ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[01] Данная заявка испрашивает преимущество предварительных заявок на патент США №62/586,270, поданной 15 ноября 2017 г., и №62/687,379, поданной 20 июня 2018 г., которые полностью включены в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[02] Данная заявка относится к автоматизированным процессам и системам, которые динамически управляют скоростью доставки расплавленного металла в литейную форму во время процесса литья.
УРОВЕНЬ ТЕХНИКИ
[03] При отливке слитка, например, в процессе литья алюминия, важным фактором является контроль потока металла в литейную форму. Например, если взять предельные случаи, то чрезмерный поток металла может привести к переполнению литейной формы или какому-либо иному превышению соответствующих границ и повреждению другого оборудования, в то время как недостаточный поток может привести к охлаждению и отвердеванию металла до его достижения границ литейной формы и, соответственно, к появлению слитков, имеющих нежелательную форму и другие неприемлемые характеристики.
[04] Надлежащее управление потоком может оказаться сложной задачей из-за колебаний, которые могут возникнуть в поведении потока, даже когда другие переменные будут поддерживаться постоянными и не будут изменяться. Возьмем, например, трубопровод, который можно перекрывать в разной степени путем перемещения конического штифта таким образом, чтобы он был ближе или дальше от зацепления с аналогичным коническим отверстием трубопровода. Даже если штифт удерживается в постоянном положении, скорость потока через частично перекрытое отверстие может изменяться в зависимости от ряда факторов, таких как количество и вес расплавленного металла за штифтом в литейной форме, состав текущего металла, температура и т.д.
[05] Часто такие колебания учитываются автоматизированными алгоритмами, которые определяют уровень металла в литейной форме, сравнивают установленный уровень с заданным уровнем (например, с заданным значением) и реагируют путем изменения положения штифта (или другой настройки какого-либо другого устройства управления потоком) для устранения расхождения между установленным и заданным уровнями. Например, штифт может открывать трубопровод на небольшую величину в ответ на определение того, что обнаруженный уровень немного ниже заданного значения, открывать трубопровод на большую величину в ответ на большую выявленную разницу и постепенно перемещаться в направлении перекрытия после установления того, что выявленный уровень выше заданного значения.
[06] Хотя такие алгоритмы могут обеспечить полезный контроль для уменьшения отклонения от заданного уровня, проблемы с управлением потоком все еще могут возникнуть. Например, при работе таких алгоритмов фактический уровень металла может «превышать» или «быть ниже» заданного значения на значительную величину при резком изменении требований к скорости потока. Такое превышение или занижение может отрицательно влиять на управление процессом, вызывать прерывание литья (например, из-за того, что обнаруженный уровень вышел за пределы утвержденных параметров) или каким-либо иным способом отрицательно влиять на процессы литья.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[07] Термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение», используемые в данном патенте, относятся ко всему объему данного патента и к приведенной ниже формуле изобретения. Формулировки, содержащие эти термины, должны пониматься как такие, что не ограничивают объект изобретения, описанный в данном документе, или не ограничивают смысл или объем формулы изобретения, приведенной ниже. Варианты реализации данного изобретения, охватываемые этим патентом, определены в приведенной ниже формуле изобретения, а не в этом описании сущности изобретения. Данная сущность изобретения представляет собой общий обзор различных вариантов реализации этого изобретения. В ней введены некоторые идеи, которые более подробно описаны ниже в разделе «Подробное описание изобретения». Данный раздел не предназначен для установления ключевых или существенных признаков заявленного объекта изобретения и не предназначен для использования в отдельности для определения объема заявленного объекта изобретения. Объект изобретения должен быть понят при обращении к соответствующим частям всего описания данного изобретения, всем графическим материалам и каждому пункту формулы изобретения.
[08] Некоторые примеры в данном документе разрешают проблемы, связанные с превышением или недостающим значением, путем предварительного подсчета положения устройства управления потоком, в котором ожидается, что штифт (или другое устройство управления потоком) обеспечит надлежащую скорость потока для наступающей фазы (например, на основе некоторых линейных уравнений, связывающих ожидаемую скорость потока одной фазы с ожидаемой скоростью потока для непосредственно следующей фазы), и кратковременного прерывания нормального автоматического управления для замены в подсчитанном положении устройства управления потоком. Фактически, это может установить штифт (или другое устройство управления потоком) приблизительно в подходящее положение, когда происходит изменение, так что появляется меньшее превышение или недостающее значение, чем если бы вместо этого автоматическому алгоритму было разрешено работать без такого краткого вмешательства. В некоторых примерах проблемы превышения или недостающего значения могут быть дополнительно или альтернативно решены путем вертикального перемещения формы и/или путем изменения скорости разливки, где любой из способов, например, может регулировать, насколько быстро или медленно становится доступным пространство в литейной форме для адаптации к изменениям скорости потока, которые в противном случае могли бы привести к превышению или недостающему значению.
[09] В различных примерах предложен способ доставки расплавленного металла в процессе литья. Способ включает обеспечение устройства отливки. Устройство для литья содержит литейную форму; трубопровод, выполненный с возможностью доставки расплавленного металла в литейную форму, причем трубопровод регулируемым способом перекрыт регулирующим штифтом; устройство задания положения, соединенное с регулирующим штифтом; датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме; и контроллер, соединенный с устройством задания положения и датчиком уровня. Способ дополнительно включает предоставление входных данных для контроллера в виде заданного значения уровня металла, которое является переменным во времени согласно способу литья, имеющему по меньшей мере первую фазу, точку перехода и вторую фазу. Первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы. Точка перехода соответствует моменту времени, в который заканчивается первая фаза и начинается вторая фаза. Способ дополнительно включает предоставление входных данных для контроллера от датчика уровня в виде определенного уровня металла. Кроме того, для первой фазы способ включает предоставление контроллером для устройства задания положения выходного командного сигнала первого положения штифта, который является переменным во времени и содержит первое изменяющееся положение штифта, определенное на основе обнаруженного уровня металла и заданного значения уровня металла для автоматического управления регулирующим штифтом во время первой фазы для модуляции потока или скорости потока расплавленного металла по трубопроводу таким образом, чтобы уровень расплавленного металла в литейной форме оставался в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла. Способ также содержит определение значения замещающего положения штифта исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы. Способ дополнительно включает предоставление контроллером для устройства задания положения значения замещающего положения штифта вместо первого изменяющегося положения штифта в точке перехода. Для второй фазы способ также содержит предоставление контроллером для устройства задания положения выходного командного сигнала второго положения штифта, который является переменным во времени и содержит второе изменяющееся положение штифта, определенное исходя из определенного уровня металла и заданного значения уровня металла для автоматического управления регулирующим штифтом во время второй фазы.
[010] В различных примерах предусмотрено устройство для разливки металла. Устройство для литья содержит литейную форму; трубопровод, выполненный с возможностью доставки расплавленного металла в литейную форму, причем трубопровод регулируемым способом перекрыт устройством управления потоком; устройство задания положения, соединенное с устройством управления потоком; датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме; и контроллер, соединенный с устройством задания положения и датчиком уровня. Контроллер содержит процессор, выполненный с возможностью исполнения кода, хранящегося на энергонезависимом машиночитаемом носителе в памяти контроллера. Контроллер запрограммирован кодом для выполнения различных функций. Например, контроллер запрограммирован кодом для принятия или определения входных данных в виде заданного значения уровня металла, которое является переменным во времени согласно способу литья, имеющему по меньшей мере первую фазу, время перехода и вторую фазу, причем первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, и причем время перехода соответствует времени между концом первой фазы и началом второй фазы. Контроллер также запрограммирован кодом для приема входных данных от датчика уровня в виде определенного уровня металла. Контроллер также запрограммирован с помощью кода для предоставления устройству задания положения первого сигнала команды, который автоматически управляет устройством управления потоком во время первой фазы для модулирования потока или скорости потока расплавленного металла через трубопровод исходя из уровня обнаруженного металла и заданного значения уровня металла, при котором уровень расплавленного металла в литейной форме остается в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла. Контроллер запрограммирован кодом также для предоставления устройству задания положения сигнала команды перехода, который перемещает устройство управления потоком во время перехода к замещающему положению устройства управления потоком, определенному исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы. Контроллер также запрограммирован кодом на предоставление устройству задания положения второго командного сигнала, который автоматически управляет устройством управления потоком во время второй фазы на основе обнаруженного уровня металла и заданного значения уровня металла.
[011] В различных примерах предложен способ доставки расплавленного металла в процессе литья. Способ включает принятие или определение контроллером входных данных в виде заданного значения уровня металла, которое является переменным во времени согласно способу литья, имеющему по меньшей мере первую фазу, время перехода и вторую фазу, причем первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, и причем время перехода соответствует времени между окончанием первой фазы и началом второй фазы. Способ также содержит принятие контроллером входных данных в виде определенного уровня металла от датчика уровня, соединенного с контроллером и выполненного с возможностью определения уровня расплавленного металла в литейной форме. Способ дополнительно включает подачу первого командного сигнала от контроллера на устройство задания положения, соединенное с устройством управления потоком, контролируемым образом перекрывающим канал, выполненный с возможностью подачи расплавленного металла в форму, причем первый командный сигнал выполнен с возможностью автоматического управления устройством управления потоком в течение первой фазы для модуляции потока или скорости потока расплавленного металла через трубопровод на основе обнаруженного уровня металла и заданного значения уровня металла, так что уровень расплавленного металла в литейной форме остается в диапазоне уровней расплавленного металла, который составляет около заданного значения уровня металла. Способ дополнительно включает направление контроллером устройству задания положения командного сигнала перехода, который перемещает устройство управления потоком во время перехода к замещающему положению устройства управления потоком, определенному исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы. Кроме того, способ включает направление контроллером устройству задания положения второго командного сигнала, который автоматически управляет устройством управления потоком во время второй фазы исходя из определенного уровня металла и заданного значения уровня металла.
[012] В различных примерах предусмотрено устройство для разливки металла. Устройство содержит литейную форму; трубопровод, выполненный с возможностью доставки расплавленного металла в форму, причем трубопровод регулируемым образом перекрывается устройством управления потоком; устройство задания положения, соединенное с устройством управления потоком; датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме; и контроллер. Контроллер содержит процессор, выполненный с возможностью выполнения командного кода, хранящегося на энергонезависимом машиночитаемом носителе в памяти контроллера. Контроллер запрограммирован кодом для выполнения различных функций. Например, контроллер запрограммирован кодом для принятия или определения входных данных в виде заданного значения уровня металла, которое является переменным во времени согласно способу литья, имеющему по меньшей мере первую фазу, время перехода и вторую фазу, при этом первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, и при этом время перехода соответствует времени между окончанием первой фазы и началом второй фазы. Контроллер также запрограммирован кодом для приема входных данных от датчика уровня в виде определенного уровня металла. Контроллер также запрограммирован с помощью кода для обеспечения командного сигнала перехода, выполненного с возможностью достижения цели уменьшения или устранения недостающего значения или превышения, связанных со временем перехода. Такой командный сигнал перехода выполнен с возможностью достижения цели, вызывая по меньшей мере одно из следующих действий: (A) перемещение устройства управления потоком во время перехода к замещающему положению устройства управления потоком, определенному на основе разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; (B) перемещение литейной формы для изменения высоты между пресс-формой и трубопроводом; или (C) изменение скорости литья для ее отличия во время перехода или около него и для ее отличия от скорости литья, во время второй фазы.
[013] Различные варианты реализации изобретения, изложенные в данном описании, могут включать дополнительные системы, способы, отличительные признаки и преимущества, которые могут быть (но не обязательно) явным образом раскрыты в данном документе, но будут очевидными для специалиста в данной области техники после изучения представленного ниже подробного описания и приложенных графических материалов. Предполагается, что все такие системы, способы, отличительные признаки и преимущества будут включены в данное описание и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[014] В нижеследующих графических материалах показаны отличительные признаки и компоненты, чтобы подчеркнуть основные принципы данного изобретения. Для обеспечения последовательности и ясности одни и те же отличительные признаки и компоненты во всех графических материалах могут быть обозначены одинаковыми номерами позиций.
[015] На фиг. 1 схематически показано устройство литья с прямым охлаждением, каким оно представляется в конце операции литья в соответствии с различными примерами.
[016] На фиг. 2 схематически показан контроллер с требуемой цифровой и программной реализацией в соответствии с различными примерами.
[017] На фиг. 3 показан график тренда контроля уровня металла в связи с процессом, проводимым в соответствии с традиционными процессами управления.
[018] На фиг. 4 показан график тренда контроля уровня металла в связи с процессом, проводимым в соответствии с различными примерами.
[019] На фиг. 5 показана блок-схема, иллюстрирующая способ управления подачи уровня металла в соответствии с различными примерами.
[020] На фиг. 6 показана блок-схема, иллюстрирующая другой способ управления подачи уровня металла в соответствии с различными примерами.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[021] Объект изобретения по примерам использования данного изобретения описан с особенностью, позволяющей отвечать установленным требованиям, но это описание не обязательно должно ограничивать объем формулы изобретения. Заявленный объект изобретения может быть реализован другими способами, может содержать другие элементы или этапы и может использоваться в сочетании с другими уже существующими технологиями или с технологиями, которые будут разработаны в будущем. Данное описание не должно интерпретироваться как подразумевающее какой-либо конкретный порядок или компоновку для различных этапов или элементов, кроме случаев, когда точно описаны порядок отдельных этапов или компоновка элементов.
[022] На Фиг. 1 схематически показано поперечное сечение вертикального устройства 10 литья с прямым охлаждением в конце операции литья. В некоторых случаях раскрытые в данном документе процессы и системы могут использоваться вместе с процессом непрерывного литья. При обращении к фиг. 1 можно видеть, что устройство содержит литейную форму 11 с прямым охлаждением, такую как прямоугольная трубная форма на виде сверху, но, в дополнительном варианте, круглая или другая форма, и нижний блок 12, который постепенно перемещается вертикально вниз с помощью соответствующего поддерживающего устройства (не показано) во время операции литья из верхнего положения, при котором нижний конец 14 литейной формы 11 изначально закрыт и уплотнен, в нижнее положение (как показано) поддержки слитка 15. Слиток получают в процессе литья путем введения расплавленного металла в верхний конец 16 литейной формы через вертикальный полый носик 18 или аналогичный механизм подачи металла, когда нижний блок 12 медленно опускается. Расплавленный металл 19 подается в носик 18 из печи для плавления металла (не показана) через литейный желоб 20 или другое устройство, образующее горизонтальный канал над литейной формой 11.
[023] Носик 18 охватывает нижний конец регулирующего штифта 21, который регулирует и может останавливать поток расплавленного металла через носик. В одном примере заглушка, такая как керамическая заглушка, образующая дистальный конец штифта 21, размещена внутри конического внутреннего канала носика 18 таким образом, что когда штифт 21 поднят, область между заглушкой и открытым концом носика 18 увеличивается, что позволяет расплавленному металлу течь вокруг заглушки и выходить из нижнего наконечника 17 носика 18. Таким образом, поток и скорость потока расплавленного металла можно точно регулировать путем соответствующего подъема или опускания регулирующего штифта 21. Для регулировки потока расплавленного металла в литейную форму можно использовать любую подходящую конструкцию или механизм. Для удобства термины «трубопровод», «регулирующий штифт» и «командные сигналы», которые управляют положением регулирующего штифта относительно трубопровода, используются в этом документе для обозначения любого механизма или конструкции, способных регулировать поток или скорость потока расплавленного металла в литейную форму посредством командных сигналов от контроллера и не ограничиваются штифтом/регулирующим штифтом; соответственно, ссылка в этом документе (включая формулу изобретения) на подачу командных сигналов на устройство задания положения регулирующего штифта для регулирования потока расплавленного металла или скорости потока в литейную форму будет означать подачу командных сигналов на исполнительный механизм какого-либо типа для управления потоком или скоростью потока расплавленного металла в литейную форму любым способом и с использованием любой конструкции или механизма.
[024] В конструкции, показанной на фиг. 1, регулирующий штифт 21 имеет верхний конец 22, проходящий вверх от носика 18. Верхний конец 22 шарнирно прикреплен к рычагу 23 управления, который, в зависимости от ситуации, поднимает или опускает регулирующий штифт 21 для регулирования или прекращения потока расплавленного металла через носик 18. Для отливки литейный желоб 20 и носик 18 опускаются настолько, чтобы нижний наконечник 17 носика 18 мог погрузиться в расплавленный металл с образованием лунки 24 в зародышевом слитке, что позволит избежать брызг и завихрений в расплавленном металле. Благодаря этому сводится к минимуму образование оксида и вводит свежий расплавленный металл в литейную форму 11. Наконечник также может быть снабжен распределительным пакетом (не показан) в форме металлической сетчатой ткани, который помогает распределять и фильтровать расплавленный металл при его поступлении в литейную форму 11. После завершения разливки регулирующий штифт 21 перемещается в нижнее положение, причем он блокирует носик 18 и полностью останавливает прохождение расплавленного металла через носик 18, прекращая тем самым поток расплавленного металла в литейную форму 11. В это время нижний блок 12 больше не опускается или опускается только на небольшое расстояние, и только что отлитый слиток 15 остается на месте, поддерживаемый нижним блоком 12, причем его верхний конец все еще находится в литейной форме 11. В это время литейный желоб 20 поднимается, чтобы вынуть носик 18 из головки слитка.
[025] Устройство 10 может содержать датчик 50 уровня металла. В некоторых случаях конструкция и работа датчика 50 уровня металла являются традиционными. Другие неограничивающие варианты для датчика 50 могут содержать поплавок и преобразователь, лазерный датчик или другой тип неподвижного или подвижного датчика уровня жидкости, имеющего свойства, необходимые для размещения расплавленного металла. Во время операций заполнения полостей информация, полученная от датчика 50, может поступать в контроллер 52. Контроллер 52 может использовать данные, полученные от датчика 50, вместе с другими данными, чтобы определить, когда регулирующий штифт 21 должен подниматься и/или опускаться исполнительным механизмом 54, чтобы металл мог поступать в литейную форму 11 для заполнения частичной полости, т.е. когда глубина заданной полости достигнет заданного предела. Таким образом, датчик 50 и исполнительный механизм 54 связаны с контроллером 52, как показано на фиг. 1, что позволяет использовать информацию от датчика 50 в связи с заданием положения регулирующего штифта 21 под управлением исполнительного механизма 54 и, таким образом, регулировать поток и/или скорость потока расплавленного металла в литейную форму 11. В различных примерах контроллер 52 представляет собой пропорционально-интегрирующий-дифференцирующий (ПИД) контроллер, который может быть обычным ПИД-контроллером или ПИД-контроллером, реализованным в желаемой цифровой и программной форме.
[026] На фиг. 2 показан пример контроллера 210, который реализован в цифровом и программном виде с использованием обычных компьютерных компонентов и который может использоваться в связи с некоторыми примерами (например, включая оборудование, такое как показано на фиг. 1) для выполнения процессов, представленных в таких примерах. Контроллер 210 содержит процессор 212, который может выполнить командный код, хранящийся на материальном машиночитаемом носителе в памяти 218 (или в другом месте, например на переносном носителе, на сервере или в облаке среди других носителей), чтобы предписать контроллеру 210 принимать и обрабатывать данные и выполнять действия и/или управлять компонентами оборудования, такими как показанные на фиг. 1. Контроллер 210 может быть любым устройством, способным обрабатывать данные и выполнять командный код, который представляет собой набор команд по выполнению действий, таких как управление промышленным оборудованием. Контроллер 210 в качестве неограничивающих примеров может принимать форму ПИД-контроллера с требуемой цифровой и программной реализацией, программируемого логического контроллера, микропроцессора, сервера, настольного персонального компьютера или ноутбука, портативного вычислительного устройства и мобильного устройства.
[027] Примеры процессора 212 содержат любую требуемую схему обработки, специализированную интегральную схему (ASIC), программируемую логику, конечный автомат или другую подходящую схему. Процессор 212 может содержать один процессор или любое количество процессоров. Процессор 212 может осуществлять доступ к коду, хранящемуся в памяти 218, через шину 214. Память 218 может быть любым энергонезависимым машиночитаемым носителем, выполненным с возможностью физической реализации кода, и может содержать электронные, магнитные или оптические устройства. Примеры памяти 218 содержат оперативное запоминающее устройство (ОЗУ), постоянное запоминающее устройство (ПЗУ), флэш-память, дискету, компакт-диск, цифровое видеоустройство, магнитный диск, ASIC, сконфигурированный процессор или другое запоминающее устройство.
[028] Команды могут храниться в памяти 218 или в процессоре 212 в виде исполняемого кода. Команды могут содержать зависящие от процессора инструкции, генерируемые компилятором и/или интерпретатором из кода, написанного на любом подходящем языке программирования. Команды могут принимать форму приложения, которое содержит серию заданных значений, параметров процесса литья и запрограммированных этапов, которые, когда выполняются процессором 212, позволяют контроллеру 210 управлять потоком металла в литейную форму, например, посредством использования данных обратной связи по уровню расплавленного металла от датчика 50 в сочетании с заданными значениями уровня металла и другими параметрами, связанными с литьем, которые могут быть введены в контроллер 210 для управления исполнительным механизмом 54 и, следовательно, положением штифта 21 в носике 18 в устройстве, показанном на фиг. 1, для управления потоком и/или скоростью потока расплавленного металла в литейную форму 11.
[029] Контроллер 210, показанный на фиг. 2 содержит интерфейс 216 ввода/вывода, через который контроллер 210 может обмениваться данными с устройствами и системами, внешними по отношению к контроллеру 210, в том числе с такими компонентами, как датчик 50, исполнительный механизм 54 и/или другими компонентами устройства отливки. При необходимости интерфейс 216 также может принимать входные данные от других внешних источников. Такие источники могут содержать панели управления, другие человеко-машинные интерфейсы, компьютеры, серверы или другое оборудование, которое может, например, отправлять инструкции и параметры в контроллер 210 для контроля его рабочих характеристик и работы; хранить и облегчать программирование приложений, которые позволяют контроллеру 210 выполнять команды в этих приложениях для управления потоком металла в литейную форму, например, в связи с процессами определенных примеров, раскрытых в данном документе; и другие источники данных, необходимые или пригодные для контроллера 210 при выполнении его функций для управления работой литейной формы, такие как литейная форма 11 на фиг. 1. Такие данные могут быть переданы на интерфейс 216 ввода/вывода через сеть, проводное соединение, беспроводное соединение, шину или каким-либо иным необходимым способом.
[030] На фиг. 3 показан график тренда контроля уровня металла для одного процесса литья алюминия с прямым охлаждением, проводимого в соответствии с традиционным процессом контроля. График показывает фактический уровень металла (цифра 310), заданное значение уровня металла (312) и команду на устройство задания положения штифта (314) (например, из ПИД-алгоритма в контроллере 52). Фактический уровень 310 металла и заданное значение 312 уровня металла имеют на этом графике одинаковую вертикальную шкалу, в то время как команда для устройства 314 задания положения штифта относится к другой вертикальной шкале, но наложена на ту же горизонтальную шкалу времени для удобства рассмотрения.
[031] В примере, показанном на фиг. 3, заданное значение 312 уровня металла изменяется во времени в соответствии со способом литья. Способ литья показан с четырьмя фазами, хотя может использоваться любое другое количество из двух или большего количества фаз. Фазы соответствуют частям процесса литья, которые имеют разные требования к скорости потока. Например, при обращении к фиг. 1 и фиг. 3 можно видеть, что фаза 1 может соответствовать периоду времени от момента T0 начала разливки, когда расплавленный металл начинает заполнять литейную форму 11, до момента T1, когда начинает опускаться валик или нижний блок 12, а фаза 2 может соответствовать периоду времени, в течение которого валик или нижний блок 12 равномерно движется вниз для образования слитка. В такой ситуации скорость потока металла, используемая в фазе 1 до того, как нижний блок 12 начнет двигаться вниз, может быть выше, чем скорость потока металла, используемая в фазе 2 после того, как нижний блок 12 начнет двигаться вниз. В результате при переходе между двумя фазами может быть введен излишний металл, что приведет к появлению заметной разницы между фактическим уровнем 310 металла и заданным значением 312 уровня металла, как показано на фиг. 3, после точки перехода или времени T1, когда резкое превышение фактического уровня 310 металла над заданным значением 312 уровня металла можно будет заметить до того, как ПИД или другой алгоритм надлежащим образом отреагирует для регулирования положения штифта таким образом, чтобы указанные уровни снова сошлись. Такое превышение может в некоторых случаях привести к отклонению от заданного значения, которое будет достаточным для прерывания всего процесса отливки.
[032] Другой пример превышения можно оценить в момент Т2 между фазами 2 и 3 на фиг. 3. Фаза 3 показана, например, как постепенное снижение заданного значения 312 уровня металла, что может быть сделано на более поздней стадии отливки, например, для работы на более низком уровне напора для получения слитка улучшенного качества. Соответственно, скорость потока металла, используемая в фазе 2, в которой уровень металла поддерживается довольно устойчивым, может быть выше, чем скорость потока металла, используемая в фазе 3, когда уровень металла снижается. В результате при переходе между двумя указанными фазами может быть введен излишний металл, что приведет к появлению заметной разницы между фактическим уровнем 310 металла и заданным значением 312 уровня металла, как показано на фиг. 3, после точки перехода или времени T2, когда резкое превышение (но не такое явно выраженное, как в T1) фактического уровня 310 металла над заданным значением 312 уровня металла можно будет заметить до того, как ПИД или другой алгоритм надлежащим образом отреагирует для регулирования положения штифта таким образом, чтобы указанные уровни снова сошлись.
[033] Пример недостаточного значения можно оценить в момент Т3 на фиг. 3. Фаза 4 показана как другой этап, в котором уровень металла поддерживается после постепенного снижения в фазе 3 таким образом, чтобы поддерживать уровень напора на достаточном постоянном уровне для поддержания контакта с литейной формой 11, что обеспечит достаточное охлаждение и затвердевание расплавленного металла в лунке 24 для предотвращения вытекания расплавленного металла вдоль нижних краев литейной формы 11. Соответственно, скорость потока металла, используемая в фазе 3, в которой уровень металла снижается, может быть ниже, чем скорость потока металла, используемая в фазе 4, когда уровень металла выравнивается. В результате, при переходе между фазами 3 и 4 может быть введено недостаточное количество металла, что приведет к появлению заметной разницы между фактическим уровнем 310 металла и заданным значением 312 уровня металла, например, как показано на фиг. 3, после точки перехода или времени T3, когда большое недостаточное значение фактического уровня 310 металла относительно заданного значения 312 уровня металла можно будет заметить до того, как ПИД или другой алгоритм надлежащим образом отреагирует для регулирования положения штифта таким образом, чтобы указанные уровни снова сошлись. Недостаточное значение может также появиться в варианте, в котором заданное значение уровня металла отклоняется вверх от устойчивого уровня (не показано), поскольку это также приведет к тому, что в более ранней фазе будет меньшее требование к скорости потока металла, чем в следующей фазе.
[034] На фиг. 4, в отличие от предыдущей фигуры, показан тренд контроля уровня металла в связи с процессом, проведенным в соответствии с различными примерами реализации данного изобретения. Как и на фиг. 3, на фиг. 4 показаны фактический уровень металла (цифра 410), заданное значение уровня металла (412) и команда на устройство задания положения штифта (414) (например, из ПИД-алгоритма в контроллере 52). Как можно понять, заданное значение (412) уровня металла, показанное на фиг. 4, соответствует тому же способу литья, что и заданное значение 312 уровня металла на фиг. 3, хотя команда на устройство 414 реализована в соответствии с другим методом, который сводит к минимуму превышение и/или недостаточное значение на переходах между фазами.
[035] Поскольку способ литья заранее задан, его можно предсказуемым образом использовать для уменьшения превышения или недостаточного значения, которые в противном случае могли бы произойти. Например, в точке перехода или времени T1, вместо того, чтобы позволить ПИД или другому алгоритму непрерывно работать и, в конечном итоге, привести к сходимости после значительного превышения, как на фиг. 3, может быть предусмотрено (например, контроллером 52) замещающее положение штифта для точки перехода или времени T1. В некоторых случаях это может соответствовать замещающему положению штифта вместо положения, которое было бы предоставлено в результате конкретного одиночного прохода или вычисления ПИД-алгоритма. Например, типовой период обновления ПИД-алгоритма может составлять 0,1-0,5 секунды. По существу, в различных примерах ПИД или другой алгоритм автоматического управления может прерываться для аналогично узкого окна.
[036] Значение замещающего положения штифта может соответствовать прогнозируемому значению требования к скорости потока металла, которая потребуется в следующей фазе. В некоторых примерах для получения замещающего положения штифта может использоваться линейная зависимость между прогнозируемыми требованиями к скорости потока металла последовательных фаз. Например, если ожидаемое требование к скорости потока для фазы 2 на 25% ниже, чем ожидаемое требование к скорости потока для фазы 1, значение замещающего положения штифта может быть выбрано на 25 % ниже значения положения штифта в конце фазы 1. Графически на фиг. 4 такая замена представлена в T1 как новое уменьшенное положение штифта, вводимое в 418 вместо положения штифта, которое в противном случае было бы введено в конце фазы 1. В некоторых примерах замещающее положение штифта может быть рассчитано по меньшей мере частично на основе начальной точки прогнозирования положения штифта в конце фазы 1. В дополнительном или альтернативном варианте замещающее положение штифта может быть рассчитано по меньшей мере частично на основе фактического положения штифта, определенного в конце или вблизи конца фазы 1.
[037] После введения замещающего положения 418 штифта T1 ПИД или другой алгоритм может возобновить работу для фазы 2. Алгоритм может продолжить работу в «плавном» стиле и использовать замещающее положение штифта в 418 в качестве базовой точки, от которой можно определить последующие положения штифта для командного сигнала на исполнительный механизм 54. В результате введения замещающего положения штифта ПИД или другой алгоритм сможет, соответственно, реагировать на переход между фазами гораздо быстрее, чем в устройстве, показанном на фиг. 3, и в итоге сможет уменьшить или исключить превышение, что можно будет оценить, например, путем сравнения фактического уровня 310 металла после T1 на фиг. 3 (например, с резким превышением) с фактическим уровнем 410 металла после T1 на фиг. 4 (например, когда превышение относительно быстро уменьшается и/или устраняется).
[038] Аналогичные замены 420 и 422 показаны в T2 и T3 на фиг. 4. Замена 420 представляет собой понижение положения штифта, аналогичное, но меньшее, чем замещающее положение 418 штифта, поскольку Т2 включает менее радикальный случай риска превышения из предыдущей фазы, имеющей более высокое требование к скорости потока, чем последующая фаза. Напротив, замещающее положение 422 штифта соответствует повышению положения штифта, так как T3 содержит случай риска недостаточного значения из предыдущей фазы, имеющей более низкое требование к скорости потока, чем последующая фаза. В результате введения одной или обеих указанных замен 420 и 422, ПИД или другой алгоритм сможет реагировать на соответствующие переходы между фазами намного быстрее при компоновке, показанной на фиг. 3, и уменьшить или исключить соответствующее превышение и/или недостаточное значение, что можно будет оценить, например, путем сравнения фактического уровня 310 металла после T2 на фиг. 3 (например, с постепенным, но все еще значительным превышением) с фактическим уровнем 410 металла после T2 на фиг. 4 (например, в котором превышение относительно быстро уменьшается и/или устраняется) и/или путем сравнения фактического уровня 310 металла 310 после T3 на фиг. 3 (например, с резким превышением) с фактическим уровнем 410 металла после T3 на фиг. 4 (например, когда превышение относительно быстро уменьшается и/или устраняется).
[039] Хотя фиг. 3-4 относятся к одному процессу в соответствии с конкретным способом литья, он не обязательно должен представлять некоторые другие примеры. Процесс более подробно описан при обращении к фиг. 5.
[040] На Фиг. 5 показана блок-схема, иллюстрирующая способ 500 управления подачи уровня металла в соответствии с различными примерами. Различные операции в способе 500 могут выполняться контроллером 52 и/или другими элементами, описанными выше.
[041] На этапе 510, способ 500 включает получение входных данных относительно заданного значения уровня металла для способа литья, имеющего переход между фазами с разными требованиями к скорости потока. Заданное значение уровня металла может изменяться во времени в соответствии со способом литья. Фазы, имеющие разные требования к скорости потока, могут соответствовать первой фазе, имеющей первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы. Для внесения ясности, хотя термины «первая фаза» и «вторая фаза», используемые в данном документе, могут в некоторых примерах соответствующим образом относиться к фазе 1 и фазе 2, описанным на фиг. 3-4, данные термины не ограничены таким образом и могут относиться к любым двум фазам, имеющим различные скорости потока и разделенным переходом, включая, в частности, другие примеры, в которых первая фаза является фазой 2, а вторая фаза является фазой 3, или в которых первая фаза является фазой 3, а вторая фаза является фазой 4, или в которых первая фаза является одной фазой, конкретно не показанной на фиг. 3-4, а вторая фаза является другой фазой, конкретно не показанной на фиг. 3-4, и так далее. Способ литья может дополнительно или альтернативно содержать такие параметры, как расход воды или скорость литья. Переход может соответствовать дискретному моменту времени (например, точке, в которой заканчивается первая фаза и начинается вторая фаза) или конкретному диапазону времени (например, периоду времени от окончания первой фазы до начала второй фазы).
[042] На этапе 520 способ 500 включает получение определенного уровня металла. Например, это может соответствовать получению входных данных в виде уровня металла, определенного датчиком уровня, соединенным с контроллером и выполненным с возможностью измерения уровня расплавленного металла в литейной форме, такой как описанной выше при рассмотрении фиг. 1. В некоторых примерах уровень металла, определенный с помощью датчика уровня металла, используется ПИД-алгоритмом в итерационном процессе, который содержит повторный расчет заданного значения положения штифта через каждые 0,1 секунды, 0,5 секунды или в соответствии с другим интервалом.
[043] На этапе 530 способ 500 включает автоматическое регулирование положения штифта (или другой регулировки другого устройства управления потоком) в первой фазе исходя из заданного значения уровня металла и определенного уровня металла. Это может соответствовать регулировке положения штифта в соответствии с ПИД или другим алгоритмом.
[044] На этапе 540 способ 500 включает определение значения замещающего положения штифта (или другой регулировки другого устройства управления потоком) исходя из разницы между требованиями к скорости потока для первой и второй фазы. В некоторых примерах это может содержать определение значения разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы, и затем определение значения замещающего положения штифта путем изменения положения штифта в конце или вблизи конца первой фазы в соответствии с линейным отношением со значением разности. В некоторых примерах определение значения замещающего положения штифта содержит определение разницы в процентах между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы, и затем изменение положения штифта на конце или вблизи конца первой фазы с помощью этой разницы в процентах для получения значения замещающего положения штифта. В некоторых примерах скорость потока может быть определена, например, в соответствии со следующей формулой: скорость потока = [скорость разливки + скорость линейного изменения уровня металла] x площадь поверхности литейной формы, причем скорость потока указана в кубических миллиметрах в минуту (мм3/мин), скорость разливки и скорость линейного изменения уровня металла указаны в миллиметрах в минуту (мм/мин), а площадь поверхности литейной формы указана в квадратных миллиметрах (мм2).
[045] На этапе 550 способ 500 включает предоставление значения замещающего положения штифта для перехода. В некоторых примерах это может содержать замену отдельного положения штифта, выданного в командный сигнал с датчика уровня металла в результате его одиночного сканирования. В некоторых примерах значение замещающего положения штифта может быть введено вместо нескольких значений, которые были бы сгенерированы на основе нескольких сканирований датчика уровня метала. В некоторых примерах значение замещающего положения штифта может быть введено в течение определенного периода времени, такого как продолжительность одного или нескольких сканирований, или в течение определенного периода времени, соответствующего максимальному количеству времени, которое желательно или допустимо для прерывания автоматическое управления с помощью ПИД-регулятора или другого алгоритма без отрицательного воздействия на характеристики или параметры слитка и/или процесса литья. В некоторых примерах значение замещающего положения штифта может быть введено через командный сигнал перехода, который во время перехода перемещает регулирующий штифт по направлению к замещающему положению штифта. Например, автоматическое управление на основе определенного уровня металла и заданного значения уровня металла может быть прервано менее чем на 0,5 секунды путем предоставления значения замещающего положения штифта в точке перехода.
[046] Кроме того, замещающее положение штифта может соответствовать значению, которое выше или ниже прогнозируемого или обнаруженного значения положения штифта в конце или вблизи конца первой фазы. В некоторых примерах первая прогнозируемая скорость потока первой фазы больше, чем вторая прогнозируемая скорость потока второй фазы. В таких случаях предоставление значения замещающего положения штифта для положения штифта в точке перехода может уменьшить превышение. В некоторых примерах первая прогнозируемая скорость потока первой фазы меньше, чем вторая прогнозируемая скорость потока второй фазы. В таких случаях предоставление значения замещающего положения штифта для положения штифта в точке перехода может уменьшить недостающее значение.
[047] На этапе 560 способ 500 включает автоматическое регулирование положением штифта во второй фазе исходя из заданного значения уровня металла и определенного уровня металла. Это может соответствовать регулировке положения штифта в соответствии с ПИД или другим алгоритмом. В некоторых примерах управление может переходить сглаженным или плавным способом, при котором управление продолжается от значения замещающего положения штифта, например, для уменьшения превышения или недостающего значения, которые в противном случае могли бы возникнуть при отсутствии временного прерывания автоматического алгоритма для прерывания значения замещающего положения штифта.
[048] Хотя большая часть приведенного выше описания относится к методам, которые содержат замену положения штифта для уменьшения превышения и/или недостающего значения, аналогичным образом для уменьшения превышения и/или недостающего значения могут использоваться и другие методы, описанные в данном документе. Например, такие другие методы - по отдельности или в сочетании друг с другом и/или с методами, которые содержат замену положения штифта - могут использоваться для получения результатов, аналогичных рассмотренным выше (например, при рассмотрении фиг. 4 и изображенного большего соответствия между фактическим уровнем 410 металла и заданным значением 412 уровня металла по сравнению с результатом на фиг. 3, в котором эффекты превышения и/или недостаточного значения более заметны в отношении фактического уровня 310 металла и заданного значения 312 уровня металла). Аналогично методам, которые содержат программирование замещающего положения штифта, различные методы из указанных других методов также могут использовать предсказуемым способом предварительно заданный способ литья, чтобы уменьшить превышение или недостающее значение, хотя в некоторых вариантах такие другие методы могут уменьшать превышение или недостающее значение без необходимости использовать предсказуемым способом предварительно заданный способ литья. Хотя указанные другие методы могут применяться на практике в сочетании друг с другом и/или с методами, содержащими программирование замещающего положения штифта, такие другие методы будут первоначально отдельно описаны ниже.
[049] В одном альтернативном методе положение литейной формы может изменяться для уменьшения превышения или недостающего значения, которые в противном случае могли бы возникнуть. Это может привести к поднятию, опусканию или другому перемещению литейной формы, например, в точке или вблизи точки перехода или времени в способе литья. Во многих вариантах относительно небольшое значение перемещения может быть эффективным для уменьшения превышения или недостающего значения. В качестве иллюстрирующего примера, перемещение от 5 мм до 15 мм может уменьшить превышение или недостающее значение в разных вариантах, хотя могут использоваться и другие значения, в том числе большие, меньшие и/или промежуточные значения.
[050] Перемещение литейной формы может быть достигнуто с помощью надлежащих компонентов. Например, при повторном обращении к фиг. 1 можно видеть, что литейная форма 11 показана вместе с устройством 13 перемещения формы, способным поднимать или опускать форму 11. Устройство 13 перемещения формы показано на фиг. 1 с резьбовым валом, вдоль которого винтовой привод может перемещаться вверх и вниз для изменения вертикального положения формы 11, хотя в дополнение или вместо него может использоваться линейный привод любой другой формы. Кроме того, хотя устройство 13 перемещения формы показано на фиг. 1 прикрепленным к верхней, нижней и боковой сторонам формы 11, устройство 13 перемещения формы может содержать любую подходящую конструкцию для соединения или другого поддерживания любой части формы 11 таким образом, который облегчает перемещение формы 11.
[051] Перемещение литейной формы 11 может изменить высоту между литейной формой 11 и частью трубопровода (например, литейным желобом 20), которая подает расплавленный металл 19 относительно литейной формы 11. Во многих случаях заданное значение уровня металла (например, заданное значение 412 уровня металла на фиг. 4) и/или фактический или определенный уровень металла (например, фактический уровень 410 металла на фиг. 4) отсчитываются относительно литейной формы 11 (фиг. 1). Следовательно, например, поднятие литейной формы 11 во время резкого увеличения расплавленного металла, поступающего в литейную форму 11 может привести к тому, что уровень расплавленного металла в литейной форме 11 будет оставаться стабильным (например, приблизительно в том же положении относительно литейной формы 11) в результате того, что литейная форма 11 и уровень расплавленного металла поднимаются вместе относительно абсолютной системы координат.
[052] Для учета влияния, которые перемещение формы 11 может оказывать на другие значения, можно реализовать любой подходящий метод. Например, если датчик 50 уровня металла не установлен непосредственно на литейной форме 11 или не расположен иным образом для перемещения, соразмерного с перемещением литейной формы 11, уровень металла относительно литейной формы 11 можно рассчитать, взяв расстояние до расплавленного металла, которое определяется таким датчиком и регулируется на основе этого определенного значения на основе информации о величине перемещения литейной формы 11 (например, информации, отправленной или полученной от устройства 13 перемещения литейной формы или другого элемента, способного обнаруживать перемещение литейной формы 11) для получения суммарного или общего значения уровня металла относительно литейной формы 11. В альтернативном варианте, если датчик 50 уровня металла содержит поплавковый датчик или датчик другого типа, установленный непосредственно на литейной форме 11 или расположенный иным образом для перемещения, соразмерного с перемещением литейной формы 11, промежуточные вычисления, позволяющие получить фактический уровень металла относительно литейной формы 11, могут стать излишними или значительно упроститься.
[053] На практике в различных случаях подъем формы 11 во время или вблизи времени перехода может уменьшить или устранить превышение. Например, что касается времени перехода T1 на фиг. 4, то, поскольку требование к скорости потока изменяется в форме падения от требования к более высокой скорости потока в фазе 1 к требованию более низкой скорости потока в фазе 2, избыток расплавленного металла может быть введен сверх количества, необходимого для требования более низкой скорости потока в фазе 2. Принимая во внимание, что такой избыток расплавленного металла может стать чрезмерным, если литейная форма 11 не будет перемещена (например, как на фиг. 3 сразу после начала T1), поднятие литейной формы 11 может вместо этого заставить функционировать избыток расплавленного металла, чтобы заполнить пространство, которое вновь появляется при поднятии формы 11. Иными словами, поднятие литейной формы 11 может обеспечить дополнительное пространство для избытка расплавленного металла, чтобы уровень расплавленного металла относительно литейной формы 11 колебался меньше, чем если бы избыток расплавленного металла вводился без подъема литейной формы 11. Например, поднятие формы 11 во время или вблизи времени перехода T1 может привести к результату, который показан на фиг. 4 (в котором фактический уровень 410 металла остается довольно близким к заданному значению 412 уровня металла), а не результату, показанному на фиг. 3 (в котором может быть распознано отчетливо выраженное превышение, поскольку фактический уровень 310 металла значительно увеличивается относительно заданного значения 312 уровня металла после T1).
[054] В различных вариантах превышение, связанное со временем перехода, может быть уменьшено путем поднятия литейной формы 11 без выполнения соответствующего последующего опускания литейной формы 11. Например, поднятая литейная форма 11 может учитывать избыток расплавленного металла из-за необходимости снижения скорости потока от одной фазы к другой, так что устойчивая работа при необходимости в более низкой скорости потока может продолжаться, если литейная форма 11 находится на повышенном уровне.
[055] На практике в различных случаях опускание литейной формы 11 во время или примерно во время перехода может уменьшить или устранить недостающее значение. Например, что касается времени перехода T3 на фиг. 4, то поскольку требование к скорости потока изменяется в форме увеличения от требования более низкой скорости потока в фазе 3 к требованию более высокой скорости потока в фазе 4, может быть введено недостаточное количество расплавленного металла, которое будет недостаточным для удовлетворения количества, необходимого для более высокой скорости потока в фазе 4. Принимая во внимание, что такой недостаток расплавленного металла может стать недостающим значением, если литейная форма 11 не была перемещена (например, как показано на фиг. 3, сразу после начала T3), опускание литейной формы 11 может вместо этого уменьшить объем пространства, еще не занятого металлом внутри литейной формы 11, и позволить относительно меньшему количеству расплавленного металла надлежащим образом заполнить то оставшееся пространство, которое вновь стало меньше благодаря опусканию литейной формы 11. Иными словами, опускание литейной формы 11 может уменьшить объем пространства, который должно занимать недостаточное количество расплавленного металла, так что уровень расплавленного металла относительно литейной формы 11 колеблется меньше, чем если бы вводилось недостаточное количество расплавленного металла без снижения формы 11. Например, опускание формы 11 во время или вблизи времени перехода T3 может привести к результату, который показан на фиг. 4 (в котором фактический уровень 410 металла остается довольно близким к заданному значению 412 уровня металла), а не результату, показанному на фиг. 3 (в котором может быть распознано отчетливо выраженное недостающее значение, поскольку фактический уровень 310 металла значительно уменьшается относительно заданного значения 312 уровня металла после T3).
[056] В различных вариантах недостающее значение, связанное со временем перехода, может быть уменьшено путем опускания литейной формы 11 без выполнения соответствующего последующего подъема литейной формы 11. Например, опускаемая литейная форма 11 может учитывать недостаточное количество расплавленного металла из-за потребности в увеличении скорости потока от одной фазы к другой, так что устойчивая работа при потребности в более высокой скорости потока может продолжаться, если литейная форма 11 находится на пониженном уровне.
[057] В некоторых аспектах заранее заданный способ литья может использоваться прогнозируемым образом для сообщения о параметрах перемещения литейной формы 11 для уменьшения недостающего значения или превышения. Так, например, скорость или количество перевода литейной формы 11 для уменьшения недостающего значения или превышения могут быть определены исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы. В качестве одного иллюстрирующего примера это может содержать определение разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы, затем использование этой разницы для определения прогнозируемого объема избыточного расплавленного металла, ожидаемого вследствие перехода, затем определение соответствующей высоты, которая обеспечит этот объем, исходя из других факторов, таких как площадь поперечного сечения литейной формы и/или скорость отливки, и затем использование этой высоты для определения величины перемещения. Скорость перевода может зависеть от скорости отливки, требований к скорости потока и других факторов.
[058] В некоторых аспектах параметры перемещения литейной формы 11 для уменьшения недостающего значения или превышения могут быть определены без прямой необходимости в заранее заданном способе литья прогнозируемым образом. Например, в некоторых аспектах скорость или величина перемещения формы 11 определяется исходя из разницы между определенным уровнем металла и заданным значением уровня металла. В качестве иллюстрирующего примера, ПИД-регулятор с обратной связью может быть использован для получения входных данных в виде заданного значения уровня металла и фактического уровня металла (например, от датчика 50 уровня металла) и ответа, посылая соответствующие команды устройству 13 перемещения литейной формы для перевода (например, поднятия или опускания) литейной формы 11 для поддержания уровня расплавленного металла относительно литейной формы 11. Другими словами, литейная форма 11 может двигаться или перемещаться в зависимости от уровня расплавленного металла, определенного в литейной форме 11, так что уровень расплавленного металла поддерживается в определенном диапазоне относительно литейной формы 11. В иллюстративном примере, когда происходит превышение, форма будет двигаться вверх в соответствии с ПИД-регулированием, затем, когда превышение достигнет максимума, форма будет опускаться в соответствии с ПИД-регулированием, что будет происходить, пока штифт регулирует поток согласно ПИД-регулированию.
[059] В другом альтернативном методе может изменяться скорость литья для уменьшения недостающего значения или превышения, которое в противном случае могло бы произойти. Это может повлечь за собой изменение скорости перемещения нижнего блока 12 или другой конструкции для поддержки слитка 15, образованного расплавленным металлом 19, доставленным в форму 11. Скорость может быть изменена в точке перехода или вблизи нее или в момент времени перехода в способе литья. Во многих вариантах относительно небольшая корректировка скорости литья относительно перехода может быть эффективной для уменьшения недостающего значения или превышения. В качестве иллюстрирующего примера, изменение скорости всего от 5 % до 50 % при переходе по сравнению с примыкающей фазой может уменьшить недостающее значение или превышение в разных вариантах, хотя могут использоваться и другие значения, в том числе большие, меньшие и/или промежуточные значения.
[060] Изменение скорости литья относительно времени перехода может быть достигнуто путем использования подходящих компонентов. Например, при повторном обращении к фиг. 1 можно видеть, что любой подходящий механизм может использоваться для опускания нижнего блока 12 с регулируемой скоростью, которая может варьироваться в соответствии с особенностями данного процесса литья. Скорость, связанная со скоростью разливки, может соответствовать скорости, с которой нижний блок 12 движется вниз от трубопровода (например, литейного желоба 20), который подает расплавленный металл 19 относительно литейной формы 11.
[061] На практике в различных случаях увеличение скорости разливки во время перехода или вблизи него может уменьшить или устранить превышение. Например, что касается времени перехода T1 на фиг. 4, то поскольку требование к скорости потока изменяется в форме падения от требования к более высокой скорости потока в фазе 1 к требованию более низкой скорости потока в фазе 2, избыток расплавленного металла может быть введен сверх количества, необходимого для требования более низкой скорости потока в фазе 2. Принимая во внимание, что такой избыток расплавленного металла может стать превышением, если скорость литья не была увеличена во время или примерно во время перехода (например, как на фиг. 3, сразу после начала T1), увеличение скорости литья во время или примерно во время перехода (например превышение скорости литья первой фазы и/или скорости литья второй фазы) может вместо этого заставить избыток расплавленного металла функционировать, чтобы заполнить пространство, которое вновь появляется в результате перемещения нижнего блока 12 с более высокой скоростью. Другими словами, увеличение скорости разливки во время или примерно во время перехода может обеспечить дополнительное пространство для такого заполнения избыточным расплавленным металлом, чтобы уровень расплавленного металла относительно литейной формы 11 колебался меньше, чем если бы избыток расплавленного металла вводился без увеличения скорости литья во время или примерно во время перехода. Например, увеличение скорости литья во время или примерно во время перехода T1 может привести к результату, показанному на фиг. 4 (в котором фактический уровень 410 металла остается довольно близким к заданному значению 412 уровня металла), а не результату, показанному на фиг. 3 (в котором может быть распознано отчетливо выраженное превышение, поскольку фактический уровень 310 металла значительно увеличивается относительно заданного значения 312 уровня металла после T1).
[062] В различных вариантах увеличение скорости литья во время или примерно во время перехода может быть уравновешено соответствующим последующим уменьшением скорости литья. Например, после того, как скорость литья была повышена во время или примерно во время перехода, скорость литья может впоследствии быть уменьшена для схождения со скоростью литья, обусловленной способом литья. В иллюстративном примере скорость литья может линейно уменьшаться от увеличенного уровня времени перехода до заданного значения способа литья. Такое линейное изменение может быть выполнено при подходящем плавном наклоне, что позволит реализовать автоматическое управление (например, посредством ПИД-регулятора) для поддержания уровня расплавленного металла в литейной форме без превышения.
[063] На практике в различных случаях уменьшение скорости разливки во время или примерно во время перехода может уменьшить или устранить недостающее значение. Например, что касается времени перехода T3 на фиг. 4, то поскольку требование к скорости потока изменяется в форме увеличения от требования более низкой скорости потока в фазе 3 к требованию более высокой скорости потока в фазе 4, может быть введено недостаточное количество расплавленного металла, которое будет недостаточным для удовлетворения количества, необходимого для более высокой скорости потока в фазе 4. Принимая во внимание, что такой недостаток расплавленного металла может стать недостающим значением, если скорость литья не уменьшится во время или примерно во время перехода (например, как на фиг. 3, сразу после начала T3), уменьшение скорости литья во время или примерно во время перехода (например, чтобы быть меньше скорости литья третьей фазы и/или скорости литья четвертой фазы) может вместо этого уменьшить скорость, с которой увеличивается объем пространства, еще не занятого металлом в литейной форме 11, и обеспечить относительно меньшее количество расплавленного металла для надлежащего заполнения оставшегося пространства, которое было выполнено для более медленного роста за счет снижения скорости разливки на переходе или вблизи перехода. Иными словами, уменьшение скорости разливки на переходе или вблизи него может уменьшить объем пространства, который должно занимать недостаточное количество расплавленного металла, так что уровень расплавленного металла относительно литейной формы 11 колеблется меньше, чем если бы недостаточное количество расплавленного металла было введено без уменьшения скорости литья на переходе или вблизи него. Например, уменьшение скорости литья во время или вблизи времени перехода T3 может привести к результату, который показан на фиг. 4 (в котором фактический уровень 410 металла остается довольно близким к заданному значению 412 уровня металла), а не результату, показанному на фиг. 3 (в котором может быть распознано отчетливо выраженное недостающее значение, поскольку фактический уровень 310 металла значительно уменьшается относительно заданного значения 312 уровня металла после T3).
[064] В различных вариантах уменьшение скорости литья во время или примерно во время перехода может быть уравновешено соответствующим последующим увеличением скорости литья. Например, после того, как скорость литья была снижена или уменьшена во время или примерно во время перехода, скорость литья может впоследствии быть повышена или увеличена для схождения со скоростью литья, обусловленной способом литья. В иллюстративном примере скорость литья может линейно увеличиваться от пониженного уровня времени перехода до заданного значения способа литья. Такое линейное изменение может быть выполнено при подходящем плавном наклоне, что позволит реализовать автоматическое управление (например, посредством ПИД-регулятора) для поддержания уровня расплавленного металла в литейной форме без недостающего значения.
[065] В некоторых аспектах заранее заданный способ литья может использоваться прогнозирующим образом для сообщения о параметрах изменения скорости литья для уменьшения недостающего значения или превышения. Так, например, величина изменения скорости разливки для уменьшения недостающего значения или превышения может быть определена исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы. В качестве одного иллюстративного примера это может содержать определение разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы, затем использование этой разницы для определения прогнозируемого объема избыточного расплавленного металла, ожидаемого вследствие перехода, затем определение соответствующей высоты, которая обеспечит этот объем, исходя из других факторов, таких как площадь поперечного сечения литейной формы и/или скорость отливки, и затем использование этой высоты для определения скорости и длительности изменения скорости литья для достижения такого объема, который вместит избыток расплавленного металла. В иллюстративном примере реализации можно спрогнозировать подходящую скорость литья для уменьшения превышения или недостающего значения, ввести ее как внезапное изменение скорости литья в соответствующее время и затем выполнить медленное продвижение назад к нормальной скорости литья за период времени, который позволит ПИД-алгоритму положения штифта отслеживать скорость уровня металла.
[066] В некоторых аспектах параметры изменения скорости литья для уменьшения недостающего значения или превышения могут быть определены без прямой необходимости в заранее заданном способе литья прогнозируемым образом. Например, в некоторых аспектах изменение скорости литья определяется исходя из разницы между определенным уровнем металла и заданным значением уровня металла. В качестве иллюстрирующего примера, ПИД-регулятор может быть использован для получения входных данных в виде заданного значения уровня металла и фактического уровня металла (например, от датчика 50 уровня металла) и ответа, посылая соответствующие команды для регулировки скорости литья нижнего блока для поддержки уровня расплавленного металла относительно литейной формы 11. Другими словами, скорость разливки может изменяться в ответ на уровень расплавленного металла, определенный в литейной форме 11, так что уровень расплавленного металла будет поддерживаться в пределах определенного диапазона относительно литейной формы 11.
[067] Хотя фиг. 3-4 были обсуждены в качестве репрезентативных различных примеров в отношении методов, содержащих изменение скорости литья (например, нижнего блока 12) и/или перемещение литейной формы 11 для уменьшения превышения или недостающего значения, эти фигуры относятся к одному примеру способа литья и не обязательно являются репрезентативными для некоторых других примеров. Процесс более подробно описан при обращении к фиг. 6.
[068] На фиг. 6 показана блок-схема, иллюстрирующая другой способ 600 управления подачи уровня металла в соответствии с различными примерами. Различные операции в способе 600 могут выполняться контроллером 52 и/или другими элементами, описанными выше.
[069] Различные действия способа 600 могут быть аналогичны действиям, описанным в способе 500, и, соответственно, такое описание не будет повторяться. Например, на этапах 610 и 620 способ 600 может включать действия, аналогичные описанным выше в отношении действий 510 и 520 в способе 500.
[070] На этапе 630 способ 600 включает предоставление командного сигнала первой фазы для первой фазы. Например, командный сигнал первой фазы может отличаться от последующих командных сигналов, предусмотренных для других фаз или переходов. В некоторых примерах командный сигнал первой фазы может обеспечивать автоматическую регулировку положения штифта (или другой регулировку другого устройства управления потоком) и/или автоматическое управление другими элементами устройства производства слитков. В некоторых примерах командный сигнал первой фазы может обеспечивать автоматическое управление в первой фазе исходя из заданного значения уровня металла и определенного уровня металла. Это может соответствовать регулировке положения штифта в соответствии с ПИД или другим алгоритмом. В некоторых примерах действие, описанное выше на этапе 530, может представлять собой пример действия на этапе 630.
[071] На этапе 640 способ 600 включает предоставление командного сигнала перехода. Командный сигнал перехода может отличаться от командного сигнала первой фазы для уменьшения или устранения превышения или недостающего значения, связанных с переходом между фазами, которые имеют различные требования к потоку. Командный сигнал перехода может запустить выполнение одного или нескольких действий, указанных на этапах 650, 660 и 670. Например, в некоторых вариантах командный сигнал перехода может вызывать только одно из трех действий, указанных на этапах 650, 660 и 670, в то время как в других вариантах командный сигнал перехода может вызвать все три или какую-либо иную комбинацию из трех действий, указанных на этапах 650, 660 и 670.
[072] В качестве первого варианта, указанного на этапе 650 на фиг. 6, командный сигнал перехода может вызвать перемещение устройства управления потоком в направлении замещающего положения устройства управления потоком. Например, это может соответствовать действиям, описанным выше в отношении методов, которые включают замену положения штифта и которые могут включать, помимо прочего, действия на этапах 540 и 550.
[073] В качестве второго варианта, указанного на этапе 660 на фиг. 6, командный сигнал перехода может вызвать перемещение литейной формы. Перемещение литейной формы может изменить высоту между литейной формой и трубопроводом, который доставляет расплавленный металл в литейную форму. В качестве неограничивающего примера, командный сигнал перехода на этапе 660 может управлять движением устройства 13 перемещения литейной формы на фиг. 1. В некоторых примерах перемещение литейной формы может привести к перемещению литейной формы вверх, например, для уменьшения превышения, которое в противном случае могло бы произойти в результате перехода между первой и второй фазами, имеющими различные требования к потоку. В некоторых примерах перемещение литейной формы может привести к перемещению литейной формы вниз, например, для уменьшения недостающего значения, которое в противном случае могло бы произойти в результате перехода между первой и второй фазами, имеющими разные требования к потоку. Скорость и величину перемещения можно определить на основе любых подходящих критериев. Например, скорость или величина перемещения могут быть основаны на разнице между соответствующими прогнозируемыми скоростями потока первой и второй фаз. В дополнительном или альтернативном варианте скорость или величина перемещения могут быть основаны на разнице между определенным уровнем металла и заданным значением уровня металла.
[074] В качестве третьего варианта, указанного на этапе 670 на фиг. 6, командный сигнал перехода может вызвать изменение скорости литья. Изменение скорости литья может изменить скорость, с которой нижний блок или другая опорная конструкция перемещается относительно литейной формы и/или относительно трубопровода, который доставляет расплавленный металл в литейную форму. В качестве неограничивающего примера, командный сигнал перехода на этапе 670 может управлять скоростью, с которой перемещается нижний блок 12 на фиг. 1. В некоторых примерах изменение скорости разливки может вызвать временное увеличение скорости разливки, например, для уменьшения превышения, которое в противном случае могло бы произойти в результате перехода между первой и второй фазами, имеющими различные требования к потоку. В некоторых примерах изменение скорости разливки может вызвать временное снижение скорости разливки, например, для уменьшения недостающего значения, которое в противном случае могло бы произойти в результате перехода между первой и второй фазами, имеющими разные требования к потоку. Величина изменения скорости разливки (и/или ускорение, при котором осуществляется изменение) может быть определена на основе любых подходящих критериев. Например, величина и/или ускорение для изменения скорости разливки могут быть основаны на разнице между соответствующими прогнозируемыми скоростями потока первой и второй фаз. В дополнительном или альтернативном варианте величина и/или ускорение для изменения скорости разливки могут быть основаны на разнице между определенным уровнем металла и заданным значением уровня металла. В различных примерах изменение скорости литья также содержит реализацию возврата или схождения к постоянной или базовой скорости литья способа литья после временного изменения скорости литья. Например, после временного увеличения скорости литья скорость литья может испытать последующее уменьшение для восстановления базовой скорости литья, или после временного уменьшения скорости литья скорость литья может испытать последующее увеличение для восстановления базовой скорости литья. Сходимость может быть реализована любым способом, включая, помимо прочего, линейное смещение от измененной скорости литья к базовой скорости литья.
[075] На этапе 680 способ 600 включает предоставление командного сигнала второй фазы для второй фазы. В некоторых примерах командный сигнал второй фазы может обеспечивать автоматическую регулировку положения штифта (или другой регулировки другого устройства управления потоком) и/или автоматическое управление другими элементами устройства производства слитков. В некоторых примерах командный сигнал второй фазы может обеспечивать автоматическое управление во второй фазе, исходя из заданного значения уровня металла и обнаруженного уровня металла. Это может соответствовать регулировке положения штифта в соответствии с ПИД или другим алгоритмом. В некоторых примерах действие, описанное выше на этапе 560, может быть примером действия на этапе 680. В общем случае действие на этапе 680 может соответствовать текущему управлению после промежуточного командного сигнала перехода, реализованного для уменьшения превышения или недостающего значения, которые в противном случае могли бы возникнуть или могли быть более заметными в результате перехода между фазами, имеющими разные требования к потоку. В некоторых примерах командный сигнал перехода может нарушить текущее управление на короткое время, например, менее чем на 0,5 секунды, или на одно сканирование системы, хотя в некоторых других примерах командный сигнал перехода может нарушить или дополнить постоянный контроль в течение более продолжительных периодов времени.
[076] Следующие примеры будут служить для дополнительной иллюстрации данного изобретения, но при этом не несут никакого ограничительного смысла. Напротив, следует понимать, что могут существовать различные варианты его осуществления, изменения и эквиваленты, которые после прочтения описания в настоящем документе смогут предложить специалисты в данной области техники без отступления от сущности изобретения.
[077] В контексте нижеуказанного любую ссылку на множество примеров следует понимать как ссылку на каждый из этих примеров по отдельности (например, «Примеры 1-4» следует понимать как «Примеры 1, 2, 3 или 4»).
[078] Пример 1А (который может содержать отличительные признаки любого из других примеров, приведенных в данном документе) представляет собой способ доставки расплавленного металла в процессе разливки, включающий: предоставление устройства отливки, причем устройство отливки содержит: литейную форму; трубопровод, выполненный с возможностью доставки расплавленного металла в литейную форму, причем трубопровод регулируемым образом перекрыт регулирующим штифтом; устройство задания положения, соединенное с регулирующим штифтом; датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме; и контроллер, соединенный с устройством задания положения и датчиком уровня; предоставление входных данных для контроллера в виде заданного значения уровня металла, которое изменяется во времени в соответствии со способом литья, имеющим по меньшей мере первую фазу, точку перехода и вторую фазу, причем первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, при этом точка перехода соответствует моменту времени, в который заканчивается первая фаза и начинается вторая фаза; предоставление входных данных для контроллера от датчика уровня в виде определенного уровня металла; для первой фазы предоставление контроллером для устройства задания положения выходного командного сигнала первого положения штифта, который является переменным во времени и содержит первое изменяющееся положение штифта, определенное на основании установленного уровня металла и заданного значения уровня металла для автоматического управления регулирующим штифтом во время первой фазы для модулирования потока или скорости потока расплавленного металла по трубопроводу так, чтобы уровень расплавленного металла в литейной форме оставался в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла; определение значения замещающего положения штифта исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; предоставление контроллером для устройства задания положения значения замещающего положения штифта вместо первого изменяющегося положения штифта в точке перехода; и для второй фазы предоставление контроллером для устройства задания положения выходного командного сигнала второго положения штифта, который является переменным во времени и содержит второе изменяющееся положение штифта, определенное на основании определенного уровня металла и заданного значения уровня металла для автоматического управления регулирующим штифтом во время второго этапа.
[079] Пример 2А представляет собой способ по п. 1А (или по любому из предшествующих или последующих примеров), в котором определение значения замещающего положения штифта на основе разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы дополнительно включает: определение контроллером разницы в процентах между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и определение значения замещающего положения штифта путем умножения первого изменяющегося положения штифта в конце или вблизи конца первой фазы на разницу процентов, определенную между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы.
[080] Пример 3A представляет собой способ по п. 1А (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы больше, чем вторая прогнозируемая скорость потока второй фазы; и причем предоставление контроллером для устройства задания положения значения замещающего положения штифта для первого изменяющегося положения штифта в точке перехода уменьшает превышение.
[081] Пример 4A представляет собой способ по п. 1А (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы меньше, чем вторая прогнозируемая скорость потока второй фазы; и при этом предоставление контроллером для устройства задания положения значения замещающего положения штифта для первого изменяющегося положения штифта в точке перехода уменьшает недостающее значение.
[082] Пример 5A представляет собой способ по п. 1А (или по любому из предшествующих или последующих примеров), в котором автоматическое управление на основе определенного уровня металла и заданного значения уровня металла нарушается менее чем на 0,5 секунды для обеспечения значения замещающего положения штифта в точке перехода.
[083] Пример 6A представляет собой способ по п. 1А (или по любому из предшествующих или последующих примеров), в котором контроллер представляет собой пропорционально-интегрирующий-дифференцирующий (ПИД) контроллер, который содержит ПИД-алгоритм для контроля уровня расплавленного металла в литейной форме в процессе литья алюминия, причем контроллер выполнен с возможностью приема или определения по меньшей мере одного заданного значения уровня металла.
[084] Пример 7A (который может содержать отличительные признаки любого из других примеров, приведенных в данном документе) представляет собой устройство для литья металла, содержащее: литейную форму; трубопровод, выполненный с возможностью подачи расплавленного металла в литейную форму, причем трубопровод регулируемым образом перекрыт устройством управления потоком; устройство задания положения, соединенное с устройством управления потоком; датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме; и контроллер, соединенный с устройством задания положения и датчиком уровня, причем контроллер содержит процессор, выполненный с возможностью выполнения кода, хранящегося на энергонезависимом машиночитаемом носителе в памяти контроллера, при этом контроллер запрограммирован кодом для: принятия или определения входных данных в форме заданного значения уровня металла, которое изменяется во времени в соответствии со способом литья, имеющим по меньшей мере первую фазу, время перехода и вторую фазу, причем первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, причем время перехода соответствует времени между окончанием первой фазы и началом второй фазы; принятия входных данных от датчика уровня в виде определенного уровня металла; предоставления устройству задания положения первого командного сигнала, который автоматически управляет устройством управления потоком во время первой фазы для модулирования потока или скорости потока расплавленного металла через трубопровод, исходя из определенного уровня металла и заданного значения уровня металла, так что уровень расплавленного металла в литейной форме остается в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла; предоставления устройству задания положения командного сигнала перехода, который перемещает устройство управления потоком во время перехода к замещающему положению устройства управления потоком, определенному исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и предоставления устройству задания положения второй командного сигнала, который автоматически управляет устройством управления потоком во время второй фазы исходя из определенного уровня металла и заданного значения уровня металла.
[085] Пример 8A представляет собой устройство по п. 7A (или по любому из предшествующих или последующих примеров), в котором контроллер запрограммирован с помощью кода для дополнительного определения замещающего положения устройства управления потоком исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы.
[086] Пример 9A представляет собой устройство по п. 8А (или по любому из предшествующих или последующих примеров), в котором указанный контроллер, запрограммированный с помощью кода для дополнительного определения замещающего положения устройства управления потоком исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы, включает: определение контроллером разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и определение замещающего положения устройства управления потоком путем изменения положения устройства управления потоком в конце или вблизи конца первой фазы в соответствии с линейным соотношением со значением разности.
[087] Пример 10A представляет собой устройство по п. 7A (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы больше, чем вторая прогнозируемая скорость потока второй фазы.
[088] Пример 11A представляет собой устройство по п. 7A (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы меньше, чем вторая прогнозируемая скорость потока второй фазы.
[089] Пример 12A представляет собой устройство по п. 7A (или по любому из предшествующих или последующих примеров), в котором время перехода определяется на основе одного прогона программы.
[090] Пример 13A представляет собой по п. 7A (или по любому из предшествующих или последующих примеров), в котором контроллер является пропорционально-интегрирующим-дифференцирующим (ПИД) контроллером, который содержит ПИД-алгоритм для литья металла.
[091] Пример 14А (который может содержать признаки любого из примеров, представленных в данном документе) представляет собой способ доставки расплавленного металла в процессе литья, включающий: принятие или определение контроллером входных данных в виде заданного значения уровня металла, которое изменяется во времени согласно способу литья, имеющему по меньшей мере первую фазу, время перехода и вторую фазу, причем первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, и в которой время перехода соответствует времени между концом первой фазы и началом второй фазы; принятие контроллером входных данных в виде уровня металла, определенного датчиком уровня, соединенным с контроллером и выполненным с возможностью измерения уровня расплавленного металла в литейной форме; выдачу первого командного сигнала контроллером на устройство задания положения, соединенное с устройством управления потоком, контролируемым способом перекрывающим трубопровод, выполненный с возможностью подачи расплавленного металла в форму, причем первый командный сигнал выполнен с возможностью автоматического управления устройством управления потоком во время первой фазы для модуляции потока или скорости потока расплавленного металла через трубопровод, исходя из определенного уровня металла и заданного значения уровня металла, так что уровень расплавленного металла в литейной форме остается в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла; выдачу контроллером на устройство задания положения командного сигнала перехода, который перемещает устройство управления потоком во время перехода к замещающему положению устройства управления потоком, определенному на основании разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и выдачу контроллером на устройство задания положения второго командного сигнала, который автоматически управляет устройством управления потоком во время второй фазы на основе определенного уровня металла и заданного значения уровня металла.
[092] Пример 15A представляет собой способ по п. 14А (или по любому из предшествующих или последующих примеров), дополнительно включающий определение замещающего положения устройства управления потоком на основе разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы.
[093] Пример 16A представляет собой способ по п. 15А (или по любому из предшествующих или последующих примеров), в котором определение замещающего положения устройства управления потоком на основе разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы включает: определение разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и определение замещающего положения устройства управления потоком путем изменения положения устройства управления потоком в конце или вблизи конца первой фазы в соответствии с линейным соотношением со значением разности.
[094] Пример 17A представляет собой способ по п. 14А (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы больше, чем вторая прогнозируемая скорость потока второй фазы.
[095] Пример 18A представляет собой способ по п. 14А (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы меньше, чем вторая прогнозируемая скорость потока второй фазы.
[096] Пример 19A представляет собой способ по п. 14А (или по любому из предшествующих или последующих примеров), в котором время перехода по меньшей мере является одним из следующих: определяется на основе одного прогона программы; или составляет менее 0,5 секунд.
[097] Пример 20A представляет собой способ по п. 14А (или по любому из предшествующих или последующих примеров), в котором контроллер является пропорционально-интегрирующим-дифференцирующим (ПИД) контроллером, который содержит ПИД-алгоритм для литья металла.
[098] Пример 1B (который может содержать отличительные признаки любого из других примеров, приведенных в данном документе) представляет собой устройство для литья металла, при этом устройство содержит: литейную форму; трубопровод, выполненный с возможностью подачи расплавленного металла в литейную форму, причем трубопровод регулируемым образом перекрыт устройством управления потоком; устройство задания положения, соединенное с устройством управления потоком; датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме; и контроллер, содержащий процессор, выполненный с возможностью исполнения кода, хранящегося на энергонезависимом машиночитаемом носителе в памяти контроллера, причем контроллер запрограммирован кодом для: принятия или определения входных данных в виде заданного значения уровня металла, которое является изменяющимся во времени согласно способу литья, имеющему по меньшей мере первую фазу, время перехода и вторую фазу, причем первая фаза имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы, и в которой время перехода соответствует времени между окончанием первой фазы и началом второй фазы; принятия входных данных от датчика уровня в виде определенного уровня металла; и предоставления командного сигнала перехода, выполненного с возможностью достижения цели уменьшения или устранения некоторого недостающего значения или превышения, связанного с временем перехода, при этом командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере одного из следующих действий: (A) движения устройства управления потоком во время перехода к замещающему положению устройства управления потоком, определенному на основании разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; (B) перемещения литейной формы для изменения высоты между литейной формой и трубопроводом; или (C) изменение скорости литья в течение времени перехода или около него для ее отличия во время второй фазы.
[099] Пример 2В представляет собой устройство по п. 1В (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания (А), (В) и (С).
[0100] Пример 3B представляет собой устройство по п. 1B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания (А), но не вызывания (В) и не вызывания (С).
[0101] Пример 4B представляет собой устройство по п. 1B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания (В), но не вызывания (А) и не вызывания (С).
[0102] Пример 5B представляет собой устройство по п. 1B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания (С), но не вызывания (А) и не вызывания (В).
[0103] Пример 6B представляет собой устройство по любому из примеров 1B, 2B или 3B (или по любому из предшествующих или последующих примеров), в котором контроллер запрограммирован с помощью кода, чтобы дополнительно: обеспечить устройство задания положения первым командным сигналом, который автоматически управляет устройством управления потоком во время первой фазы для модулирования потока или скорость потока расплавленного металла через трубопровод, исходя из определенного уровня металла и заданного значения уровня металла, так что уровень расплавленного металла в литейной форме остается в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла; при этом командный сигнал перехода выполнен с возможностью достижения цели посредством вызывания по меньшей мере (А) таким образом, чтобы вызвать перемещение устройства управления потоком во время перехода к замещающему положению устройства управления потоком, определенному на основе разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и обеспечить устройство задания положения вторым командным сигналом, который автоматически управляет устройством управления потоком во время второй фазы на основе определенного уровня металла и заданного значения уровня металла.
[0104] Пример 7B представляет собой устройство по любому из примеров 1B, 2B, 3B или 6B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (A), причем контроллер запрограммирован кодом для дополнительного определения замещающего положения устройства управления потоком исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы.
[0105] Пример 8В представляет собой устройство по п. 7В (или по любому из предшествующих или последующих примеров), в котором указанный контроллер, запрограммированный с помощью кода для дополнительного определения замещающего положения устройства управления потоком, исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы, включает: определение контроллером разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы; и определение замещающего положения устройства управления потоком путем изменения положения устройства управления потоком в конце или вблизи конца первой фазы в соответствии с линейным соотношением со значением разности.
[0106] Пример 9B представляет собой устройство по любому из примеров 1B, 2B, 3B, 6В, 7В или 8В (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (A), причем контроллер является контроллером пропорционально-интегрирующим-дифференцирующим (ПИД) контроллером, который содержит ПИД-алгоритм для литья металла.
[0107] Пример 10B представляет собой устройство по любому из примеров 1B, 2B или 4B, в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (B), причем устройство дополнительно содержит один или большее количество исполнительных механизмов, связанных с литейной формой и выполненных с возможностью по меньшей мере подъема или опускания литейной формы относительно трубопровода.
[0108] Пример 11B представляет собой устройство по любому из примеров 1B, 2B, 4B или 10B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (B), причем перемещение литейной формы включает подъем литейной формы для уменьшения высоты между линейной формой и трубопроводом с целью уменьшения превышения.
[0109] Пример 12B представляет собой устройство по любому из примеров 1B, 2B, 4B, 10B или 11B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (B), причем скорость или величина перемещения литейной формы определяется исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы.
[0110] Пример 13B представляет собой устройство по любому из примеров 1B, 2B, 4B, 10B или 11B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (B), причем скорость или величина перемещения литейной формы определяется исходя из разницы между определенным уровнем металла и заданным значением уровня металла.
[0111] Пример 14B представляет собой устройство по любому из примеров 1B, 2B или 5В (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (С), причем устройство дополнительно содержит нижний блок, выполненный с возможностью (i) перемещения вниз от трубопровода и (ii) для поддержки слитка, образованного расплавленным металлом, доставленным в форму, при этом скорость разливки содержит скорость, с которой нижний блок движется вниз от трубопровода.
[0112] Пример 15B представляет собой устройство по любому из примеров 1B, 2B, 5B или 14B (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (C), причем изменение скорости разливки в течение времени перехода включает обеспечение того, что скорость разливки во время перехода или вблизи него будет больше, чем во время второй фазы, для уменьшения превышения.
[0113] Пример 16B представляет собой устройство по любому из примеров 1B, 2B, 5B, 14В или 15В (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (C), причем величина изменения скорости разливки определяется исходя из разницы между первой прогнозируемой скоростью потока первой фазы и второй прогнозируемой скоростью потока второй фазы.
[0114] Пример 17B представляет собой устройство по любому из примеров 1B, 2B, 5B, 14В или 15В (или по любому из предшествующих или последующих примеров), в котором командный сигнал перехода выполнен с возможностью достижения цели путем вызывания по меньшей мере (C), причем величина изменения скорости разливки определяется исходя из разницы между определенным уровнем металла и заданным значением уровня металла.
[0115] Пример 18B представляет собой устройство по любому из примеров 1B-17B (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы больше, чем вторая прогнозируемая скорость потока второго этапа; и при этом командный сигнал перехода уменьшает превышение, причем превышение соответствует определенному уровню металла, превышающему заданное значение уровня металла на пороговое значение.
[0116] Пример 19B представляет собой устройство по любому из примеров 1B-17B (или по любому из предшествующих или последующих примеров), в котором первая прогнозируемая скорость потока первой фазы меньше, чем вторая прогнозируемая скорость потока второй фазы; и при этом командный сигнал перехода уменьшает недостающее значение, причем недостающее значение соответствует определенному уровню металла, недотягивающему до заданного значения уровня металла на пороговое значение.
[0117] Пример 20B представляет собой устройство по любому из примеров 1B-19B (или по любому из предшествующих примеров), в котором время перехода по меньшей мере является одним из следующих: определяется на основании одного прогона программы; или составляет менее 0,5 секунды.
[0118] Вышеописанные аспекты являются только возможными примерами реализации изобретения, изложенными лишь для ясного понимания принципов данного описания изобретения. Многие варианты и изменения могут быть внесены в описанный выше пример (примеры) без существенного отклонения от сущности и принципов настоящего раскрытия изобретения. Все такие изменения и варианты включены в объем настоящего изобретения, и все возможные пункты формулы, относящиеся к отдельным аспектам или комбинациям элементов или этапов, предназначены для поддержки настоящего раскрытия изобретения. Кроме того, хотя в данном документе, а также в последующих пунктах формулы изобретения, использованы конкретные термины, они использованы только в общем и описательном смысле, а не в целях ограничения раскрытого изобретения и последующих пунктов формулы.
[0119] Использование артиклей «а», «an» и «the» и аналогичных ссылок в контексте описания изобретения (особенно в контексте следующей ниже формулы изобретения) должно толковаться как охватывающее как единственное, так и множественное число, если в данном документе не указано иное или это явно не противоречит контексту. Термины «содержащий», «имеющий» и «включающий» следует толковать как термины открытого состава (т.е. означающие «содержащий, помимо прочего,»), если не указано иное. Термин «соединенный» должен толковаться как частично или полностью содержащийся внутри, прикрепленный или соединенный вместе, даже если что-то мешает. Перечисление диапазонов значений в данном документе просто предназначено для того, чтобы служить кратким способом индивидуальной ссылки на каждое отдельное значение, попадающее в этот диапазон, если здесь не указано иное, и каждое отдельное значение включается в описание, как если бы оно было отдельно указано в данном документе. Все способы, описанные в данном документе, могут быть выполнены в любом подходящем порядке, если иное не указано в данном документе или иное явно не противоречит контексту. Использование любого и всех примеров или примерных формулировок (например, «таких как»), представленных в данном документе, предназначено просто для лучшего освещения вариантов реализации изобретения и не налагает ограничения на объем изобретения, если не заявлено иное. Ни один язык в описании не должен истолковываться как указывающий на какой-либо не заявленный элемент как существенный для практической реализации изобретения.
[0120] Предпочтительные варианты реализации этого изобретения описаны в данном документе, включая лучший способ, известный изобретателям для реализации изобретения. Возможность вариаций указанных предпочтительных вариантов осуществления могут стать очевидными для специалистов в данной области техники после прочтения предшествующего описания. Авторы изобретения ожидают, что квалифицированные специалисты будут использовать такие варианты в зависимости от обстоятельств, и авторы изобретения предполагают, что изобретение будет реализовано на практике иначе, чем конкретно описано здесь. Соответственно, это изобретение содержит все модификации и эквиваленты предмета, перечисленного в прилагаемой формуле изобретения, насколько это разрешено применимым законодательством. Более того, любая комбинация вышеописанных элементов во всех возможных их вариантах охватывается изобретением, если иное не указано в данном документе или иное явно не противоречит контексту.
[0121] Все ссылки, включая публикации, заявки на патенты и патенты, цитированные в данном документе, включены в него посредством ссылки в той же степени, как если бы каждая ссылка была отдельно и конкретно указана для включения в качестве ссылки и была изложена во всей ее полноте в настоящем документе
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬ УРОВНЯ МЕТАЛЛА ВО ВРЕМЯ ЛИТЬЯ | 2021 |
|
RU2813255C1 |
| КОНТРОЛЬ ФОРМИРОВАНИЯ СЛИТКА | 2021 |
|
RU2813254C1 |
| ОБНАРУЖЕНИЕ ОТДЕЛЕНИЯ МЕТАЛЛА ОТ ЛИТЕЙНОЙ ФОРМЫ | 2021 |
|
RU2813077C1 |
| РЕГИСТРАЦИЯ СОБЫТИЙ В СИСТЕМЕ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2021 |
|
RU2815517C1 |
| МОНИТОРИНГ СРЕДЫ ЛИТЬЯ | 2021 |
|
RU2809019C1 |
| СПОСОБ УСТРАНЕНИЯ УСАДОЧНОЙ РАКОВИНЫ В ОТЛИВАЕМОМ СЛИТКЕ | 2011 |
|
RU2533221C1 |
| СНИЖЕННАЯ ЧУВСТВИТЕЛЬНОСТЬ К РАСТРЕСКИВАНИЮ ЛИТЫХ СЛИТКОВ СЕРИИ 7XXX, ПОЛУЧЕННЫХ НЕПРЕРЫВНЫМ ЛИТЬЕМ В КРИСТАЛЛИЗАТОР (DC) | 2020 |
|
RU2819336C1 |
| СПОСОБ ОТЛИВКИ СОСТАВНОГО СЛИТКА С КОМПЕНСАЦИЕЙ ИЗМЕНЕНИЯ ТЕМПЕРАТУРЫ МЕТАЛЛА | 2011 |
|
RU2510782C1 |
| СПОСОБ НАГРЕВА МЕТАЛЛИЧЕСКОГО СЛИТКА, СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СЛИТКА | 2011 |
|
RU2469815C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА УГЛА ЛИТЕЙНОЙ ФОРМЫ ВО ВРЕМЯ ЛИТЬЯ, А ТАКЖЕ СООТВЕТСТВУЮЩИЕ СИСТЕМА И СПОСОБ | 2021 |
|
RU2801970C1 |
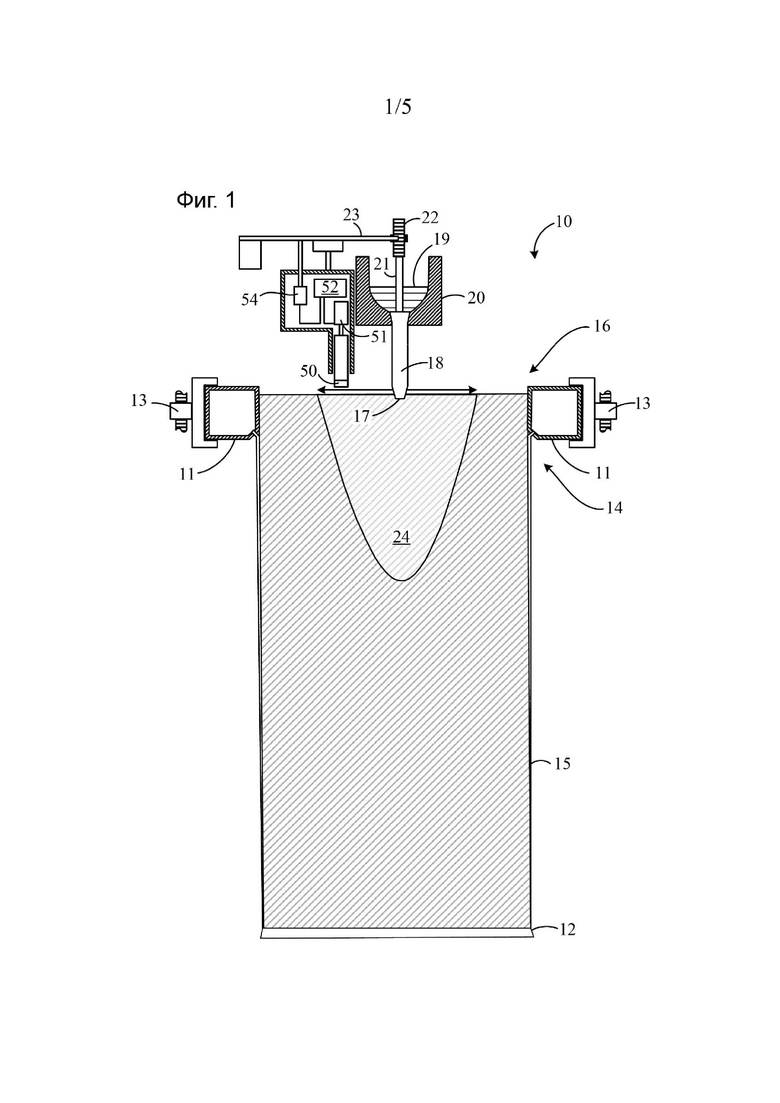
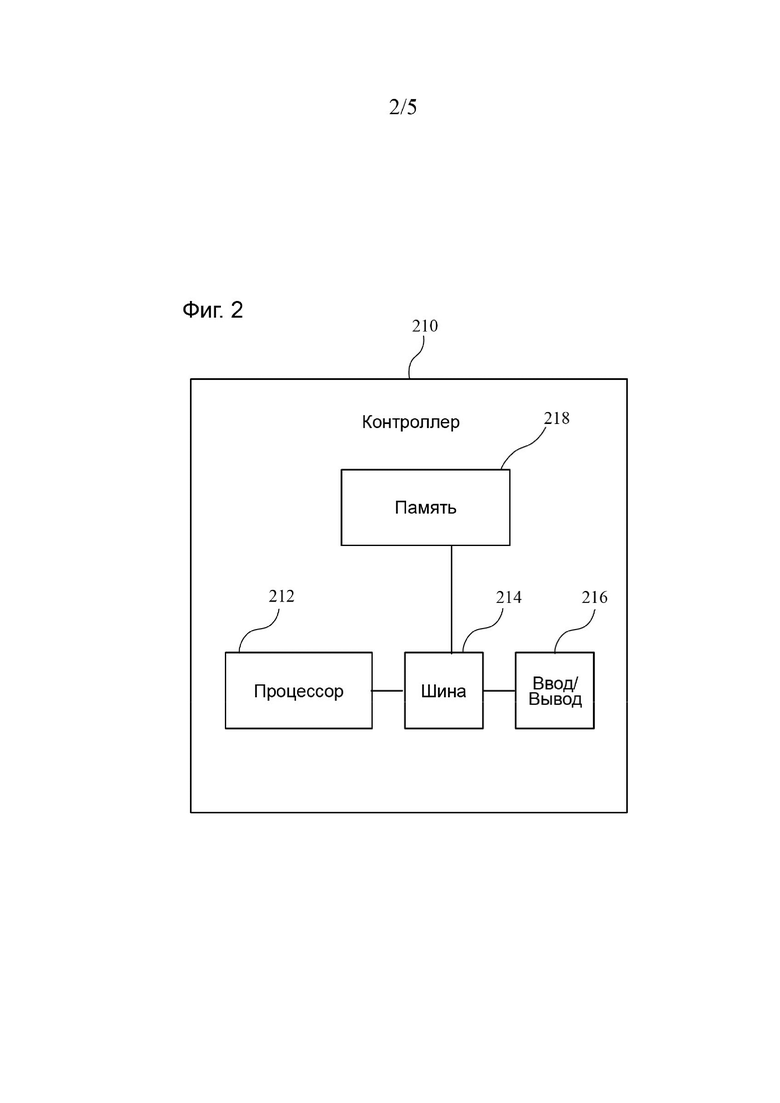
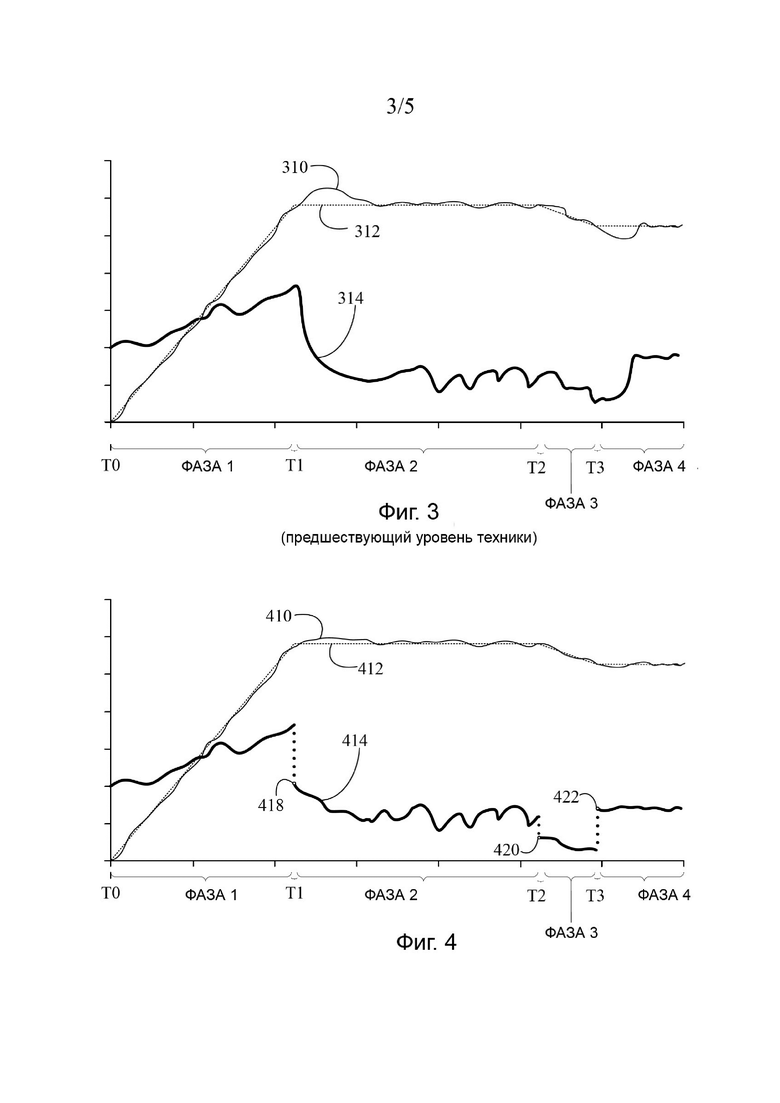
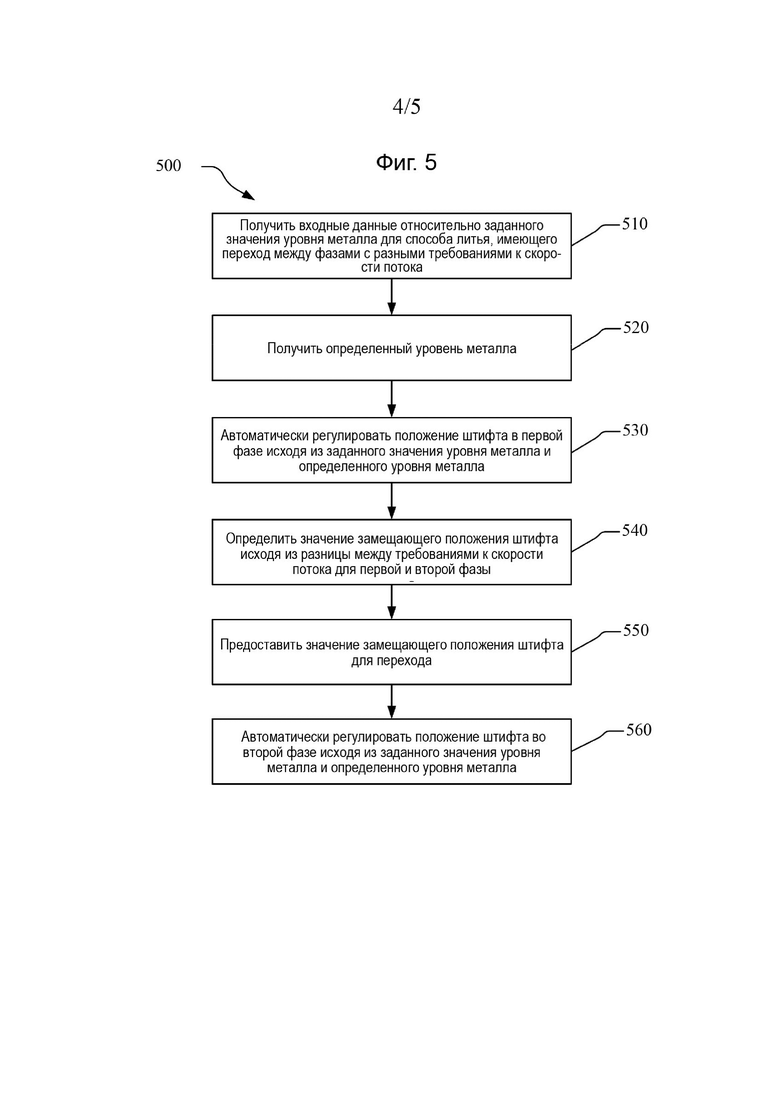
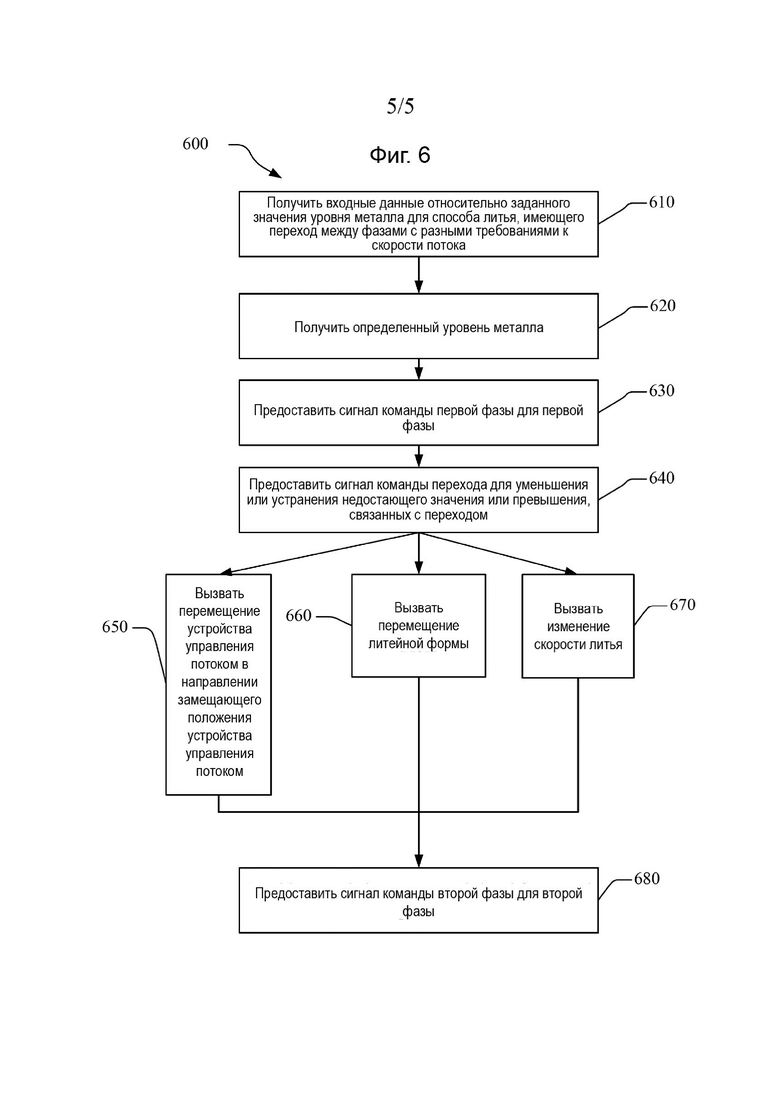
Изобретение относится к автоматизации и может быть использовано в литейном производстве. Устройство содержит литейную форму (11), трубопровод для выполненный подачи металла в форму (11), устройство управления потоком, устройство задания положения, соединенное с устройством управления потоком, датчик (50) уровня металла в форме (11) и контроллер (52). Контроллер запрограммирован с возможностью принимать или определять входные данные в виде заданного значения уровня металла в соответствии со способом литья и предоставлять сигнал команды перехода от одной скорости литья к другой. При этом сигнал команды перехода обеспечивает по меньшей мере одну из операций: (A) перемещение устройства управления потоком во время перехода к замещающему положению устройства управления потоком, (B) перемещение литейной формы для изменения высоты между литейной формой и трубопроводом, или (C) изменение скорости литья в течение времени перехода или около него для ее отличия во время второй фазы. Обеспечивается динамическое управление скоростью потока металла. 19 з.п. ф-лы, 6 ил.
1. Устройство для литья металла, содержащее:
литейную форму,
трубопровод, выполненный с возможностью подачи расплавленного металла в литейную форму, причем трубопровод регулируемым образом перекрыт устройством управления потоком,
устройство задания положения, соединенное с устройством управления потоком,
датчик уровня, выполненный с возможностью измерения уровня расплавленного металла в литейной форме, и
контроллер, содержащий процессор, выполненный с возможностью исполнения кода, хранящегося на энергонезависимом машиночитаемом носителе в памяти контроллера, причем контроллер запрограммирован кодом с возможностью
принимать или определять входные данные в виде заданного значения уровня металла, которое изменяется во времени в соответствии со способом литья, имеющим по меньшей мере первую фазу литья, время перехода и вторую фазу литья, причем первая фаза литья имеет первую прогнозируемую скорость потока, которая отличается от второй прогнозируемой скорости потока второй фазы литья, причем время перехода соответствует времени между окончанием первой фазы литья и началом второй фазы литья,
принимать входные данные от датчика уровня в виде определенного уровня металла
и предоставлять сигнал команды перехода, сконфигурированный для достижения цели по меньшей мере частичного устранения недостающего значения или превышения уровня металла, связанных со временем перехода, при этом сигнал команды перехода выполнен с возможностью достижения упомянутой цели путем вызывания по меньшей мере одной операции из:
(A) перемещение устройства управления потоком во время перехода к замещающему положению устройства управления потоком, определенному исходя из разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья,
(B) перемещение литейной формы для изменения высоты между литейной формой и трубопроводом, или
(C) изменение скорости литья в течение времени перехода или вблизи него для ее отличия во время второй фазы литья.
2. Устройство по п. 1, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода для достижения упомянутой цели путем вызывания операций (А), (В) и (С).
3. Устройство по п. 1, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода для достижения упомянутой цели путем вызывания операции (А) и без вызывания операции (В) и без вызывания операции (C).
4. Устройство по п. 1, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода для достижения упомянутой цели путем вызывания операции (B) и без вызывания операции (А) и без вызывания операции (C).
5. Устройство по п. 1, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода для достижения упомянутой цели путем вызывания операции (C) и без вызывания операции (А) и без вызывания операции (В).
6. Устройство по любому из пп. 1, 2 или 3, отличающееся тем, что контроллер запрограммирован с помощью кода, чтобы дополнительно:
предоставить устройству задания положения первый командный сигнал, который автоматически управляет устройством управления потоком во время первой фазы литья, чтобы модулировать поток или скорость потока расплавленного металла через трубопровод, исходя из определенного уровня металла и заданного значения уровня металла, так что уровень расплавленного металла в литейной форме остается в диапазоне уровней расплавленного металла, который находится вблизи заданного значения уровня металла,
при этом командный сигнал перехода выполнен с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (А), чтобы вызвать перемещение устройства управления потоком во время перехода к замещающему положению устройства управления потоком, определенному исходя из разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья и
предоставить устройству задания положения второй командный сигнал, который автоматически управляет устройством управления потоком во время второй фазы литья исходя из определенного уровня металла и заданного значения уровня металла.
7. Устройство по любому из пп. 1, 2, 3 или 6, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (А), при этом контроллер запрограммирован кодом для дополнительного определения замещающего положения устройства управления потоком исходя из разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья.
8. Устройство по п. 7, отличающееся тем, что контроллер, запрограммированный кодом для дополнительного определения замещающего положения устройства управления потоком, исходя из разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья, содержит:
определение контроллером значения разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья и
определение замещающего положения устройства управления потоком путем изменения положения устройства управления потоком в конце или вблизи конца первой фазы литья в соответствии с линейной зависимостью со значением разности.
9. Устройство по любому из пп. 1, 2, 3, 6, 7 или 8, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (А), причем контроллер является пропорционально-интегрирующим-дифференцирующим (ПИД) контроллером, который содержит ПИД-алгоритм для литья металла.
10. Устройство по любому из пп. 1, 2 или 4, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода для достижения упомянутой цели путем вызывания по меньшей мере операции (В), причем устройство дополнительно содержит один или большее количество исполнительных механизмов, соединенных с литейной формой и выполненных с возможностью по меньшей мере подъема или опускания литейной формы относительно трубопровода.
11. Устройство по любому из пп. 1, 2, 4 или 10, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (В), при этом перемещение литейной формы включает подъем формы для уменьшения высоты между формой и трубопроводом, чтобы уменьшить превышение.
12. Устройство по любому из пп. 1, 2, 4, 10 или 11, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (В), при этом скорость или количество перемещения литейной формы определяются исходя из разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья.
13. Устройство по любому из пп. 1, 2, 4, 10 или 11, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (В), причем скорость или количество перемещения литейной формы определяются исходя из разницы между определенным уровнем металла и заданным значением уровня металла.
14. Устройство по любому из пп. 1, 2 или 5, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (С), при этом устройство дополнительно содержит нижний блок, скомпонованный для (i) движения вниз от трубопровода и (ii) для поддержки слитка, образованного расплавленным металлом, подаваемым в литейную форму, причем скорость разливки включает скорость, с которой нижний блок перемещается вниз от трубопровода.
15. Устройство по любому из пп. 1, 2, 5 или 14, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (С), при этом изменение скорости разливки во время перехода включает обеспечение того, что скорость разливки во время перехода или вблизи него будет больше, чем во время второй фазы литья, для уменьшения превышения.
16. Устройство по любому из пп. 1, 2, 5, 14 или 15, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (С), причем величина изменения скорости разливки определяется исходя из разницы между первой прогнозируемой скоростью потока первой фазы литья и второй прогнозируемой скоростью потока второй фазы литья.
17. Устройство по любому из пп. 1, 2, 5, 14 или 15, отличающееся тем, что оно выполнено с возможностью предоставлять сигнал команды перехода с возможностью достижения упомянутой цели путем вызывания по меньшей мере операции (С), причем величина изменения скорости разливки определяется исходя из разницы между обнаруженным уровнем металла и заданным значением уровня металла.
18. Устройство по любому из пп. 1-17, отличающееся тем, что первая прогнозируемая скорость потока первой фазы литья больше, чем вторая прогнозируемая скорость потока второй фазы литья,
при этом сигнал команды перехода уменьшает превышение, причем превышение соответствует определенному уровню металла, превышающему заданное значение уровня металла на пороговое значение.
19. Устройство по любому из пп. 1-17, отличающееся тем, что первая прогнозируемая скорость потока первой фазы литья меньше, чем вторая прогнозируемая скорость потока второй фазы литья,
при этом сигнал команды перехода уменьшает недостающее значение, причем недостающее значение соответствует определенному уровню металла, недотягивающему до заданного значения уровня металла на пороговое значение.
20. Устройство по любому из пп. 1-19, отличающееся тем, что время перехода является по меньшей мере одним из следующего:
определяется на основе одного прогона программы или
составляет менее 0,5 секунды.
| US 20140262119 A1, 18.09.2014 | |||
| US 5311924 A1, 17.05.1994 | |||
| WO 1997014521 A1, 24.04.1997 | |||
| US 4774999 A1, 04.10.1988 | |||
| СЕНСОРНАЯ И АВТОМАТИЗИРОВАННАЯ СИСТЕМА ЛИТЕЙНОГО СТОЛА | 2004 |
|
RU2351431C2 |
| SU 1092825 A1, 27.05.1999. | |||

