ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] Настоящая заявка испрашивает приоритет предварительной заявки США №62/705915, поданной 22 июля 2020 г. под названием «DIRECT CHILL CASTING MOLD SYSTEM», и предварительной заявки США №62/200798, поданной 30 марта 2021 г. под названием «DIRECT CHILL CASTING MOLD SYSTEM», обе из которых полностью включены в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[2] Настоящая заявка относится к литью металлов и, более конкретно, к системам литейной формы для систем литья.
УРОВЕНЬ ТЕХНИКИ
[3] Процесс литья в кристаллизатор (DC - англ.: direct chill) представляет собой полунепрерывный процесс получения твердых металлических слитков (например, слитков алюминиевого сплава) из жидкого расплава. В процессе литья в кристаллизатор жидкий расплав первоначально охлаждают в неглубокой бездонной литейной форме, геометрическая форма полости которой основана на желаемом поперечном сечении слитка. Первоначально нижний блок закрывает полость литейной формы с нижней стороны. В процессе литья жидкий расплав заливают с верхней стороны в литейную форму, а нижний блок опускают в завесу охладителя (например, охлаждающей воды), который дополнительно охлаждает металл по периферии, в результате чего образуется затвердевшая оболочка, удерживающая сборник жидкости. Движение нижнего блока вниз происходит в соответствии с заданным профилем скорости литья. После первоначального увеличения скорости литья процесс литья переходит в установившийся режим, при котором тепловой профиль и профиль затвердевания не изменяются со временем.
[4] При литье в установившемся режиме существуют две различные области охлаждения - область первичного охлаждения и область вторичного охлаждения. Начальное охлаждение на периферии слитка в литейной форме известно как первичная область. В области первичного охлаждения скорость отвода тепла от расплава очень высока в первой точке контакта, поскольку расплав находится в непосредственном контакте с литейной формой с водяным охлаждением. Но после образования этой первоначально затвердевшей оболочки на границе раздела между литейной формой и слитком образуется воздушный зазор из-за усадки при затвердевании. Этот воздушный зазор приводит к падению скорости теплопередачи в области литейной формы, и частичное повторное плавление затвердевшей оболочки может произойти в области первичного охлаждения из-за этого падения скорости теплопередачи.
[5] После выхода из литейной формы затвердевший слиток попадает в область вторичного охлаждения, где он дополнительно охлаждается за счет прямого воздействия охладителя на периферию слитка. В области вторичного охлаждения охлаждение слитка происходит за счет теплопередачи при кипении, поскольку охладитель находится в непосредственном контакте с горячей поверхностью слитка. Исходя из условий охлаждения, большая часть охлаждения (95% от общего объема) достигается за счет вторичного охлаждения.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[6] Варианты осуществления, охватываемые данной патентной заявкой, определяются формулой изобретения, приведенной ниже, а не настоящим кратким изложением. Это краткое изложение представляет собой общий обзор различных вариантов осуществления и вводит некоторые из концепций, которые дополнительно описаны в разделе «Подробное описание» ниже. Это краткое изложение не предназначено для определения ключевых или существенных признаков заявленного объекта, а также не предназначено для применения отдельно для определения объема заявленного объекта. Объект изобретения следует рассматривать со ссылкой на соответствующие части всего описания данной заявки на патент, любые или все графические материалы и каждый пункт формулы изобретения.
[7] Согласно некоторым вариантам осуществления система литейной формы для литья в кристаллизатор содержит литейную форму и блок для охладителя. Литейная форма образует литейную полость, имеющую ось литья. Блок для охладителя содержит множество сопел и выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму. В различных аспектах блок для охладителя выполнен с возможностью перемещения относительно оси литья (например, линейно, вращательно и т.д.).
[8] Согласно некоторым вариантам осуществления система литейной формы для литья в кристаллизатор содержит литейную форму, образующую литейную полость, имеющую ось литья. Система литейной формы для литья в кристаллизатор также содержит блок для охладителя со множеством сопел. Блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму. В некоторых вариантах осуществления изобретения угол наклона по меньшей мере одного сопла из множества сопел может быть отрегулирован относительно оси литья.
[9] В соответствии с различными вариантами осуществления система литейной формы для литья в кристаллизатор содержит литейную форму, первый блок для охладителя и второй блок для охладителя. Литейная форма образует литейную полость, имеющую ось литья. Первый блок для охладителя расположен ниже по потоку от литейной формы и содержит множество первых сопел. Первый блок для охладителя выполнен с возможностью подачи охладителя через множество первых сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму. Второй блок для охладителя расположен ниже по потоку от литейной формы и содержит множество вторых сопел. Второй блок для охладителя выполнен с возможностью подачи охладителя через множество вторых сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму. В некоторых вариантах осуществления первый блок для охладителя закреплен в направлении, по существу перпендикулярном оси литья, а второй блок для охладителя выполнен с возможностью регулировки в направлении, по существу перпендикулярном оси литья.
[10] Согласно некоторым вариантам осуществления система литейной формы для литья в кристаллизатор содержит литейную форму и блок для охладителя. Литейная форма образует литейную полость, имеющую ось литья, при этом литейная форма выполнена с возможностью регулировки в направлении, по существу перпендикулярном оси литья, так что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым. Блок для охладителя содержит множество сопел, при этом блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму. В различных аспектах блок для охладителя выполнен с возможностью перемещения относительно оси литья.
[11] Различные варианты реализации, описанные в настоящем документе, могут включать дополнительные системы, способы, признаки и преимущества, которые не обязательно должны быть явно раскрыты в настоящем документе, но будут очевидны специалисту в данной области техники при изучении следующего подробного описания и сопроводительных графических материалов Подразумевается, что все такие системы, способы, признаки и преимущества включены в настоящее раскрытие и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[12] В описании делается ссылка на следующие прилагаемые графические материалы, в которых применение одинаковых ссылочных позиций в разных графических материалах предназначено для иллюстрации подобных или аналогичных компонентов.
[13] На фиг. 1 представлена схема системы литья металла в соответствии с вариантами осуществления.
[14] На фиг. 2 представлен вид сбоку части системы литейной формы согласно вариантам осуществления.
[15] На фиг. 3 представлен вид снизу в перспективе части блока для охладителя системы литейной формы, показанной на фиг. 2.
[16] На фиг .4 представлен вид в разрезе блока для охладителя, показанного на фиг. 2, по линии 4-4 на фиг. 3.
[17] На фиг .5 представлен вид в разрезе блока для охладителя, показанного на фиг. 2, по линии 5-5 на фиг. 3.
[18] На фиг. 6А представлен вид в разрезе части системы литейной формы согласно вариантам осуществления в начальном положении.
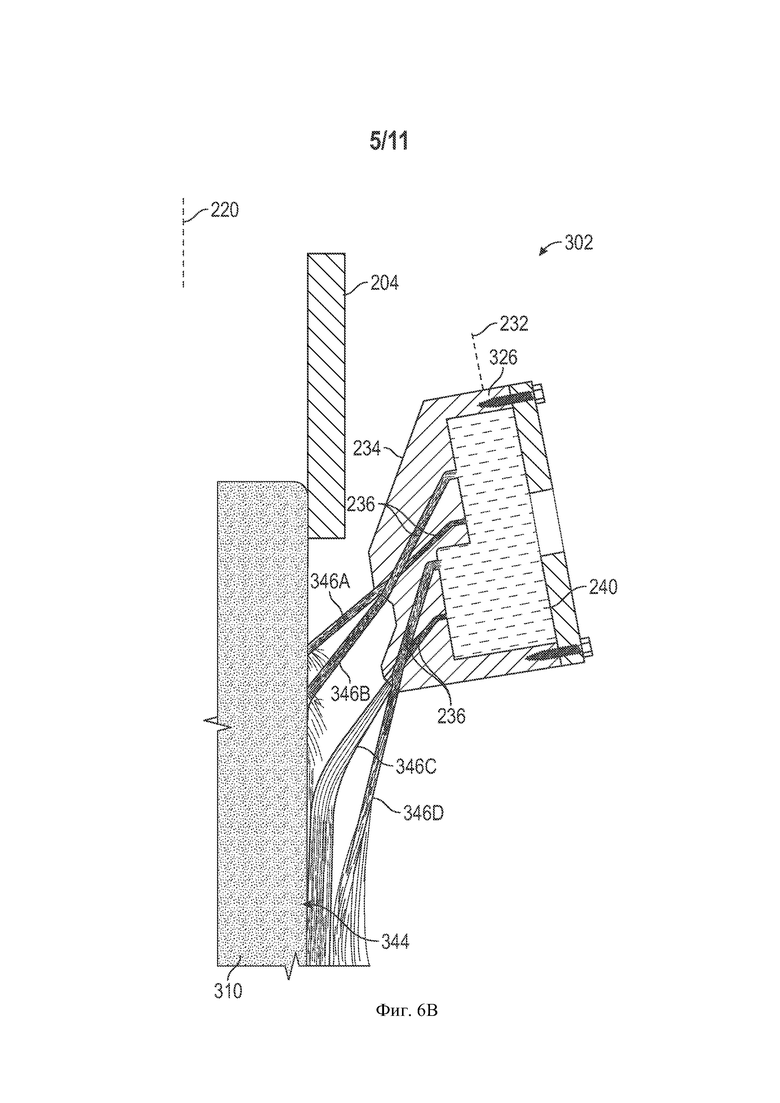
[19] На фиг. 6В представлен вид в разрезе части системы литейной формы, показанной на фиг. 6А в, переходном положении.
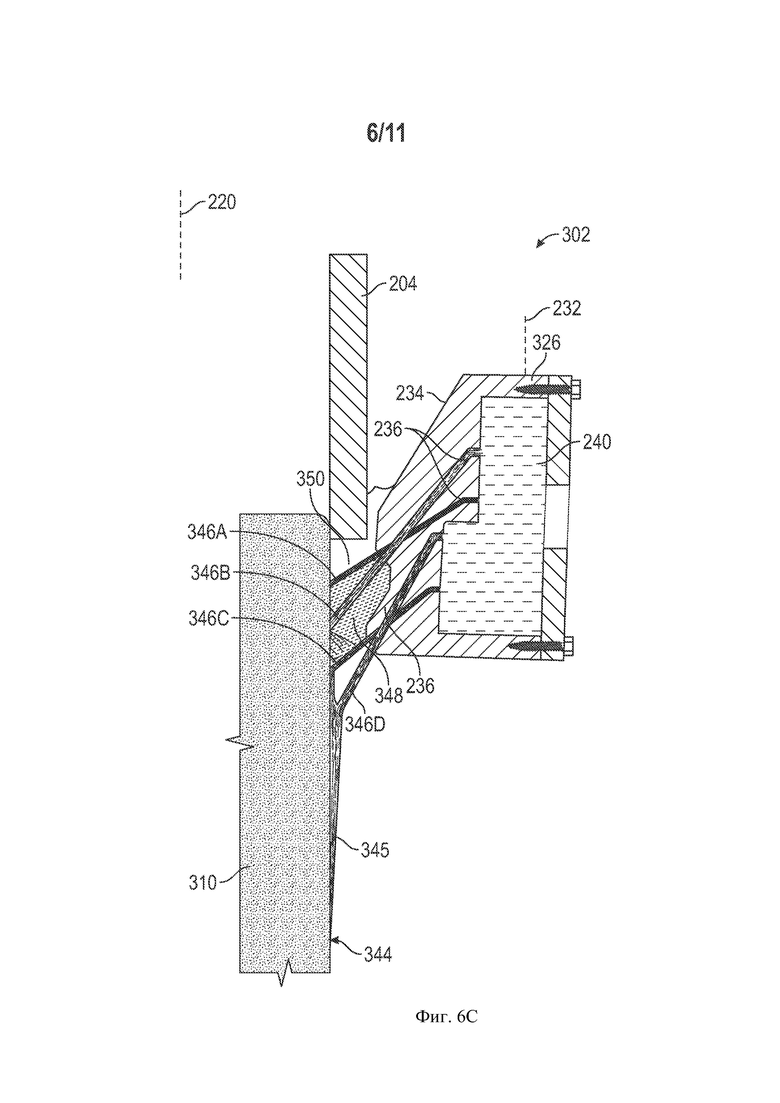
[20] На фиг. 6С представлен вид в разрезе части системы литейной формы, показанной на фиг. 6А, в рабочем положении.
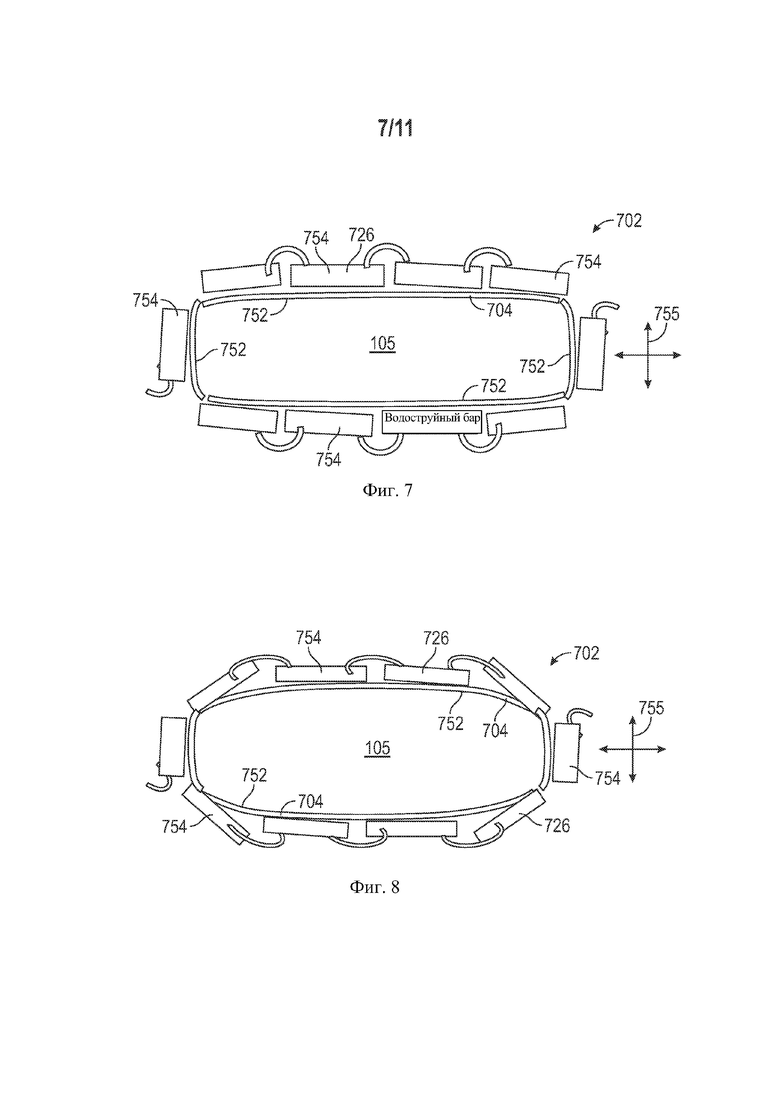
[21] На фиг. 7 представлен вид сверху системы литейной формы для системы литья в соответствии с вариантами осуществления во время начала литья.
[22] На фиг. 8 представлен вид сверху системы литейной формы, показанной на фиг. 7, во время литья в установившемся режиме.
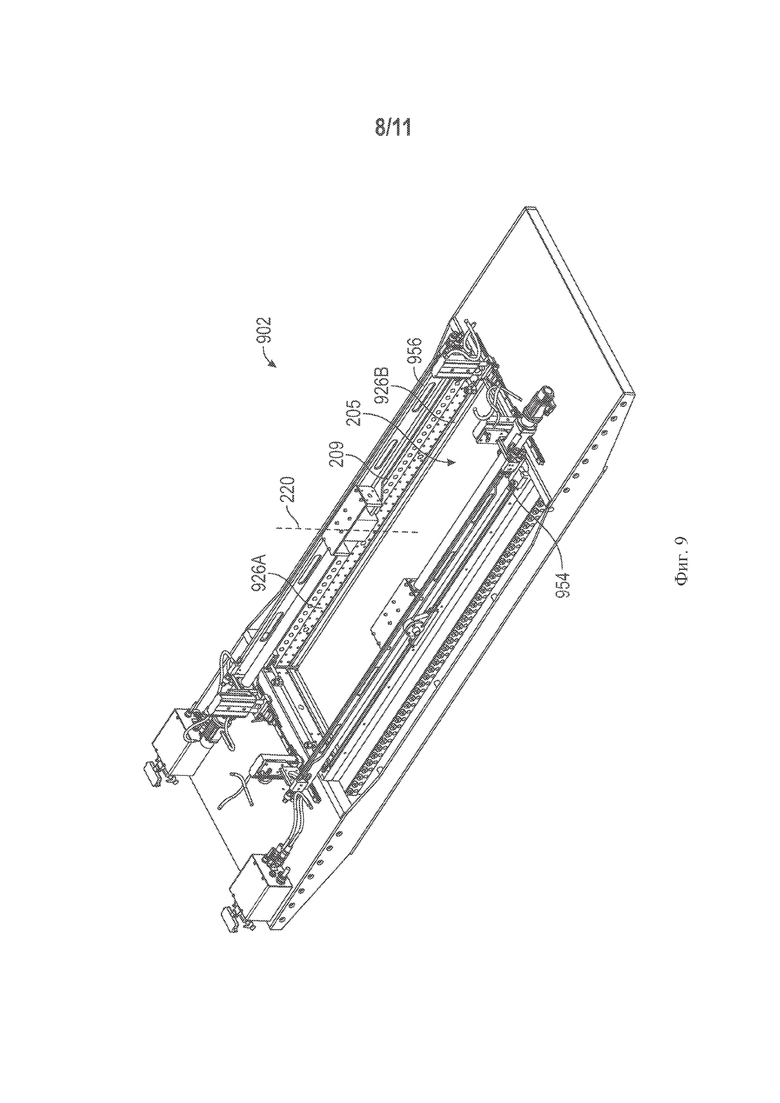
[23] На фиг. 9 представлен вид сверху в перспективе системы литейной формы для системы литья в соответствии с вариантами осуществления.
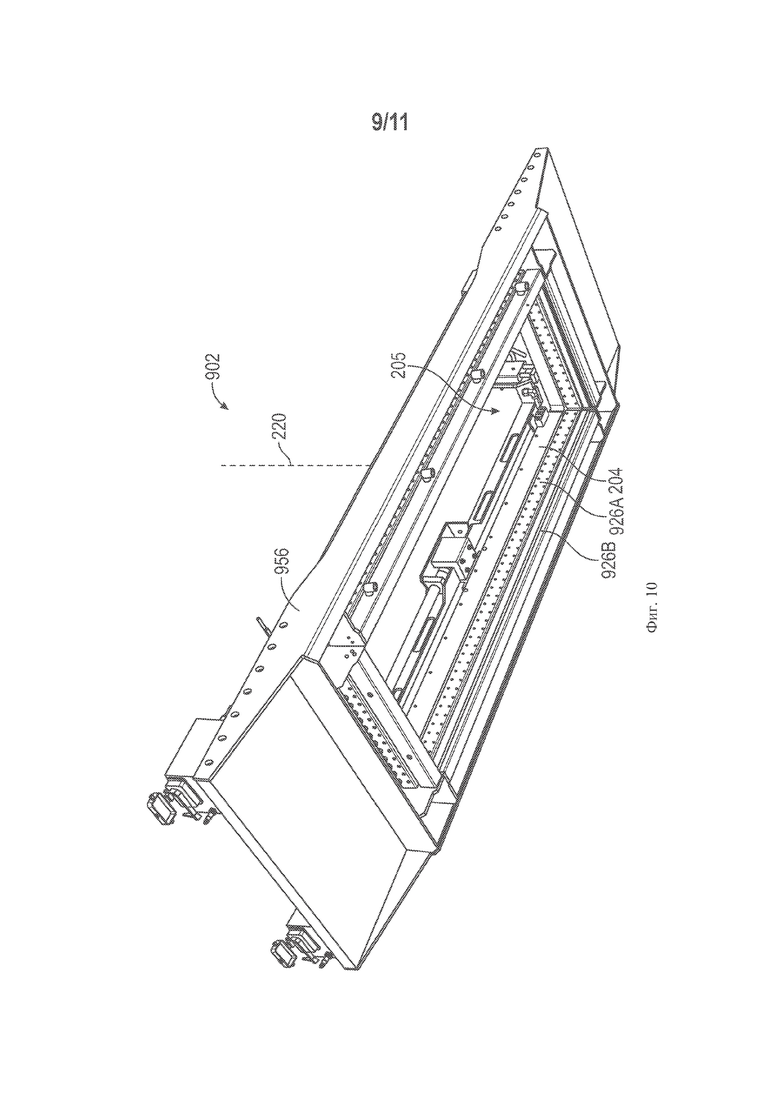
[24] На фиг. 10 представлен вид снизу в перспективе системы литейной формы, показанной на фиг. 9.
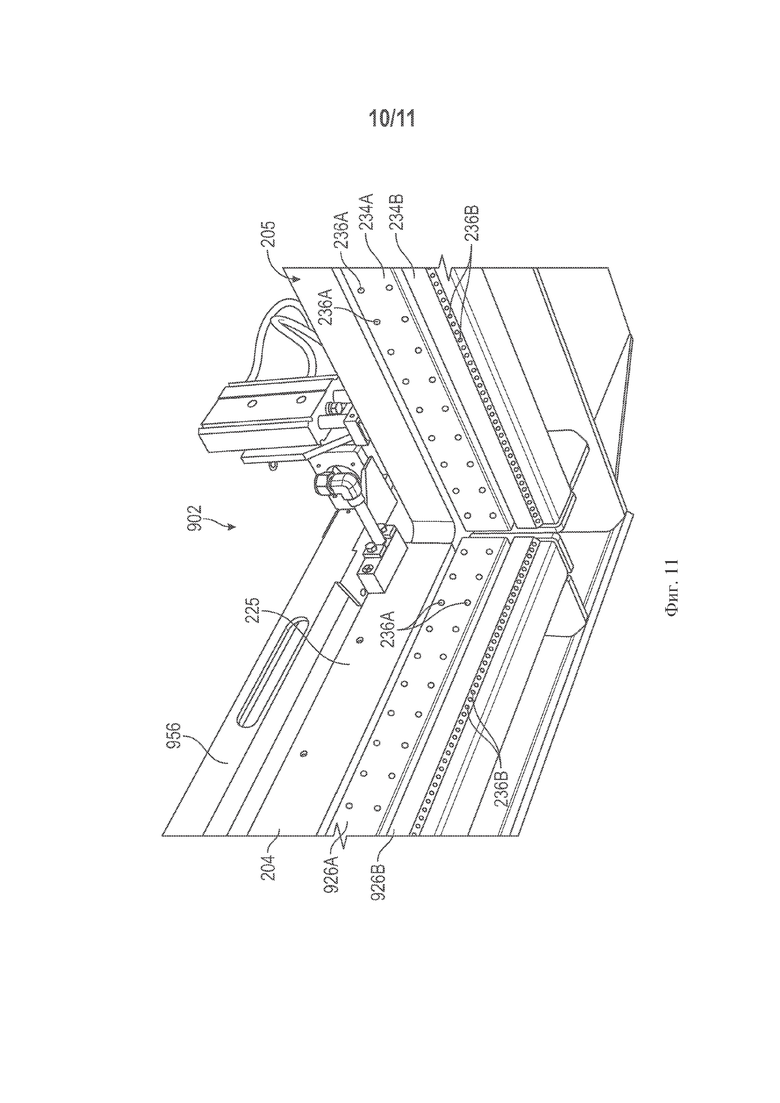
[25] На фиг. 11 представлен вид в перспективе части системы литейной формы, показанной на фиг. 9.
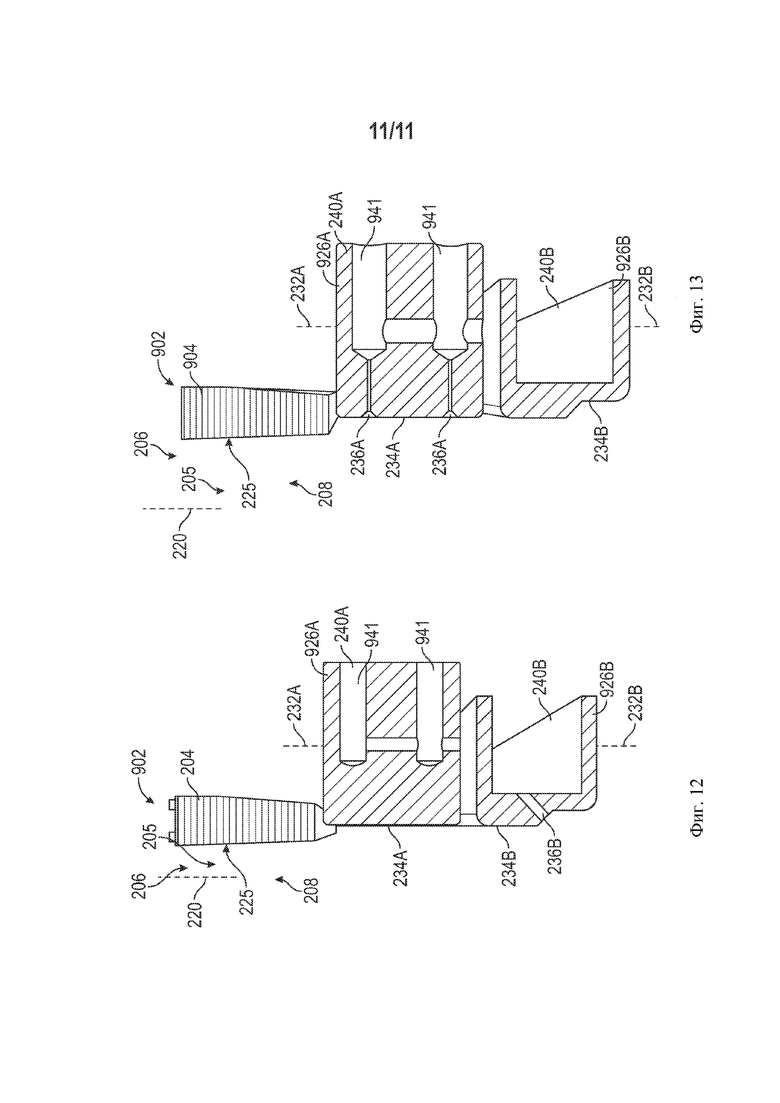
[26] На фиг. 12 представлен вид в разрезе части системы литейной формы, показанной на фиг. 9.
[27] На фиг. 13 представлен еще один вид в разрезе части системы литейной формы, показанной на фиг. 9.
ПОДРОБНОЕ ОПИСАНИЕ
[28] Объект вариантов осуществления настоящего изобретения описан в данном документе со спецификой для удовлетворения требований законодательства, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект может быть реализован другими способами, может включать другие элементы или этапы и может применяться в сочетании с другими существующими или будущими технологиями. Это описание не следует интерпретировать как подразумевающее какой-либо конкретный порядок или расположение между различными этапами или элементами, за исключением случаев, когда явно описан порядок отдельных этапов или расположение элементов. Ссылки на направления, такие как «вверх», «вниз», «верхний», «нижний», «левый», «правый», «вертикальный», «горизонтальный», «боковой», «продольный», «передний» и «задний», среди прочих, предназначены для обозначения ориентации, как показано и описано на фигуре (или фигурах), на которую ссылаются компоненты и направления.
[29] В настоящем документе описаны системы литейной формы для систем литья в кристаллизатор. Хотя описанные в настоящем документе системы литейной формы могут быть применены с любым металлом, они могут быть особенно полезны для алюминия. Описанные в настоящем документе системы литейной формы содержат литейную форму и по меньшей мере один блок для охладителя.
[30] Литейная форма образует литейную полость, имеющую ось литья, вдоль которой металл перемещается при литье с получением затвердевшего изделия. В некоторых случаях литейная форма может иметь внутреннее охлаждение. В различных примерах литейная форма выполнена с возможностью регулировки в одном или более направлениях, которые не параллельны оси литья (далее «направления регулировки»). В некоторых примерах одно или более направлений регулировки по существу перпендикулярны оси литья, так что размер литейной формы (и, соответственно, размер отлитого изделия) можно регулировать по желанию. В одном неограничивающем примере в системе вертикального литья литейная форма выполнена с возможностью регулировки в горизонтальном направлении.
[31] По меньшей мере один блок для охладителя расположен ниже по потоку от литейной формы и содержит множество сопел. Во время процесса литья по меньшей мере один блок для охладителя подает охладитель, включая, помимо прочего, воду, через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму. В некоторых вариантах осуществления по меньшей мере одно из множества сопел расположено под непрямым или иным образом ненулевым (или непараллельным) углом относительно оси блока для охладителя, хотя в других примерах это не обязательно. В различных примерах ось по меньшей мере одного из множества сопел может быть регулируемой относительно оси блока для охладителя. В контексте настоящего документа «ненулевой» угол - это угол, который не является параллельным по отношению к определенной оси.
[32] В различных вариантах осуществления по меньшей мере один блок для охладителя выполнен с возможностью перемещения относительно оси литья. В различных вариантах осуществления по меньшей мере один блок для охладителя выполнен с возможностью регулировки линейным образом. Дополнительно или альтернативно по меньшей мере один блок для охладителя выполнен с возможностью поворота или вращения вокруг оси поворота, которая не параллельна оси литья. В некоторых случаях ось поворота может быть по существу перпендикулярна оси литья, хотя в других примерах это не обязательно. В других примерах по меньшей мере один блок для охладителя может быть выполнен с возможностью перемещения относительно оси литья посредством дополнительных или альтернативных движений по желанию. В некоторых вариантах осуществления по меньшей мере один блок для охладителя выполнен с возможностью регулировки относительно оси литья таким образом, что ось по меньшей мере одного из множества сопел может быть отрегулирована. В некоторых вариантах осуществления по меньшей мере один блок для охладителя выполнен с возможностью перемещения между начальным положением, переходным положением и рабочим положением. В некоторых случаях в начальном положении по меньшей мере одно сопло из множества сопел находится на первом расстоянии от оси литья; в переходном положении по меньшей мере одно сопло из множества сопел находится на втором расстоянии от оси литья, которое меньше первого расстояния; и в рабочем положении по меньшей мере одно сопло из множества сопел находится на третьем расстоянии от оси литья, которое меньше второго расстояния.
[33] В некоторых дополнительных вариантах осуществления в системе литейной формы может применяться более одного блока для охладителя, например, два блока для охладителя. Блоки для охладителя могут быть расположены в различных положениях относительно друг друга и относительно литейной формы вдоль оси литья по желанию (например, блок для охладителя может находиться ниже по потоку от литейной формы и выше по потоку от другого блока для охладителя, может находиться ниже по течению от литейной формы и другого блока для охладителя и т.д.). В некоторых вариантах осуществления с более чем одним блоком для охладителя, по меньшей мере одна характеристика одного блока для охладителя необязательно может отличаться от характеристики другого блока для охладителя. По меньшей мере одна характеристика может включать, помимо прочего, количество сопел, схему или расположение сопел, давление, при котором сопла подают охладитель, угол наклона одного или более сопел относительно оси блока для охладителя и/или оси литья, перемещение относительно оси литья, профиль поверхности, обращенный к оси литья, их комбинации или другие различные характеристики по желанию. В качестве одного неограничивающего примера, один блок для охладителя выполнен с возможностью регулировки в направлении регулировки, в то время как другой блок для охладителя является неподвижным (нерегулируемым) в направлении регулировки. В качестве другого неограничивающего примера один блок для охладителя может иметь множество сопел, где каждое сопло расположено по существу перпендикулярно оси литья, а другой блок для охладителя может иметь множество сопел, при этом каждое сопло расположено под непрямым (или иным образом ненулевым или непараллельным) углом относительно оси литья. В качестве еще одного неограничивающего примера один блок для охладителя может иметь по существу плоский профиль поверхности, обращенный коси литья, в то время как другой блок для охладителя может иметь неплоский профиль поверхности, обращенный к оси литья. В качестве еще одного неограничивающего примера один блок для охладителя может подавать охладитель под первым давлением, а другой блок для охладителя может подавать охладитель под вторым давлением, которое меньше первого давления. В одном неограничивающем примере один блок для охладителя может подавать охладитель с газом и/или сверхкритической жидкостью, а другой блок для охладителя может подавать только охладитель. Различные другие характеристики могут варьироваться между двумя или более блоками для охладителя по желанию. В других вариантах осуществления характеристики не обязательно должны варьироваться между двумя или более блоками для охладителя.
[34] Система литейной формы, описанная в настоящем документе, может обеспечить улучшенное охлаждение по сравнению с существующими системами литейной формы, при этом улучшенное охлаждение может позволить системе литья в целом обеспечивать литье с более высокой скоростью по сравнению с существующими системами литья без вытекания и/или других дефектов в слитке. Улучшенная скорость может позволить отливать больше металла за заданный период времени по сравнению с существующими системами литья и/или сократить общее время обработки заданного количества металла по сравнению с существующими системами литья. В некоторых примерах система литейной формы может дополнительно обеспечивать более высокую скорость литья за счет двух или более слоев струй охладителя, что может обеспечить ядерное охлаждение, обеспечивая лучшую охлаждающую способность без разрушения пленочного охлаждения. В некоторых неограничивающих примерах система литейной формы может обеспечивать скорость литья по меньшей мере 60 мм/мин, например, по меньшей мере 70 мм/мин, например, по меньшей мере 75 мм/мин, например, по меньшей мере 80 мм/мин, например, по меньшей мере 85 мм/мин.
[35] Система литейной формы, описанная в настоящем документе, может также обеспечивать получение слитков с улучшенными свойствами. В качестве одного неограничивающего примера система литейной формы, описанная в настоящем документе, может обеспечить слиток с улучшенной формой, поскольку система литейной формы может регулировать форму слитка во время процесса литья по желанию, что может уменьшить количество металла, который в противном случае пришлось бы отбраковывать в существующих системах литья. В различных примерах система литейной формы может также позволить отливать несколько сплавов на одной и той же системе литейной формы, поскольку геометрическая форма литейной формы может быть отрегулирована по желанию для каждого сплава. В некоторых примерах система литейной формы может также позволить отливать слитки различной толщины на одной и той же литейной форме, так как геометрическая форма литейной формы может быть отрегулирована по желанию. В некоторых вариантах осуществления система литейной формы, описанная в настоящем документе, может обеспечить получение слитка с уменьшенной зоной раковины или без обнаруживаемой зоны раковины.
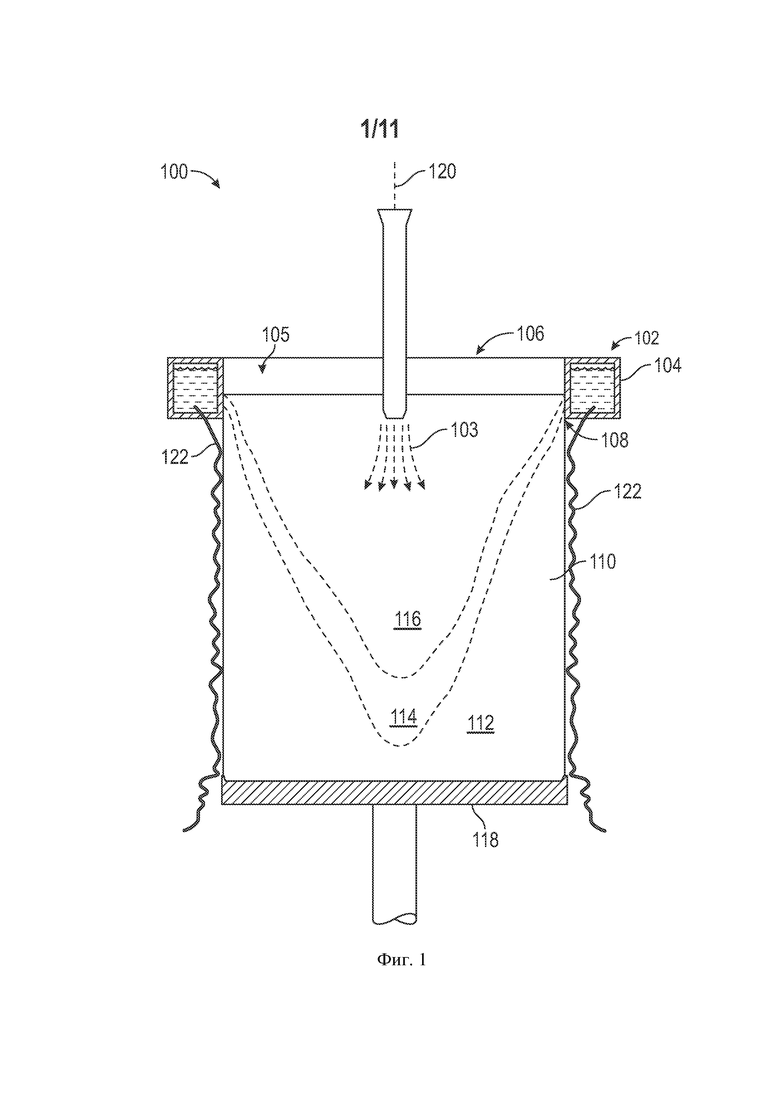
[36] На фиг. 1 показан пример системы 100 литья в кристаллизатор (DC) в соответствии с различными вариантами осуществления. Система 100 литья в кристаллизатор в целом содержит систему 102 литейной формы, имеющую литейную форму 104 с открытыми концами. Расплавленный металл 103 может вводиться в полость 105 литейной формы 104 через впускное отверстие 106 литейной формы и выходить в виде слитка 110 из выпускного отверстия 108 литейной формы. Отливаемый слиток 110 может содержать металл на различных стадиях затвердевания, включая затвердевший металл 112, переходный металл 114 и расплавленный металл 116. В частности, в верхней части слитка 110 может находиться расплавленный металл 116, который образует сужающуюся внутрь впадину в области затвердевшего металла 112 слитка 110. По мере увеличения расстояния от выпускного отверстия 108 литейной формы (посредством подвижного нижнего блока 118) сердцевина слитка охлаждается, и область затвердевшего металла 112 слитка продолжает утолщаться, пока на определенном расстоянии ниже выпускного отверстия 108 литейной формы не образуется полностью цельнолитой слиток 110.
[37] Литейная форма 104, которая может быть внутренне охлаждена с помощью охладителя, так что литейная форма имеет охлаждаемые литейные поверхности, обеспечивает начальное первичное охлаждение расплавленного металла и по периферии ограничивает и охлаждает расплавленный металл для начала формирования области затвердевшего металла 112 слитка 110. Остывающий металл движется наружу и в сторону от литейной формы 104 через выпускное отверстие 108 литейной формы вдоль оси 120 литья. Струи 122 охладителя направляются из литейной формы 104 на наружную поверхность слитка 110 по мере его выхода из литейной формы 104 для обеспечения вторичного охлаждения, которое увеличивает толщину области затвердевшего металла 112 и улучшает процесс охлаждения. Охладитель может представлять собой жидкость, включая, помимо прочего, воду.
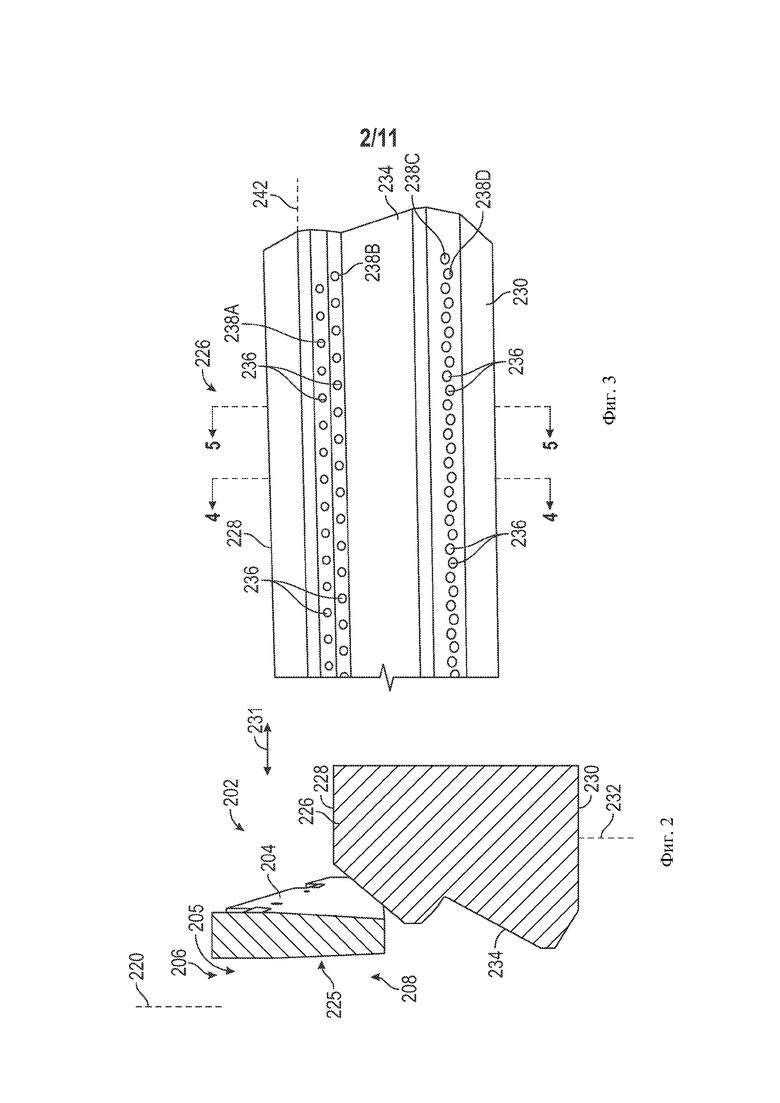
[38] На фиг. 2-5 показан пример системы 202 литейной формы в соответствии с различными вариантами осуществления. В различных аспектах система 202 литейной формы может применяться в системе литья в кристаллизатор, такой как система 100 литья в кристаллизатор, вместо системы 102 литейной формы. Система 202 литейной формы обычно содержит литейную форму 204 и по меньшей мере один блок 226 для охладителя.
[39] Подобно литейной форме 104, литейная форма 204 содержит впускное отверстие 206 литейной формы и выпускное отверстие 208 литейной формы и образует ось 220 литья, вдоль которой металл может перемещаться в процессе литья. Хотя на фиг. 2-5 показана только часть системы 202 литейной формы, подобно литейной форме 104, литейная форма 204 образует полость 205 литейной формы, которая первоначально принимает расплавленный металл во время литья, и таким образом, что литейные поверхности 225 литейной формы 204 могут обеспечивать первичное охлаждение периферии слитка. В некоторых примерах литейная форма 204 представляет собой непрерывную структуру, хотя в других примерах литейная форма 204 может содержать одну или более подсекций литейной формы. Литейная форма 204 может быть изготовлена из различных подходящих материалов, включая, помимо прочего, алюминий и/или медь. В некоторых вариантах осуществления по меньшей мере часть литейной формы 204 может быть полой или образовывать внутреннюю камеру, так что литейная форма 204 может быть внутренне охлаждена с помощью охладителя и обеспечивать охлаждение литейных поверхностей 225 литейной формы 204. Охладитель может представлять собой различные подходящие охладители для процесса литья, включая, помимо прочего, воду. В некоторых дополнительных случаях охладитель, применяемый для охлаждения литейной формы 204, возвращают обратно в литейную форму 204 без применения для вторичного охлаждения. В таких примерах, поскольку охладитель литейной формы 204 не применяется для вторичного охлаждения, литейная форма 204 может иметь уменьшенную потребность в охладителе по сравнению с существующими системами, а литейная форма 204 может быть тоньше и/или иметь любую желаемую форму.
[40] В различных примерах литейная форма 204 выполнена с возможностью регулировки в одном или более направлениях 231 регулировки. На фиг. 2 показан пример одного направления 231 регулировки, которое по существу перпендикулярно оси 220 литья, так что литейная форма 204 выполнена с возможностью перемещения в плоскости по направлению к оси 220 литья или от нее. В различных примерах литейная форма 204 выполнена с возможностью регулировки таким образом, что размер полости 205 литейной формы (и, соответственно, размер слитка) может быть отрегулирован по желанию. Хотя на фиг. 2 показано одно направление регулировки, количество и/или ориентацию направлений регулировки относительно оси 220 литья (или относительно друг друга, когда имеется более одного направления 231 регулировки) не следует считать ограничивающими. В примерах, где литейная форма 204 содержит множество сегментов литейной формы, сегмент литейной формы может регулироваться независимо от или совместно с по меньшей мере одним другим сегментом литейной формы. Как более подробно описано ниже со ссылкой на фиг. 7 и 8, в различных примерах литейная форма 204 выполнена с возможностью регулировки между начальной конфигурацией (фиг. 7) и конфигурацией установившегося режима (фиг .8) таким образом, что геометрическая форма полости 205 литейной формы в начальной конфигурации отличается от геометрической формы полости 205 литейной формы в конфигурации установившегося режима. Литейная форма 204 может быть выполнена с возможностью регулировки с помощью различных подходящих приводных механизмов или устройств, включая, помимо прочего, электродвигатели, электромагниты, гидравлические приводы, пневматические приводы, их комбинации или другие подходящие приводы по желанию.
[41] В варианте осуществления на фиг. 2-5 система 202 литейной формы содержит один блок 226 для охладителя. Однако количество блоков 226 для охладителя не должно считаться ограничивающим. В качестве одного неограничивающего примера, который более подробно рассматривается ниже, на фиг. 9-13 показан вариант осуществления системы 304 литейной формы с двумя блоками для охладителя. Более того, как более подробно описано ниже, в примерах с более чем одним блоком 226 для охладителя, каждый блок для охладителя может быть по существу таким же, как другой блок для охладителя, или по меньшей мере один блок для охладителя может иметь по крайней мере одну характеристику, которая отличается от другого блока для охладителя.
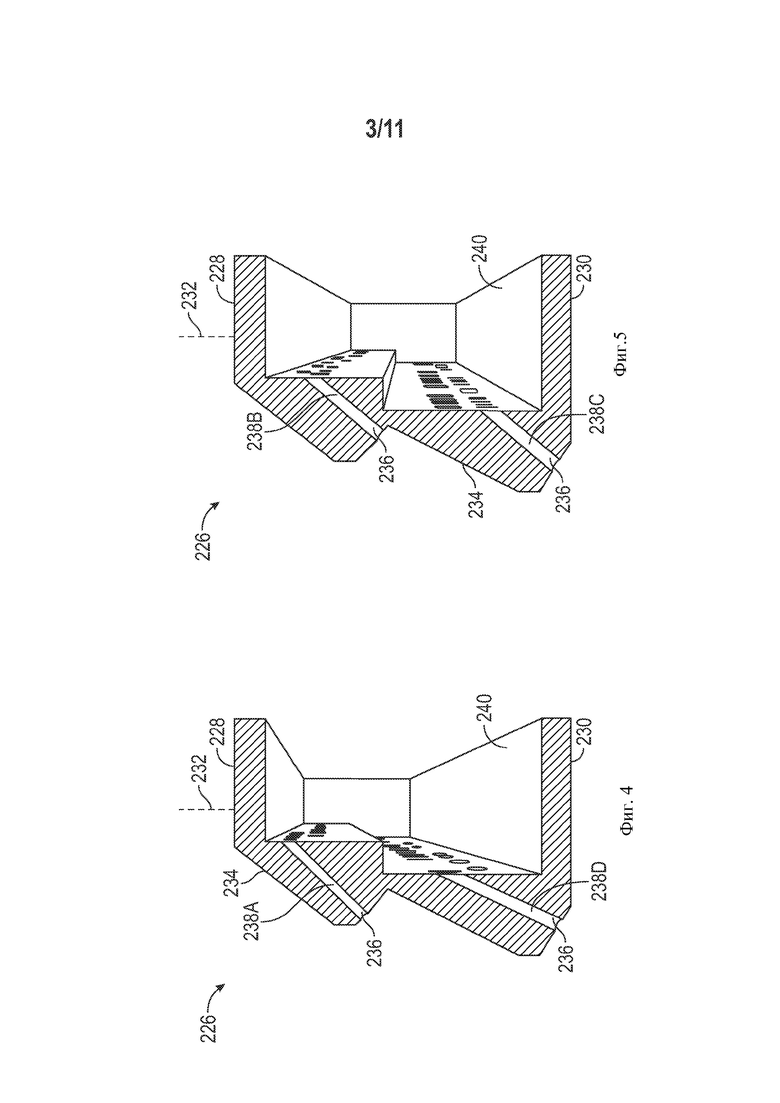
[42] Блок 226 для охладителя находится по меньшей мере частично ниже по потоку от выпускного отверстия 208 литейной формы и выполнен с возможностью подачи охладителя посредством множества сопел 236 на периферию металлического изделия после прохождения металлического изделия через литейную форму 204. В некоторых примерах блок 226 для охладителя расположен относительно литейной формы 204 таким образом, что по меньшей мере одно из сопел 236 находится ниже по потоку от литейной формы 204. Блок 226 для охладителя может быть изготовлен из различных подходящих материалов по желанию и может представлять собой непрерывную конструкцию или может содержать одну или более подсекций блока. Блок 226 для охладителя обычно содержит верхний конец 228 и нижний конец 230, противоположный верхнему концу 228, и ось 232 блока проходит от верхнего конца 228 до нижнего конца 230. На лицевой поверхности 234 блока 226 для охладителя расположено множество сопел 236, которые предназначены для подачи охладителя на периферию слитка во время литья. Как лучше всего показано на фиг. 4 и 5, блок 226 для охладителя содержит камеру 240 для охладителя, которая находится в сообщении по текучей среде с каждым из сопел 236 и выполнена с возможностью хранения запаса охладителя. Охладитель в блоке 226 для охладителя может быть таким же или отличаться от охладителя, применяемого для охлаждения литейной формы 204. В варианте осуществления на фиг. 2-5 лицевая поверхность 234 имеет двойной ступенчатый профиль, однако лицевая поверхность 234 может иметь различные формы или профили по желанию. В качестве неограничивающих примеров на фиг. 6А-С показан другой пример лицевой поверхности с двойным ступенчатым профилем, а на фиг. 9-13 показаны блоки для охладителя, лицевая где поверхность может быть плоской или с одной ступенью.
[43] Расположение сопел 236, показанное на фиг. 2-5, не следует считать ограничивающим, при этом сопла 236 могут быть предусмотрены в различных вариантах расположениях или схемах по желанию. В качестве одного из неограничивающих примеров на фиг. 9-13 показаны другие варианты расположения сопел на блоке для охладителя. В некоторых вариантах осуществления все сопла 236 могут быть по существу одинаковыми (например, иметь по существу одинаковую ориентацию относительно оси 232 блока, выполнены с возможностью подачи охладителя при по существу одинаковом давлении и т.д.). В других примерах, как лучше всего показано на фиг. 4 и 5, множество сопел 236 может включать одно или более подмножеств 238 сопел 236, которые отличаются друг от друга по меньшей мере одной характеристикой. В примере фиг. 2-5 блок 226 для охладителя содержит четыре подмножества 238A-D сопел 236, причем сопла каждого подмножества 238A-D отличаются от сопел других подмножеств 238 расположением на лицевой поверхности 234 относительно оси 232 блока и углом, под которым они проходят относительно оси 232 блока. В этом примере сопла 236 первого подмножества 238А расположены в первом месте на лицевой поверхности 234 относительно оси 232 блока и проходят под первым непрямым (или другим ненулевым) углом относительно оси 232 блока, сопла 236 второго подмножества 238В расположены во втором месте на лицевой поверхности 234 относительно оси 232 блока и проходят под вторым непрямым (или другим ненулевым) углом относительно оси 232 блока, сопла 236 третьего подмножества 238С расположены в третьем месте на лицевой поверхности 234 относительно оси 232 блока и проходят под третьим непрямым (или другим ненулевым) углом относительно оси 232 блока, а сопла 236 четвертого подмножества 238D расположены в четвертом месте на лицевой поверхности 234 относительно оси 232 блока и проходят под четвертым непрямым (или другим ненулевым) углом относительно оси 232 блока.
[44] В различных вариантах осуществления блок 226 для охладителя выполнен с возможностью перемещения относительно оси 220 литья, так что угол наклона и/или положение сопел 236 относительно оси 220 литья можно регулировать по желанию. Когда блок 226 для охладителя содержит одну или более секций блока, одна секция блока может быть подвижной независимо от другой секции блока или вместе с ней. Блок 226 для охладителя может регулироваться с помощью тех же механизмов привода или других механизмов, которые применяются для управления литейной формой 204. В некоторых вариантах осуществления для управления блоком для охладителя может быть предусмотрен контроллер или контроллеры. Контроллер или контроллеры могут представлять собой различные подходящие вычислительные устройства с процессором и/или запоминающим устройством. В таких вариантах осуществления контроллер или контроллеры могут быть функционально соединены с механизмами привода или иным образом по желанию, чтобы управлять блоком для охладителя по желанию. В некоторых вариантах осуществления контроллер или контроллеры могут быть функционально соединены с одним или более датчиками, и контроллер может управлять блоком для охладителя на основе информации, обнаруженной датчиком(-ами). Дополнительно или альтернативно контроллер может применяться для управления другими аспектами системы литейной формы. В качестве некоторых неограничивающих примеров контроллер может управлять нижним блоком системы, углом наклона блока для охладителя, положением блока для охладителя, геометрической формой литейной формы, расходом воды и/или иным параметром по желанию. В некоторых вариантах осуществления изобретения блок 226 для охладителя выполнен с возможностью регулировки в том же направлении(-ях) 231, что и литейная форма 204, хотя в других примерах это не обязательно. Дополнительно или альтернативно к линейному перемещению блок 226 для охладителя может иметь различные другие схемы перемещения по желанию. В варианте осуществления, показанном на фиг. 2-5 блок 226 для охладителя выполнен с возможностью поворота вокруг оси 242 поворота (фиг. 3) таким образом, что положение и угол наклона сопел 236 относительно оси 220 литья можно регулировать по желанию. Как более подробно описано ниже со ссылками на фиг.6А-С, в некоторых случаях блок 226 для охладителя выполнен с возможностью перемещения между начальным положением (фиг.6А), переходным положением (фиг.6В) и рабочим положением (фиг.6С). В некоторых вариантах осуществления блок 226 для охладителя выполнен с возможностью регулировки в боковом направлении, с возможностью поворота, с возможностью регулировки в боковом направлении и с возможностью поворота, и/или с возможностью перемещения иным образом по желанию.
[45] Во время процесса литья с использованием системы 202 литейной формы расплавленный металл вводится в полость 205 литейной формы через впускное отверстие 206 литейной формы. Литейная поверхность 225 литейной формы 204 обеспечивает первичное охлаждение расплавленного металла, и металл выходит из выпускного отверстия 208 литейной формы в виде застывающего слитка. Блок 226 для охладителя обеспечивает вторичное охлаждение, направляя охладитель из камеры 240 для охладителя в сопла 236 таким образом, что сопла 236 подают охладитель по периферии слитка. В различных вариантах осуществления, как более подробно описано ниже в связи с фиг.6А-С, а также фиг. 7 и 8, литейная форма 204 и блок 226 для охладителя могут управляться (например, с помощью контроллера) для уменьшения скручивания донника слитка (или иным образом для получения слитка желаемой формы). Блок 226 для охладителя также может управляться для обеспечения желаемой теплопередачи на различных стадиях процесса литья, при этом минимизируя отскок охладителя и способствуя тому, чтобы охладитель стекал по поверхности слитка.
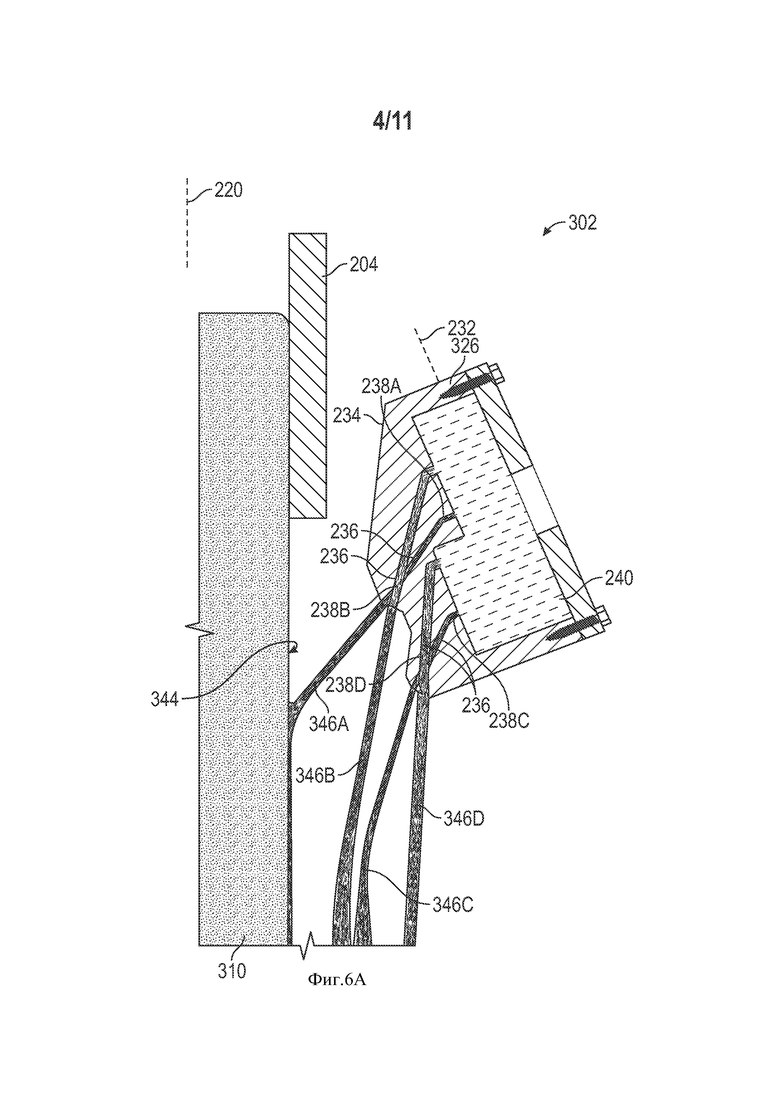
[46] На фиг. 6А-С показан пример системы 302 литейной формы в соответствии с различными вариантами осуществления во время процесса литья. Система 302 литейной формы по существу аналогична системе 202 литейной формы, за исключением того, что профиль лицевой поверхности 234 блока 326 для охладителя изменен по сравнению с тем, что показано на фиг. 2-5. Кроме того, в системе 302 литейной формы относительное расположение блока 326 для охладителя относительно литейной формы 204 отрегулировано таким образом, что литейная форма 204 перекрывает больше блока 326 для охладителя по сравнению с системой 202 литейной формы. Как показано на этих фигурах, блок 326 для охладителя выполнен с возможностью поворота относительно оси 220 литья, так что положение и угол наклона сопел 236 относительно оси 220 литья могут быть отрегулированы по желанию во время литья. В этом примере блок 326 для охладителя доставляет охладитель таким образом, что можно начать процесс литья с уменьшенным потоком охладителя, и блок для охладителя может увеличивать количество охладителя контролируемым образом посредством увеличенного потока охладителя и дополнительных сопел 236, направляющих охладитель на слиток. Хотя в следующем описании будет упоминаться одно сопло 236 из каждого подмножества сопел 238A-D, каждое сопло 236 из конкретного подмножества может работать так, как описано.
[47] На фиг. 6А показана система 302 литейной формы в начальном положении. В начальном положении блок 326 для охладителя поворачивается по оси 242 поворота таким образом, что блок 326 для охладителя отклоняется от оси 220 литья, и одна струя 346А охладителя из сопла 236 подмножества 238А направляется в контакт с поверхностью 344 слитка 310. В других вариантах осуществления более одного сопла, но менее всех сопел, могут направлять струи охладителя в контакт с поверхностью 344 в начальном положении. Более того, в других вариантах осуществления сопло 236 из другого подмножества (например, подмножества 238В) может обеспечить единственную струю охладителя в начальном положении. В некоторых вариантах осуществления блок 326 для охладителя, направляющий охладитель в начальном положении, может уменьшить скручивание донника слитка в начале процесса литья. В некоторых случаях уменьшенное давление охладителя и/или объем охладителя могут уменьшить скручивание донника на этой фазе.
[48] На фиг. 6В показана система 302 литейной формы в переходном положении, которое представляет собой любое положение системы 302 литейной формы между начальным положением (фиг. 6А) и рабочим положением (фиг. 6С). В общем, в переходном положении добавляется больше охладителя по мере удлинения слитка 310 и увеличения скорости литья. В переходном положении блок 326 для охладителя постепенно поворачивается на оси поворота (выходящей из страницы на фиг. 6А-С) таким образом, что блок 326 для охладителя поворачивается к оси 220 литья (и уменьшает расстояние между соплами 236 и осью 220 литья). В некоторых вариантах осуществления блок 326 для охладителя может поворачиваться непрерывно или через заданные интервалы по желанию. По мере увеличения угла поворота расстояние между осью 220 литья и каждым соплом 236 постепенно уменьшается. По мере увеличения угла поворота струя 346А контактирует с поверхностью 344 выше на слитке 310 и позволяет другой струе 346В охладителя из сопла 236 подмножества 238 В контактировать с поверхностью 344 слитка 310 и тем самым отводить больше тепла от слитка 310. Блок 326 для охладителя может продолжать поворачиваться таким образом, что струи 346 продолжают подниматься выше по поверхности 344 и дополнительные струи 346C-D (из сопел 236 подмножеств 238C-D, соответственно) контактируют с поверхностью 344 и обеспечивают дополнительный отвод тепла. Порядок или последовательность струй 346, контактирующих со слитком 310, не следует считать ограничивающим, поскольку порядок может зависеть от расположения конкретного сопла 236 на лицевой поверхности 234 блока 326 для охладителя и/или угла наклона конкретного сопла 236 относительно оси 232 блока. В различных примерах, по мере увеличения угла поворота в переходном положении, давление охладителя и/или объем охладителя увеличиваются. В некоторых примерах увеличение давления и/или объема охладителя может включать активацию клапанов или других механизмов управления потоком таким образом, что активируются дополнительные сопла 236. В некоторых аспектах угол поворота блока 326 для охладителя продолжает увеличиваться до тех пор, пока система 302 литейной формы не окажется в рабочем положении.
[49] На фиг. 6С показана система 302 литейной формы в рабочем положении. В рабочем положении струи 346C-D охладителя (из сопел 236 подмножеств 238C-D, соответственно) могут контактировать со слитком 310 под углом, который минимизирует отскок охладителя и заставляет охладитель стекать 345 по поверхности 344 слитка 310. Струи 346А-В охладителя (из сопел 236 подмножеств 238А-В, соответственно) могут проходить в более высоком положении на слитке 310 и под более высоким углом, поскольку отскок охладителя не является проблемой. Более конкретно, избыток охладителя задерживается между литейной формой 204 и блоком 326 для охладителя (например, в области 348), заставляя охладитель спускаться в струи 346C-D, где он включается в поток охладителя, стекающий по слитку 310. Часть охладителя может выходить в виде пара (область 350). В рабочем положении тепло отводится в точке контакта струй 346А-В (т.е. струй, расположенных выше по слитку 310) более эффективно, чем при подаче охладителя под меньшим углом. С дополнительным теплом, отводимым от верхних струй 346А-В, скорость литья может быть увеличена до точки, в которой нижние струи уже не могут отводить достаточно тепла для поддержания качества поверхности. В одном неограничивающем примере скорость литья может составлять до 100 мм в минуту и/или до 120 мм в минуту. В других примерах скорость может быть больше 120 мм в минуту.
[50] На фиг. 7 и 8 изображен другой пример системы 702 литейной формы. На фиг. 7 показана система 702 литейной формы в начальном положении, а на фиг. 8 - система 702 литейной формы в положении устойчивого литья. Подобно системам 202 и 302 литейной формы, система 702 литейной формы содержит литейную форму 704 и блок 726 для охладителя, которые могут быть аналогичны литейной форме 204 и блоку 326 для охладителя соответственно. Как показано на фиг. 7 и 8, литейная форма 704 содержит множество сегментов 752 литейной формы, а блок 726 для охладителя содержит множество сегментов 754 блока. Количество, геометрическая форма или размер сегментов 752 литейной формы и сегментов 754 блока не должны считаться ограничивающими настоящее изобретение. Расстояние между сегментами 752 литейной формы и расстояние между сегментами 754 блока было преувеличено для иллюстрации движения сегментов 752 литейной формы и сегментов 754 блока в плоскости 755, по существу перпендикулярной оси литья (выходящей из страницы на фиг. 7 и 8), и не предполагает какого-либо конкретного расположения. Как показано на фиг. 7 и 8, во время процесса литья литейная форма 704 и/или блок 726 для охладителя могут регулироваться между начальным положением (фиг. 7) и положением устойчивого литья (фиг. 8) таким образом, что геометрическая форма полости 105 литейной формы регулируется по желанию для получения слитка желаемой формы и/или для уменьшения отходов.
[51] На фиг. 9-13 показан другой пример системы 902 литейной формы в соответствии с вариантами осуществления. Как показано на фиг. 9-11, различные опорные конструкции и/или устройства 956 могут применяться для поддержки системы 902 литейной формы в общей системе литья. По сравнению с системой 202 литейной формы, система 902 литейной формы содержит два блока 926А-В для охладителя, оба из которых расположены ниже по потоку от литейной формы 204. В различных вариантах осуществления по меньшей мере одна характеристика блока 926А для охладителя отличается от соответствующей характеристики блока 926 В для охладителя, хотя в других примерах это не обязательно так.
[52] В одном аспекте, как лучше всего показано на фиг. 11-13, форма или профиль лицевой поверхности 234А блока 926А для охладителя отличается от формы или профиля лицевой поверхности 234В блока 926В для охладителя. В различных вариантах осуществления расположение или схема размещения сопел 236А блока 926А для охладителя отличается от расположения или схемы размещения сопел 236В блока 926В для охладителя. В некоторых вариантах осуществления угол наклона каждого сопла 236А относительно оси 232А блока 926А для охладителя отличается от угла наклона каждого сопла 236В относительно оси 232В блока 926В для охладителя. Ось 232 В блока 926 В для охладителя может быть, но не обязательно должна быть выровнена с осью 232А блока 926А для охладителя. В изображенном варианте осуществления каждое сопло 236А по существу перпендикулярно оси 232А блока 926А для охладителя, а каждое сопло 236В расположено под непрямым углом относительно оси 232В блока 926В для охладителя. В некоторых вариантах осуществления камера 240В для охладителя блока 926В для охладителя может отличаться от камеры 240А для охладителя блока 926А для охладителя. В варианте осуществления, показанном на фиг. 9-13, камера 240А для охладителя является единой камерой, а камера 240В для охладителя разделена на подкамеры 941, которые находятся в сообщении друг с другом по текучей среде.
[53] В различных вариантах осуществления сопла 236А выполнены с возможностью подачи охладителя под первым давлением, а сопла 236В выполнены с возможностью подачи охладителя под вторым давлением, которое отличается от первого давления. В некоторых неограничивающих примерах первое давление и второе давление могут составлять от приблизительно 250 фунтов/кв. дюйм до приблизительно 750 фунтов/кв. дюйм, хотя в других вариантах осуществления они могут выходить за пределы этого диапазона. В изображенном примере первое давление больше второго давления, так что блок 926А для охладителя является блоком для охладителя высокого давления, а блок 926В для охладителя является блоком для охладителя низкого давления. В различных вариантах осуществления один из блоков для охладителя (например, блок 926А для охладителя) необязательно находится в связи по текучей среде с газом и/или сверхкритической жидкостью, включая, помимо прочего, азот или сжатый воздух, и выполнен с возможностью подачи охладителя с газом и/или сверхкритической жидкостью. В различных вариантах осуществления один из блоков для охладителя неподвижен относительно оси 220 литья, а другой блок для охладителя выполнен с возможностью перемещения относительно оси 220 литья. В изображенном варианте осуществления блок 926А для охладителя высокого давления неподвижен относительно оси 220 литья, а блок 926В для охладителя низкого давления выполнен с возможностью перемещения относительно оси 220 литья (например, с возможностью поворота, в плоскости, перпендикулярной оси 220 литья, и т.д.). В других вариантах осуществления блок 926А для охладителя высокого давления выполнен с возможностью перемещения и/или блок 926В для охладителя низкого давления может быть неподвижным. Кроме того, расположение блока 926А для охладителя высокого давления и блока 926В для охладителя низкого давления относительно литейной формы 204 не должно считаться ограничивающим.
[54] В некоторых вариантах осуществления множество блоков 926А-В для охладителя могут помочь выровнять положения сопел надлежащим образом относительно оси 220 литья и относительно перемещения литейной формы 204 относительно оси 220 литья. В некоторых вариантах осуществления множество блоков 926А-В для охладителя может помочь поддерживать расстояние между соплами 236А высокого давления блока 926А для охладителя со слитком. Блок 926В для охладителя с соплами 236В низкого давления может минимизировать или уменьшить отскок охладителя от слитка, а перемещение блока 926В для охладителя низкого давления относительно слитка (линейно, вращательно и т.д.) может позволить изменять положения и/или углы наклона сопел относительно слитка, тем самым обеспечивая желаемую теплопередачу на различных стадиях литья.
[55] Ниже приводится множество иллюстративных вариантов осуществления, включая по меньшей мере некоторые, явно обозначенные как «Иллюстративный пример», которые содержат дополнительное описание множества иллюстративных осуществления в соответствии с концепциями, описанными в настоящем документе. Эти иллюстративные примеры не являются взаимоисключающими, исчерпывающими или ограничивающими; и настоящее изобретение не ограничивается этими иллюстративными примерами, а скорее охватывает все возможные модификации и вариации в пределах объема прилагаемой формулы изобретения и ее эквивалентов.
[56] Иллюстративный пример 1. Система литейной формы для литья в кристаллизатор, содержащая: литейную форму, образующую литейную полость, имеющую ось литья; и блок для охладителя, содержащий множество сопел, причем блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму, и причем блок для охладителя выполнен с возможностью перемещения относительно оси литья.
[57] Иллюстративный пример 2. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем блок для охладителя имеет ось блока для охладителя, причем множество сопел включает первый набор сопел и второй набор сопел, причем каждое сопло из первого набора сопел проходит под первым ненулевым углом относительно оси блока для охладителя, и причем каждое сопло из второго набора сопел проходит под вторым ненулевым углом относительно оси блока для охладителя, который отличается от первого ненулевого угла.
[58] Иллюстративный пример 3. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем блок для охладителя выполнен с возможностью перемещения между начальным положением, переходным положением и рабочим положением, причем: в начальном положении по меньшей мере одно сопло из множества сопел находится на первом расстоянии от оси литья; в переходном положении по меньшей мере одно сопло из множества сопел находится на втором расстоянии от оси литья, которое меньше первого расстояния; и в рабочем положении по меньшей мере одно сопло из множества сопел находится на третьем расстоянии от оси литья, которое меньше второго расстояния.
[59] Иллюстративный пример 4. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем литейная форма и блок для охладителя выполнены с возможностью перемещения относительно оси литья в направлении, по существу перпендикулярном оси литья.
[60] Иллюстративный пример 5. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем блок для охладителя представляет собой первый блок для охладителя, а множество сопел представляет собой первое множество сопел, причем система литейной формы для литья в кристаллизатор дополнительно содержит второй блок для охладителя, содержащий второе множество сопел, и причем второй блок для охладителя находится между литейной формой и первым блоком для охладителя вдоль оси литья.
[61] Иллюстративный пример 6. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем второй блок для охладителя неподвижен в направлении, по существу перпендикулярном оси литья.
[62] Иллюстративный пример 7. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем первый блок для охладителя выполнен с возможностью подачи охладителя под первым давлением, причем второй блок для охладителя выполнен с возможностью подачи охладителя под вторым давлением, и причем второе давление больше первого давления.
[63] Иллюстративный пример 8. Система литейной формы для литья в кристаллизатор, содержащая: литейную форму, образующую литейную полость, имеющую ось литья; и блок для охладителя, содержащий множество сопел, причем блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму, и причем угол наклона по меньшей мере одного сопла из множества сопел является регулируемым относительно оси литья.
[64] Иллюстративный пример 9. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем литейная форма имеет внутреннее охлаждение.
[65] Иллюстративный пример 10. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем блок для охладителя имеет ось блока для охладителя, причем множество сопел включает первый набор сопел и второй набор сопел, причем каждое сопло из первого набора сопел проходит под первым ненулевым углом относительно оси блока для охладителя, и где каждое сопло из второго набора сопел проходит под вторым ненулевым углом относительно оси блока для охладителя, который отличается от первого ненулевого угла.
[66] Иллюстративный пример 11. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем блок для охладителя выполнен с возможностью поворота вокруг оси поворота, которая по существу перпендикулярна оси литья, так что угол наклона по меньшей мере одного сопла является регулируемым относительно оси литья.
[67] Иллюстративный пример 12. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем литейная форма и блок для охладителя выполнены с возможностью перемещения относительно оси литья в направлении, по существу перпендикулярном оси литья, так что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым.
[68] Иллюстративный пример 13. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем литейная форма содержит множество секций литейной формы, которые выполнены с возможностью перемещения относительно друг друга, и причем блок для охладителя содержит множество секций блока для охладителя, которые выполнены с возможностью перемещения относительно друг друга.
[69] Иллюстративный пример 14. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем блок для охладителя представляет собой первый блок для охладителя, а множество сопел представляет собой первое множество сопел, причем система литейной формы для литья в кристаллизатор дополнительно содержит второй блок для охладителя, содержащий второе множество сопел, причем второй блок для охладителя выполнен с возможностью направления охладителя через второе множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму.
[70] Иллюстративный пример 15. Система литейной формы для литья в кристаллизатор, содержащая: литейную форму, образующую литейную полость, имеющую ось литья; первый блок для охладителя, расположенный ниже по потоку от литейной формы, причем первый блок для охладителя содержит множество первых сопел, причем первый блок для охладителя выполнен с возможностью подачи охладителя через множество первых сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму; и второй блок для охладителя, расположенный ниже по потоку от литейной формы, причем второй блок для охладителя содержит множество вторых сопел, причем второй блок для охладителя выполнен с возможностью подачи охладителя через множество вторых сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму, причем первый блок для охладителя является неподвижным в направлении, по существу перпендикулярном оси литья, и причем второй блок для охладителя выполнен с возможностью регулировки в направлении, по существу перпендикулярном оси литья.
[71] Иллюстративный пример 16. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем литейная форма выполнена с возможностью регулировки в направлении, по существу перпендикулярном оси литья, так что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым.
[72] Иллюстративный пример 17. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем первый блок для охладителя выполнен с возможностью подачи охладителя под первым давлением, причем второй блок для охладителя выполнен с возможностью подачи охладителя под вторым давлением, которое меньше первого давления, и причем первый блок для охладителя находится между литейной формой и вторым блоком для охладителя.
[73] Иллюстративный пример 18. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем литейная форма имеет внутреннее охлаждение.
[74] Иллюстративный пример 19. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем множество вторых сопел включает первый набор вторых сопел и второй набор вторых сопел, причем угол наклона каждого из первого набора вторых сопел относительно оси литья отличается от угла наклона каждого из второго набора вторых сопел относительно оси литья.
[75] Иллюстративный пример 20. Система литейной формы для литья в кристаллизатор согласно любому предыдущему или последующему иллюстративному примеру или комбинации иллюстративных примеров, причем второй блок для охладителя выполнен с возможностью перемещения между начальным положением, переходным положением и рабочим положением, причем: в начальном положении по меньшей мере одно сопло из множества вторых сопел находится на первом расстоянии от оси литья; в переходном положении по меньшей мере одно сопло из множества вторых сопел находится на втором расстоянии от оси литья, которое меньше первого расстояния; и в рабочем положении по меньшей мере одно сопло из множества вторых сопел находится на третьем расстоянии от оси литья, которое меньше второго расстояния.
[76] Иллюстративный пример 21. Система литейной формы для литья в кристаллизатор, содержащая: литейную форму, образующую литейную полость, имеющую ось литья, причем литейная форма выполнена с возможностью регулировки в направлении, по существу перпендикулярном оси литья, так что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым; и блок для охладителя, содержащий множество сопел, причем блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму, и причем блок для охладителя выполнен с возможностью перемещения относительно оси литья.
[77] Вышеописанные аспекты являются лишь возможными примерами реализаций, изложенными лишь для ясного понимания принципов настоящего изобретения. В описанные выше варианты осуществления могут быть внесены многие изменения и модификации, не отступая в значительной степени от сущности и принципов настоящего изобретения. Все такие модификации и изменения должны быть включены в объем настоящего изобретения, и все возможные требования к отдельным аспектам или комбинациям элементов или этапов должны быть поддержаны настоящим изобретением. Более того, хотя в настоящем документе, а также в последующей формуле изобретения применяются специальные термины, они применяются только в общем и описательном смысле, а не в целях ограничения описанных вариантов осуществления или последующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГИСТРАЦИЯ СОБЫТИЙ В СИСТЕМЕ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2021 |
|
RU2815517C1 |
| СЕНСОРНАЯ И АВТОМАТИЗИРОВАННАЯ СИСТЕМА ЛИТЕЙНОГО СТОЛА | 2004 |
|
RU2351431C2 |
| ЗАТРАВОЧНАЯ ГОЛОВКА ДЛЯ ФОРМЫ НЕПРЕРЫВНОГО ЛИТЬЯ И СВЯЗАННЫЙ С НЕЙ СПОСОБ | 2022 |
|
RU2836427C2 |
| СИСТЕМА УПРАВЛЕНИЯ ОКСИДОМ ДЛЯ ПРЕСС-ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2015 |
|
RU2687112C2 |
| СИСТЕМА, УСТРОЙСТВО И СПОСОБ ВЫРАВНИВАНИЯ СТАРТОВОГО БЛОКА КРИСТАЛЛИЗАТОРА | 2020 |
|
RU2805735C1 |
| СИСТЕМА УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ СРЕДСТВОМ И ПРОТИРОМ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2012 |
|
RU2559071C2 |
| ДИНАМИЧЕСКОЕ УПРАВЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ФОРМОЙ КРИСТАЛЛИЗАТОРА ДЛЯ ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ | 2018 |
|
RU2736619C1 |
| КОНТРОЛЬ ФОРМИРОВАНИЯ СЛИТКА | 2021 |
|
RU2813254C1 |
| КОНТРОЛЬ УРОВНЯ МЕТАЛЛА ВО ВРЕМЯ ЛИТЬЯ | 2021 |
|
RU2813255C1 |
| МОНИТОРИНГ СРЕДЫ ЛИТЬЯ | 2021 |
|
RU2809019C1 |
Изобретение относится к области литейного производства. Система (302) литейной формы для литья в кристаллизатор содержит литейную форму (204) и блок (326) для охладителя, содержащий множество сопел (236) для подачи охладителя на периферию металлического изделия после прохождения его через литейную форму. Блок для охладителя выполнен с возможностью перемещения относительно оси (220) литья между начальным и рабочим положениями, при этом количество сопел, направляющих охладитель на периферию металлического изделия, в начальном положении меньше, чем количество сопел, направляющих охладитель на периферию металлического изделия, в рабочем положении. Обеспечивается увеличение скорости литья и снижение общего времени обработки металла за счет улучшения охлаждения металлического изделия. 4 н. и 17 з.п. ф-лы, 13 ил., 21 пр.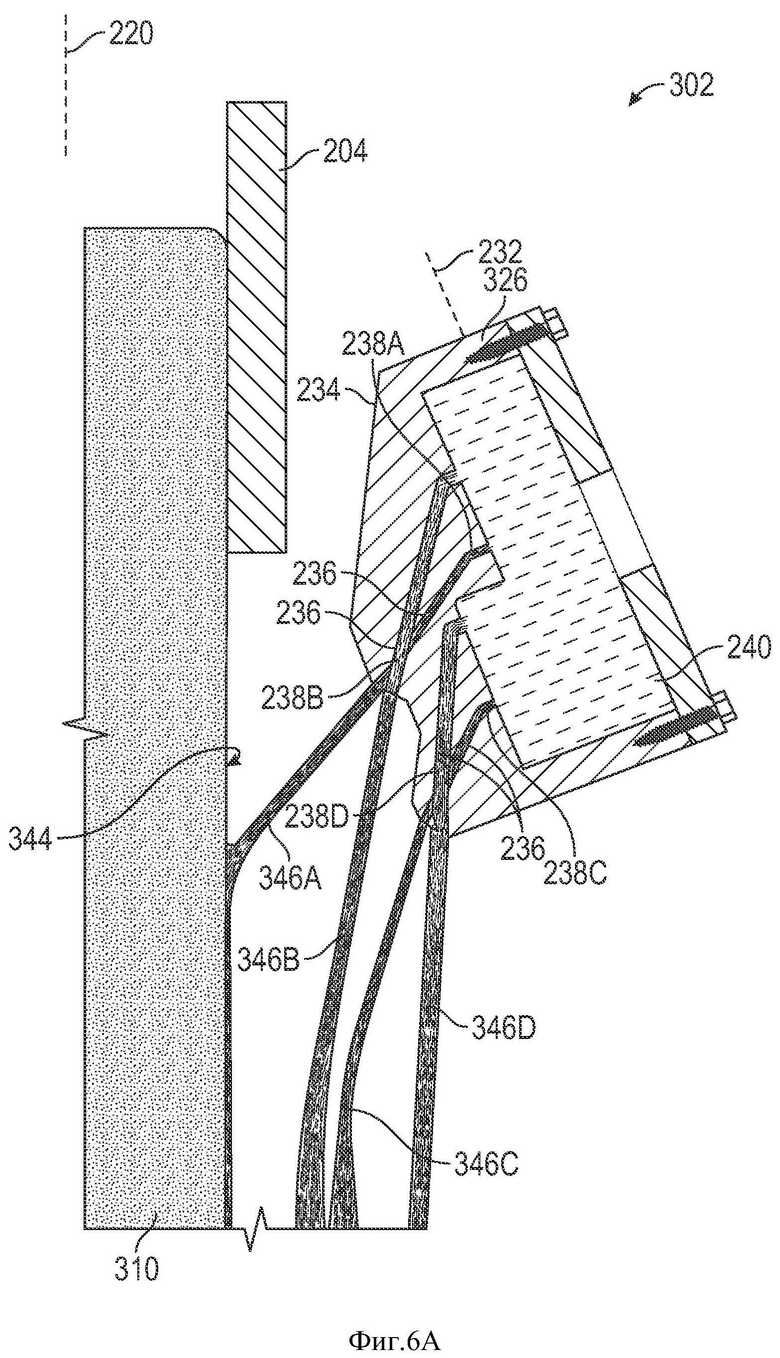
1. Система литейной формы для литья в кристаллизатор, содержащая:
литейную форму, образующую литейную полость, имеющую ось литья,
и блок для охладителя, содержащий множество сопел, причем блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму и причем блок для охладителя выполнен с возможностью перемещения относительно оси литья,
причем блок для охладителя выполнен с возможностью перемещения между, по меньшей мере, начальным положением и рабочим положением,
при этом количество сопел из указанного множества сопел, направляющих охладитель на периферию металлического изделия в начальном положении, меньше, чем количество сопел, направляющих охладитель на периферию металлического изделия в рабочем положении.
2. Система литейной формы для литья в кристаллизатор по п. 1, отличающаяся тем, что блок для охладителя имеет ось блока для охладителя, причем множество сопел включает первый набор сопел и второй набор сопел, причем каждое сопло из первого набора сопел проходит под первым ненулевым углом относительно оси блока для охладителя и причем каждое сопло из второго набора сопел проходит под вторым ненулевым углом относительно оси блока для охладителя, который отличается от первого ненулевого угла.
3. Система литейной формы для литья в кристаллизатор по п. 1, отличающаяся тем, что блок для охладителя выполнен с возможностью перемещения между начальным положением, переходным положением и рабочим положением, причем:
в начальном положении по меньшей мере одно сопло из множества сопел находится на первом расстоянии от оси литья,
в переходном положении по меньшей мере одно сопло из множества сопел находится на втором расстоянии от оси литья, которое меньше первого расстояния,
и в рабочем положении по меньшей мере одно сопло из множества сопел находится на третьем расстоянии от оси литья, которое меньше второго расстояния.
4. Система литейной формы для литья в кристаллизатор по п. 1, отличающаяся тем, что блок для охладителя выполнен с возможностью перемещения относительно оси литья в направлении, по существу перпендикулярном оси литья, при этом литейная форма содержит секции литейной формы, выполненные с возможностью перемещения относительно оси литья в направлении, по существу перпендикулярном оси литья.
5. Система литейной формы для литья в кристаллизатор по п. 4, отличающаяся тем, что блок для охладителя представляет собой первый блок для охладителя, а множество сопел представляет собой первое множество сопел, причем система литейной формы для литья в кристаллизатор дополнительно содержит второй блок для охладителя, содержащий второе множество сопел, и причем первый блок для охладителя находится между литейной формой и вторым блоком для охладителя вдоль оси литья.
6. Система литейной формы для литья в кристаллизатор по п. 5, отличающаяся тем, что первый блок для охладителя неподвижен в направлении, по существу перпендикулярном оси литья.
7. Система литейной формы для литья в кристаллизатор по п. 5, отличающаяся тем, что первый блок для охладителя выполнен с возможностью подачи охладителя под первым давлением, причем второй блок для охладителя выполнен с возможностью подачи охладителя под вторым давлением и причем первое давление больше второго давления.
8. Система литейной формы для литья в кристаллизатор, содержащая:
литейную форму, образующую литейную полость, имеющую ось литья,
и блок для охладителя, содержащий множество сопел, причем блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму, причем угол наклона по меньшей мере одного сопла из множества сопел является регулируемым относительно оси литья,
причем блок для охладителя выполнен с возможностью перемещения относительно оси литья в направлении, по существу перпендикулярном оси литья, при этом литейная форма содержит секции литейной формы, выполненные с возможностью перемещения относительно оси литья в направлении, по существу перпендикулярном оси литья,
причем блок для охладителя выполнен с возможностью перемещения между, по меньшей мере, начальным положением и рабочим положением,
при этом количество сопел из указанного множества сопел, направляющих охладитель на периферию металлического изделия в начальном положении, меньше, чем количество сопел, направляющих охладитель на периферию металлического изделия в рабочем положении.
9. Система литейной формы для литья в кристаллизатор по п. 8, отличающаяся тем, что литейная форма имеет внутреннее охлаждение.
10. Система литейной формы для литья в кристаллизатор по п. 8, отличающаяся тем, что блок для охладителя имеет ось блока для охладителя, причем множество сопел включает первый набор сопел и второй набор сопел, причем каждое сопло из первого набора сопел проходит под первым ненулевым углом относительно оси блока для охладителя и причем каждое сопло из второго набора сопел проходит под вторым ненулевым углом относительно оси блока для охладителя, который отличается от первого ненулевого угла.
11. Система литейной формы для литья в кристаллизатор по п. 8, отличающаяся тем, что блок для охладителя выполнен с возможностью поворота вокруг оси поворота, которая по существу перпендикулярна оси литья, так что угол наклона по меньшей мере одного сопла является регулируемым относительно оси литья.
12. Система литейной формы для литья в кристаллизатор по п. 8, отличающаяся тем, что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым.
13. Система литейной формы для литья в кристаллизатор по п. 8, отличающаяся тем, что литейная форма содержит множество секций литейной формы, которые выполнены с возможностью перемещения относительно друг друга, и причем блок для охладителя содержит множество секций блока для охладителя, которые выполнены с возможностью перемещения относительно друг друга.
14. Система литейной формы для литья в кристаллизатор по п. 8, отличающаяся тем, что блок для охладителя представляет собой первый блок для охладителя, а множество сопел представляет собой первое множество сопел, причем система литейной формы для литья в кристаллизатор дополнительно содержит второй блок для охладителя, содержащий второе множество сопел, причем второй блок для охладителя выполнен с возможностью направления охладителя через второе множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму.
15. Система литейной формы для литья в кристаллизатор, содержащая:
литейную форму, образующую литейную полость, имеющую ось литья,
первый блок для охладителя, расположенный ниже по потоку от литейной формы, причем первый блок для охладителя содержит множество первых сопел, причем первый блок для охладителя выполнен с возможностью подачи охладителя через множество первых сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму,
и второй блок для охладителя, расположенный ниже по потоку от литейной формы, причем второй блок для охладителя содержит множество вторых сопел, причем второй блок для охладителя выполнен с возможностью подачи охладителя через множество вторых сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму,
причем первый блок для охладителя неподвижен в направлении, по существу перпендикулярном оси литья,
причем второй блок для охладителя выполнен с возможностью регулировки в направлении, по существу перпендикулярном оси литья,
при этом первый блок для охладителя расположен между вторым блоком для охладителя и литейной формой,
причем выполнено по меньшей мере одно из следующих условий: (а) угол наклона первых сопел отличается от угла наклона вторых сопел и (б) первый блок для охладителя выполнен с возможностью подачи охладителя под первым давлением, а второй блок для охладителя выполнен с возможностью подачи охладителя под вторым давлением, которое меньше первого давления.
16. Система литейной формы для литья в кристаллизатор по п. 15, отличающаяся тем, что литейная форма выполнена с возможностью регулировки в направлении, по существу перпендикулярном оси литья, так что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым.
17. Система литейной формы для литья в кристаллизатор по п. 15, отличающаяся тем, что первый блок для охладителя выполнен с возможностью подачи охладителя под первым давлением, причем второй блок для охладителя выполнен с возможностью подачи охладителя под вторым давлением, которое меньше первого давления.
18. Система литейной формы для литья в кристаллизатор по п. 15, отличающаяся тем, что литейная форма имеет внутреннее охлаждение.
19. Система литейной формы для литья в кристаллизатор по п. 15, отличающаяся тем, что множество вторых сопел включает первый набор вторых сопел и второй набор вторых сопел, причем угол наклона каждого из первого набора вторых сопел относительно оси литья отличается от угла наклона каждого из второго набора вторых сопел относительно оси литья.
20. Система литейной формы для литья в кристаллизатор по п. 15, отличающаяся тем, что второй блок для охладителя выполнен с возможностью перемещения между начальным положением, переходным положением и рабочим положением, причем:
в начальном положении по меньшей мере одно сопло из множества вторых сопел находится на первом расстоянии от оси литья;
в переходном положении по меньшей мере одно сопло из множества вторых сопел находится на втором расстоянии от оси литья, которое меньше первого расстояния; и
в рабочем положении по меньшей мере одно сопло из множества вторых сопел находится на третьем расстоянии от оси литья, которое меньше второго расстояния.
21. Система литейной формы для литья в кристаллизатор, содержащая:
литейную форму, образующую литейную полость, имеющую ось литья, причем литейная форма выполнена с возможностью регулировки в направлении, по существу перпендикулярном оси литья, так что размер литейной полости в направлении, по существу перпендикулярном оси литья, является регулируемым, и
блок для охладителя, содержащий множество сопел, причем блок для охладителя выполнен с возможностью подачи охладителя через множество сопел на периферию металлического изделия после прохождения металлического изделия через литейную форму и причем блок для охладителя выполнен с возможностью перемещения относительно оси литья,
причем блок для охладителя выполнен с возможностью перемещения между, по меньшей мере, начальным положением и рабочим положением,
при этом количество сопел из указанного множества сопел, направляющих охладитель на периферию металлического изделия в начальном положении, меньше, чем количество сопел, направляющих охладитель на периферию металлического изделия в рабочем положении.
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| US 20200101527 A1, 02.04.2020 | |||
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАСПЫЛИТЕЛЬНЫХ СОПЕЛ | 2007 |
|
RU2431542C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗОРНОГО НАПОЛЬНОГО ПОКРЫТИЯ И УЗОРНОЕ НАПОЛЬНОЕ ПОКРЫТИЕ | 2016 |
|
RU2705353C1 |
| Способ анодного оксидирования алюминия и его сплавов в фосфорной кислоте | 1947 |
|
SU71375A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| US 20090301683 A1, 10.12.2009 | |||
| АППАРАТ ОХЛАЖДАЮЩИЙ И СЕГМЕНТ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, СНАБЖЕННОЙ ДАННЫМ АППАРАТОМ | 2012 |
|
RU2596536C2 |

