Изобретение относится к технологии изготовления армированных цельнотянутых изделий с полимерной матрицей, включающей в себя непрерывное получение композитных полимерных труб методом экструзии, конкретно, к оборудованию для производства изделий дренажных систем и водоотведения, изготавливаемых из гофрированных и гладких пластиковых труб методом склеивания навитой спирали.
Современные разновидности труб производятся по единой технологии, разница состоит лишь в устройстве и компоновке основных блоков линии. На выходе получаются цилиндрические либо гофрированные изделия с сечением 16-1600 мм.
Из уровня техники известны различные способы производства композитной армированной полимерной трубы, согласно которым на первой стадии на оправку в виде полимерной трубы-заготовки навивают нити или ленты из высокомодульных волокон либо металлическую проволоку, а на второй стадии полученный полуфабрикат покрывают наружным слоем полимера.
В отличие от стальных аналогов, продукция из полимерных материалов характеризуется легкостью конструкции, экономичностью, химической инертностью и простотой монтажа.
Спиральновитые трубы - изделия, использующиеся в разных отраслях промышленности, сельском и коммунальном хозяйстве, в быту при монтаже:
- систем канализации, дренажа, отвода ливневых вод, промышленных стоков - из полиэтилена (ПЭ), поливинилхлорида (ПВХ);
- воздуховодов - из оцинкованной, нержавеющей стали, алюминия.
Изготавливаются спиральновитые трубы на спирально-навивных станках методом непрерывного спирального навивания профиля, который соединяется между собой, образуя единое тело (сваривается, вальцуется).
Известны комплекты оборудования производства полимерных и металлических спиральновитых (гофрированных) трубных изделий круглого сечения различного диаметра Китайского производства (Eagle Machinery Со, Ltd) - высокоэффективные линии для производства пластиковых труб различного назначения: газовых, канализационных, водопроводных, дренажных, электротехнических и других. Здесь производят склеивание гладкой водопроводной или газовой трубы. В результате получается сплошная герметичная стенка.
Известна Polymer System Group Линия для производства дренажных труб (https://www.all-upack.m/katalog/products/ekstmziormve-linii/proizvodstrub/drenazhnye-truby). Экструзионная линия предназначена для производства гофрированных дренажных труб. Диаметры труб указываются заказчиком.
Труба имеет следующую форму: однослойная, гофрированная, на стенках имеются отверстия, труба защищена покрытием из геотекстиля.
Труба имеет отверстия, которые осуществлять дренажную функцию, вода попадает внутрь трубы и затем вытекает в конце трубы. Геотекстиль предохраняет отверстия дренажной трубы от забивания землей. Технология производства дренажной трубы предусматривает следующие операции: фильера экструдера формирует из расплава полимера трубу, которая подается на гофрирующие траки, на них происходит гофрирование. Полученная труба перфорируется. На одном ребре могут быть высечено до 6 отверстий. Затем труба поступает в зону оплетки, где покрывается геотекстилем (спанбонд). Готовая дренажная труба наматывается в бухты.
Компания «Политэк» осуществляют производство дренажных труб из полиэтилена в двух исполнениях: с перфорацией и без перфорации (в настоящее время в продаже не представлены). Перед укладкой в землю перфорированные дренажные трубы могут дополнительно оборачиваться фильтрующей геотканью. Если используется фильтр из геоткани, то отмечается более высокая степень эффективности функционирования системы, так как этот специальный материал задерживает крупные и мелкие частицы загрязнений, песок, что, значительно снижает вероятность скорого заиливания дренажной системы изнутри. flittps://politek-ptk.ru/catalog/drenazhnve-truboprovodv/).
Известно устройство формирования окружного армирования цельнотянутого полого изделия (RU, 2626039, F16L 9/128, В29С 63/24, публ. 21.07.2017), включающее катушку с материалом окружной арматуры, опору для укладки окружной арматуры, укладчик окружной арматуры, содержащий направляющий ролик и прижимной ролик, установленные на планшайбе с возможностью вращения вокруг продольной оси формируемого изделия, отличающееся тем, что перед опорой для укладки окружной арматуры соосно с ней установлен обводной ролик, а катушка с материалом окружной арматуры размещена сбоку от обводного ролика с возможностью подачи окружной арматуры на указанный обводной ролик в направлении, приблизительно перпендикулярном оси формируемого изделия, и с возможностью осуществления окружной арматурой по меньшей мере одного витка по поверхности указанного ролика соосно виткам последующей спиральной навивки.
Известен технологический комплекс для гофрирования жаровой трубы (RU, 2273539, B21D 15/06, 10.04.2006). Комплекс содержит фиксировано установленные на основании устройство для закрепления одного конца трубчатой заготовки с возможностью ее вращения вокруг продольной горизонтальной оси, устройство для фиксации другого конца трубчатой заготовки, обеспечивающее осадку при прокатке каждого гофра, устройство для локального разогрева зоны выполнения каждого гофра токами высокой частоты и гофропрокатный механизм для прокатки гофр при изгибе и осадке металла трубчатой заготовки, при этом устройство для локального разогрева зоны выполнения каждого гофра содержит кольцевой индуктор, установленный с возможностью охвата трубчатой заготовки, поперечного и продольного перемещения относительно нее и фиксации положений в зонах разогрева. Гофропрокатный механизм включает профилированный ролик для изгиба металла трубчатой заготовки при прокатке каждого гофра, выполненный с профилем его рабочей поверхности, соответствующим профилю впадины гофра в диапазоне между точками перемены знака кривизны дуги этой впадины или закона ее изменения, причем профилированный ролик установлен с возможностью продольного перемещения вдоль гофрируемой трубчатой заготовки с промежуточной фиксацией положений в зонах прокатки и поперечного перемещения в плоскости, перпендикулярной продольной горизонтальной оси трубчатой заготовки. Комплекс снабжен гидроприводом, обеспечивающим синхронные осадку трубчатой заготовки и поперечное перемещение профилированного ролика в процессе прокатки каждого гофра. Повышается эффективность, технологичность, снижается энергоемкость и трудоемкость монтажа и эксплуатации при одновременном повышении экологичности и повышении качества изготавливаемой продукции.
Технологический комплекс для изготовления гофрированных труб (RU, 43202, B21D 10/00, публ. 10.01.2005), характеризующийся тем, что он содержит фиксированно установленные на основании устройство для закрепления одного конца трубчатой заготовки с возможностью ее вращения вокруг продольной горизонтальной оси и устройство для фиксации другого конца трубчатой заготовки, обеспечивающее осадку трубчатой заготовки при прокатке каждого гофра, устройство для локального разогрева зоны выполнения каждого гофра токами высокой частоты и гофропрокатный механизм для прокатки гофр при изгибе и осадке металла трубчатой заготовки, при этом устройство для локального разогрева зоны выполнения каждого гофра выполнено в виде кольцевого индуктора, установленного с возможностью охвата трубчатой заготовки, поперечного и продольного перемещения относительно нее, фиксации положений в зонах разогрева и выхода индуктора за пределы трубчатой заготовки, а гофропрокатный механизм включает профилированный ролик для изгиба металла трубчатой заготовки при прокатке каждого гофра, выполненный с профилем его рабочей поверхности, соответствующим профилю впадины гофра в диапазоне между точками перемены знака кривизны дуги этой впадины или закона ее изменения, при этом комплекс снабжен гидроприводом, обеспечивающим синхронные осадку трубчатой заготовки и поперечное перемещение профилированного ролика.
За прототип принято оборудование для производства спирально-навитых профильных труб и фитингов из ПДН/ПП KRAH, люков от DN/ID300 мм до DN/ID 4500 мм. Основными областями применения профильных намотанных труб KRAH являются безнапорные применения, такие как дренаж, ливневые воды, морские водопады, канализационные трубопроводные системы, морские структурированные настенные трубы и резервуары для хранения химических веществ, а также низконапорные применения, такие как ирригационные системы. Большим преимуществом технологии спиральной экструзии krah является то, что производство является очень гибким. Одна машина может производить трубы со спиральным профилем от DN300 до DN4500. Время изменения размера очень короткое. Она может производить спирально-навитые профильные трубы с различным дизайном и классами кольцевой жесткости от SN2 до SN16. (https://www.directindustry/com.ru/prod/eagle-machinery-co-ltd/product-231483-2358072.html).
Задачей настоящего изобретения является разработка оборудования для увеличения ассортимента изделий для дренажной системы и водоотведения (дренажные колодцы, фильтрующие элементы и др.) при минимальной замене оснастки с одновременным повышением производительности готовой продукции.
Задача решается тем, что технологический комплекс для производства изделий дренажных систем и водоотведения, включающий устройство намотки и склеивания спиральных заготовок, размотчик, устройство раскроя геоткани, бункер для загрузки фильтров, дополнительно снабжен устройством клейки ребер жесткости и тележкой поддержки.
Комплект оборудования предназначен для обеспечения линии по производству изделий из спирально-навитых трубных заготовок оборудованием для изготовления изделий по полному технологическому циклу от размотки до упаковки.
Устройство намотки и склеивания спиральных заготовок состоит из неподвижной рамы, корпуса вала, модуля обрезки, радиалов упорных и экструдера для спайки.
Устройство намотки и склеивания спиральных заготовок устанавливается на противовибрационные опоры.
Рама выполнена из труб квадратного сечения в виде опорной рамы с установленным каркасным барабаном круглой формы и установленными внутри барабана растяжками жесткости. На раме также установлен силовой шкаф и подвижная консоль управления. Рама опирается на виброгасящие опоры.
Корпус вала установлен на раму и выполнен в виде восьмигранной трубы, выполненной гнутыми профилями из листового материала разной толщины. В центре корпуса на подшипниковых опорах установлен вал. Вращение вала обеспечивается двухступенчатым мотор-редуктором червячного типа. На валу предусмотрены быстросъемные конусы для установки барабанов в зависимости от диаметра навиваемой спиральной заготовки.
Модуль обрезки предназначен для автоматической обрезки и торцевания навиваемой заготовки и выполнен в виде квадратных направляющих, позволяющих циркулярной пиле перемещаться в двух взаимно перпендикулярных плоскостях (по ходу навивки и высоте). Перемещение обеспечивается ременными передачами.
Радиалы упорные установлены непосредственно на раму и обеспечивают поддержку спиральной заготовки в процессе намотки и склейки. Радиал представляет собой блок с установленными в нем направляющими и шариковинтовой парой, обеспечивающей перемещение подвижной части с упорным роликом.
Экструдер для пайки выполнен в виде отдельно стоящего элемента и обеспечивает подачу разогретой клеевой массы в зону сопряжения элементов спиральной заготовки. Экструдер состоит из шнековой пары с установленными нагревательными элементами и проводного мотор-редуктора червячного типа.
Загрузка измельченного сырья для клеевой массы обеспечивается загрузочным окном.
Конструкция стола экструдера позволяет проводить подстройку положения подающего сопла и обеспечивает перемещение в двух взаимно перпендикулярных направлениях (в горизонтальной плоскости)
Работает устройство в полуавтоматическом режиме: оператор задает задачу, например, диаметра дренажного колодца, его длину, количество.
Дренажный колодец изготавливается путем намотки гофрированный трубы на барабан, соответствующий по диаметру дренажного колодца, при этом каждый последующий слой колодца склеивается с предыдущим слоем. Склейка слоев дренажного колодца осуществляется по верхнему ребру жесткости гофрированной трубы, по нижнему ребру жесткости склейка не осуществляется. Таким образом, в корпусе дренажного колодца происходит образование отверстий для отвода воды в грунт.
В устройстве происходит самостоятельная склейка и отрезка колодца на основании заданных параметров.
Размотчик представляет собой устройство, состоящее из подвижного каркаса, подшипниковой опоры консольного типа, и каркасного диска с установленными подвижными полками, съемными ограничителями и механизмом регулировки радиального положения полок.
Каркас выполнен из труб квадратного сечения в виде квадратной опоры, четырех стоек, сведенных в виде пирамиды, и укосины, обеспечивающей жесткость конструкции при воздействии изгибающих нагрузок.
Мобильность подвижного каркаса обуславливается наличием четырех поворотных обрезиненных роликов с тормозными механизмами, вращающихся относительно смещенной оси, что позволяет перемещать тележку в любом направлении, и стопорить при необходимости. Обрезиненные обода роликов исключают самопроизвольное скольжение. Подшипниковая опора обеспечивает поворот условного барабана с установленной катушкой относительно горизонтальной оси Подшипники в опоре установлены на определенном расстоянии, что позволяет воспринимать изгибающие нагрузки от веса катушки без возникновения остаточных деформаций.
Каркасный диск выполнен из труб квадратного сечения и состоит из обода и направляющих, расходящихся из центра к ободу. По направляющим перемещаются подвижные полки для обеспечения требуемого условного установочного диаметра. Синхронность перемещения обеспечивается механизмом регулировки, состоящем их диска и поводков, соединенных с подвижными полками.
Механизм оборудован рядом фиксаторов, что позволяет производить плавную регулировку диаметра. В комплексе предусмотрено два таких размотчика.
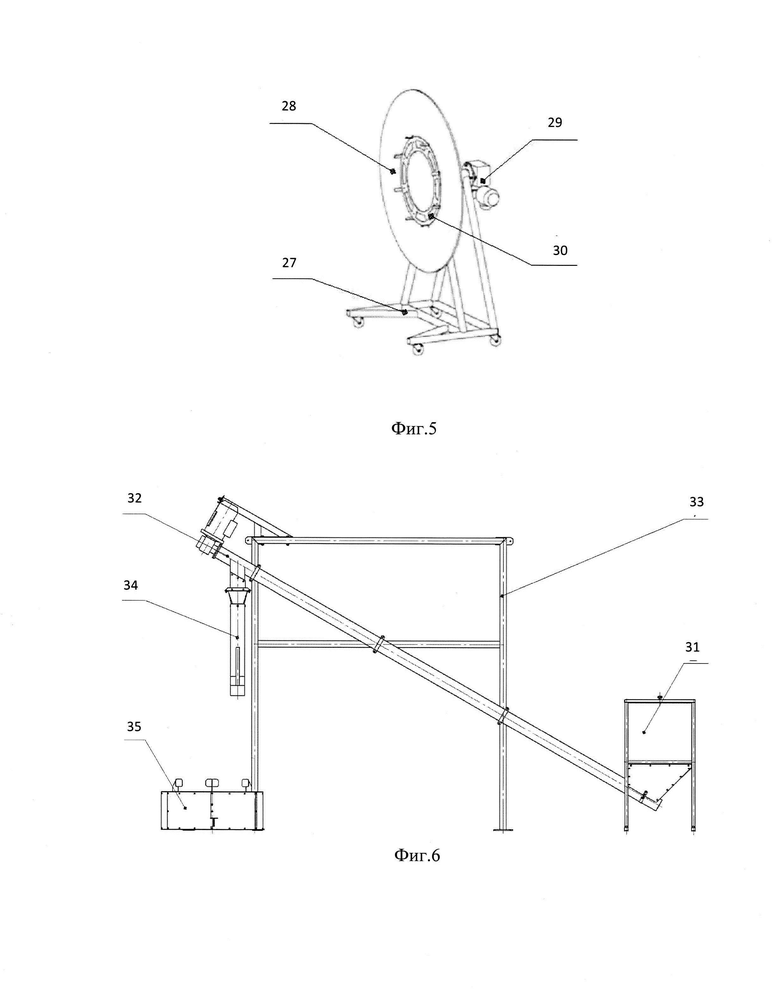
Устройство раскроя геотекстиля содержит приводные вальцы, отрезную машинку.
Оператор задает вручную необходимую длину отреза и количество отрезов, установка самостоятельно отмеряет с помощью приводных вальцов длину, и отрезает с помощью отрезной машинки. После отреза машинка самостоятельно возвращается в исходное состояние.
Бункер для загрузки фильтров представляет собой цепь взаимосвязанных устройств, состоящее из бункера для засыпки, шнекового транспортера с гибким валом, рамы поддерживающей, гибкого рукава для засыпки и подставки под корпус фильтра.
Элементы бункера для загрузки фильтров жестко крепятся к полу и стенам анкерными болтами.
Бункер состоит из каркаса, выполненного из труб квадратного сечения, и прямоугольной емкости из оцинкованной стали толщиной 0,55 мм с окном для загрузки в транспортер шнековый. Поддерживающая рама обеспечивает необходимое положение транспортера относительно бункера и воспринимает на себя нагрузки от веса корпуса и привода транспортера, и перегружаемого материала.
Гибкий рукав установлен непосредственно на транспортер и позволяет направлять поток засыпного материала. Рукав состоит из переходника с прямоугольной формой сечения на круглую, шланга большого сечения и рукоятки для управления положением шланга.
Подставка под корпус выполнена в виде цилиндра, с установленными на нем упорами и прижимом для фиксации корпуса фильтра. Управление прижимом производится педалью через пружину растяжения. Сила прижима регулируется натяжителем.
Оператор фиксирует корпус фильтра в барабане, и с помощью ножного переключения производит засыпку сорбента внутрь корпуса фильтра, укомплектованная вентиляционная вытяжка, полностью исключает попадание пыли в рабочую зону оператора.
Известно, что степень жесткости гофротруб регулируют с помощью утолщения ребер. Чем выше жесткость гофры, тем большие нагрузки она способна испытать и пригодна для укладки в канаву. С целью повышения жесткости гофроизделия в комплекс включена установка клейки ребер жесткости.
Устройство клейки ребер жесткости представляет собой устройство, состоящее из подвижного каркаса, подшипниковой опоры консольного типа, поворотной платформы с двухступенчатым червячным мотор-редуктором и ограничителем для установки торообразных заготовок.
Каркас выполнен из труб квадратного сечения в виде квадратной опоры и четырех стоек, сведенных в виде пирамиды. Мобильность подвижного каркаса обуславливается наличием четырех поворотных обрезиненных роликов с тормозными механизмами, вращающихся относительно смещенной оси, что позволяет перемещать тележку в любом направлении, и стопорить при необходимости. Обрезиненные обода роликов исключают самопроизвольное скольжение. Подшипниковая опора обеспечивает поворот платформы с установленными заготовками относительно горизонтальной оси.
Подшипники в опоре установлены на определенном расстоянии, что позволяет воспринимать изгибающие нагрузки от веса платформы без возникновения остаточных деформаций.
Поворотная платформа выполнена из вала с приваренными направляющими, расходящимися из центра, и привернутого к ним листа фанеры круглого сечения. К лицевой части листа винтами крепится ограничитель, конструктивно выполненный двухсторонним, для возможности регулирования диаметра установки наименьшего торообразного кольца.
Оператор устанавливает в шаблоны заранее заготовленные элементы из гофротрубы и производит склейку швов поэтапно, вручную, направляя экструдер в канавки. Тележка поддержки представляет собой устройство, состоящее из подвижной платформы, подъемного механизма ножничного типа с винтовым приводом с трапецеидальной резьбой, рукоятки управления тяговым винтом, опорной платформы на поворотных фиксирующихся роликах.
На подвижной платформе установлены передвижные вытянутые вдоль оси опорные ролики, перемещаемые поперек подвижной платформы для обеспечения устойчивости в зависимости от производимой спиральной заготовки.
Перестановка осуществляется путем подъема опорного ролика из направляющих втулок резким рывком (для извлечения осей из внутренних стопорных колец) и установки в требуемое положения нажатием с небольшим усилием.
Подъем обеспечивает ножничный механизм, использующий соединенные складные опоры в виде перекрестного соединения, и приводимые в действие посредством вращения тягового винта рукояткой.
Мобильность тележки обуславливается наличием четырех поворотных обрезиненных роликов с тормозными механизмами, вращающихся относительно смещенной оси, что позволяет перемещать тележку в любом направлении, и стопорить при необходимости.
Обрезиненные обода роликов исключают самопроизвольное скольжение.
Размотчик, устройство клейки ребер жесткости и тележка поддержки выполнены с возможностью перемещения и стопорения. Комплекс предназначен для изготовления:
- дренажных колодцев и фильтрующих элементов для очистки ливневых стоков;
- спиральновитых труб.
Дренажные трубы изготавливаются диаметрами 325, 360, 420, 600, 720, 800, 900, 1000, 1200 мм длиной до 8 метров и используются для отвода ливневых стоков в грунт локально, в местах возникновения подтопления. Спиральновитые трубы изготавливаются диаметрами 325, 360, 420, 600, 720, 800, 900, 1000, 1200 мм. Из таких труб изготавливаются:
- кабель-колодцы связи;
- кессоны;
- накопительные емкости;
- для укладки в канаву под дорогу для отвода ливневых вод; -смотровые колодцы для устройства глубинного дренажа, дренажных тоннелей;
-понтонные модули для морских и речных пирсов.
Технический результат, обеспечиваемый приведенной совокупностью признаков, состоит в повышении эффективности, технологичности, снижении трудоемкости изготавливаемой продукции.
Таким образом, заявляемый комплекс применяется для изготовления:
- дренажных колодцев и фильтрующих элементов для очистки ливневых стоков.
Дренажные трубы изготавливаются диаметрами 325, 360, 420, 600, 720, 800, 900, 1000, 1200 мм длиной до 8 метров и используются для отводы ливневых стоков в грунт локально, в местах возникновения подтопления.
- смотровые колодцы для устройства глубинного дренажа, дренажных тоннелей;
Уникальность разработки:
-для изготовления дренажных труб используется гофрированная труба диаметрами 25 мм, 32 мм, 40 мм, 50 мм, 63 мм;
- для увеличения жесткости конструкции от боковых нагрузок, разработано ребро жесткости, которое вставляется внутрь колодца и фиксируется с помощью ручного экструдера;
- комплекс выполнен с возможностью трансформации под различные габариты гофротруб с минимальной заменой оснастки.
Изобретение поясняется следующими чертежами:
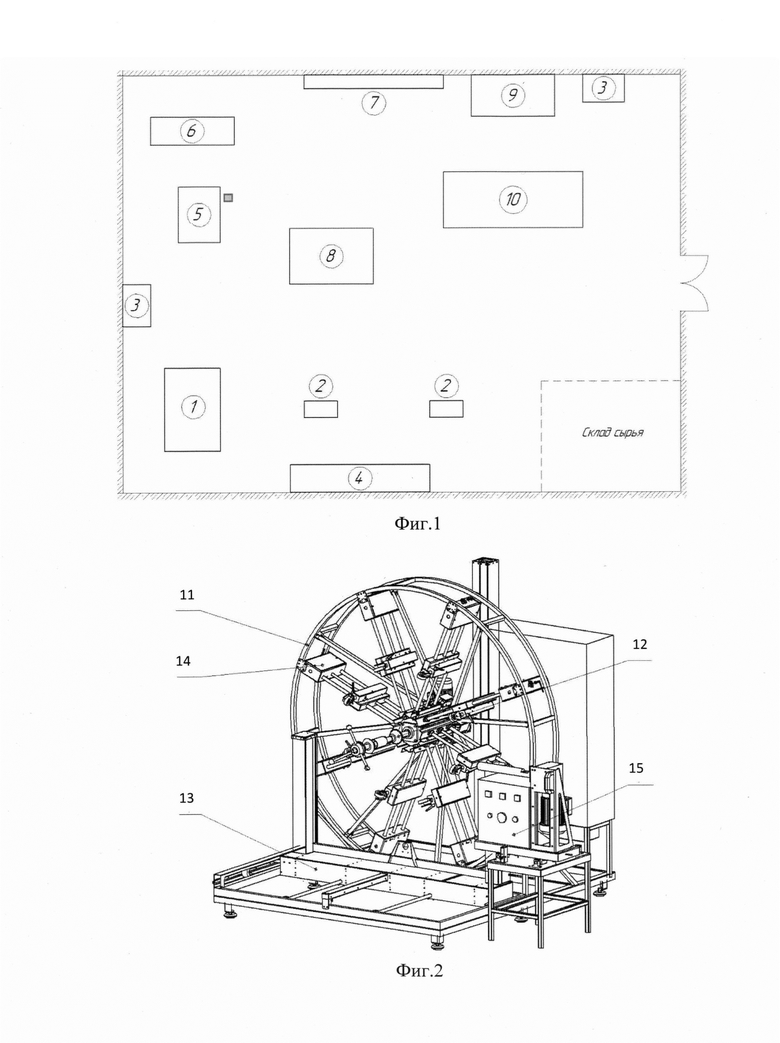
Фиг. 1 - Схематичное изображение технологического комплекса для производства изделий дренажных систем и водоотведения, где
1 - устройство намотки и склеивания спиральных заготовок,
2 - тележка поддержки,
3 - стол инструментальный,
4 - стеллаж хранения оснастки,
5 - размотчик,
6 - устройство раскроя геотекстиля,
7 - стеллаж хранения геотекстиля,
8 - устройство клейки ребер жесткости,
9 - бункер для загрузки фильтров,
10 - участок вклейки ребер жесткости в изделие;
Фиг. 2 - устройство намотки и склеивания спиральных заготовок;
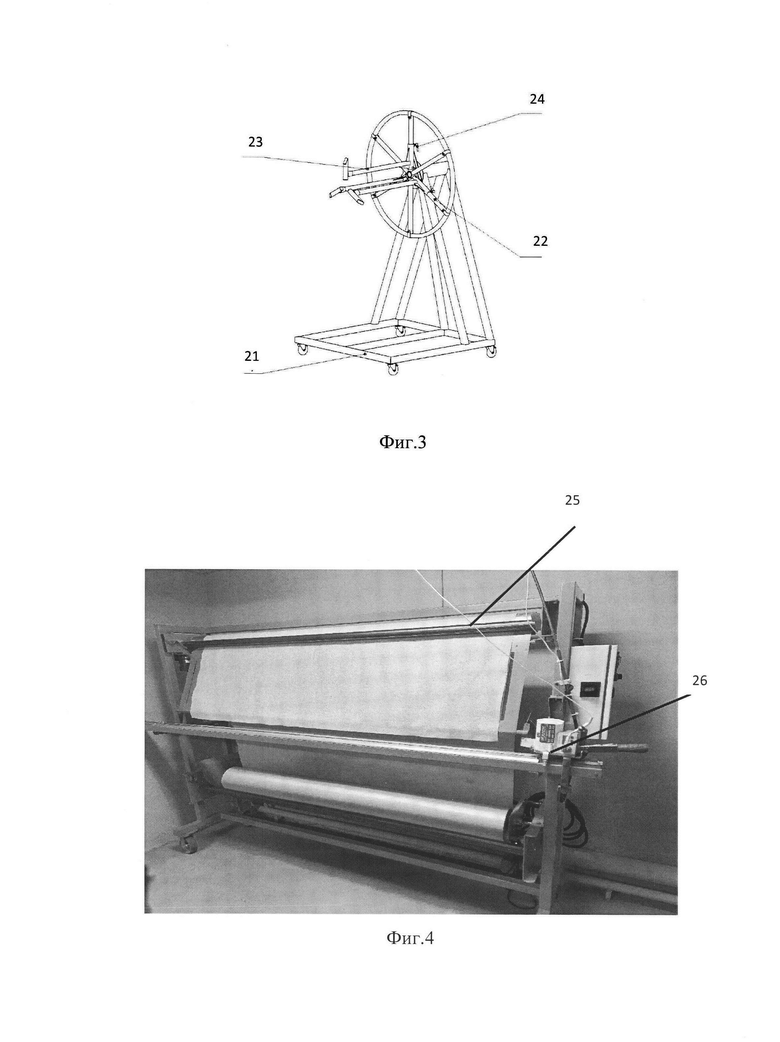
Фиг. 3 - размотчик;
Фиг. 4 - устройство раскроя геотекстиля;
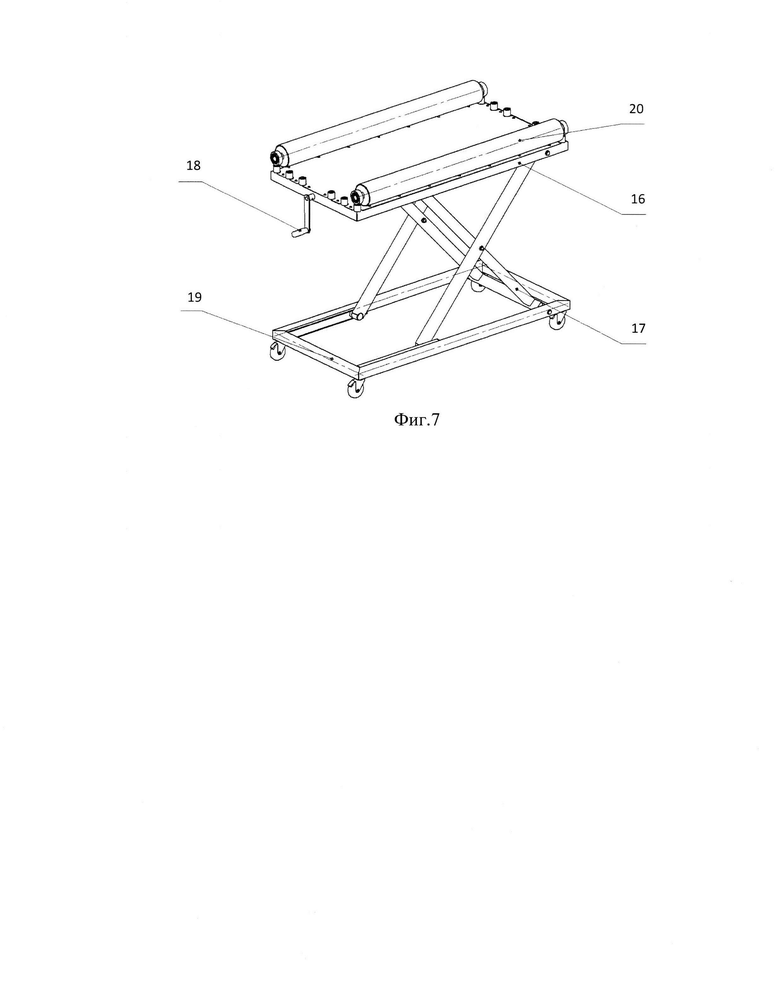
Фиг. 5 - устройство клейки ребер жесткости;
Фиг. 6 - бункер для загрузки фильтров;
Фиг. 7 - Тележка поддержки.
Технологический комплекс для производства изделий дренажных систем и водоотведения включает следующие основные производственные узлы: устройство намотки и склеивания спиральных заготовок (1), тележку поддержки (2), размотчик (5), устройство раскроя геотекстиля (6), устройство клейки ребер жесткости (8), бункер для загрузки фильтров (9),
Устройство намотки и склеивания спиральных заготовок (1) состоит из неподвижной рамы (11), корпуса вала (12), модуля обрезки (13), радиалов упорных (14) и экструдера для спайки (15).
Рама выполнена из труб квадратного сечения в виде опорной рамы с установленным каркасным барабаном круглой формы и установленными внутри барабана растяжками жесткости. На раме также установлен силовой шкаф и подвижная консоль управления. Рама опирается на виброгасящие опоры.
Корпус вала установлен на раму и выполнен в виде восьмигранной трубы, выполненной гнутыми профилями из листового материала разной толщины. В центре корпуса на подшипниковых опорах установлен вал. Вращение вала обеспечивается двухступенчатым мотор-редуктором червячного типа. На валу предусмотрены быстросъемные конусы для установки барабанов в зависимости от диаметра навиваемой спиральной заготовки.
Модуль обрезки предназначен для автоматической обрезки и торцевания навиваемой заготовки и выполнен в виде квадратных направляющих, позволяющих циркулярной пиле перемещаться в двух взаимно перпендикулярных плоскостях (по ходу навивки и высоте). Перемещение обеспечивается ременными передачами.
Радиалы упорные установлены непосредственно на раму и обеспечивают поддержку спиральной заготовки в процессе намотки и склейки. Радиал представляет собой блок с установленными в нем направляющими и шариковинтовой парой, обеспечивающей перемещение подвижной части с упорным роликом.
Экструдер для пайки выполнен в виде отдельно стоящего элемента и обеспечивает подачу разогретой клеевой массы в зону сопряжения элементов спиральной заготовки. Экструдер состоит из шнековой пары с установленными нагревательными элементами и проводного мотор-редуктора червячного типа.
Загрузка измельченного сырья для клеевой массы обеспечивается загрузочным окном.
Конструкция стола экструдера позволяет проводить подстройку положения подающего сопла и обеспечивает перемещение в двух взаимно перпендикулярных направлениях (в горизонтальной плоскости).
Тележка поддержки (2) представляет собой устройство, состоящее из подвижной платформы (16), подъемного механизма (17) ножничного типа с винтовым приводом с трапецеидальной резьбой, рукоятки управления (18) тяговым винтом, опорной платформы (19) на поворотных фиксирующихся роликах (20).
На подвижной платформе установлены передвижные вытянутые вдоль оси опорные ролики, перемещаемые поперек подвижной платформы для обеспечения устойчивости в зависимости от производимой спиральной заготовки.
Подъем обеспечивает ножничный механизм, использующий соединенные складные опоры в виде перекрестного соединения, и приводимые в действие посредством вращения тягового винта рукояткой.
Мобильность тележки обуславливается наличием четырех поворотных обрезиненных роликов с тормозными механизмами, вращающихся относительно смещенной оси, что позволяет перемещать тележку в любом направлении, и стопорить при необходимости. Обрезиненные обода роликов исключают самопроизвольное скольжение.
Размотчик (5) представляет собой устройство, состоящее из подвижного каркаса (21), подшипниковой опоры консольного типа (на черт, не показана), и каркасного диска (22) с установленными подвижными полками (23), съемными ограничителями и механизмом регулировки радиального положения полок (24).
Каркас выполнен из труб квадратного сечения в виде квадратной опоры, четырех стоек, сведенных в виде пирамиды, и укосины, обеспечивающей жесткость конструкции при воздействии изгибающих нагрузок.
Мобильность подвижного каркаса обуславливается наличием четырех поворотных обрезиненных роликов с тормозными механизмами, вращающихся относительно смещенной оси, что позволяет перемещать тележку в любом направлении, и стопорить при необходимости.
Обрезиненные обода роликов исключают самопроизвольное скольжение. Подшипниковая опора обеспечивает поворот условного барабана с установленной катушкой относительно горизонтальной оси Подшипники в опоре установлены на определенном расстоянии, что позволяет воспринимать изгибающие нагрузки от веса катушки без возникновения остаточных деформаций.
Каркасный диск выполнен из труб квадратного сечения и состоит из обода и направляющих, расходящихся из центра к ободу. По направляющим перемещаются подвижные полки для обеспечения требуемого условного установочного диаметра. Синхронность перемещения обеспечивается механизмом регулировки, состоящем их диска и поводков, соединенных с подвижными полками.
Механизм оборудован рядом фиксаторов, что позволяет производить плавную регулировку диаметра.
В комплексе предусмотрено два таких размотчика.
Устройство раскроя геотекстиля (6) содержит приводные вальцы (25), отрезную машинку (26).
Устройство клейки ребер жесткости (8) представляет собой устройство, состоящее из подвижного каркаса (27), подшипниковой опоры (28) консольного типа, поворотной платформы с двухступенчатым червячным мотор-редуктором (29) и ограничителем (30) для установки торообразных заготовок.
Каркас выполнен из труб квадратного сечения в виде квадратной опоры и четырех стоек, сведенных в виде пирамиды. Мобильность подвижного каркаса обуславливается наличием четырех поворотных обрезиненных роликов с тормозными механизмами, вращающихся относительно смещенной оси, что позволяет перемещать тележку в любом направлении, и стопорить при необходимости. Обрезиненные обода роликов исключают самопроизвольное скольжение.
Подшипниковая опора обеспечивает поворот платформы с установленными заготовками относительно горизонтальной оси. Подшипники в опоре установлены на определенном расстоянии, что позволяет воспринимать изгибающие нагрузки от веса платформы без возникновения остаточных деформаций.
Поворотная платформа выполнена из вала с приваренными направляющими, расходящимися из центра, и привернутого к ним листа фанеры круглого сечения. К лицевой части листа винтами крепится ограничитель, конструктивно выполненный двухсторонним, для возможности регулирования диаметра установки наименьшего торообразного кольца.
Бункер для загрузки фильтров (9) представляет собой цепь взаимосвязанных устройств: бункер для засыпки (31), шнековый транспортер (32) с гибким валом (на черт, не обозначен), рамы подерживающей (33), гибкого рукава (34) для засыпки и подставки под корпус фильтра (35).
Бункер состоит из каркаса, выполненного из труб квадратного сечения, и прямоугольной емкости из оцинкованной стали толщиной 0,55 мм с окном для загрузки в транспортер шнековый. Поддерживающая рама обеспечивает необходимое положение транспортера относительно бункера и воспринимает на себя нагрузки от веса корпуса и привода транспортера, и перегружаемого материала.
Гибкий рукав установлен непосредственно на транспортер и позволяет направлять поток засыпного материала. Рукав состоит из переходника с прямоугольной формой сечения на круглую, шланга большого сечения и рукоятки для управления положением шланга.
Подставка под корпус выполнена в виде цилиндра, с установленными на нем упорами и прижимом для фиксации корпуса фильтра. Управление прижимом производится педалью через пружину растяжения. Сила прижима регулируется натяжителем.
Таким образом, реализация изобретения решает поставленные автором задачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ТЕПЛИЧНАЯ АГРОСИСТЕМА | 1993 |
|
RU2050087C1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Способ создания безоболочных мелиоративных водоводов-влагообменников | 2021 |
|
RU2762404C1 |
| РАЗМОТЧИК | 2014 |
|
RU2658986C2 |
| РЕЗЕРВУАР ДЛЯ НАКОПЛЕНИЯ И ХРАНЕНИЯ ПОВЕРХНОСТНЫХ, ЛИВНЕВЫХ И ТЕХНИЧЕСКИХ ВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2504622C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АРМИРОВАННЫХ ОБРЕЗИНЕННЫХ ПАТРУБКОВ | 2007 |
|
RU2373055C2 |
| Дренажно-фильтрующее щелевое устройство для обезвоживания жидких шламов (варианты) | 2022 |
|
RU2801091C1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054981C1 |
| Дренажно-фильтрующее щелевое устройство для обезвоживания жидких шламов, образующихся на очистных сооружениях в процессах очистки сточных вод (варианты) | 2021 |
|
RU2789579C2 |
Изобретение относится к оборудованию для производства изделий дренажных систем и водоотведения. Технологический комплекс содержит устройство намотки гофрированной трубы с получением спиральной заготовки и склеивания ее слоев (1), размотчик (5), устройство раскроя геоткани (6), устройство клейки ребер жесткости (8), тележку поддержки (2) и бункер для загрузки фильтров (9). Размотчик (5) содержит каркасный диск с расходящимися из центра направляющими, на которых установлены полки. Устройство клейки ребер жесткости (8) состоит из подвижного каркаса с подшипниковой опорой консольного типа, платформы с двухступенчатым червячным мотор-редуктором и ограничителем для установки торообразных заготовок. Тележка поддержки (2) содержит подвижную платформу с подъемным ножничным механизмом, имеющим привод в виде тягового винта с трапецеидальной резьбой и рукояткой для вращения, и установленные на подвижной платформе с возможностью перемещения и фиксации поворотные опорные ролики с опорной платформой. В результате обеспечивается увеличение ассортимента изделий при минимальной замене оснастки. 7 ил.
Технологический комплекс для производства дренажных колодцев, и фильтрующих элементов дренажных систем, и спиральновитых труб для водоотведения, характеризующийся тем, что он содержит устройство намотки гофрированной трубы с получением спиральной заготовки и склеивания ее слоев, размотчик, устройство раскроя геоткани, устройство клейки ребер жесткости, тележку поддержки и бункер для загрузки фильтров, при этом размотчик содержит каркасный диск с расходящимися из центра направляющими, на которых установлены полки с возможностью перемещения для обеспечения требуемого установочного диаметра, устройство клейки ребер жесткости состоит из подвижного каркаса с подшипниковой опорой консольного типа, платформы с двухступенчатым червячным мотор-редуктором и ограничителем для установки торообразных заготовок, установленной с возможностью поворота с помощью подшипниковой опоры, а тележка поддержки содержит подвижную платформу с подъемным ножничным механизмом, имеющим привод в виде тягового винта с трапецеидальной резьбой и рукояткой для вращения тягового винта, и установленные на подвижной платформе с возможностью перемещения и фиксации поворотные опорные ролики с опорной платформой.
| Система и способ отведения и очистки в грунт ливневых и талых вод | 2020 |
|
RU2748062C1 |
| Подземный дренажный осадочный колодец | 1976 |
|
SU591559A1 |
| Дренажный колодец | 1980 |
|
SU1137150A1 |
| US 5752785 A1, 19.05.1998 | |||
| US 20210047822 A1, 18.02.2021 | |||
| US 9752312 B2, 05.09.2017. | |||

