Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штамповок бесприпусковых лопаток из двухфазных титановых сплавов, например, лопаток компрессора или лопаток направляющих аппаратов.
Известен способ изготовления лопаток газотурбинного двигателя, в котором расчетный профиль лопатки увеличивают на величину технологического припуска, при этом приняв прикомлевое сечение готовой лопатки за базовое, определяют угол закрутки концевого сечения Ак лопатки относительно базового сечения, после этого графическим или аналитическим путем поворачивают концевое сечение Ак вокруг продольной оси лопатки на угол его закрутки относительно базового сечения, проводя раскрутку профиля пера лопатки для целей определения новых значений координат профиля лопатки (Хс, Yc, Хк, Yк) в заданной системе координат (Патент РФ №2013179 от 05.06.1990, МПК B21H7/16, B23P15/02, опубл. 30.05.1994).
Недостатком данного способа изготовления лопаток газотурбинного двигателя является то, что профильные поверхности спинки и корыта в продольном направлении выполняются цилиндрической или конической поверхностями, которые не могут обеспечить структурную стабильность с высоким качеством готового изделия.
Известен способ изготовления штамповок лопаток из двухфазного титанового сплава, при котором исходную заготовку в виде прутка подвергают фасонированию, затем выполняют изотермическую штамповку на гидравлическом прессе с предварительной смазкой и нагревом заготовки, обрезку облоя, операцию правки полученной штамповки и вакуумную термообработку (Б.Н. Леонов, А.С. Новиков, Е.Н. Богомолов, Л.Б. Уваров «Технологическое обеспечение проектирования и производства газотурбинных двигателей» Рыбинск, Рыбинский дом печати, 2002г-407с., стр. 158-159).
Недостатками данного способа являются низкое качество получаемой лопатки, связанное с повышенным короблением профиля пера при операциях обдувка, кислотное химическое травление и последующая вакуумная термообработка. Устранение коробления профиля пера невозможно повторной операцией «изотермическая калибровка» из-за уменьшения размеров штамповки после операции размерного химического травления. Нагрев под повторную операцию «изотермическая калибровка» приведет к образованию альфированного слоя, а также потребует повторного химического травления, что повысит процент брака по геометрии штамповок. Все вышеописанные факторы ухудшают качество получаемой готовой лопатки из-за получения бракованных лопаток, не соответствующих требуемой геометрии по конструкторской документации.
Наиболее близким является способ изготовления лопатки из двухфазного титанового сплава, включающий проектирование и изготовление фасонированной заготовки под последующую штамповку, и штамповку фасонированной заготовки, при этом проектирование фасонированной заготовки под штамповку осуществляется с учетом припуска по профилю лопатки от хвостовика до концевой части под степень деформации при последующей штамповке, припуск на облой и припуск на размерное химическое травление (Патент РФ №2760328 от 30.12.2020, МПК B21K3/04, B22F5/04, опубл. 24.11.2021 бюл. №33).
Недостатком данного способа является структурная неоднородность на кромках получаемой заготовки под последующую штамповку, связанная с увеличением степени деформации на кромках заготовки-штамповки в сечениях С1 и С2 из-за искажения профиля пера лопатки.
Техническим результатом предлагаемого изобретения является повышение качества получаемой штамповки лопатки, которое достигается благодаря структурной однородности, с исключением структурных искажений по линиям интенсивного течения металла, как в центральной части пера штамповки лопатки, так и на входной и выходной кромок от хвостовика к бобышке лопатки, что обеспечивается пропорциональным распределением припуска на профиль лопатки с определением местоположения сечений входной и выходной кромок пера лопатки и их размеров в зависимости от заданной степени деформации.
Технический результат достигается тем, что в способе изготовления штамповки лопатки из двухфазного титанового сплава, включающий проектирование и изготовление фасонированной заготовки под последующую штамповку, и штамповку фасонированной заготовки, при этом проектирование фасонированной заготовки под штамповку осуществляют с учетом припуска по профилю лопатки от хвостовика до концевой части под степень деформации при последующей штамповке, припуск на облой и припуск на размерное химическое травление, в отличие от известного размеры сечений входной и выходной кромок фасонированной заготовки лопатки под последующую штамповку определяют как:
 ;
;
 ;
;
 ;
;
где  - толщина входной кромки пера фасонированной заготовки, мм;
- толщина входной кромки пера фасонированной заготовки, мм;
 - толщина входной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
- толщина входной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
 - степень деформации, %;
- степень деформации, %;
 - толщина выходной кромки пера фасонированной заготовки, мм;
- толщина выходной кромки пера фасонированной заготовки, мм;
 - толщина выходной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
- толщина выходной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
 - максимальная толщина профиля пера фасонированной заготовки, мм;
- максимальная толщина профиля пера фасонированной заготовки, мм;
 - максимальная толщина профиля окончательной штамповки с учетом припуска на химическое травление, мм,
- максимальная толщина профиля окончательной штамповки с учетом припуска на химическое травление, мм,
при этом горизонтальное местоположение сечений и относительно вертикальной оси симметрии лопатки определяют в зависимости от припуска на травление, припуска на облой:
 ;
;
 ;
;
где  - расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до входной кромки пера фасонированной заготовки лопатки, мм;
- расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до входной кромки пера фасонированной заготовки лопатки, мм;
 - расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до выходной кромки пера фасонированной заготовки лопатки, мм;
- расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до выходной кромки пера фасонированной заготовки лопатки, мм;
 - коэффициент учитывающий величину объема на облой;
- коэффициент учитывающий величину объема на облой;
 - площадь сечения окончательной штамповки под травление, мм2,
- площадь сечения окончательной штамповки под травление, мм2,
при этом горизонтальное местоположение сечений фасонированной заготовки и относительно вертикальной оси движения рабочего органа пресса определяется в зависимости от припуска на травление, припуска на облой:
;
;
где - расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до входной кромки пера фасонированной заготовки лопатки, мм;
- расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до выходной кромки пера фасонированной заготовки лопатки, мм;
- коэффициент учитывающий величину объема на облой;
- площадь сечения окончательной штамповки под травление, мм2;
фасонированная заготовка может быть получена методом штамповки на гидравлическом прессе либо на механическом прессе с сервоприводом, фасонированная заготовка может быть получена методом послойного селективного электронно-лучевого сплавления.
Благодаря определению точного горизонтального местоположения сечений профиля пера фасонированной заготовки под последующую штамповку, а так же определению толщин входной кромки, выходной кромки и максимальной толщины профиля пера фасонированной заготовки под последующую штамповку осуществляется пропорциональное равномерное распределение припуска по всему профилю пера лопатки, обеспечивающее получение равномерной структуры лопатки после окончательной штамповки, без внутренних структурных искажений.
На фигурах показаны:
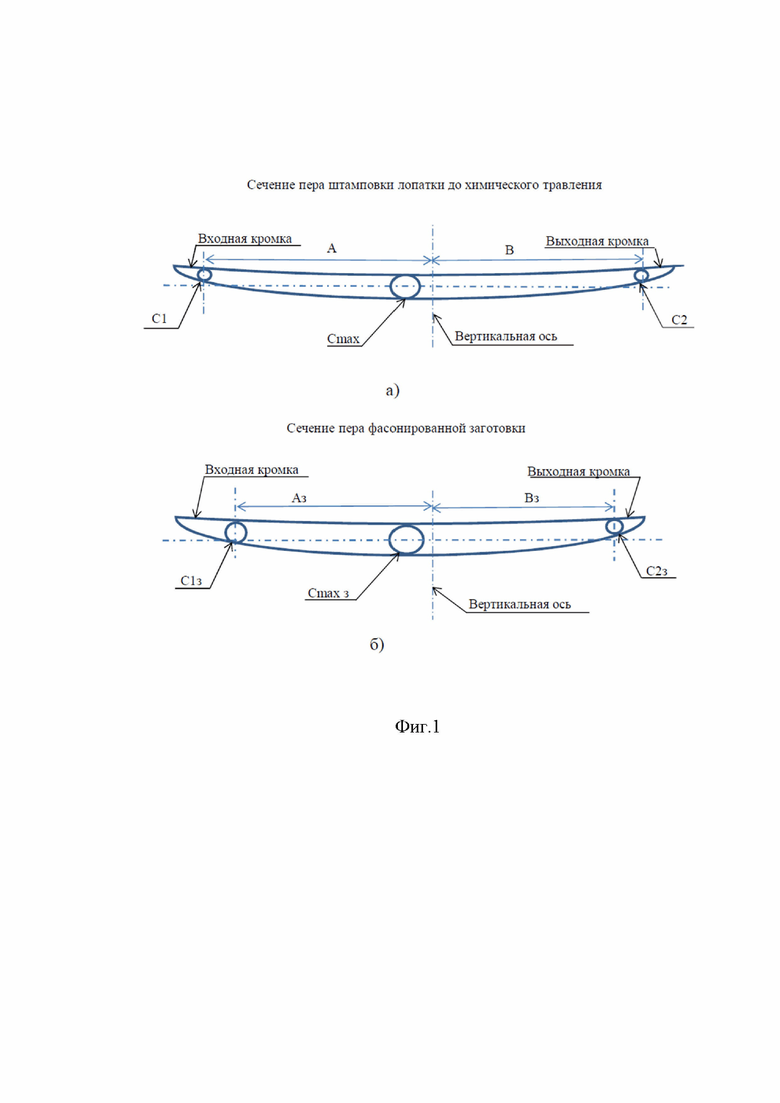
Фиг. 1 - схема расчета геометрии профиля пера лопатки: а) - сечение пера штамповки лопатки до химического травления; б) - сечение пера фасонированной заготовки.
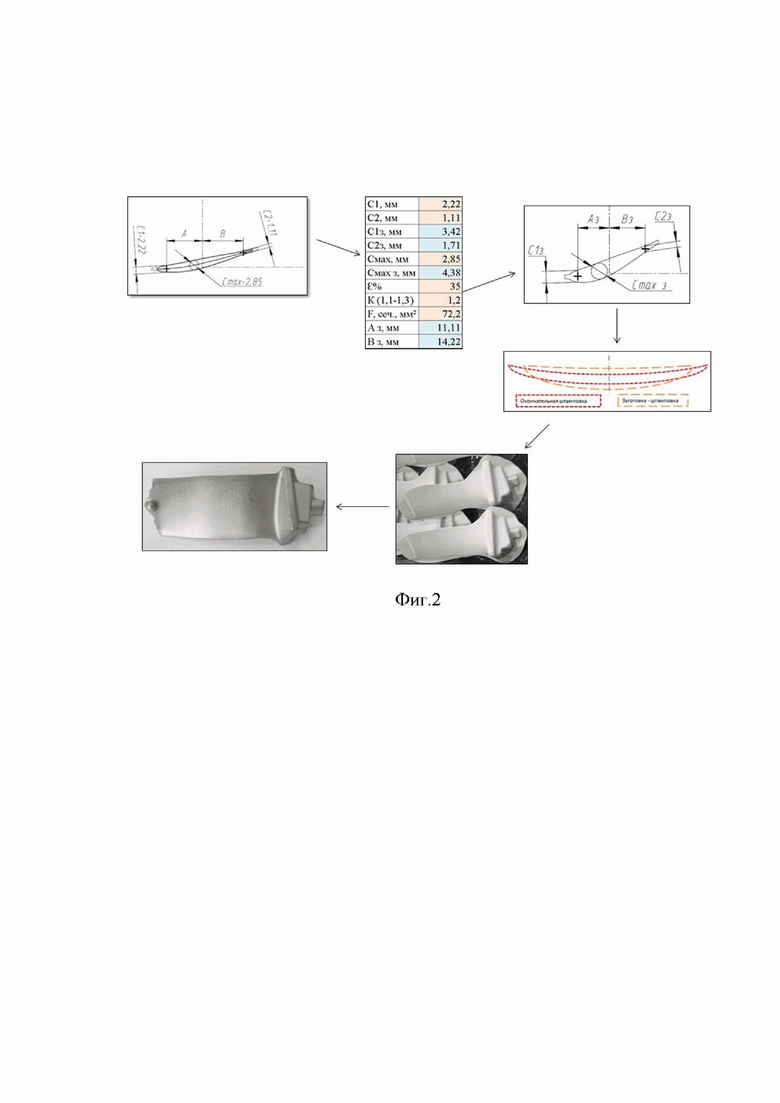
Фиг. 2 - пример осуществления способа.
Способ осуществляется следующим образом.
Преимущественно для производства лопаток из титановых сплавов применяют двухфазные титановые сплавы, например марок ВТ6 и ВТ8.
Способ включает сначала проектирование фасонированной заготовки, ее изготовление, а затем штамповку фасонированной заготовки.
Определяют размеры профиля окончательной штамповки лопатки относительно готовой детали с учетом степени деформации и значений максимального сечения профиля штамповки лопатки и их горизонтальное местоположение сечений входной и выходной кромок штамповки лопатки в горизонтальном направлении относительно вертикальной оси системы координат штамповки лопатки. При этом вертикальная ось может совпадать с вертикальной осью движения рабочего органа пресса (ползуна) при штамповке.
Профиль окончательной штамповки с учетом припуска на химическое травление имеет следующие параметры сечения (Фиг.1): - толщина входной кромки пера окончательной штамповки, мм; - толщина выходной кромки пера окончательной штамповки, мм; - максимальная толщина профиля пера окончательной штамповки, мм. Расстояние между сечениями входной и выходной кромок обозначено как  - расстояние от вертикальной оси системы координат штамповки лопатки до входной кромки пера окончательной штамповки лопатки, мм;
- расстояние от вертикальной оси системы координат штамповки лопатки до входной кромки пера окончательной штамповки лопатки, мм;  - расстояние от вертикальной оси системы координат штамповки лопатки до выходной кромки пера окончательной штамповки лопатки, мм.
- расстояние от вертикальной оси системы координат штамповки лопатки до выходной кромки пера окончательной штамповки лопатки, мм.
По вышеописанным данным создают профиль окончательной штамповки с заданной степенью деформации , который получается в результате штамповки фасонированной заготовки.
При создании профиля окончательной штамповки под штамповку:
- на окончательный штамповочный профиль пера по всей штамповке задается припуск на травление отдельно на спинку, отдельно на корыто;
- затем на вышеописанный припуск на травление накладывают припуск на облой, который учитывается по всему контуру лопатки: на входной и выходной кромках, на хвостовике и на концевой частях лопатки;
- по каждому сечению окончательной штамповки назначается припуск с учетом степени деформации.
При этом обеспечивается соблюдение размеров с заданной степени деформации в каждой точке сечения профиля по всей штамповке. Таким образом получается профиль окончательной штамповки.
Затем с учетом площади сечения окончательной штамповки до назначения припуска на травление определяют зависимость размеров сечений фасонированной заготовки  ,
,  ,
, по формулам (1), (2), (3):
по формулам (1), (2), (3):
; (1)
; (2)
; (3)
где - толщина входной кромки пера фасонированной заготовки, мм;
- толщина входной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
- степень деформации, %;
- толщина выходной кромки пера фасонированной заготовки, мм;
- толщина выходной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
- максимальная толщина профиля пера фасонированной заготовки, мм;
- максимальная толщина профиля пера окончательной штамповки с учетом припуска на химическое травление, мм.
Горизонтальное местоположение сечений входной и выходной кромок относительно вертикальной оси системы координат фасонированной заготовки лопатки определяется по формулам (4), (5):
; (4)
; (5)
где - расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до входной кромки пера фасонированной заготовки лопатки, мм;
- расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до выходной кромки пера фасонированной заготовки лопатки, мм;
- коэффициент, учитывающий величину объема на облой;
- площадь сечения окончательной штамповки с учетом припуска на химическое травление, мм2;
- степень деформации при штамповке, %.
Система координат фасонированной заготовки лопатки может совпадать с системой координат окончательной штамповки лопатки.
Таким образом, получается спроектированная фасонированная заготовка под последующую штамповку. Фасонированную заготовку изготавливают, например, методом штамповки на гидравлическом прессе, либо методом штамповки на механическом прессе с сервоприводом.
Фасонированную заготовку изготавливают методом послойного селективного электронно-лучевого сплавления с температурой в рабочей камере 700÷1000°С.
Из полученной с найденными размерами фасонированной заготовки изготавливают окончательную штамповку. Для этого фасонированную заготовку сначала смазывают, нагревают до температуры штамповки, а затем штампуют на винтовом прессе.
У полученной окончательной штамповки обрезают облой, затем снимают смазку и направляют ее на химическое травление для удаления альфированного слоя. Затем осуществляю термическую обработку и термофиксацию.
В результате осуществления предложенного способа изготовления лопатки из титанового сплава достигается повышение качества получаемой готовой лопатки, которое достигается благодаря структурной однородности готовой лопатки, необходимой для работы лопатки при повышенных температурах в агрессивных условиях воздушной среды.
Пример реализации способа показан на фиг. 2.
При осуществлении способа изготовления штамповки лопатки из двухфазного титанового сплава марки ВТ6 осуществляют следующее.
Сначала осуществляют проектирование фасонированной заготовки. Для этого берут сечения окончательной штамповки лопатки. Размеры окончательной штамповки получены с учетом припуска на травление отдельно на спинку, отдельно на корыто, припуск на химическое размерное травление, припуска на облой, припуска с учетом степени деформации.
Одними из основных показателей сечений окончательной штамповки являются:
- толщина входной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм, ;
- толщина выходной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм, ;
- максимальная толщина профиля пера окончательной штамповки с учетом припуска на химическое травление, мм, .
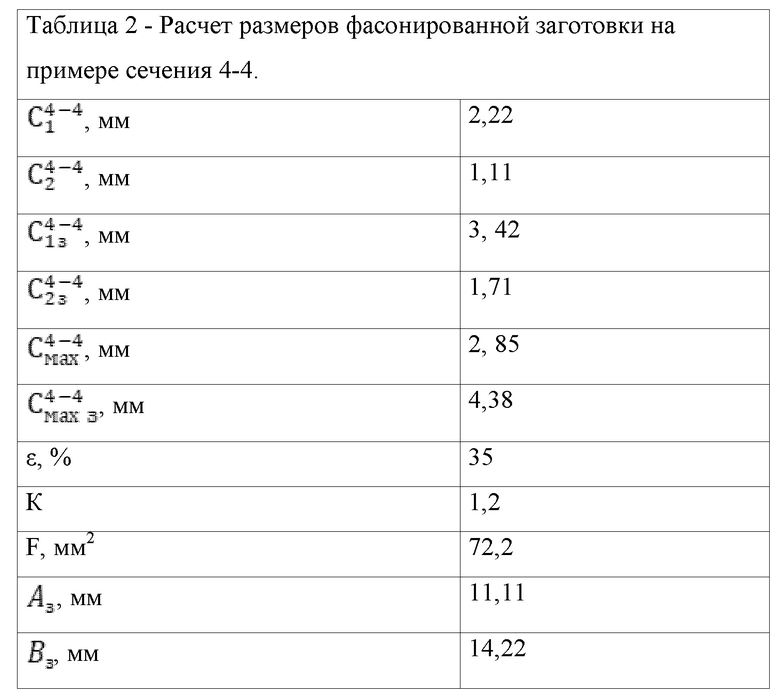
Например, для сечения 4-4 окончательной штамповки, получены следующие размеры:
По формулам (1), (2), (3), (4), (5) рассчитывают размеры фасонированной заготовки, представленные в таблице 2, например, для сечения 4-4:
По полученным размерам проектируется фасонированная заготовка под последующую окончательную штамповку.
Изготавливают фасонированную заготовку методом штамповки на двухкоординатном прессе (гидравлический или механический) усилием от 100 до 630 тс.
Затем на винтовом прессе усилием от 400 до 1600 тс из фасонированной заготовки методом штамповки с обрезкой облоя и калибровкой профиля пера получают штамповку лопатки под последующее химическое травление альфированного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| Способ изготовления лопаток из двухфазного титанового сплава | 2020 |
|
RU2760328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2759280C1 |
| Способ изготовления лопатки вентилятора с защитной входной кромкой | 2023 |
|
RU2811636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1984 |
|
RU1210314C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2010 |
|
RU2467823C2 |
| Способ изготовления лопаток из двухфазных титановых сплавов | 1977 |
|
SU660770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ОСОБОКРУПНОГАБАРИТНЫХ ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2015 |
|
RU2625385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2403119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2019359C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штамповок лопаток из двухфазных титановых сплавов. Осуществляют проектирование и изготовление фасонированной заготовки и последующую ее штамповку. При проектировании фасонированной заготовки учитывают припуск по профилю лопатки от хвостовика до концевой части под степень деформации при последующей штамповке, припуск на облой и припуск на размерное химическое травление. Приведены математические выражения для определения размеров сечений входной и выходной кромок фасонированной заготовки лопатки под последующую штамповку и горизонтальное местоположение ее сечений относительно вертикальной оси симметрии лопатки. В результате обеспечивается повышение качества получаемой штамповки лопатки. 3 з.п. ф-лы, 2 ил., 2 табл., 1 пр.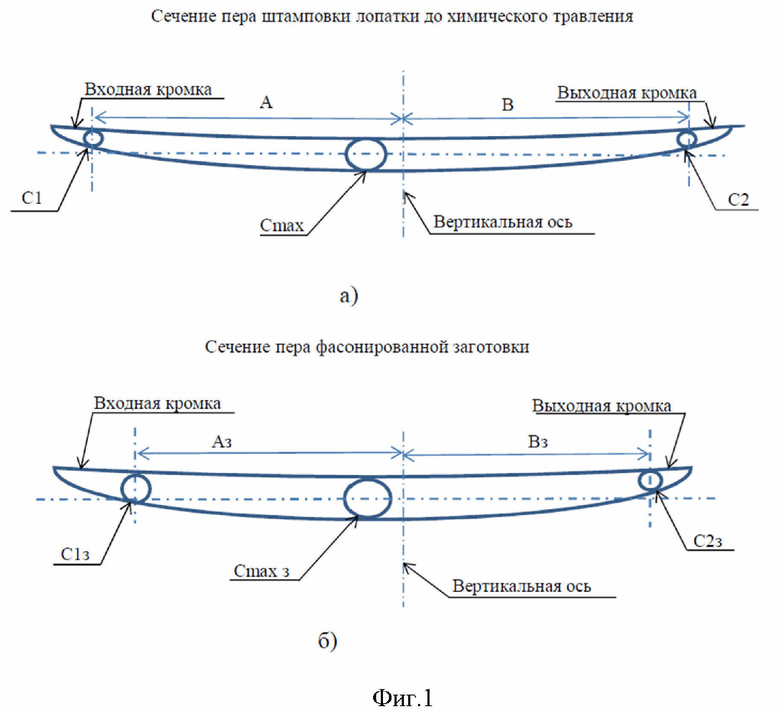
1. Способ изготовления штамповки лопатки из двухфазного титанового сплава, включающий проектирование и изготовление фасонированной заготовки под последующую штамповку, и штамповку фасонированной заготовки, при этом проектирование фасонированной заготовки под штамповку осуществляют с учетом припуска по профилю лопатки от хвостовика до концевой части под степень деформации при последующей штамповке, припуск на облой и припуск на размерное химическое травление, отличающийся тем, что размеры сечений входной и выходной кромок фасонированной заготовки лопатки под последующую штамповку определяют как:
 ;
;
 ;
;
 ,
,
где  - толщина входной кромки пера фасонированной заготовки, мм;
- толщина входной кромки пера фасонированной заготовки, мм;
 - толщина входной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
- толщина входной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
 - степень деформации, %;
- степень деформации, %;
 - толщина выходной кромки пера фасонированной заготовки, мм;
- толщина выходной кромки пера фасонированной заготовки, мм;
 - толщина выходной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
- толщина выходной кромки пера окончательной штамповки с учетом припуска на химическое травление, мм;
 - максимальная толщина профиля пера фасонированной заготовки, мм;
- максимальная толщина профиля пера фасонированной заготовки, мм;
 - максимальная толщина профиля окончательной штамповки с учетом припуска на химическое травление, мм,
- максимальная толщина профиля окончательной штамповки с учетом припуска на химическое травление, мм,
при этом горизонтальное местоположение сечений и относительно вертикальной оси симметрии лопатки определяют в зависимости от припуска на травление, припуска на облой:
 ;
;
 ,
,
где  - расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до входной кромки пера фасонированной заготовки лопатки, мм;
- расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до входной кромки пера фасонированной заготовки лопатки, мм;
 - расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до выходной кромки пера фасонированной заготовки лопатки, мм;
- расстояние от вертикальной оси системы координат фасонированной заготовки лопатки до выходной кромки пера фасонированной заготовки лопатки, мм;
 - коэффициент, учитывающий величину объема на облой;
- коэффициент, учитывающий величину объема на облой;
 - площадь сечения окончательной штамповки под травление, мм2.
- площадь сечения окончательной штамповки под травление, мм2.
2. Способ по п. 1, отличающийся тем, что фасонированную заготовку получают методом штамповки на гидравлическом прессе.
3. Способ по п. 1, отличающийся тем, что фасонированную заготовку получают методом штамповки на механическом прессе с сервоприводом.
4. Способ по п. 1, отличающийся тем, что фасонированную заготовку получают методом послойного селективного электронно-лучевого сплавления.
| Способ изготовления лопаток из двухфазного титанового сплава | 2020 |
|
RU2760328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ОСОБОКРУПНОГАБАРИТНЫХ ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2015 |
|
RU2625385C2 |
| US 6127044 A, 03.10.2000. | |||

