Область техники
Настоящее изобретение относится к области технологий переработки автоклавных газобетонных блоков/панелей, в частности к интеллектуальному резательному станку и способу автоматической смены стальной проволоки.
Уровень техники
Автоклавный газобетонный блок представляет собой пористое бетонное изделие, изготовленное из золы-уноса, извести, цемента, гипса, шлака и других сырьевых материалов с добавлением соответствующего количества газообразователя, регулирующего агента и стабилизатора пузырьков. В процесс создания блоков входят многие процессы, такие как дозировка, перемешивание, заливка смеси, выдержка по времени, резка на блоки и автоклавная обработка. Автоклавный газобетонный блок имеет массу на единицу объема, равную одной трети массы глиняного кирпича, теплоизоляционные свойства в 3-4 раза выше, чем у глиняного кирпича, звукоизоляционные свойства в 2 раза выше, чем у глиняного кирпича, повышенную непроницаемость, чем у глиняного кирпича, и огнестойкие свойства в 6-8 раз выше, чем у железобетона. Прочность кладки из блоков составляет около 80% от прочности самих блоков (30% для красного кирпича). Автоклавные газобетонные блоки отличаются хорошими строительными характеристиками: их можно не только изготавливать на заводе по различным типоразмерам, но и пилить, строгать, сверлить, забивать гвозди, как дерево. Кроме того, из-за относительно большого объема такие блоки обладают повышенной скоростью строительства, что полностью отвечает потребностям в создании энергосберегающих зданий. Блоки широко востребованы во всех странах мира, также имеют широкие и радужные перспективы развития на рынке строительных материалов в Китае.
В настоящее время в процессе производства автоклавных газобетонных блоков/панелей, как правило, влажную заготовку, прошедшую газообразование, подвергают резке на блоки необходимых размеров, как правило, с помощью стальной проволоки. В связи с тем, что в процессе производства часто нужно изменять типоразмеры блоков/панелей в зависимости от требования заказчика, поэтому необходимо постоянно регулировать положение стальной проволоки для удовлетворения различных потребностей в резке. Кроме того, в процессе производства стальная проволока может оборваться через некоторое время работы. В существующих резательных станках установка и наладка стальной проволоки, как правило, выполняются вручную, что занимает много времени и приводит к низкой производительности.
В результате поиска в заявке на патент Китая № 201611216755.0 раскрыты устройство для смены стальной проволоки и резательное оборудование, использующее это устройство. Устройство для смены стальной проволоки в данной заявке включает первый узел привода и механизм смены стальной проволоки, причем первый узел привода соединен с механизмом смены стальной проволоки, и первый узел привода имеет первый приводной элемент; механизм смены стальной проволоки включает соединительный узел, второй узел привода и позиционирующий элемент, причем второй узел привода соединен с позиционирующим элементом и установлен в соединительном узле, первый приводной элемент предназначен для привода соединительного узла в движение в первом направлении, второй узел привода предназначен для привода позиционирующего элемента в движение во втором направлении, которое пересекается с первым направлением. В данной заявке благодаря взаимодействию первого приводного узла с механизмом смены стальной проволоки, электромагнитные патроны, расположенные в пазах позиционирующей части, притягивают гайки на обоих концах стальной проволоки и приводят гайки во вращение, чтобы раскрутить держатель стальной проволоки для извлечения стальной проволоки, подлежащей замене. При использовании вышеуказанного технического решения для установки стальной проволоки предъявлены достаточно жесткие требования к месту расположения гайки и монтажного отверстия, часто встречается смещение, и следовательно, снижается эффективность работы. Кроме того, вышеуказанное решение не может обеспечивать автоматической загрузки заменяемой стальной проволоки либо автоматического извлечения снятой стальной проволоки.
Сущность изобретения
1. Поставленная задача
В существующем производстве автоклавного газобетона стальную проволоку сменяют вручную, что занимает относительно большое время и отличается пониженной производительностью. Для решения этой проблемы настоящее изобретение обеспечивает интеллектуальный резательный станок и способ автоматической смены стальной проволоки. За счет использования технического решения настоящего изобретения можно выполнять более эффективную автоматическую смену стальной проволоки и реализовать автоматическую загрузку стальной проволоки, что позволяет повышать эффективность производства.
2. Технические решения
Для решения поставленной задачи технические решения настоящего изобретения заключаются в следующем:
Настоящее изобретение обеспечивает интеллектуальный резательный станок, включающий корпус станины и резательное устройство, закрепленное в корпусе станины, причем резательное устройство используется для резки заготовки, подлежащей резке; устройство автоматической смены стальной проволоки, предназначенное для автоматической смены стальной проволоки, используемой в резательном устройстве, и включающее узел хранения проволоки, узел захвата проволоки и узел передачи, причем в узле хранения проволоки предусмотрен ряд пунктов хранения проволоки, предназначенных для хранения проволоки, подлежащей установке; узел передачи используется для последовательной подачи проволоки, хранящейся в узле хранения проволоки, к пунктам снятия и укладки; узел захвата проволоки используется для снятия проволоки, переданной к пунктам снятия и укладки, установки ее в резательном станке, и/или снятия проволоки из резательного станка и укладки ее обратно в узел хранения проволоки.
Предпочтительно, пункты хранения проволоки расположены по периферии узла хранения проволоки в кольцевом направлении.
Предпочтительно, узел хранения проволоки включает две кольцевые конвейерные ленты, расположенные друг напротив друга, причем по внешней периферии конвейерная лента снабжена ограничительным пазом для размещения концов проволоки.
Предпочтительно, по внешней периферии конвейерная лента снабжена нажимной пластиной, ограничительный паз расположен между конвейерной лентой и нажимной пластиной, а нажимная пластина снабжена прорезами для входа и выхода концов проволоки.
Предпочтительно, конвейерная лента соединена с вращающимся приводным механизмом, включающим ведущее колесо и ведомое колесо, установленные на концах конвейерной ленты, причем ведущее колесо соединено с источником привода.
Предпочтительно, пункты хранения проволоки распределены в горизонтальном направлении параллельно и на расстоянии друг от друга на узле хранения проволоки, в качестве узла передачи принят механизм скольжения или горизонтальная конвейерная лента, причем направление движения узла передачи перпендикулярно к направлению распределения пунктов хранения проволоки.
Предпочтительно, резательный станок также включает узел рельса и ходовой узел, причем узел рельса закреплен в резательном станке, а ходовой узел может быть установлен в узле рельса с возможностью скольжения, направление скольжения совпадает с направлением длины узла рельса; узел хранения проволоки может быть установлен в ходовом узле с возможностью скольжения, направление скольжения перпендикулярно к направлению скольжения самого ходового узла.
Предпочтительно, ходовой узел снабжен чистящим узлом, который включает корпус и щетку, установленную на вершине корпуса, причем вершина щетки контактирует с проволокой на резательном устройстве резательного станка.
Предпочтительно, отличается тем, что узел захвата проволоки включает второй подъемно-спускной блок и захват проволоки, расположенный над вторым подъемно-спускным блоком; узел хранения проволоки снабжен узлами извлекающего захвата с обеих сторон, узел извлекающего захвата включает первый подъемно-спускной блок и расположенный над ним извлекающий захват, а непосредственно под противоположной стороной извлекающего захвата предусмотрен извлекающий короб.
Способ замены стальной проволоки, используемый в вышеуказанном резательном станке для резки автоклавной газобетонной заготовки, включает следующие шаги:
Шаг 1: с помощью датчика определяют конкретное место положения проволоки, подлежащей замене, ходовой узел перемещается к соответствующему месту;
Шаг 2: узел захвата проволоки поднимается до верхнего положения, захватывает заменяемую проволоку, устройство натяжения пластины для проволоки освобождается, затем узел захвата проволоки опускается до нижнего положения и освобождает проволоку, таким образом, можно снимать проволоку;
Шаг 3: узел захвата проволоки находится в нижнем положении, захватывает проволоку, поданную в пункт снятия и укладки в узле хранения проволоки, таким образом, можно снимать проволоку из узла хранения проволоки;
Шаг 4: узел захвата проволоки поднимается до верхнего положения, положит захваченную проволоку в паз на пластине для проволоки, устройство натяжения пластины для проволоки фиксирует проволоку натяжением, при этом узел захвата проволоки освобождает проволоку и опускается вниз до нижнего положения, таким образом, выполняется автоматическая установка стальной проволоки.
3. Технический результат
По сравнению с существующими аналогами, известными из уровня техники, настоящее изобретение обладает следующими преимуществами:
(1) Интеллектуальный резательный станок согласно настоящему изобретению позволяет выполнять автоматическую смену стальной проволоки на корпусе резательного станка для резки заготовок, благодаря взаимодействию устройства автоматической смены стальной проволоки, узла рельса и ходового узла. Эта операция проста и удобна, способствует повышению эффективности производства. Благодаря взаимодействию узла хранения проволоки, узла захвата проволоки и узла передачи осуществляют ряд действий по хранению, передаче, захвату, установке проволоки и т.д., тем самым выполняют операцию по замене проволоки. Весь процесс прост и высокоэффективен.
(2) В интеллектуальном резательном станке согласно настоящему изобретению благодаря оптимизации конструкции узла хранения проволоки, по внешней периферии конвейерная лента снабжена ограничительным пазом для размещения концов проволоки, оба конца проволоки могут быть размещены и сохранены в ограничительном пазе. Такое устройство конструктивно просто и удобно в эксплуатации. Вместе с этим, по внешней периферии конвейерная лента снабжена нажимной пластиной, ограничительный паз расположен между конвейерной лентой и нажимной пластиной, более того, нажимная пластина снабжена прорезами для входа и выхода концов проволоки, что позволяет предотвращать возможность падения проволоки и делает хранение проволоки более стабильным.
(3) В интеллектуальном резательном станке согласно настоящему изобретению ходовой узел установлен в узле рельса с возможностью скольжения, направление скольжения совпадает с направлением длины узла рельса; узел хранения проволоки установлен в ходовом узле с возможностью скольжения, направление скольжения перпендикулярно к направлению скольжения самого ходового узла, что позволяет обеспечивать разнообразие направлений движения узла хранения проволоки, реализовать точное позиционирование и одновременно удовлетворять потребность в размещении проволоки в различных положениях.
(4) В интеллектуальном резательном станке согласно настоящему изобретению узел хранения проволоки снабжен узлами извлекающего захвата с обеих сторон, причем узел извлекающего захвата включает первый подъемно-спускной блок и расположенный над ним извлекающий захват, а непосредственно под противоположной стороной извлекающего захвата предусмотрен извлекающий короб. Благодаря взаимодействию узла извлекающего захвата с извлекающим коробом можно осуществлять автоматическое извлечение отбракованной проволоки.
(5) В интеллектуальном резательном станке согласно настоящему изобретению ходовой узел снабжен чистящим узлом, который включает корпус и щетку, установленную на вершине корпуса, причем вершина щетки контактирует с проволокой на резательном устройстве, и щетка очищает проволоку в ходе движения ходового узла, что позволяет осуществлять автоматическое удаление примеси с поверхности проволоки резательного станка, избегая скрытых опасностей, связанных с очисткой вручную, и, тем самым, повышать эффективность производства.
Описание чертежей
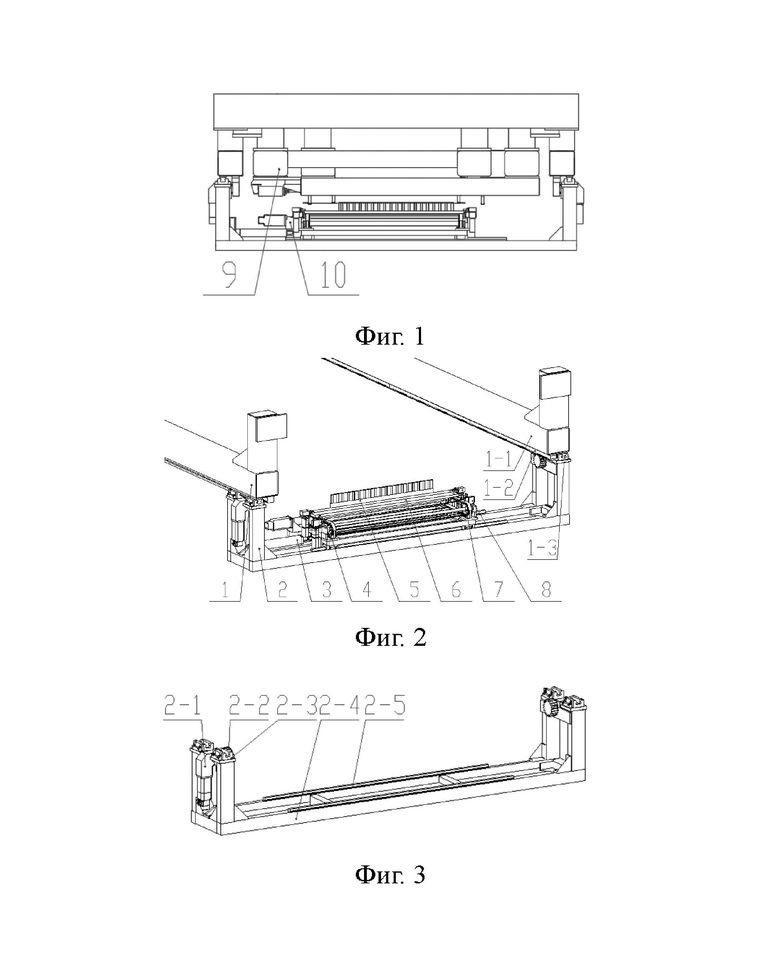
Фиг. 1 – конструктивная схема интеллектуального резательного станка согласно настоящему изобретению;
Фиг. 2 – конструктивная схема устройства автоматической смены стальной проволоки согласно настоящему изобретению;
Фиг. 3 – конструктивная схема ходового узла согласно настоящему изобретению;
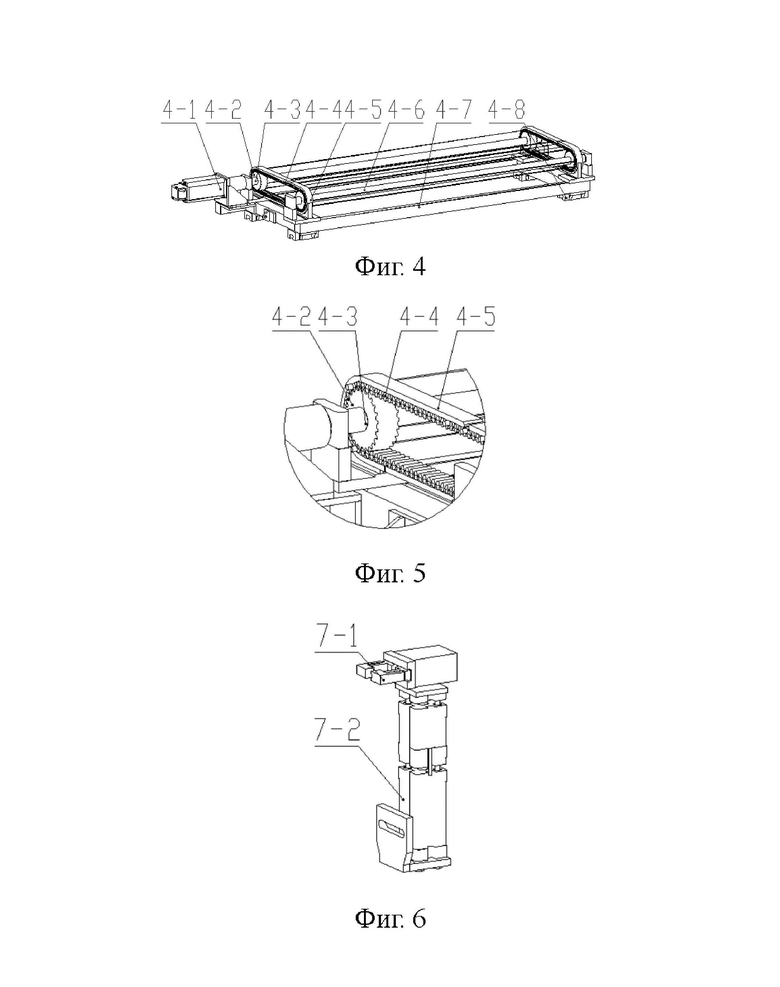
Фиг. 4 – конструктивная схема узла хранения проволоки согласно настоящему изобретению;
Фиг. 5 – частично увеличенный вид узла хранения проволоки согласно настоящему изобретению;
Фиг. 6 – конструктивная схема узла извлекающего захвата согласно настоящему изобретению;
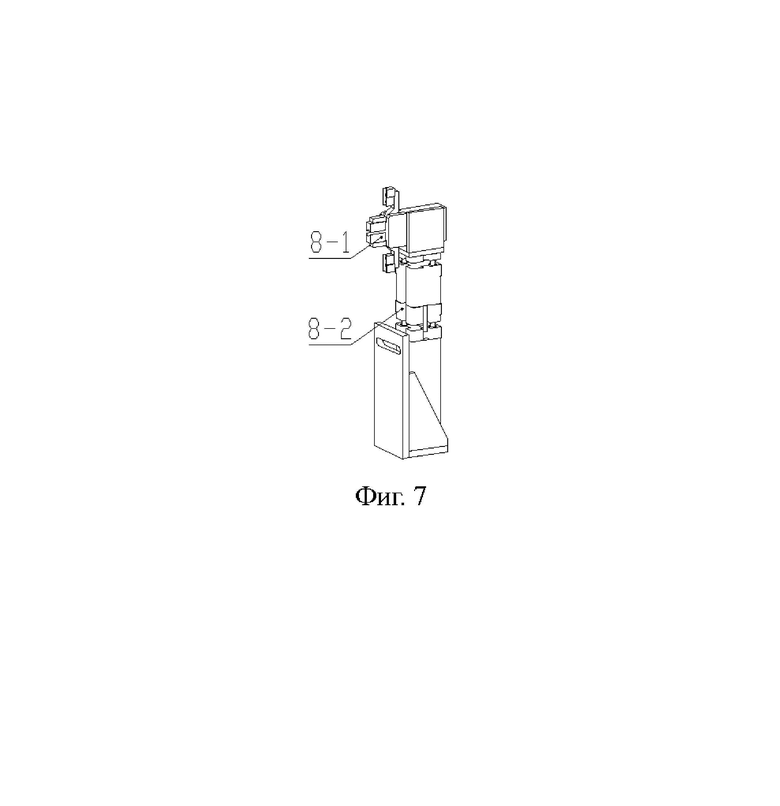
Фиг. 7 – конструктивная схема узла захвата проволоки согласно настоящему изобретению.
На фигурах: 1. узел рельса; 1-1. кронштейн рельса; 1-2. рейка; 1-3. первый направляющий рельс;
2. ходовой узел; 2-1. приводной двигатель; 2-2. шестерня; 2-3. первый ползун; 2-4. ходовая рама; 2-5, второй направляющий рельс;
3. толкающий узел;
4. узел хранения проволоки; 4-1. двигатель конвейера; 4-2. ременной шкив; 4-3. первый передаточный вал; 4-4. конвейерная лента; 4-5. нажимная пластина; 4-6. второй передаточный вал; 4-7. рама короба для проволоки; 4-8. второй ползун;
5. чистящий узел; 6. извлекающий короб;
7. узел извлекающего захвата; 7-1. извлекающий захват; 7-2. первый подъемно-спускной блок;
8. узел захвата проволоки; 8-1. захват проволоки; 8-2. второй подъемно-спускной блок;
9. резательное устройство; 10. устройство автоматической смены стальной проволоки.
Примеры конкретного выполнения
Ниже приводится более подробное описание настоящего изобретения со ссылкой на конкретные варианты осуществления.
Пример 1
Как показано на фиг. 1, в настоящем варианте осуществления предложен интеллектуальный резательный станок, включающий корпус станины и резательное устройство 9, закрепленное в корпусе станины, причем резательное устройство 9 используется для резки заготовки, подлежащей резке, в корпусе станины также предусмотрены устройство натяжения пластины для проволоки, предназначенное для фиксации проволоки, устройство 10 автоматической смены стальной проволоки и устройство перемещения. Устройство перемещения используется для перемещения устройства 10 автоматической смены стальной проволоки до места заменяемой стальной проволоки на резательном устройстве 9. Устройство 10 автоматической смены стальной проволоки расположено под устройством натяжения пластины для проволоки и служит для выполнения автоматической смены проволоки, используемой в резательном устройстве 9. Благодаря взаимодействию устройства 10 автоматической смены стальной проволоки, устройства перемещения и устройства натяжения пластины для проволоки можно выполнять автоматическую смену стальной проволоки на корпусе резательного станка для резки заготовок, причем эта операция выполняется просто и быстро, что способствует повышению эффективности производства.
Чтобы предотвращать наложение неравномерного усилия на заготовку и его раскачивание из стороны в сторону в процессе резки, устройства натяжения пластин для проволоки во внутренней и внешней резательных рамах расположены по разным сторонам внутренней и внешней резательных рам, поэтому для установки проволоки необходимо иметь два положения: левое и правое. Посредством устройства натяжения, приводящего в движение или вращение пластину для проволоки, происходит натяжение резательной стальной проволоки. Каждую пластину для проволоки натягивают индивидуально, расположение пластин для проволоки удовлетворяет требованиям производства различных традиционных типоразмеров блоков/панелей. Пластина для проволоки имеет определенное количество пазов для проволоки, чтобы позиционировать резательную проволоку.
Как показано на фиг. 2, устройство 10 автоматической смены стальной проволоки включает узел 4 хранения проволоки, узел 8 захвата проволоки и узел передачи. В узле 4 хранения проволоки предусмотрен ряд пунктов хранения проволоки, предназначенных для хранения проволоки, подлежащей установке; узел передачи используется для последовательной подачи проволоки, хранящейся в узле 4 хранения проволоки, к пунктам снятия и укладки; узел 8 захвата проволоки используется для снятия проволоки, переданной к пунктам снятия и укладки, и установки ее в резательном станке, и/или снятия проволоки из резательного станка и укладки ее обратно в узел 4 хранения проволоки. Благодаря взаимодействию узла хранения проволоки, узла захвата проволоки и узла передачи осуществляют ряд действий по хранению, передаче, захвату, установке проволоки и т.д., тем самым выполняют операцию по замене проволоки. Процесс протекает просто и высокоэффективно.
Кроме того, в настоящем варианте осуществления пункты хранения проволоки расположены по периферии узла 4 хранения проволоки в кольцевом направлении. Как показано на фиг. 4 и 5, узел 4 хранения проволоки включает две кольцевые конвейерные ленты 4-4, расположенные друг напротив друга, причем по внешней периферии конвейерная лента 4-4 снабжена ограничительным пазом для размещения концов проволоки, а два конца заменяемой проволоки размещаются и поддерживаются в ограничительных пазах. Более предпочтительно, по внешней периферии конвейерная лента 4-4 снабжена нажимной пластиной 4-5, а ограничительный паз расположен между конвейерной лентой 4-4 и нажимной пластиной 4-5. Причем нажимная пластина 4-5 снабжена прорезами для входа и выхода концов проволоки (т.е. пунктами снятия и укладки проволоки), что предотвращает падение проволоки и делает хранение проволоки более стабильным за счет установки нажимной пластины 4-5. Конвейерная лента 4-4 соединена с вращающимся приводным механизмом, который включает ведущее колесо и ведомое колесо, установленные на концах конвейерной ленты 4-4. Ведущее колесо соединено с источником привода, и конвейерная лента 4-4 вращается под действием источника привода и под действием ведущего колеса и ведомого колеса, чтобы подавать проволоки в пункты снятия и укладки проволоки соответственно, облегчая действие узла захвата проволоки.
В частности, в качестве источника привода в настоящем варианте осуществления принят двигатель 4-1 конвейера, который закреплен на раме 4-7 короба для проволоки. Выходной конец двигателя 4-1 конвейера соединен с первым передаточным валом 4-3, который оснащен ременными шкивами 4-2 на обоих концах. Параллельно с первым передаточным валом 4-3 оснащен второй передаточный вал 4-6, который также оснащен ременными шкивами 4-2 на обоих концах. Двигатель 4-1 конвейера приводит конвейерную ленту 4-4 во вращение через ременный шкив 4-2, таким образом, обеспечивая последовательное и циклическое поступление проволоки, хранящейся в пунктах хранения проволоки, в пункт снятия и укладки проволоки.
Как показано на фиг. 2, узел 8 захвата проволоки установлен на раме 4-7 короба для проволоки и соответствует пункту снятия и укладки. Узел 8 захвата проволоки включает второй подъемно-спускной блок 8-2 и захват 8-1 проволоки, расположенный над вторым подъемно-спускным блоком 8-2. Второй подъемно-спускной блок 8-2 может приводить захват 8-1 проволоки в движение вверх и вниз, а захват 8-1 проволоки может захватывать и откладывать проволоку, находящуюся в пункте снятия и укладки, при этом узел 4 хранения проволоки может осуществлять автоматическую загрузку проволоки, таким образом, можно осуществлять автоматическую замену и извлечение проволоки.
При необходимости установить проволоку в определенное место, захват 8-1 проволоки, находясь в нижнем положении, захватывает проволоку, находящуюся в ограничительном пазе, при этом второй подъемно-спускной блок 8-2 приводит захват 8-1 проволоки в движение вверх, снимая проволоку из узла 4 хранения проволоки. Захват 8-1 проволоки продолжает движение вверх до верхнего положения, положа проволоку в паз на пластине для проволоки резательного устройства. Устройство натяжения пластины для проволоки фиксирует проволоку натяжением, при этом захват 8-1 проволоки освобождается и опускается вниз до нижнего положения вторым подъемно-спускным блоком 8-2, таким образом, выполняется автоматическая установка проволоки. Двигатель 4-1 передачи приводит во вращение конвейерную ленту 4-4 для перемещения следующей проволоки в прорезь нажимной пластины 4-5 для дальнейшей операции. При необходимости извлечения лишней проволоки из пластины для проволоки в узел 4 хранения проволоки для дальнейшей операции, второй подъемно-спускной блок 8-2 выталкивает захват 8-1 проволоки вверх до верхнего положения. Захват 8-1 проволоки захватывает проволоку на пластине для проволоки, а устройство натяжения пластины для проволоки освобождается, второй подъемно-спускной блок 8-2 опускает захват 8-1 проволоки до нижнего положения, таким образом, можно положить проволоку в узел 4 хранения проволоки через прорезь на нажимной пластине 4-5. Двигатель 4-1 конвейера приводит во вращение конвейерную ленту 4-4, положа проволоку в узел 4 хранения проволоки.
Как показано на фиг. 2, устройство перемещения в настоящем варианте осуществления включает узел 1 рельса и ходовой узел 2. Причем узел 1 рельса закреплен в резательном станке, а ходовой узел 2 может быть установлен в узле 1 рельса с возможностью скольжения, направление скольжения совпадает с направлением длины узла 1 рельса. Узел 4 хранения проволоки может быть установлен в ходовом узле 2 с возможностью скольжения, направление скольжения перпендикулярно к направлению скольжения самого ходового узла 2. Благодаря установке ходового узла 2 и узла 1 рельса можно регулировать положение устройства 10 автоматической смены стальной проволоки в зависимости от положения заменяемой проволоки, что позволяет реализовать точное позиционирование и одновременно удовлетворять потребность в размещении проволоки в различных положениях.
В частности, как показано на фиг. 2 и 3, узел 1 рельса включает кронштейн 1-1 рельса и закрепленную под ним рейку 1-2, причем на кронштейне 1-1 рельса установлен первый направляющий рельс 1-3. Ходовой узел 2 включает ходовую раму 2-4, приводной двигатель 2-1 и шестерню 2-2, сцепленную с рейкой 1-2, причем приводной двигатель 2-1 соединен с шестерней 2-2. Благодаря взаимодействию рейки 1-2 с шестерней 2-2 можно обеспечивать точность перемещения ходового узла 2.На ходовой раме 2-4 установлен первый ползун 2-3, благодаря взаимодействию первого направляющего рельса 1-3 с первым ползуном 2-3, ходовой узел 2 может скользить по направлению длины узла 1 рельса. На ходовой раме 2-4 установлены два параллельных вторых направляющих рельсов 2-5, на дне узла 4 хранения проволоки предусмотрены вторые ползуны 4-8, взаимодействующих со вторыми направляющими рельсами 2-5. Взаимодействие вторых направляющих рельсов 2-5 и вторых ползунов 4-8 служит направляющим для перемещения устройства 10 автоматической смены стальной проволоки. Устройство 10 автоматической смены стальной проволоки соединено с ходовым узлом 2 посредством толкающего узла 3, который приводит узел 4 хранения проволоки в движение вперед-назад по направляющим рельсам 2-5, при этом направление перемещения перпендикулярно к направлению скольжения самого ходового узла 2, что позволяет обеспечивать разнообразие направлений движения устройства 10 автоматической смены стальной проволоки, реализовать точное позиционирование и одновременно удовлетворять потребность в размещении проволоки в различных положениях. Кроме того, ходовой узел 2 также снабжен чистящим узлом 5, который включает корпус и щетку, установленную на вершине корпуса, причем вершина щетки контактирует с проволокой на резательном устройстве 9 резательного станка, и щетка очищает проволоку в ходе движения ходового узла 2, что позволяет осуществлять автоматическое удаление примеси с поверхности проволоки резательного станка, избегая скрытых опасностей, связанных с очисткой вручную, и, тем самым, повышать эффективность производства.
Как показано на фиг. 2 и 6, в предложенном в настоящем варианте осуществления интеллектуальном резательном станке узел 4 хранения проволоки снабжен узлами 7 извлекающего захвата с обеих сторон. Узел 7 извлекающего захвата включает первый подъемно-спускной блок 7-2 и расположенный над ним извлекающий захват 7-1, а непосредственно под противоположной стороной извлекающего захвата 7-1 предусмотрен извлекающий короб 6, который закреплен на нажимной пластине 4-5. Если датчиком обнаружен обрыв проволоки на пластине для проволоки в каком-то месте, либо обнаружена выработка ресурса проволоки на пластине для проволоки в каком-то месте, то к этому месту подъезжает ходовой узел 2. Первый подъемно-спускной блок 7-2 поднимает извлекающий захват 7-1 до верхнего положения, извлекающий захват 7-1 захватывает проволоку на пластине для проволоки и устройство натяжения пластины для проволоки освобождается. Затем первый подъемно-спускной блок 7-2 опускает извлекающий захват 7-1 до нижнего положения, извлекающий захват 7-1 освобождается, и проволока падает в извлекающий короб 6, обеспечивая автоматическую замену и извлечение отбракованной проволоки.
В настоящем варианте осуществления предложен способ автоматической смены стальной проволоки интеллектуального резательного станка, включающий следующие шаги:
Шаг 1: с помощью датчика определяют конкретное место положения проволоки, подлежащей замене, ходовой узел 2 перемещает устройство 10 автоматической смены стальной проволоки к соответствующему месту;
Шаг 2: узел 8 захвата проволоки поднимается до верхнего положения, захват 8-1 проволоки захватывает заменяемую проволоку, устройство натяжения пластины для проволоки освобождается, затем узел 8 захвата проволоки опускается до нижнего положения, захват 8-1 проволоки освобождается, таким образом, можно снимать проволоку;
Шаг 3: узел 8 захвата проволоки находится в нижнем положении, захват 8-1 проволоки захватывает проволоку, расположенную в пазе зубьев конвейерной ленты 4-4 в прорези нажимной пластины 4-5 узла 4 хранения проволоки, второй подъемно-спускной блок 8-2 поднимает захват 8-1 проволоки вверх, таким образом, можно снимать проволоку из узла 4 хранения проволоки;
Шаг 4: узел 8 захвата проволоки продолжает движение вверх до верхнего положения, захват 8-1 проволоки положит захваченную проволоку в паз на пластине для проволоки, устройство натяжения пластины для проволоки фиксирует проволоку натяжением, при этом захват 8-1 проволоки освобождается и опускается вниз до нижнего положения вторым подъемно-спускным блоком 8-2, таким образом, выполняется автоматическая установка стальной проволоки.
Пример 2
В настоящем варианте осуществления предложен интеллектуальный резательный станок, который конструктивно подобен станку в первом варианте осуществления. Отличие заключается в основном в следующем: в настоящем варианте осуществления пункты хранения проволоки распределены в горизонтальном направлении параллельно и на расстоянии друг от друга на узле 4 хранения проволоки, в качестве узла передачи может быть принят механизм скольжения или горизонтальная конвейерная лента, причем направление движения узла передачи перпендикулярно к направлению распределения пунктов хранения проволоки, то есть пункт хранения проволоки совершает возвратно-поступательное движение вдоль горизонтального направления.
Выше приведено схематическое описание настоящего изобретения и его вариантов осуществления, причем такое описание не является ограничительным, на прилагаемых чертежах показан только один из вариантов осуществления настоящего изобретения, реальная конструкция этим не ограничивается. Поэтому конструктивные формы и варианты осуществления, аналогичные техническим решениям настоящего изобретения и полученные специалистом в данной области, не отступая от цели настоящего изобретения, даже не прибегая к творческой работе, входят в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ КЛЕЯ И КРЕПЛЕНИЯ ЗАГОТОВКИ | 2022 |
|
RU2815905C1 |
| ЛИНИЯ ДЛЯ РЕЗКИ ТРУБ И СПОСОБ РЕЗКИ ТРУБ | 2021 |
|
RU2801136C1 |
| СПОСОБ И СИСТЕМА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОПТОВОЛОКОННОГО КАБЕЛЯ | 2019 |
|
RU2713202C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ РАЗГРУЗКИ ВЕРТИКАЛЬНЫХ МОРОЗИЛЬНЫХ УСТАНОВОК | 2002 |
|
RU2259521C2 |
| ОБОРУДОВАНИЕ ДЛЯ УКЛАДКИ НЕ ИМЕЮЩИХ ПОДДОНОВ УПАКОВОК РАЗЛИЧНЫХ РАЗМЕРОВ НА СТЕЛЛАЖИ ТОВАРНОГО СКЛАДА | 2006 |
|
RU2562087C2 |
| ПОЛНОСТЬЮ АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ РАСКРЫТИЯ, УПАКОВКИ И ШТАБЕЛИРОВАНИЯ | 2021 |
|
RU2766124C1 |
| Резательный станок и устройство автоматического переключения его резцов для строгания пазов | 2022 |
|
RU2821063C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ПЕРЕХОДА ОТ СЛОЯ К СЛОЮ ПОДЪЕМНОГО СТАЛЬНОГО ТРОСА | 2017 |
|
RU2685742C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ БАЛЛАСТООЧИСТИТЕЛЬНАЯ МАШИНА | 2018 |
|
RU2740821C1 |
| Устройство для замены роликоопор ленточного конвейера | 1990 |
|
SU1751112A1 |
Группа изобретений относится к области технологий переработки автоклавных газобетонных блоков и панелей, в частности к резательному станку и способу автоматической смены стальной проволоки. Резательный станок включает резательное устройство, предназначенное для резки заготовки, подлежащей резке; устройство автоматической смены стальной проволоки, предназначенное для смены стальной проволоки, используемой в резательном устройстве, и включающее узел хранения проволоки, узел захвата проволоки и узел передачи. В узле хранения проволоки предусмотрен ряд пунктов хранения проволоки, предназначенных для хранения проволоки, подлежащей установке; узел передачи используется для последовательной подачи стальной проволоки, хранящейся в узле хранения проволоки, к пунктам снятия и укладки; узел захвата проволоки используется для установки проволоки, находящейся в пунктах снятия и укладки, в резательном станке и/или снятия проволоки из резательного станка и укладки ее обратно в узел хранения проволоки. Обеспечивается эффективная автоматическая смена стальной проволоки. 2 н. и 6 з.п. ф-лы, 7 ил. 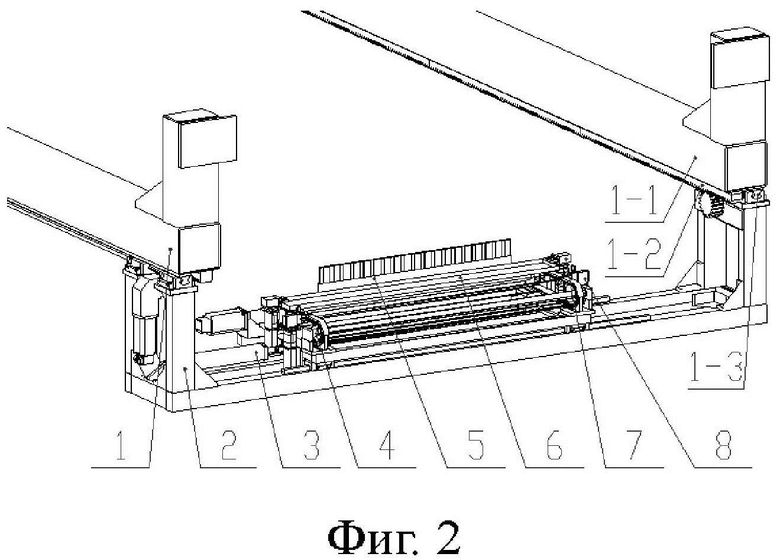
1. Резательный станок, включающий корпус станины и резательное устройство (9), закрепленное в корпусе станины, причем резательное устройство (9) используется для резки заготовки, подлежащей резке, отличающийся тем, что еще включает устройство автоматической смены стальной проволоки (10), предназначенное для автоматической смены стальной проволоки, используемой в резательном устройстве (9); и включающее узел хранения проволоки (4), узел захвата проволоки (8) и узел передачи, причем в узле хранения проволоки (4) предусмотрен ряд пунктов хранения проволоки, предназначенных для хранения проволоки, подлежащей установке; узел передачи используется для последовательной подачи проволоки, хранящейся в узле хранения проволоки (4), к пунктам снятия и укладки; узел захвата проволоки (8) используется для снятия проволоки, переданной к пунктам снятия и укладки, установки ее в резательном станке, и/или снятия проволоки из резательного станка и укладки ее обратно в узел хранения проволоки (4), при этом пункты хранения проволоки расположены по периферии узла (4) хранения проволоки в кольцевом направлении, при этом узел (4) хранения проволоки включает две кольцевые конвейерные ленты (4-4), расположенные друг напротив друга, причем по внешней периферии конвейерная лента (4-4) снабжена ограничительным пазом для размещения концов проволоки.
2. Резательный станок по п. 1, отличающийся тем, что по внешней периферии конвейерная лента (4-4) снабжена нажимной пластиной (4-5), ограничительный паз расположен между конвейерной лентой (4-4) и нажимной пластиной (4-5), а нажимная пластина (4-5) снабжена прорезами для входа и выхода концов проволоки.
3. Резательный станок по п. 1, отличающийся тем, что конвейерная лента (4-4) соединена с вращающимся приводным механизмом, включающим ведущее колесо и ведомое колесо, установленные на концах конвейерной ленты (4-4), причем ведущее колесо соединено с источником привода.
4. Резательный станок по п. 1, отличающийся тем, что пункты хранения проволоки распределены в горизонтальном направлении параллельно и на расстоянии друг от друга на узле хранения проволоки (4), в качестве узла передачи принят механизм скольжения или горизонтальная конвейерная лента, причем направление движения узла передачи перпендикулярно к направлению распределения пунктов хранения проволоки.
5. Резательный станок по любому из пп. 1-4, отличающийся тем, что еще включает узел (1) рельса и ходовой узел (2), причем узел (1) рельса закреплен в резательном станке, а ходовой узел (2) может быть установлен в узле (1) рельса с возможностью скольжения, направление скольжения совпадает с направлением длины узла (1) рельса; узел (4) хранения проволоки может быть установлен в ходовом узле (2) с возможностью скольжения, направление скольжения перпендикулярно к направлению скольжения самого ходового узла (2).
6. Резательный станок по п. 5, отличающийся тем, что ходовой узел (2) снабжен чистящим узлом (5), который включает корпус и щетку, установленную на вершине корпуса, причем вершина щетки контактирует с проволокой на резательном устройстве (9) резательного станка.
7. Резательный станок по любому из пп. 1-6, отличающийся тем, что узел (8) захвата проволоки включает второй подъемно-спускной блок (8-2) и захват (8-1) проволоки, расположенный над вторым подъемно-спускным блоком (8-2); узел (4) хранения проволоки снабжен узлами (7) извлекающего захвата с обеих сторон, узел (7) извлекающего захвата включает первый подъемно-спускной блок (7-2) и расположенный над ним извлекающий захват (7-1), а непосредственно под противоположной стороной извлекающего захвата (7-1) предусмотрен извлекающий короб (6).
8. Способ автоматической смены стальной проволоки резательного станка по любому из пп. 1-7, который включает следующие шаги:
Шаг 1: с помощью датчика определяют конкретное место положения проволоки, подлежащей замене, ходовой узел (2) перемещается к соответствующему месту;
Шаг 2: узел (8) захвата проволоки поднимается до верхнего положения, захватывает заменяемую проволоку, устройство натяжения пластины для проволоки освобождается, затем узел (8) захвата проволоки опускается до нижнего положения и освобождает проволоку, таким образом, можно снимать проволоку;
Шаг 3: узел (8) захвата проволоки находится в нижнем положении, захватывает проволоку, поданную в пункт снятия и укладки в узле (4) хранения проволоки, таким образом, можно снимать проволоку из узла (4) хранения проволоки;
Шаг 4: узел (8) захвата проволоки поднимается до верхнего положения, положит захваченную проволоку в паз на пластине для проволоки, устройство натяжения пластины для проволоки фиксирует проволоку натяжением, при этом узел (8) захвата проволоки освобождает проволоку и опускается вниз до нижнего положения, таким образом, выполняется автоматическая установка стальной проволоки.
| CN 107443476 B, 31.03.2020 | |||
| Способ пол учения ксантогеновых производных целлюлозы | 1925 |
|
SU8817A1 |
| Установка для изготовления железобетонных изделий | 1986 |
|
SU1831426A3 |
| СПОСОБ РАБОТЫ С ПРОВОЛОКОЙ ДЛЯ ВЫРЕЗАНИЯ СТЕКЛЯННОЙ ПАНЕЛИ ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2592330C2 |
| CN 206287366 U, 30.06.2017. | |||

