Изобретение относится к оборудованию и технологии изготовления резинотехнических изделий, в частности к устройству изготовления армированных, обрезиненных патрубков высокого давления различных диаметров в сборе с фланцами. Область применения армированных патрубков высокого давления - системы трубопроводов различного назначения, работающие под высоким давлением.
Известно устройство для изготовления армированных трубчатых резиновых изделий (см. а.с №1382660 А1, МКИ B29D 23/22, опубл. 23.03.88).
Устройство состоит из обечайки, на одном конце которой находится дисковая фильера, выполненная из набора сегментов с канавками для укладки нитевидной арматуры. На другом конце обечайки находится втулка, имеющая возможность перемещаться на штанге с замкнутой винтовой канавкой, на которой во втулке может перемещаться палец. Концы нитевидной арматуры закрепляются в специальные средства. Резиновая заготовка укладывается и прикатывается на дорне, по концам которого установлены проставки со стяжками и патронами. На концах стяжек имеются квадратные хвостики для установки на стойки станины. При вращении и перемещении вдоль дорна обечайки нитевидная арматура перемещается по специальным канавкам сегментов фильеры.
Способ сборки по аналогу осуществляется путем укладывания вручную каждой нитевидной арматуры в канавку сегментов фильеры без определенного натяжения, затем наложения послойно резиновой заготовки на каждый слой нитевидной арматуры и последующей ручной прикатки, причем для наложения последующего слоя обечайка снимается со стоек станины и навешиваются специальные средства для наложения последующих слоев.
Недостатками известного устройства являются трудоемкость укладки вручную нитевидной арматуры, неточность ее укладки и неравномерность натяжения, что приводит к ослаблению натяжения нитевидной арматуры предыдущего слоя.
Техническим результатом заявляемого изобретения является устранение указанных недостатков и повышение качества собранных армированных патрубков высокого давления за счет точности укладки и натяжения тросов, выдержки углов наклона тросов на каждом слое.
Технический результат достигается тем, что регулируется скорость вращения дорна и скорость подачи траверсы. Для достижения технического результата по заявленному изобретению заготовку резины прикатывают прикатчиком.
Сущность изобретения поясняется чертежами:
фиг.1 - общий вид устройства без траверсы, привода траверсы без дорна. Прикатчик показан в рабочем положении;
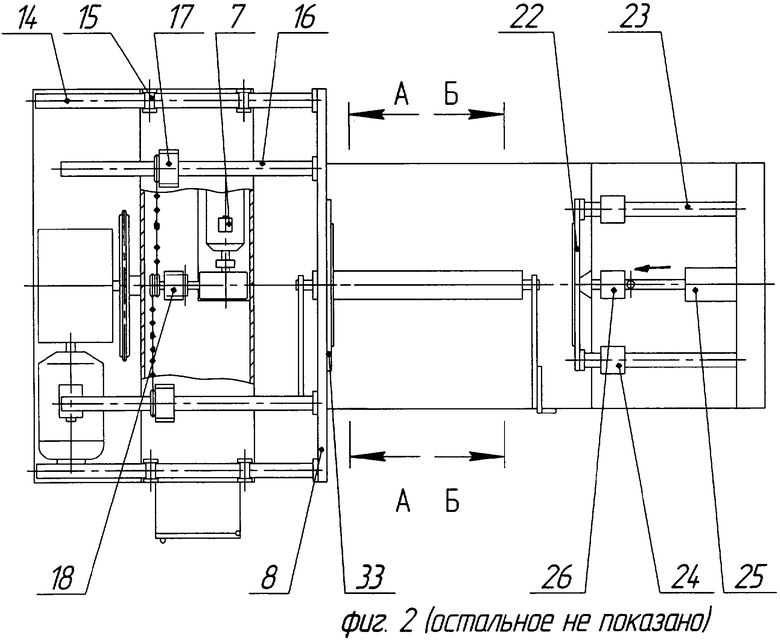
фиг.2 - устройство (вид сверху). На левой стороне показано крепление траверсы, ее электропривод; на правой стороне показана платформа и ее крепление.
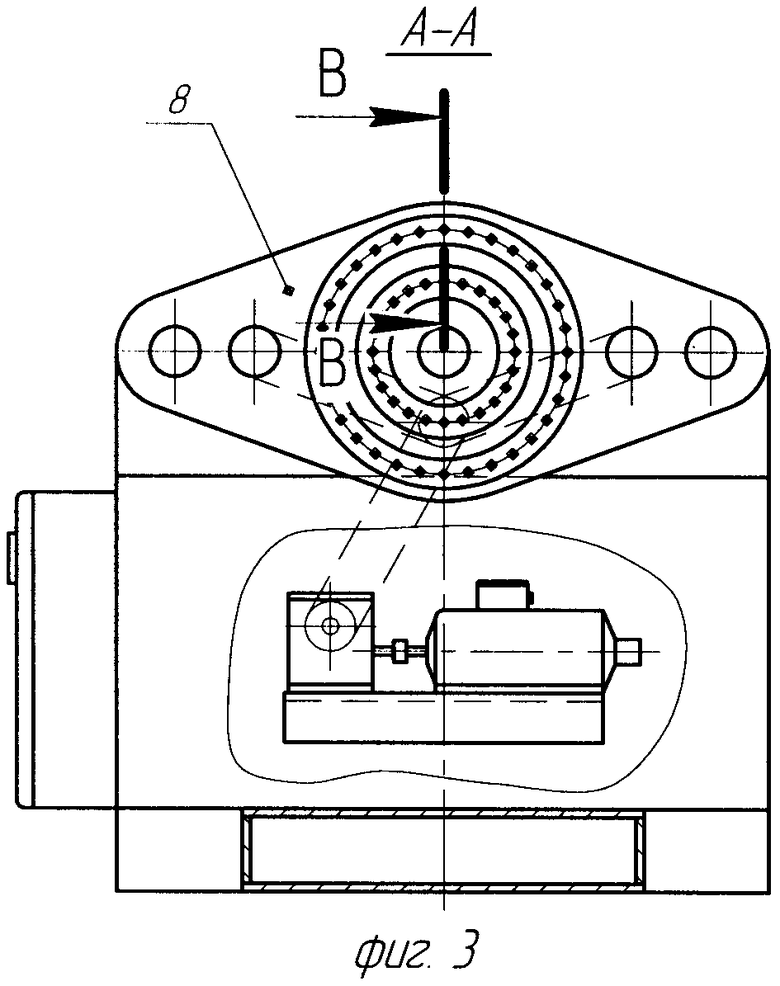
фиг.3 - разрез А-А - фронтальная проекция траверсы, ее электропривод, цепные передачи;
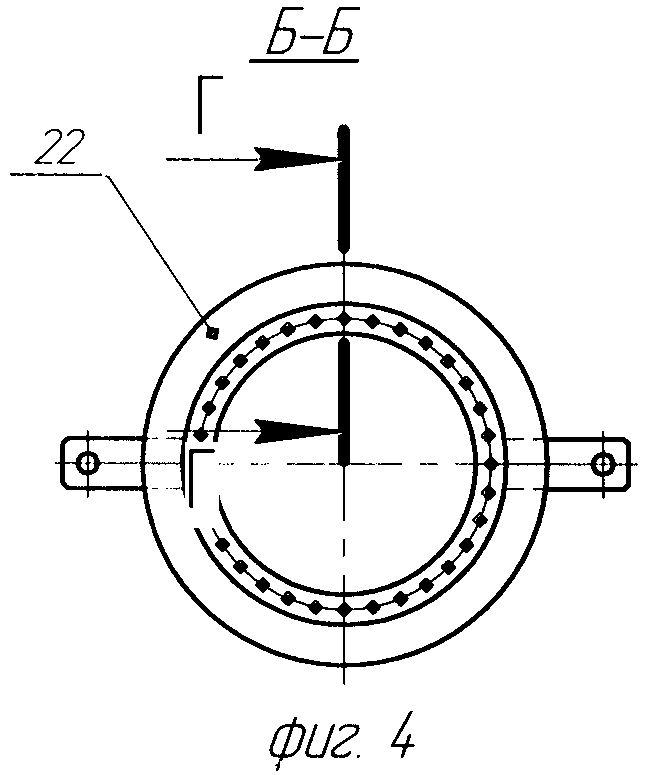
фиг.4 - разрез Б-Б - фронтальная проекция платформы;
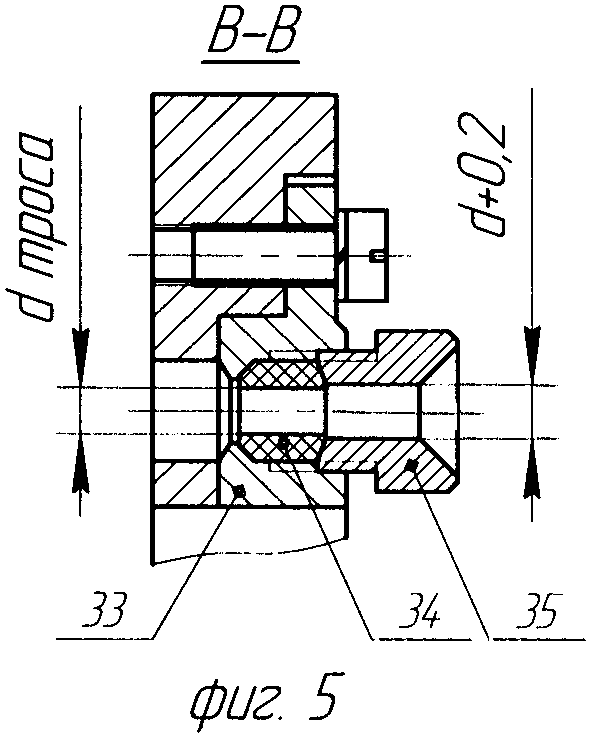
фиг.5 - сечение траверсы (крепление резиновых втулок металлическими втулками с одновременной фиксацией троса);
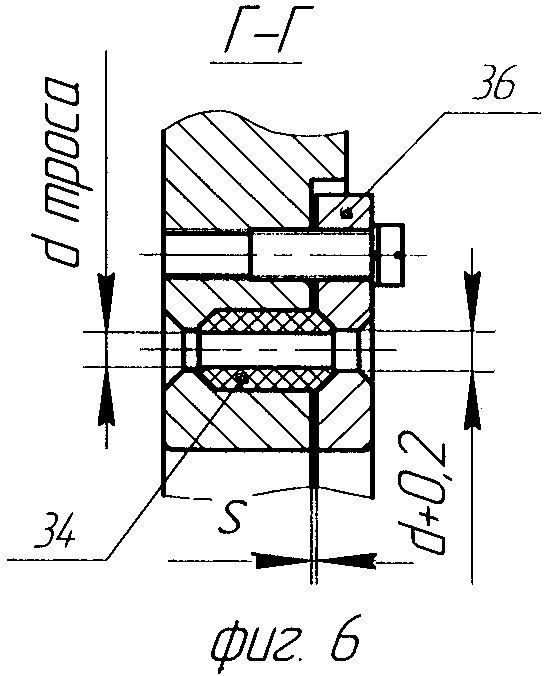
фиг.6 - сечение платформы с креплением резиновых втулок накладкой;
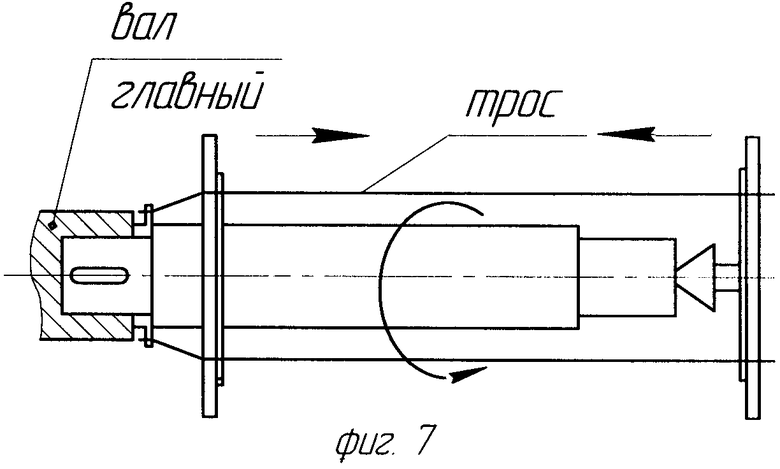
фиг.7 - фрагмент наложения тросов перед формованием;
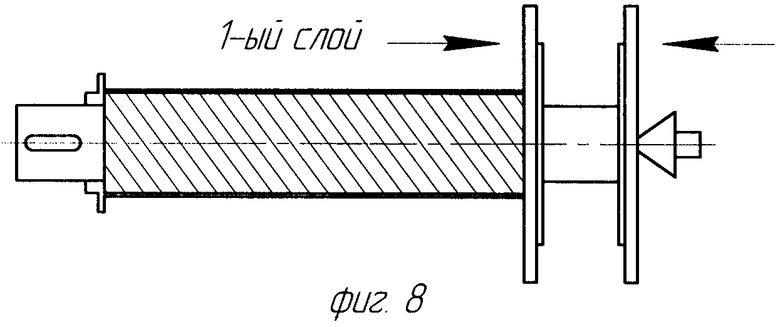
фиг.8 - фрагмент заворота тросов под заданным углом на обрезиненный дорн.
Устройство для сборки армированных обрезиненных патрубков содержит раму 1, на которую крепится бабка 2, шарнирно закрепленный на основании 4 прикатчик 3, который представляет собой гладкий ролик и выполняет функцию груза для гибкого обрезиненного троса 27. С левой стороны бабки 2 крепится электропривод 5 постоянного тока с тахогенератором вращения дорна 6. Внутри бабки 2 установлен электропривод постоянного тока 7 с тахогенератором подачи траверсы 8, на которой расположены концентрично к поверхности дорна 6 резиновые втулки 34 (фиг.3). Слева от бабки 2 установлен электрошкаф 9 управления устройством. На бабке 2 установлен главный вал 10 вращения дорна 6 на подшипниковых опорах 12. На конце главного вала 10 установлена звездочка 13. Траверса 8 передвигается на двух штангах 14, расположенных в роликах 15. Передвижение траверсы 8 осуществляется от двух винтов 16 через подшипниковые опоры 17. Разводка цепной передачи осуществляется через центральную подшипниковую опору 18. Дорн 6 крепится на шпонке главного вала 10 и поджимается с другой стороны вращающимся центром 19. Пневмоцилиндр 21 передвигает каретку 20 и вращающийся центр 19 вдоль оси дорна 6. Платформа 22 с резиновыми втулками 34, расположенными концентрично к поверхности дорна 6 (фиг.4), передвигается на двух штангах 23 в опорах 24. Пневмоцилиндр 25 передвигает вращающийся центр 19 вдоль дорна 6 в опоре 26. Прикатку осуществляют гибким обрезиненным тросом 27 за счет растяжения шарнирно закрепленного гладкого ролика, обозначенного как прикатчик 3. С левой стороны дорна 6 на главный вал 10 навешивают приставки 28 и 29 для первого и второго слоев троса. На траверсе 8 устанавливают фланец 33 для поджатия резиновых втулок 34 стальными резьбовыми втулками 35 (фиг.5). На платформе 22 накладка 36 (фиг.6) поджимает резиновые втулки 34 (фиг.6). Управление пневмоцилиндрами 21 и 25 осуществляется с пневмопульта 37 (фиг.2). Аварийная остановка вращения дорна 6 осуществляется концевым выключателем (на чертеже не показан). Ручное управление дорном осуществляется от двух педалей (на чертеже не показаны).
Предлагаемое устройство для сборки патрубков работает следующим образом.
На главный вал 10 устанавливают приставки 28 и 29. Любым грузоподъемным устройством навешивают дорн 6 на главный вал 10. Дорн 6 с другой стороны поджимают вращающимся центром 19 от пневмоцилиндра 25. Траверса 8 находится с левой стороны дорна 6. На дорн 6 накладывают слой заготовки резины, стык прикатывают любым прикаточным устройством. На кромку дорна 6 навешивают приставку 28. Один конец троса закрепляют в приставке 28 винтом, второй конец пропускают через резиновую втулку 34 на траверсе 8, конец троса вставляют в резиновую втулку 34 на платформе 22. Резиновые втулки, расположенные на траверсе и на платформе концентрично к поверхности дорна, обеспечивают точное наложение на дорн каждого слоя троса. Педалью задают рассчитанный разворот дорна 6 относительно траверсы 8. Угол наклона троса к оси дорна 6 проверяют шаблоном. Для наложения первого слоя троса включают на электрошкафу 9 кнопку «Автомат», это приводит к одновременному движению траверсы 8 слева направо и вращению дорна 6. Электроприводы 5 и 7 с тахогенераторами обеспечивают равномерную скорость вращения дорна 6 и равномерную подачу траверсы 8. Поджатые тросы в резиновых втулках 34 траверсы 8 в крайнем положении троса слева и платформы 22 в крайнем положении справа обеспечивают равномерное натяжение тросов. Платформа 22 за счет укорачивания длины тросов во время наложения под заданным углом передвигается справа налево. Процесс продолжается до полного схода тросов с резиновой втулки 34 траверсы 8. Затем траверсу 8 отводят в исходное положение.
Техническим результатом сборки армированных обрезиненных патрубков высокого давления на заявленном устройстве является высокое качество собранных армированных обрезиненных патрубков высокого давления.
Предприятие имеет положительный опыт сборки патрубков высокого давления диаметром от 150 до 260 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАЛОЖЕНИЯ КОРДНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2375187C1 |
| Устройство для изготовления армированных трубчатых резиновых изделий | 1986 |
|
SU1382660A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Устройство для изготовления гибких шлангов с нитевидной арматурой | 1982 |
|
SU1222190A3 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Устройство для нанесения оплетки на гибкий трубопровод | 1974 |
|
SU520312A2 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| УГЛОВОЙ АРМИРОВАННЫЙ РУКАВ-КОМПЕНСАТОР | 2012 |
|
RU2519535C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |

Изобретение относится к оборудованию и технологии изготовления резинотехнических изделий, в частности к устройству изготовления армированных, обрезиненных патрубков высокого давления различных диаметров в сборе с фланцами, и может быть использовано для изготовления трубопроводов различного назначения, работающих под высоким давлением. Устройство содержит раму, на которой крепится бабка, дорн, две приставки, пневмоцилиндр с вращающимся центром, передвижную каретку. Устройство также содержит прикатчик, электропривод равномерной скорости вращения дорна, электропривод равномерной подачи траверсы, резиновые втулки для поджатия тросов на траверсе и накладку для поджатия резиновых втулок на платформе. Изобретение обеспечивает повышение качества. 3 з.п. ф-лы, 8 ил.
1. Устройство для сборки армированных обрезиненных патрубков, содержащее раму, на которой крепится бабка, дорн, две приставки, пневмоцилиндр с вращающимся центром, передвижную каретку, отличающееся тем, что дополнительно содержат прикатчик, электропривод равномерной скорости вращения дорна, электропривод равномерной подачи траверсы, резиновые втулки для поджатия тросов на траверсе и накладку для поджатия резиновых втулок на платформе.
2. Устройство по п.1, отличающееся тем, что прикатчик выполнен в виде гладкого ролика, на который навешивается гибкий обрезиненный трос.
3. Устройство по п.1, отличающееся тем, что поджатые резиновые втулки на траверсе и на платформе обеспечивают натяжение тросов.
4. Устройство по п.1, отличающееся тем, что резиновые втулки, расположенные на траверсе и на платформе концентрично к поверхности дорна, обеспечивают точное наложение на дорн каждого слоя тросов.
| Устройство для изготовления армированных трубчатых резиновых изделий | 1986 |
|
SU1382660A1 |
| Устройство для сборки рукавов | 1991 |
|
SU1826944A3 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХ РУКАВОВ С ПРОВОЛОЧНЫМИ СПИРАЛЯМИ | 0 |
|
SU356158A1 |
| Устройство для прикатки изделий из композиционного материала | 1977 |
|
SU710821A1 |

