично или полностью заполнена водой, чтобы поток воды из форсунок был постоянным и обеспечивал постоянное охлаждение слитка. Одно или более событий могут произойти, если литейная форма не заполнена водой, а вместо этого воздух заполняет часть литейной формы. Поток воздуха или поток смеси воды и воздуха может создавать различные звуки, которые могут быть собраны датчиками. Например, такой звук может быть похож на звук воды, вытекающей из садового шланга при включении потока воды, поскольку воздух может находиться в шланге до тех пор, пока через него не потечет вода.
[066] На фиг. 7 представлена иллюстративная установка 704 для литья в кристаллизатор во время операции литья для образования слитка в соответствии с вариантами осуществления настоящего изобретения. Другим примером типа события является «зависание» или «зависание с падением». Пример частично сформированного слитка с зависанием показан, например, на части 760 на фиг. 7. При формировании слитка 715 сверху нижнего блока 712, нижний блок 712 может переместиться вместе со слитком 715, пока слиток 715 движется вниз через литейную форму 711 в процессе формирования слитка 715. Зависание может произойти, когда частично сформированный слиток 715 прилипает к форме 711, например, в точках 761 и 762 контакта формы и слитка, в результате чего слиток «зависает» и отделяется от нижнего блока. Другими словами, поскольку слиток 715 прекращает движение при зависании, но нижний блок 712 не прекращает движение (поскольку нижний блок 712 не находится в контакте с литейной формой 711), нижний блок 712 отделяется от нижней части слитка 715. При зависании может издаваться специфический звук, который может быть обнаружен датчиками установки для литья, и обнаружение такого события может привести к отключению или регулировке системы, чтобы избежать зависания при следующей или других будущих операциях литья. Другие типы датчиков также могут обнаружить зависание с помощью других типов данных. Например, датчик температуры может определить, что температура вблизи нижнего блока 712 или нижней части слитка 715 изменилась, например, потому что поток воздуха между слитком 715 и нижним блоком 712 увеличился из-за пространства между двумя объектами. В другом примере видео- или фотодатчик может обнаружить зазор между слитком 715 и нижним блоком 712 путем сбора видео- или фотоданных (после анализа датчиком или другим устройством, например, устройством управления).
[067] Поскольку нижний блок может быть значительным источником охлаждения для слитка, слиток может сохранять значительное тепло после отделения от нижнего блока, и слиток может деформироваться. Например, в нижней части слитка может образоваться отверстие, вызывающее вытекание (т.е. расплавленный металл вытекает из нижней части слитка через отверстие). В некоторых вариантах осуществления, поскольку донный блок является управляемой системой отвода тепла для затвердевающего слитка, слиток будет как сохранять тепло, так и повторно нагреваться во время затвердевания и деформации (например, скручивание донника). Например, когда слиток отходит от исходной головной части, затвердевший материал уже не охлаждается, в то время как новый расплавленный металл все еще вводится сверху в поддон для слитка. Может произойти повторный нагрев, при котором расплавленный материал может прожечь затвердевший донник слитка и вылиться как на исходную головную часть, так и на систему для литья. Это событие можно услышать как вытекание. В исходной головной части находится охлаждающая вода, и расплавленный металл может попасть в эту воду, что может привести к взрыву.
[068] Зависание с падением может произойти, когда слиток 715 после зависания освобождается от прилипания к литейной форме 711 и падает, снова соприкасаясь с нижним блоком 712 и/или жидкостью (например, горячей водой, расплавленным металлом или другой жидкостью), которая скопилась на нижнем блоке 712 в нижней части литейной формы. Зависание с падением может также вызвать взрыв, когда слиток 715 контактирует с жидкостью на дне литейной формы 711 (например, на нижнем блоке 712 или иным образом). Зависание с падением может вызвать различные звуки, включая звуки, связанные с повторным контактом слитка 715 с блоком и/или жидкостью на дне литейной формы 711, или от всплеска жидкости после контакта слитка 715 с жидкостью. Эти события могут вызвать другие звуки, в том числе звуки от деформации или растрескивания слитка 715. Прекращение зависания может произойти, когда достаточный вес толкает слиток обратно на исходную головную часть. Кроме того, при зависании вместе с введением расплавленного металла из-за экстремального сдвига уровня металла при прекращении зависания может раздаваться множество звуков. Например, могут быть слышны звуки, связанные с повторным контактом слитка с исходной головной частью, звуки вытекания, выплескивание воды из исходной головной части при вытеснении ее слитком, а также взрыв.
[069] Другой пример типа события, которое может быть обнаружено датчиками системы обнаружения событий, может включать повреждение или разрыв вакуумной крышки системы для литья. Вакуумная крышка может быть размещена либо на впадине, либо на дегазационной установке, которая позволяет роторам входить в расплавленный металл. Роторы (например, графитовые) на вакуумной крышке могут продувать аргон и хлор в расплавленный металл для удаления следовых элементов загрязнений, которые нежелательны в расплавленном металле, таких как водород. Однако, если роторы заполняются затвердевшим металлом из расплавленного металла, роторы могут сломаться и больше не смогут очищать металл. Отсутствие дегазации (например, из-за сломанного или закупоренного ротора) может заставить пользователя остановить процесс литья до тех пор, пока роторы не будут очищены или заменены. Вакуумная крышка может издавать характерные звуки, например, звуки, связанные со сломанными роторами.
[070] На фиг. 8А представлено изображение иллюстративного слитка, испытывающего пленочное кипение и нуклеарное кипение, в соответствии с вариантами осуществления настоящего изобретения. Другим примером типа события, которое может быть обнаружено датчиками системы обнаружения событий, является «образование пленки», «пленочное кипение» или «полное смывание пленки». Во время формирования слитка, когда расплавленный металл подается в поддон для слитка, может применяться процесс жидкостного или водяного охлаждения для охлаждения слитка в процессе его формирования. Этот процесс может включать распыление холодной жидкости (например, воды) на внешнюю сторону слитка для охлаждения расплавленного металла, чтобы расплавленный металл затвердел и превратился в затвердевший металл в составе слитка. Пленочное кипение может происходить, когда температура охлаждаемой поверхности (например, слитка) выше, чем температура кипения жидкости, распыляемой на поверхность. В такой ситуации жидкость может испаряться, образуя непрерывную пленку или слой пара на поверхности. Слой пара может препятствовать непосредственному контакту жидкости, которая впоследствии распыляется на поверхность, с поверхностью после образования пленки.
[071] Пленочное кипение может специально применяться в начале процесса литья для предотвращения деформации слитка вследствие других событий, таких как чрезмерное скручивание (например, скручивание донника). Например, пленочное кипение может замедлить скорость отвода тепла от слитка во время распыления жидкости на слиток, и может дать пользователю больше контроля над процессом литья и возможными событиями во время литья. Когда происходит пленочное кипение, пленочное кипение может вызвать характерный звук, такой как шипящий звук (подобно, например, когда холодная вода соприкасается с горячей поверхностью, такой как сковорода).
[072] На фиг. 8В представлен график, иллюстрирующий этапы процесса конвекции во время литья слитка, в соответствии с вариантами осуществления настоящего изобретения. На фиг. 8С представлен график, иллюстрирующий этапы процесса конвекции во время литья слитка, в соответствии с вариантами осуществления настоящего изобретения. Как показано на фиг. 8В и 8С, пленочное кипение может быть только первым этапом конвекционного процесса, применяемого в процессе литья, и пленочное кипение может происходить при температуре 350-450°С. Например, в то время как пленочное кипение может применяться во время первой части процесса литья (например, для первых двенадцати дюймов формируемого слитка), нуклеарное кипение может применяться во время других частей процесса литья. Нуклеарное кипение может вызвать более высокую передачу тепла с поверхности формирующегося слитка, чем пленочное кипение. Например, при нуклеарном кипении могут образовываться отдельные пузырьки пара, что позволяет жидкости более непосредственно контактировать с поверхностью слитка и быстрее охлаждать его. Напротив, во время пленочного кипения температура на поверхности слитка может быть настолько высокой, что жидкая вода не может коснуться поверхности. При переходе между пленочным и нуклеарным кипением пленка может начать смываться с боковой поверхности слитка. Как только процесс переходит к нуклеарному кипению, слиток может испытать «полное смывание пленки», которое может произойти, например, при температуре приблизительно 250°С. Кроме того, когда происходит нуклеарное кипение (например, при температуре ниже 250°С), нуклеарное кипение может вызвать другой характерный звук, отличный от звука, возникающего при пленочном кипении.
[073] Другие не описанные в настоящем документе события, происходящие во время литья, также могут быть обнаружены датчиками системы обнаружения событий.
[074] На фиг. 9 представлена иллюстративная технологическая схема иллюстративного процесса в соответствии с вариантами осуществления настоящего изобретения. Этап 902 может включать, например, инициирование операции литья с применением одной или более единиц оборудования системы для литья, содержащей установку для литья, при этом операция литья включает одно или более действий, которые дают ход или способствуют операции литья слитка в литейную форму установки для литья. Операция литья может включать, например, процесс литья слитка с применением расплавленного металла. Этап 904 может включать, например, сбор, с применением акустического датчика, данных датчиков, связанных с одним или более акустическими сигналами, собранными в отношении одной или более единиц оборудования, выполняющих операцию литья. Кроме акустических датчиков могут применяться и другие датчики, и эти дополнительные датчики могут собирать другие типы данных, кроме звуковых. Данные могут быть собраны, сохранены и проанализированы в системе обнаружения событий, а результат анализа может быть применен на последующих этапах этого процесса. Этап 906 может включать, например, сравнение данных датчиков с набором акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с типом события, связанного с операцией литья. Каждый из акустических профилей может быть связан с различными типами событий, как описано в настоящем документе. Профили могут также корректироваться с течением времени с применением дополнительных данных, собранных в ходе дополнительных операций литья. Профили и другие данные о литье, собранные, проанализированные и сгенерированные системой, могут совместно применяться системами для литья, чтобы помочь собрать более точные данные и провести анализ для систем для литья. Этап 908 может включать, например, определение, исходя из сравнения, произошел ли конкретный тип события. Более конкретно, данные, собранные и/или проанализированные с датчиков, могут сравниваться с сгенерированными или полученными профилями. Например, если данные, собранные с датчиков, соответствуют (например, превышают определенное пороговое значение или находятся в определенном диапазоне) профилю, то можно определить, что событие имело место. Этап 910 может включать, например, принуждение к выполнению регулировки в отношении системы для литья или операции литья, исходя из того, произошел ли конкретный тип события. Регулировка может включать остановку операции литья или менее радикальное изменение системы, например, изменение определенной характеристики. Вместо изменения самой системы можно также изменить процесс (например, набор параметров) для данной операции. И этап 912 может включать, например, инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
[075] Вышеописанные аспекты являются лишь возможными примерами реализаций, изложенными лишь для ясного понимания принципов настоящего изобретения. В описанные выше примеры могут быть внесены многие изменения и модификации, не отступая в значительной степени от сущности и принципов настоящего изобретения. Все такие модификации и изменения включены в объем настоящего изобретения, и все возможные требования к отдельным аспектам или комбинациям элементов или этапов должны быть поддержаны настоящим изобретением. Более того, хотя в настоящем документе, а также в последующей формуле изобретения используются специальные термины, они используются только в общем и описательном смысле, а не в целях ограничения описанного изобретения или последующей формулы изобретения.
[076] Термины, обозначающие единственное число в контексте описания настоящего изобретения (особенно в контексте приведенной ниже формулы изобретения) следует трактовать как охватывающие и единственное, и множественное число, если иное не указано в настоящем документе или с очевидностью не противоречит контексту. Термины «содержащий», «имеющий» и «включающий» следует рассматривать, как неограничивающие термины (т.е. означающие «включающий, в том числе»), если не указано иное. Термин «соединен» должен быть истолкован как частично или полностью содержащийся в, прикрепленный к или присоединенный к, даже если есть промежуточный элемент. Упоминание диапазонов значений в настоящем документе просто предназначено быть кратким способом упоминания по отдельности каждого отдельного значения, попадающего в диапазон, если в настоящем документе не указано иное, и каждое отдельное значение включено в описание, как если бы оно было упомянуто по отдельности в настоящем документе. Все описанные в настоящем документе способы могут быть выполнены в любом подходящем порядке, если иное не указано в настоящем документе или не противоречит контексту. Применение в настоящем документе любых и всех примеров или формулировок, обозначающих примеры (например, «такой как), предназначено просто для лучшего объяснения вариантов осуществления настоящего изобретения и не накладывает ограничение на объем настоящего изобретения, если не указано иное. Никакую формулировку в описании не следует рассматривать, как указывающую на какой-либо не заявленный элемент, как на важный для осуществления настоящего изобретения.
[077] Ниже приводится множество иллюстративных примеров, включая по меньшей мере некоторые, явно обозначенные как «ЕС» (иллюстративные комбинации), которые содержат дополнительное описание множества иллюстративных типов в соответствии с концепциями, описанными в настоящем документе. Эти примеры не являются взаимоисключающими, исчерпывающими или ограничивающими; и настоящее изобретение не ограничивается этими иллюстративными примерами, а скорее охватывает все возможные модификации и вариации в пределах объема прилагаемой формулы изобретения и ее эквивалентов.
[078] Аспект 1 представляет собой установку для регистрации событий во время операции литья, при этом установка содержит: литейную форму; канал, выполненный с возможностью доставки расплавленного металла в литейную форму для отливки расплавленного металла в слиток; датчик, выполненный с возможностью регистрации акустических сигналов во время операции литья, причем датчик собирает данные датчиков, связанные с операцией литья; контроллер, содержащий процессор, выполненный с возможностью исполнения команд, хранимых на энергонезависимом машиночитаемом носителе в запоминающем устройстве, при этом контроллер заставляет процессор выполнять процессорные операции, включая: сравнение данных датчиков с набором акустических профилей; определение, исходя из сравнения, произошел ли конкретный тип события; принуждение к выполнению регулировки в отношении установки для литья или операции литья, исходя из того, произошел ли конкретный тип события; и инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
[079] Аспект 2 представляет собой установку в соответствии с аспектом 1 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где датчик предусматривает акустический датчик, и акустический датчик выполнен с возможностью сбора изначальных данных датчиков, связанных с акустическими сигналами от нескольких операций литья на протяжении изначального периода времени, и при этом операции процессора дополнительно включают: генерирование, с применением изначальных акустических сигналов, набора акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с типом события, связанного с несколькими операциями литья на протяжении изначального периода времени.
[080] Аспект 3 представляет собой установку в соответствии с аспектом 2 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании),где операции процессора дополнительно предусматривают: обновление набора акустических профилей с применением данных датчиков и определение того, произошел ли конкретный тип события.
[081] Аспект 4 представляет собой установку в соответствии с аспектом 2 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где сравнение данных датчиков с набором акустических профилей включает сравнение характеристик собранных акустических сигналов, относящихся к операции литья, с характеристиками акустических сигналов, собранных во время предыдущих операций литья.
[082] Аспект 5 представляет собой установку в соответствии с аспектом 4 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где характеристики акустических сигналов включают одно или более из частоты, высоты, громкости или тона.
[083] Аспект 6 представляет собой установку в соответствии с аспектом 2 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где акустический профиль из набора акустических профилей включает алгоритм машинного обучения, сгенерированный с применением данных, связанных с несколькими случаями конкретного события, связанного с одной или более системами для литья.
[084] Аспект 7 представляет собой установку в соответствии с аспектом 1 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где определение того, произошел ли конкретный тип события, включает определение рекомендации с учетом того, произошел ли конкретный тип события, и вероятности того, что произошел конкретный тип события, исходя из данных датчиков.
[085] Аспект 8 представляет собой установку в соответствии с аспектом 1 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где принуждение к выполнению регулировки в отношении установки для литья или операции литья предусматривает отключение установки для литья или генерирование измененного набора параметров для операции литья.
[086] Аспект 9 представляет собой установку в соответствии с аспектом 1 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где конкретный тип события включает одно или более из вытекания, пролива, отхода донника, скручивания донника или операции водяного охлаждения.
[087] Аспект 10 представляет собой установку в соответствии с аспектом 1 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), дополнительно содержащую плавильную печь, раздаточную печь и дегазатор.
[088] Аспект 11 представляет собой систему для регистрации событий во время операции литья, при этом система содержит: установку для литья в соответствии с аспектом 1; и одну или более единиц оборудования системы для литья.
[089] Аспект 12 представляет способ регистрации событий при литье металла, при этом способ включает: инициирование операции литья с применением одной или более единиц оборудования системы для литья, содержащей установку для литья, при этом операция литья включает одно или более действий, которые дают ход или способствуют операции литья слитка в литейную форму установки для литья; сбор, с применением акустического датчика, данных датчиков, связанных с одним или более акустическими сигналами, снятыми относительно одной или более единиц оборудования, выполняющих операцию литья; сравнение данных датчиков с набором акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с типом события, связанным с операцией литья; определение, исходя из сравнения, произошел ли конкретный тип события; принуждение к выполнению регулировки в отношении системы для литья или операции литья, исходя из того, произошел ли конкретный тип события; и инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
[090] Аспект 13 представляет собой способ в соответствии с аспектом 12 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), дополнительно включающий: сбор, с применением изначального акустического датчика, данных датчиков относительно нескольких операций литья с применением одной или более изначальных установок для литья на протяжении некоторого периода времени; и генерирование, с применением данных датчиков, набора акустических профилей.
[091] Аспект 14 представляет собой способ в соответствии с аспектом 13 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где одна или более изначальных установок для литья содержит данную установку для литья.
[092] Аспект 15 представляет собой способ в соответствии с аспектом 12 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), дополнительно включающий: обновление набора акустических профилей с применением данных датчиков и определение того, произошел ли конкретный тип события.
[093] Аспект 16 представляет собой способ в соответствии с аспектом 12 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где сравнение данных датчиков с набором акустических профилей включает сравнение характеристик собранных акустических сигналов, относящихся к одной или более единицам оборудования, выполняющим операцию литья, с характеристиками акустических сигналов, собранных во время предыдущих операций литья.
[094] Аспект 17 представляет собой способ в соответствии с аспектом 16 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где характеристики акустических сигналов включают одно или более из частоты, высоты, громкости или тона.
[095] Аспект 18 представляет собой способ в соответствии с аспектом 12 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где акустический профиль из набора акустических профилей включает алгоритм машинного обучения, сгенерированный с применением данных, связанных с несколькими случаями конкретного события, связанного с одной или более системами для литья.
[096] Аспект 19 представляет собой способ в соответствии с аспектом 12 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где определение того, произошел ли конкретный тип события, включает определение рекомендации с учетом того, произошел ли конкретный тип события, и вероятности того, что произошел конкретный тип события, исходя из данных датчиков.
[097] Аспект 20 представляет собой способ в соответствии с аспектом 12 (или в соответствии с любыми предшествующими или последующими аспектами в отдельности или в сочетании), где принуждение к выполнению регулировки в отношении системы для литья или операции литья включает генерирование измененного набора параметров для операции литья.
[098] Описаны варианты осуществления настоящего изобретения, включая наилучший вариант, известный авторам изобретения для осуществления настоящего изобретения. Вариации этих предпочтительных вариантов осуществления могут стать очевидными для специалистов в данной области техники при прочтении вышеуказанного описания. Авторы изобретения ожидают, что специалисты в данной области техники будут применять такие вариации по мере необходимости, и авторы изобретения предусматривают иные варианты практического осуществления настоящего изобретения, отличные от тех, что конкретно описаны в настоящем документе. Соответственно, настоящее изобретение включает все модификации и эквиваленты предмета изобретения, изложенного в прилагаемой формуле изобретения, согласно действующего законодательства. Кроме того, настоящее изобретение охватывает любую комбинацию описанных выше элементов во всех возможных вариантах, если иное не указано в настоящем документе или явно не противоречит контексту.
[099] Все ссылки, включая публикации, патентные заявки и патенты, упомянутые в настоящем документе, включены в настоящий документ посредством ссылки в той же степени, как если бы каждая ссылка была специально и индивидуально указана для включения посредством ссылки во всей своей полноте для любых и всех целей в настоящем документе.
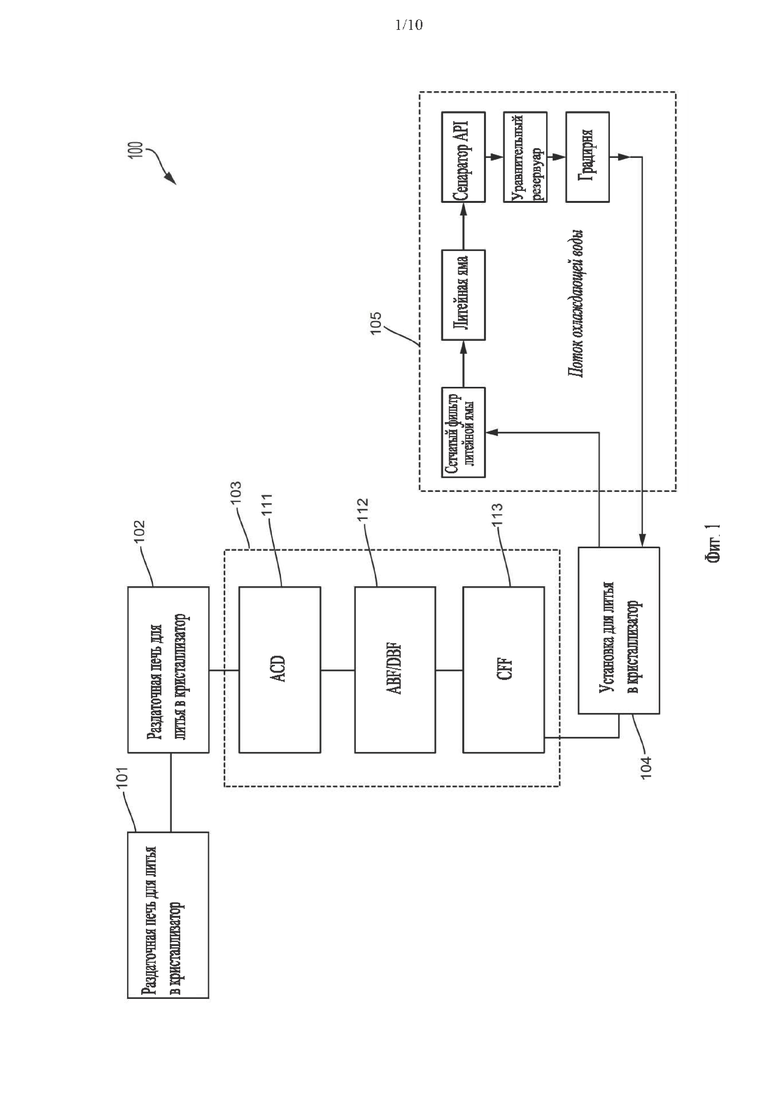
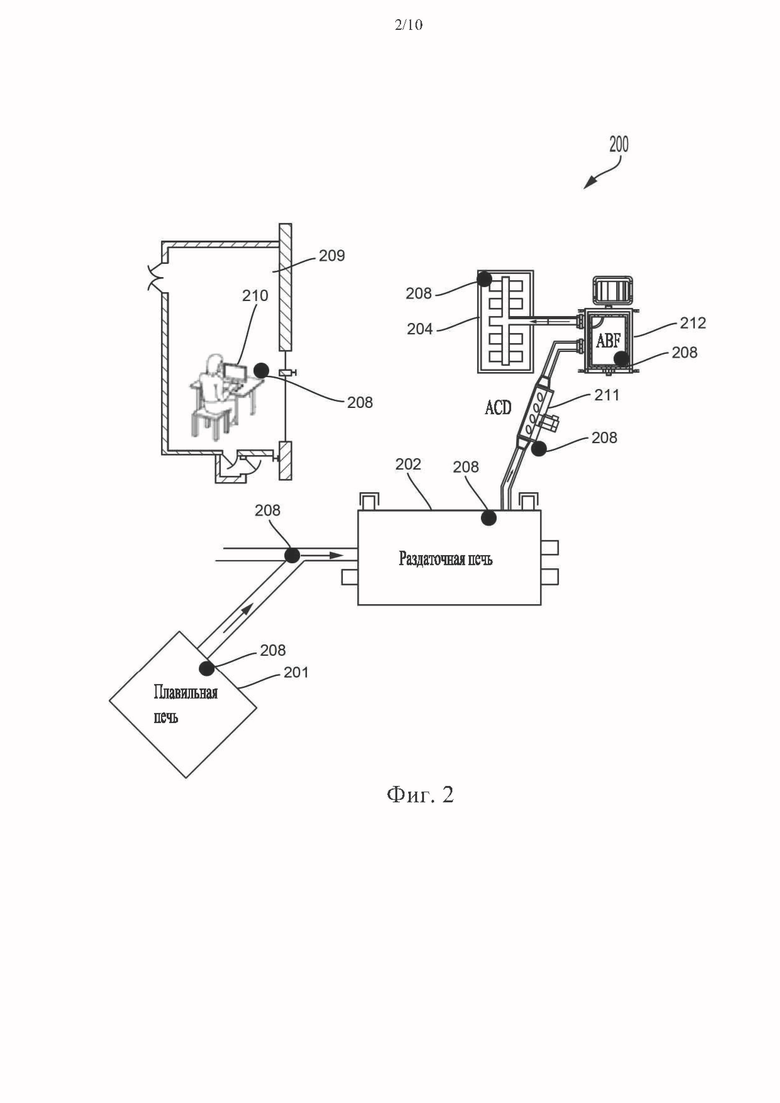
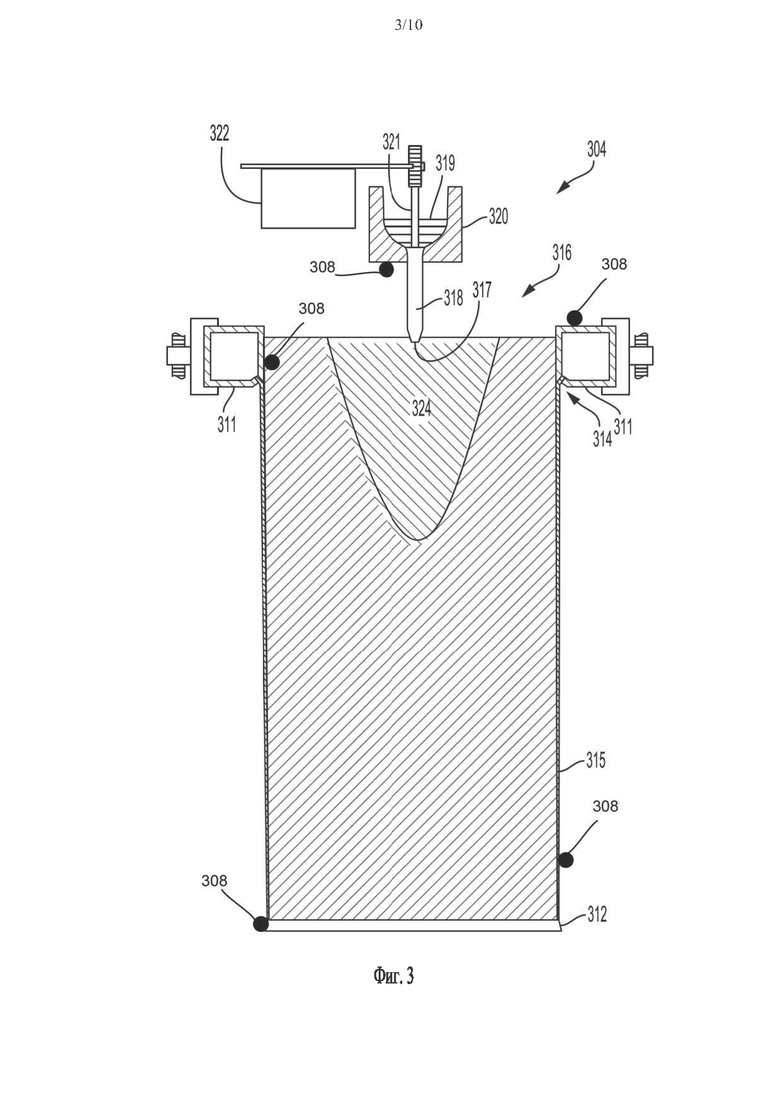
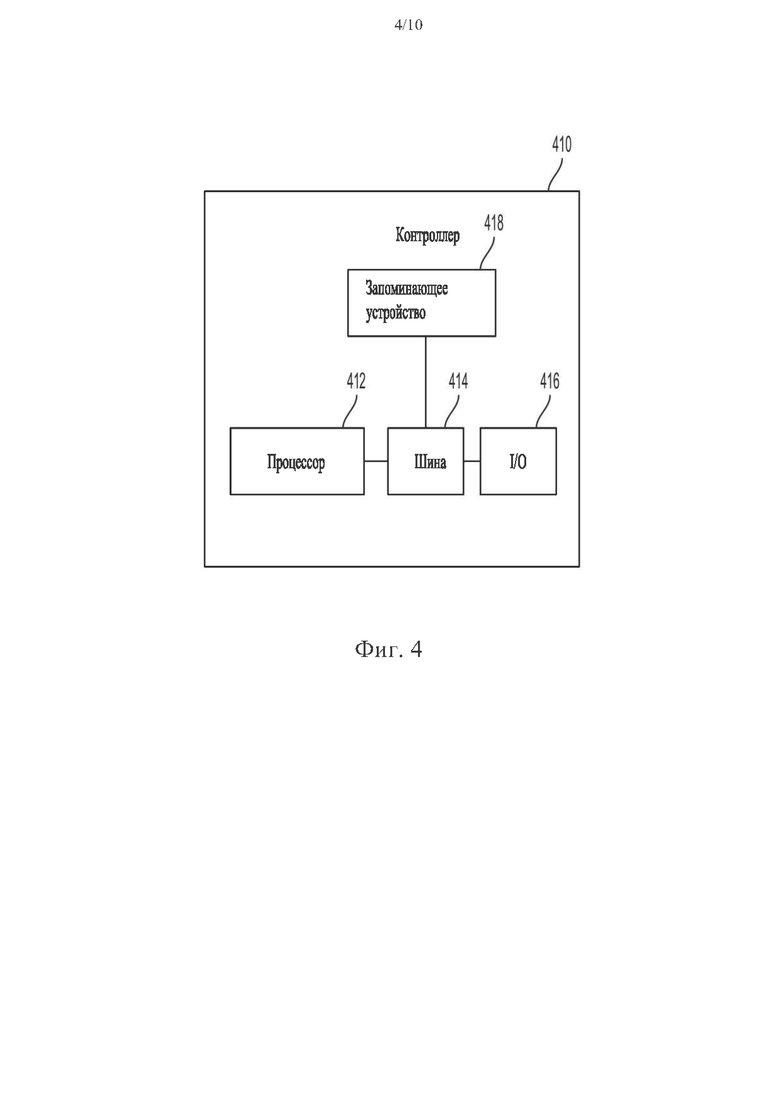
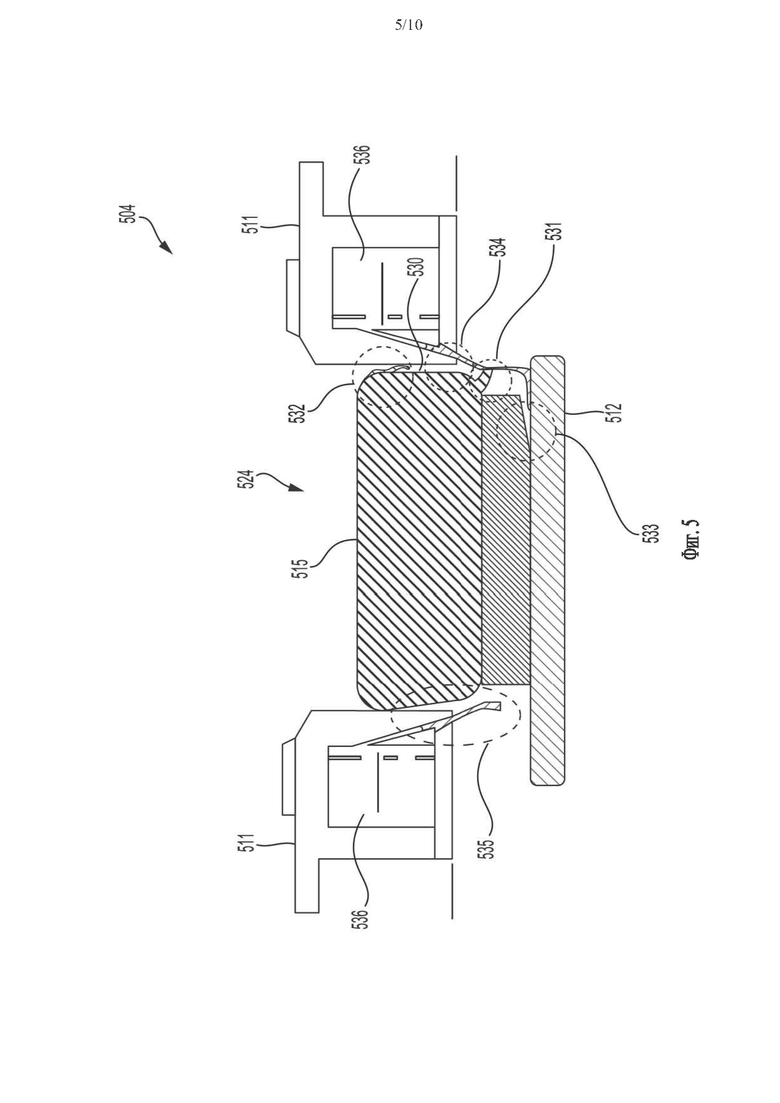
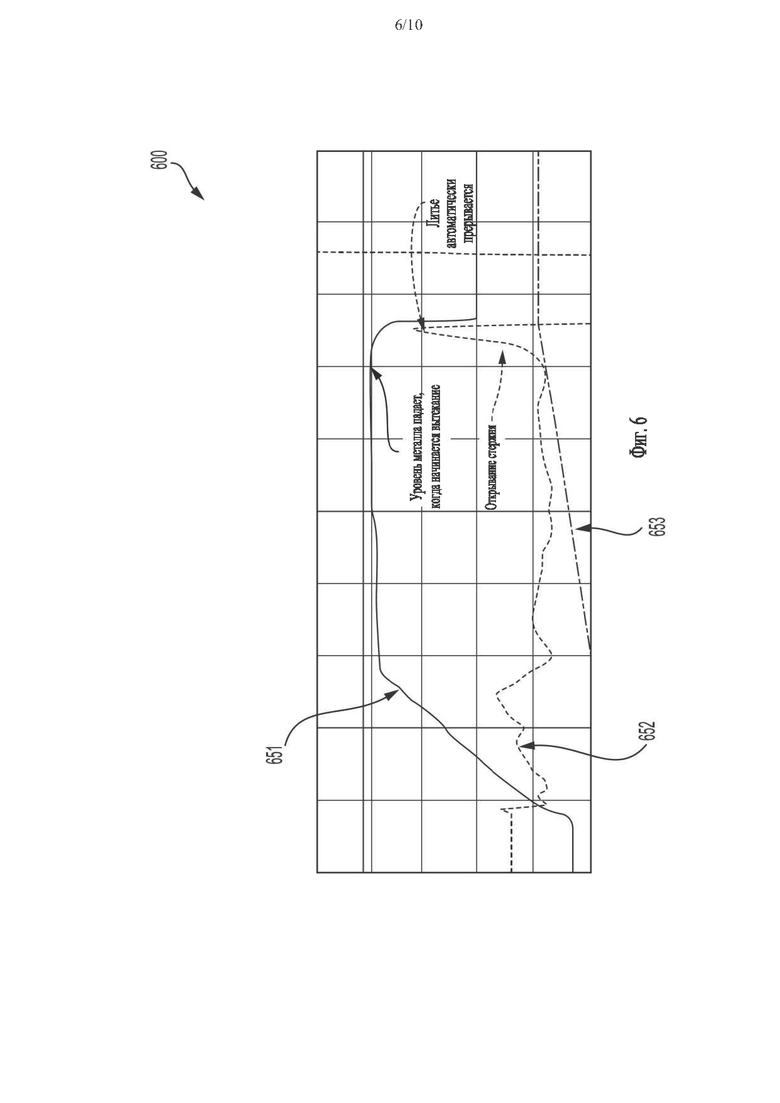
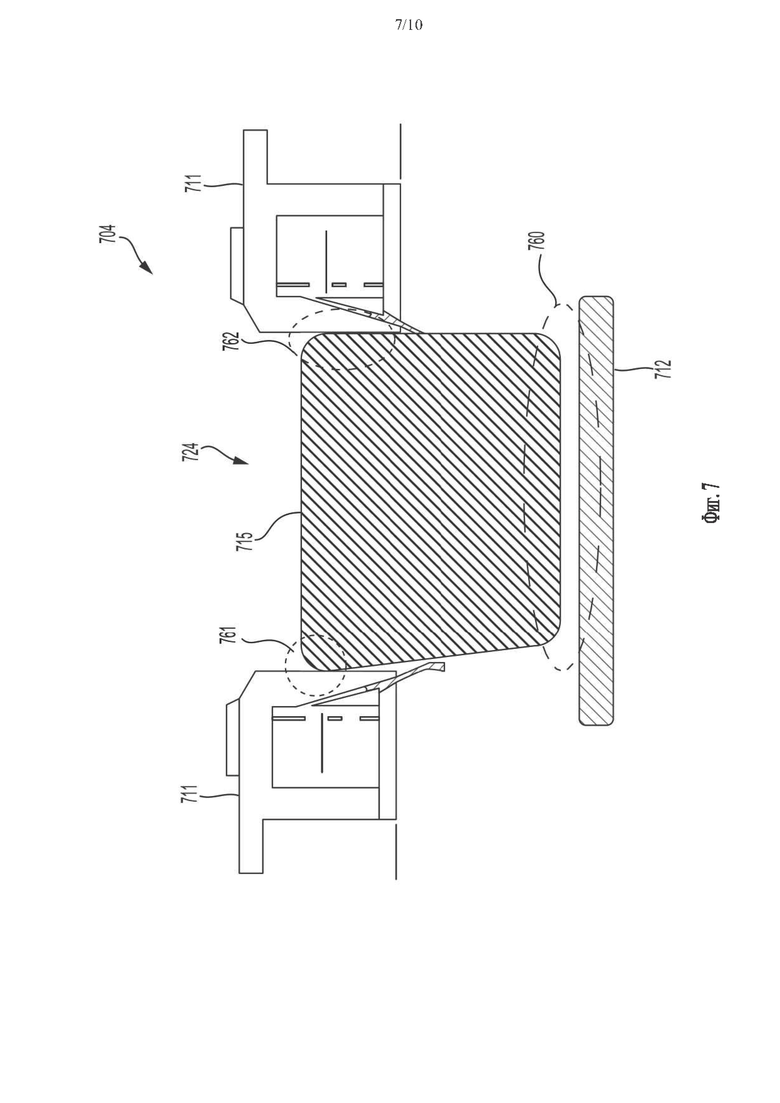
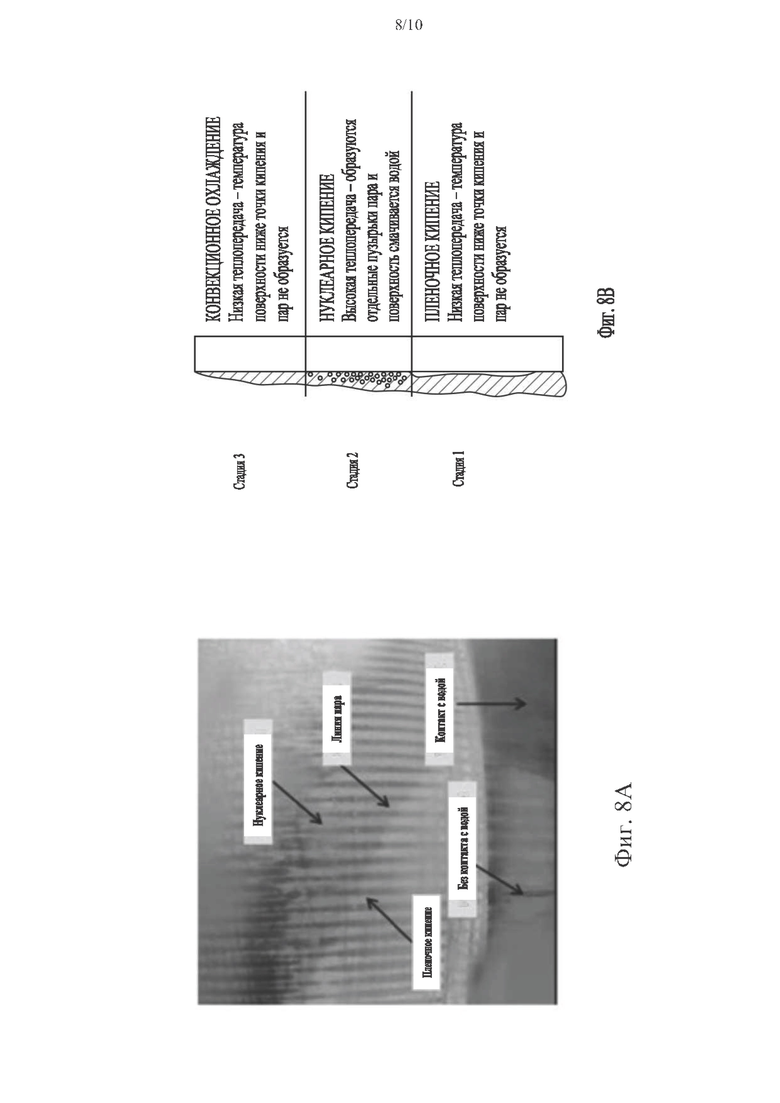
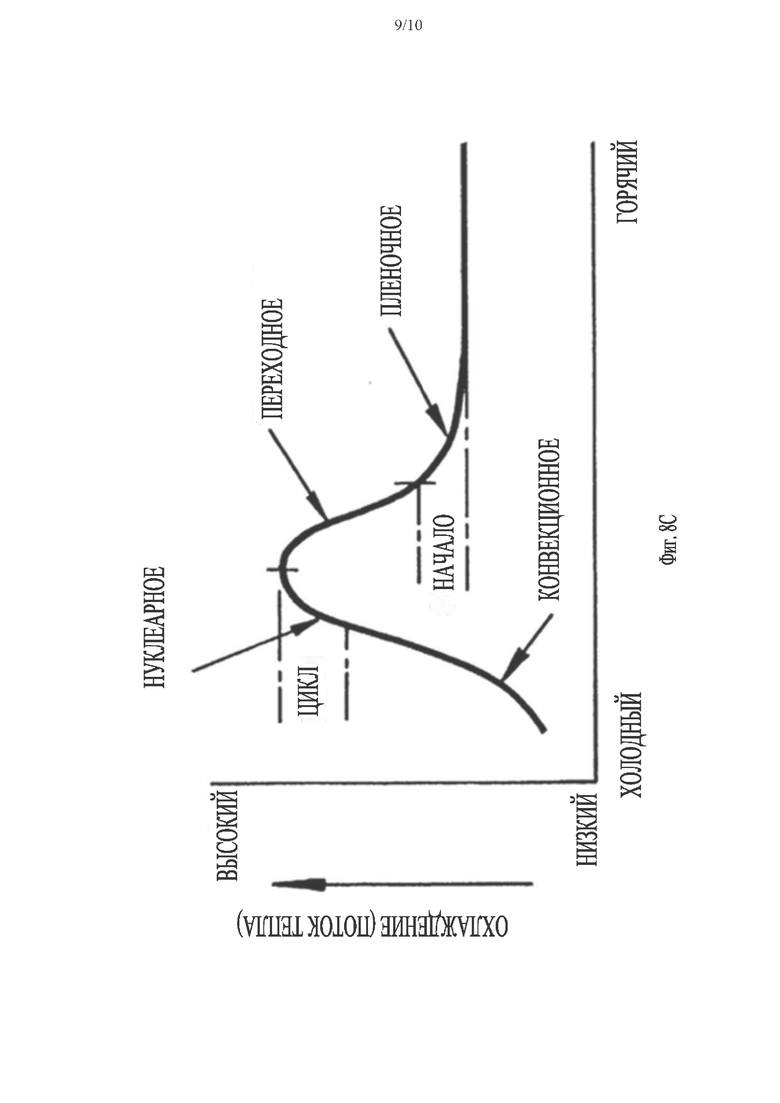
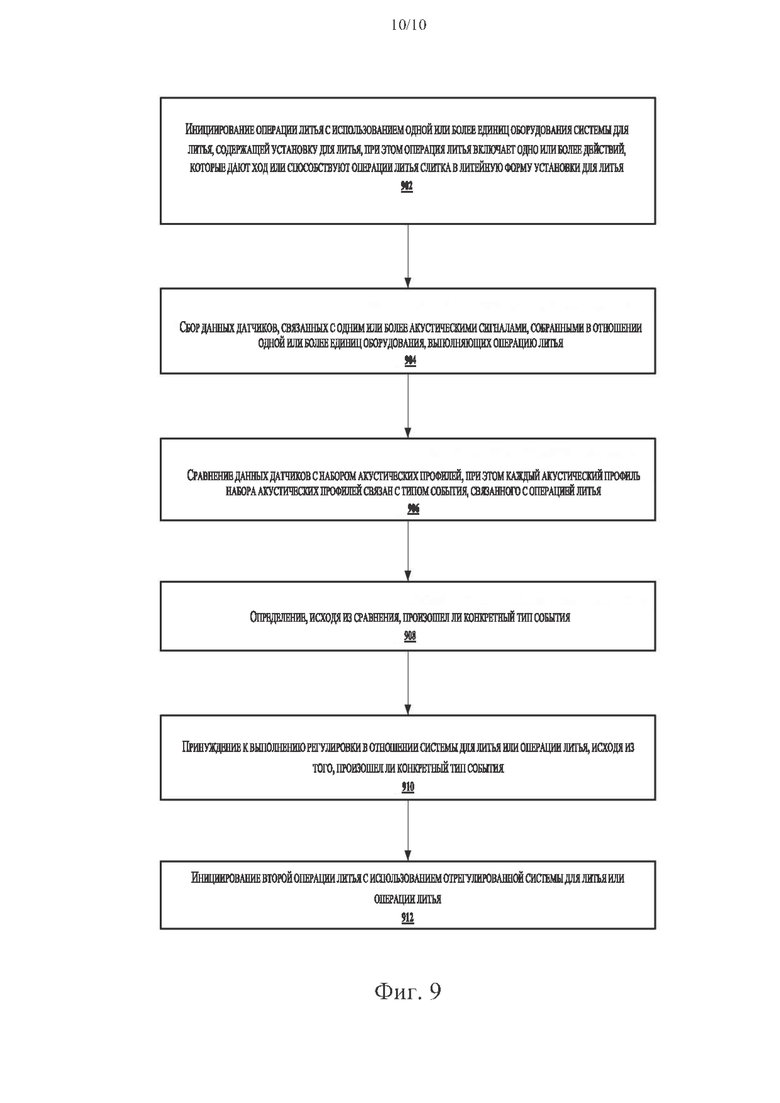
Изобретение относится к регистрации событий в системе для литья, более конкретно, к системам и способам для системы обнаружения событий, которая собирает данные, связанные с событиями во время образования слитка системой для литья, определяет характеристики данных событий и производит улучшения в отношении системы для литья и/или операции литья, исходя изданных событий. Установка для регистрации событий во время операции литья содержит: литейную форму; канал, выполненный с возможностью доставки расплавленного металла в литейную форму для отливки расплавленного металла в слиток; датчик, выполненный с возможностью регистрации акустических сигналов во время операции литья, причем датчик собирает данные датчиков, связанные с операцией литья; контроллер, содержащий процессор, выполненный с возможностью исполнения команд, хранимых на энергонезависимом машиночитаемом носителе в запоминающем устройстве, причем контроллер заставляет процессор выполнять операции процессора, включая: сравнение данных датчиков с набором акустических профилей; определение, исходя из сравнения, произошел ли конкретный тип события; принуждение к выполнению регулировки в отношении установки или операции литья, исходя из того, произошел ли конкретный тип события; и инициирование второй операции литья с применением отрегулированной системы для литья или операции литья. Технический результат изобретения - управление процессом литья. 3 н. и 17 з.п. ф-лы, 9 ил.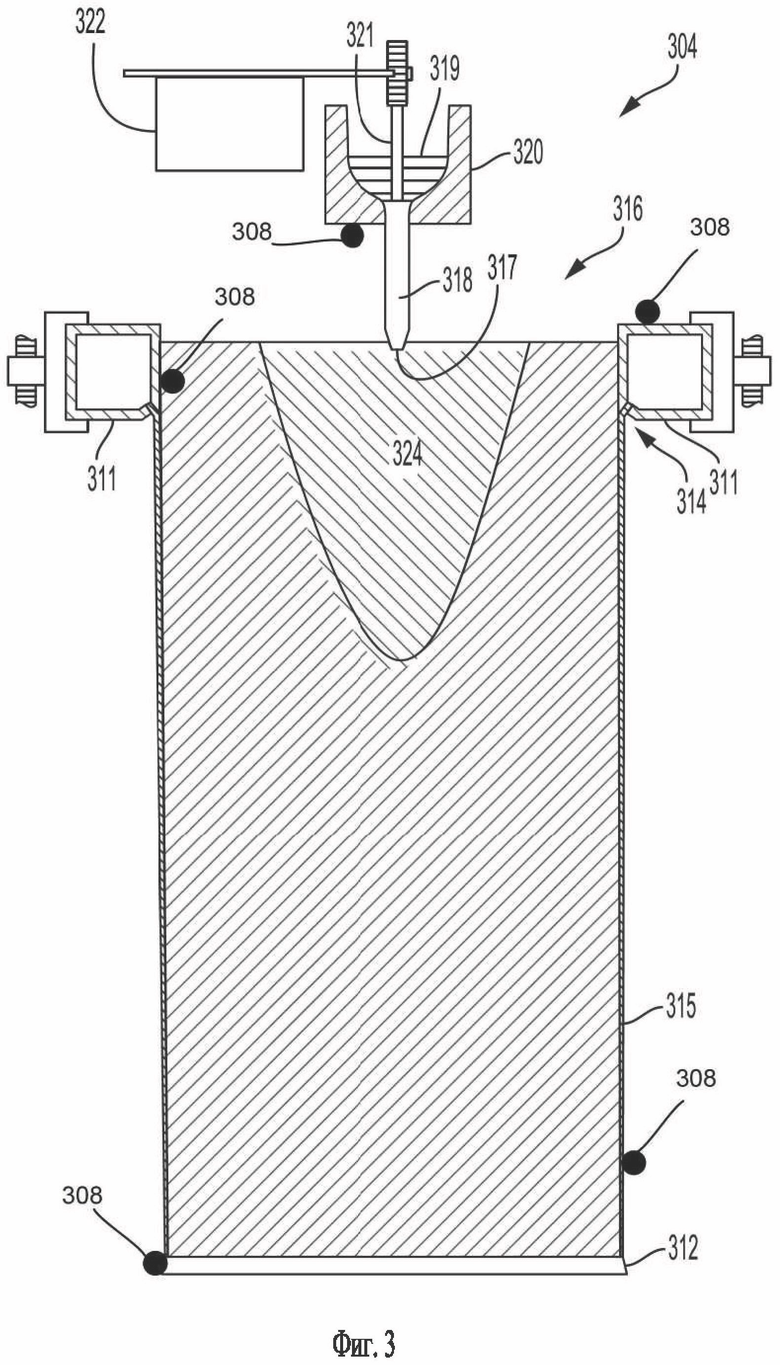
1. Установка для регистрации событий во время операции литья, причем установка содержит:
литейную форму;
канал, выполненный с возможностью доставки расплавленного металла в литейную форму для отливки расплавленного металла в слиток;
датчик, выполненный с возможностью регистрации акустических сигналов во время операции литья, причем датчик собирает данные датчиков, связанные с операцией литья;
контроллер, содержащий процессор, выполненный с возможностью исполнения команд, хранимых на энергонезависимом машиночитаемом носителе в запоминающем устройстве, причем контроллер заставляет процессор выполнять операции процессора, включая:
сравнение данных датчиков с набором акустических профилей;
определение, исходя из сравнения, произошел ли конкретный тип события;
принуждение к выполнению регулировки в отношении установки или операции литья, исходя из того, произошел ли конкретный тип события; и
инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
2. Установка по п. 1, отличающаяся тем, что датчик содержит акустический датчик, причем акустический датчик выполнен с возможностью сбора изначальных данных датчиков, связанных с акустическими сигналами относительно нескольких операций литья на протяжении некоторого изначального периода времени, и
при этом операции процессора дополнительно включают:
генерирование, используя изначальные акустические сигналы, набора акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с типом события, связанного с несколькими операциями литья на протяжении изначального периода времени.
3. Установка по п. 2, отличающаяся тем, что операции процессора дополнительно предусматривают:
обновление набора акустических профилей с применением данных датчиков и определение того, произошел ли конкретный тип события.
4. Установка по п. 2, отличающаяся тем, что сравнение данных датчиков с набором акустических профилей предусматривает сравнение характеристик собранных акустических сигналов, относящихся к операции литья, с характеристиками акустических сигналов, собранных во время предыдущих операций литья.
5. Установка по п. 4, отличающаяся тем, что характеристики акустических сигналов включают одно или более из частоты, высоты, громкости или тона.
6. Установка по п. 2, отличающаяся тем, что акустический профиль из набора акустических профилей включает алгоритм машинного обучения, сгенерированный с применением данных, связанных с несколькими случаями конкретного события, связанного с одной или более системами для литья.
7. Установка по п. 1, отличающаяся тем, что определение того, произошел ли конкретный тип события, включает определение рекомендации с учетом того, произошел ли конкретный тип события, и вероятности того, что произошел конкретный тип события, исходя из данных датчиков.
8. Установка по п. 1, отличающаяся тем, что принуждение к выполнению регулировки в отношении установки для литья или операции литья предусматривает отключение установки для литья или генерирование измененного набора параметров для операции литья.
9. Установка по п. 1, отличающаяся тем, что конкретный тип события включает одно или более из вытекания, пролива, отхода донника, скручивания донника или операции водяного охлаждения.
10. Установка по п. 1, отличающаяся тем, что дополнительно содержит плавильную печь, раздаточную печь и дегазатор.
11. Система для регистрации событий во время операции литья, при этом система содержит:
установку для литья по п. 1; и
одну или более единиц оборудования системы для литья.
12. Способ регистрации событий при литье металла, при этом способ включает:
инициирование операции литья с применением одной или более единиц оборудования системы для литья, содержащей установку для литья, при этом операция литья включает одно или более действий, которые дают ход или способствуют операции литья слитка в литейную форму установки для литья;
сбор, с применением акустического датчика, данных датчиков, связанных с одним или более акустическими сигналами, собранными в отношении одной или более единиц оборудования, выполняющих операцию литья;
сравнение данных датчиков с набором акустических профилей, при этом каждый акустический профиль из набора акустических профилей связан с типом события, связанного с операцией литья;
определение, исходя из сравнения, произошел ли конкретный тип события;
принуждение к выполнению регулировки в отношении системы для литья или операции литья, исходя из того, произошел ли конкретный тип события; и
инициирование второй операции литья с применением отрегулированной системы для литья или операции литья.
13. Способ по п. 12, отличающийся тем, что дополнительно включает:
сбор, с применением изначального акустического датчика, данных датчиков относительно нескольких операций литья с применением одной или более изначальных установок для литья на протяжении некоторого периода времени; и
генерирование, с применением данных датчиков, набора акустических профилей.
14. Способ по п. 13, отличающийся тем, что одна или более изначальных установок для литья содержит данную установку для литья.
15. Способ по п. 12, отличающийся тем, что дополнительно включает:
обновление набора акустических профилей с применением данных датчиков и определение того, произошел ли конкретный тип события.
16. Способ по п. 12, отличающийся тем, что сравнение данных датчиков с набором акустических профилей включает сравнение характеристик собранных акустических сигналов, относящихся к одной или более единицам оборудования, выполняющим операцию литья, с характеристиками акустических сигналов, собранных во время предыдущих операций литья.
17. Способ по п. 16, отличающийся тем, что характеристики акустических сигналов включают одно или более из частоты, высоты, громкости или тона.
18. Способ по п. 12, отличающийся тем, что акустический профиль из набора акустических профилей включает алгоритм машинного обучения, сгенерированный с применением данных, связанных с несколькими случаями конкретного события, связанного с одной или более системами для литья.
19. Способ по п. 12, отличающийся тем, что определение того, произошел ли конкретный тип события, включает определение рекомендации с учетом того, произошел ли конкретный тип события, и вероятности того, что произошел конкретный тип события, исходя из данных датчиков.
20. Способ по п. 12, отличающийся тем, что принуждение к выполнению регулировки в отношении системы для литья или операции литья предусматривает генерирование измененного набора параметров для операции литья.
| US 6279645 B1, 28.08.2001 | |||
| WO 2020052849 A1, 19.03.2020 | |||
| УМЕНЬШЕНИЕ ПРЕВЫШЕНИЯ ИЛИ НЕДОСТАЮЩЕГО ЗНАЧЕНИЯ УРОВНЯ МЕТАЛЛА ПРИ ПЕРЕХОДЕ С ИЗМЕНЕНИЕМ ТРЕБОВАНИЯ К СКОРОСТИ ПОТОКА | 2018 |
|
RU2721258C1 |
| Устройство автоматического контроля работы механизма качания кристаллизатора машины непрерывного литья заготовок | 1988 |
|
SU1585060A1 |
| СПОСОБ ИЗМЕРЕНИЯ, СИСТЕМА И ДАТЧИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 2016 |
|
RU2703606C2 |
| JP H0323045 A, 31.01.1991 | |||
| US 2001029785 A1, 18.10.2001. | |||

