Изобретение относится к области обработки металлов давлением с применением аддитивных технологий и может найти применение при изготовлении крупногабаритных лопаток, например, лопаток вентилятора, с защитой входной (передней) кромкой от внешнего воздействия.
В конструкции двигателя лопатки вентилятора засасывают воздух в двигатель по мере того, как турбина вращается. Данные лопатки подвергаются воздействию атмосферы спереди двигателя и имеют вероятность столкновения с птицей или другим посторонним предметом. Поэтому лопатка вентилятора обычно имеет металлическую входную кромку для конструктивного усиления, чтобы защитить лопатку вентилятора от ударов птиц или агрессивного воздействия окружающей среды.
Соединение защитной входной кромки лопатки вентилятора осуществляется с помощью, например, сварки, преимущественно диффузионной сварки, с помощью клеевого соединения благодаря применению клейкого связующего, а так же с помощью деформационного обжатия. При этом сцепление входной кромки лопатки и защитной кромки должно выдерживать ударные нагрузки и одновременно противостоять эрозии от воздушной среды. Раздельное изготовление защитной кромки и лопатки вентилятора с последующим их соединением не позволяет обеспечивать достаточную работоспособность лопатки вентилятора с защитной входной кромкой.
Известен способ изготовления лопатки вентилятора, включающий следующие этапы: этап расположения металлических скоб в формующий инструмент, имеющий матрицу и пуансон, при этом металлические скобы представляют собой металлические секции с прямолинейной формой, согнутые в форму U или V; и этап горячего изостатического прессования металлических скоб, таким образом получая металлическую часть для усиленной входной кромки лопатки по средствам клеевого соединения (Патент РФ №2570254 от 29.02.2012, конвенционный приоритет от 01.03.2011, опубл. 10.12.2015 бюл.№34, МПК B23P15/04, B21D53/78, C22C47/20, F01D5/14, F04D29/38, B64C11/20).
Недостатками данного способа изготовления лопатки является недостаточная жесткость конструкции получаемой лопатки по причине составных металлических секций, из которых состоит кромка.
Известен способ изготовления лопатки с защитной передней кромкой, согласно которому переднюю кромку изготавливают в аппарате для плавления в порошковом слое на подложке с осуществлением множеств слоев расплавления порошка на подложке до получения формы передней кромки близкой к аэродинамической поверхности, последующую термообработку полученной передней кромки с возможностью деформирования полученной передней кромки до получения требуемой геометрической формы (Патент США US20170081752 от 21.09.2016, опубл. 23.03.2017, МПК C22F1/18, B33Y10/00, B23K15/00).
Недостатками данного способа изготовления лопатки является низкая работоспособность лопатки, связанная с низкой прочностью лопатки с защитной кромкой, получаемой данным способом из-за возможности расслаивания в процессе эксплуатации изделия.
Наиболее близким является способ изготовления лопатки вентилятора с защитной входной кромкой, включающий изготовление фасонированной заготовки с выраженной хвостовой частью из пруткового материала, изготовление плоской предварительной штамповки лопатки, которая содержит перо аэродинамического профиля с входной и выходной кромкой и хвостовик, операцию закрутки пера лопатки и последующую калибровку (Патент РФ на изобретение №2403119 от 11.01.2009, МПК B21K3/04, опубл 10.11.2010, бюл. №31).
Недостатками данного способа изготовления лопатки является низкая прочность получаемой данным способом лопатки вентилятора из-за разрушения входной кромки при воздействии воздушной атмосферы при работе двигателя, а так же при попадании посторонних предметов (например, птиц).
Техническим результатом предлагаемого способа изготовления лопаток вентилятора с защитной входной кромкой является повышение работоспособности получаемой лопатки вентилятора с защитной входной кромкой, благодаря отсутствию отслоения входной кромки от пера лопатки при воздействии окружающей среды в процессе эксплуатации, которое достигается за счет изготовления защитной кромки методом селективного лазерного сплавления на предварительном переходе штамповки лопатки с последующей окончательной деформацией на калибрующей операции.
Технический результат достигается благодаря тому, что в способе изготовления лопатки вентилятора с защитной входной кромкой, включающий изготовление фасонированной заготовки с выраженной хвостовой частью из пруткового материала, изготовление предварительной штамповки лопатки, которая содержит перо аэродинамического профиля с входной и выходной кромкой и хвостовик, операцию закрутки пера лопатки и последующую калибровку, в отличие от известного после получения предварительной штамповки лопатки, осуществляют закрутку профиля пера, на которой закручивают аэродинамический профиль на угол закрутки профиля пера готовой лопатки, затем проводят обрезку облоя, после этого закрученную предварительную штамповку направляют на нанесение порошкового материала методом послойного селективного электронно-лучевого сплавления на входную кромку аэродинамического профиля пера, на котором осуществляют сканирование закрученной предварительной штамповки с построением 3D- модели закрученной предварительной штамповки, определяется траектория нанесения порошкового материала на входную кромку закрученной предварительной штамповки и наносится порошковый материал по выбранной траектории для получения защитной входной кромки профиля пера, причем значение толщины защитной входной кромки должно учитывать степень деформации ε, после этого закрученную штамповку с защитной входной кромкой направляют на калибровку со степенью деформации ε с последующей выдержкой под давлением для получения размеров готовой штамповки лопатки с защитной входной кромкой, которую затем направляют на обрезку облоя и механическую обработку, после которой получают готовую лопатку вентилятора с защитной входной кромкой, прутковый материал лопатки представляет собой титановый сплав, а порошковый материал защитной входной кромки представляет собой сталь.
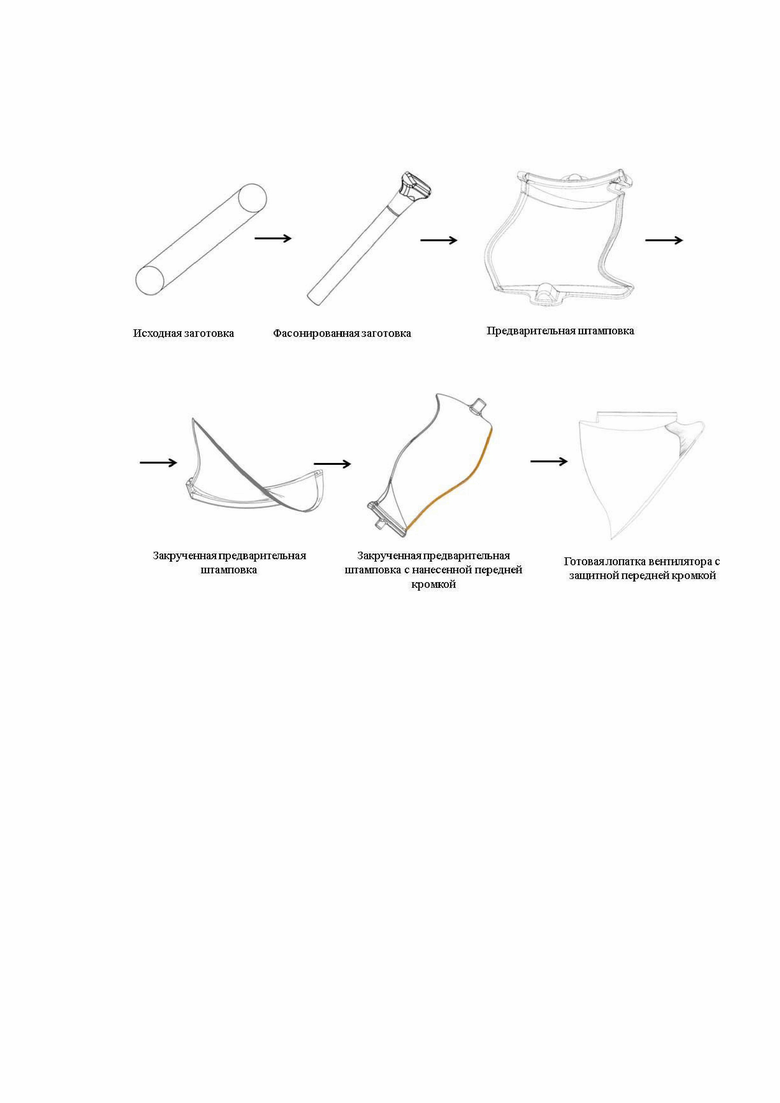
На чертеже показано осуществление способа изготовления лопатки вентилятора.
Способ осуществляется следующим образом.
В качестве исходной заготовки служит металлический пруток, преимущественно из легкого металла или сплава (например, алюминиевые сплавы, титановые сплавы).
Сначала осуществляют этап 1, заключающийся в смазывании прутковой заготовки, ее фасонировании (например, операциями высадка или выдавливание) с последующим получением фасонированной заготовки с выраженной хвостовой частью. На этом же этапе 1 извлекают фасонированную заготовку из оборудования и удаляют остатки смазки.
Переходят на этап 2, на котором фасонированную заготовку, полученную на этапе 1, смазывают, укладывают в деформирующий инструмент, содержащий верхний и нижний штампы, и осуществляют предварительную деформацию фасонированной заготовки. В результате этого получают предварительную штамповку со сформированными: перьевой и хвостовой частями лопатки, сопряженные между собой плавным переходом. Причем перьевая часть предварительной штамповки содержит входную и выходную кромки. При этом сечения профиля предварительной штамповки развернуты в одной плоскости.
Затем предварительную штамповку извлекают из деформирующего инструмента, и удаляют смазку со всей поверхности предварительной штамповки.
После этого осуществляют этап 3, на котором предварительную штамповку устанавливают в устройство для закрутки профиля. Здесь осуществляют закрутку профиля перьевой части предварительной штамповки на угол закрутки профиля пера готовой детали, указанной в конструкторской документации. В результате получают закрученную предварительную штамповку. После закрутки профиля пера осуществляют удаление облоя и механическую обработку для соответствия требованиям конструкторской документации.
После этого осуществляют этап 4, на котором осуществляют сканирование закрученной предварительной штамповки с построением 3D-модели закрученной предварительной штамповки. Определяется траектория нанесения порошкового материала на входную кромку закрученной предварительной штамповки и наносится порошковый материал по выбранной траектории для получения защитной входной кромки профиля пера. Причем значение толщины защитной входной кромки должно учитывать степень деформации ε. Вышеупомянутый порошковый материал может отличаться от материала закрученной предварительной штамповки. Прутковый материал лопатки представляет собой титановый сплав, а порошковый материал защитной входной кромки представляет собой сталь, или алюминиевый или титановый сплавы.
Либо вышеупомянутый порошковый материал и материал лопатки могут быть выбраны из металлов или сплавов одной группы сплавов.
Нанесение порошкового материала на входную кромку перовой части закрученной предварительной штамповки может осуществляться либо на всю длину, либо на часть длины перьевой части закрученной предварительной штамповки. В результате этапа 4 получают закрученную предварительную штамповку с защитной входной кромкой.
Затем после извлечения вышеупомянутой закрученной предварительной штамповки с защитной входной кромкой из камеры для послойного селективного электронно-лучевого сплавления переходят на этап 5. На этапе 5 штамповку с этапа 4 смазывают и укладывают в деформирующий инструмент для получения окончательной геометрии лопатки с защитной входной кромкой. При этом осуществляют калибровку с последующей выдержкой под давлением со степенью деформации ε. Вышеупомянутая степень деформации ε составляет 5-15%.
Затем извлекают окончательную штамповку лопатку с защитной входной кромкой из деформирующего инструмента и направляют ее на обрезку облоя и механическую обработку.
В результате осуществления предлагаемого способа получают лопатку вентилятора большой геометрии с защитной входной кромкой.
Предложенный способ позволяет получать лопатки больших габаритных размеров, в частности лопатки вентилятора, с обеспечением защиты их входных кромок от воздействия агрессивных условии работы авиационной техники благодаря исключению отслоения защитной входной кромки. Исключение отслоения достигается благодаря взаимной адгезии двух разных материалов (материала защитной кромки и материала профиля пера лопатки) на этапе 5 деформации с одновременной калибровкой.
Пример осуществления способа.
Согласно предложенному способу изготовления лопатки вентилятора была получена лопатка из титанового сплава ВТ6 длиной 570 мм с защитной кромкой на всю длину пера из материала Ti6-AL4-V.
Способ осуществлялся следующим образом.
Из прутковой заготовки из титанового сплава была получена высадкой за 4 перехода фасонированная заготовка на ГКМ (горизонтально-ковочной машине).
Затем из фасонированной заготовки на гидравлическом прессе (усилием 4000 тс), оснащенный нагревательной камерой получают предварительную штамповку с максимальной толщиной профиле 16 мм, при этом сечения профиля развернуты в одной плоскости.
Затем осуществляли закрутку профиля пера предварительной штамповки на устройстве для закрутки, которое установлено на гидравлическом прессе. Причем угол закрутки составлял 66° согласно требованиям чертежа готовой лопатки.
На закрученную предварительную штамповку методом послойного селективного электронно-лучевого сплавления нанесли порошковый материал марки Ti6-AL4-V толщиной 0,75 мм на всю длину пера.
Полученную закрученную предварительную штамповку с защитной входной кромкой калибровали на гидравлическом прессе (усилием 4000 тс), оснащенный нагревательной камерой усилием 4000 тс, со степенью деформации 10%.
После механической обработки получили готовую лопатку вентилятора с защитной входной кромкой.
Для подтверждения работоспособности полученной лопатки были проведены испытания на стенде на заброс шквального града. Лопатки с защитной кромкой, полученные по данному способу, были установлены в вентилятор двигателя, который был монтирован на испытательный стенд. Заброс шквального града осуществлялся с помощь пневматических пушек с равномерным распределением массы града по всей площади входа в вентилятор. По результатам испытаний было установлено, что у исследуемой лопатки отсутствуют механические повреждения как на входной кромке, так и на пере. Отслоения входной кромки не выявлено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| Способ изготовления штамповки лопатки газотурбинного двигателя из двухфазного титанового сплава | 2023 |
|
RU2818513C1 |
| Способ изготовления лопаток из двухфазного титанового сплава | 2020 |
|
RU2760328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2403119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2010 |
|
RU2467823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2323810C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ОСОБОКРУПНОГАБАРИТНЫХ ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2015 |
|
RU2625385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524452C1 |
Изобретение относится к области обработки металлов давлением с применением аддитивных технологий и может найти применение при изготовлении крупногабаритных лопаток. После получения предварительной штамповки лопатки из фасонированной заготовки осуществляют закрутку профиля пера на угол закрутки профиля пера готовой лопатки. После обрезки облоя на входную кромку аэродинамического профиля пера наносят порошковый материал методом послойного селективного электронно-лучевого сплавления. При этом производят построение 3D-модели закрученной предварительной штамповки, определяют траекторию нанесения порошкового материала, который наносят по выбранной траектории для получения защитной входной кромки. Значение толщины защитной входной кромки определяют с учетом степени деформации калибровки закрученной штамповки, которую осуществляют с последующей выдержкой под давлением для получения размеров готовой штамповки лопатки. Готовую штамповку направляют на обрезку облоя и механическую обработку. В результате обеспечивается повышение работоспособности полученной лопатки вентилятора. 3 з.п. ф-лы, 1 ил., 1 пр.
1. Способ изготовления лопатки вентилятора с защитной входной кромкой, включающий изготовление фасонированной заготовки с выраженной хвостовой частью из пруткового материала, изготовление предварительной штамповки лопатки, которая содержит перо аэродинамического профиля с входной и выходной кромкой и хвостовик, операцию закрутки пера лопатки и последующую калибровку, отличающийся тем, что после получения предварительной штамповки лопатки осуществляют закрутку профиля пера, на которой закручивают аэродинамический профиль на угол закрутки профиля пера готовой лопатки, затем проводят обрезку облоя, после этого закрученную предварительную штамповку направляют на нанесение порошкового материала методом послойного селективного электронно-лучевого сплавления на входную кромку аэродинамического профиля пера, на котором осуществляют сканирование закрученной предварительной штамповки с построением 3D-модели закрученной предварительной штамповки, определяется траектория нанесения порошкового материала на входную кромку закрученной предварительной штамповки и наносится порошковый материал по выбранной траектории для получения защитной входной кромки профиля пера, причем значение толщины защитной входной кромки должно учитывать степень деформации ε, после этого закрученную штамповку с защитной входной кромкой направляют на калибровку со степенью деформации ε с последующей выдержкой под давлением для получения размеров готовой штамповки лопатки с защитной входной кромкой, которую затем направляют на обрезку облоя и механическую обработку, после которой получают готовую лопатку вентилятора с защитной входной кромкой.
2. Способ по п.1, отличающийся тем, что прутковый материал лопатки представляет собой титановый сплав, а порошковый материал защитной входной кромки представляет собой сталь.
3. Способ по п.1 или 2, отличающийся тем, что калибровку осуществляют на гидравлическом прессе с сохранением изотермических условий.
4. Способ по пп.1-3, отличающийся тем, что вышеупомянутая степень деформации ε составляет 5-15%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2403119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2759280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| US 10668523 B2, 02.06.2020 | |||
| US 3660882 A1, 09.05.1972. | |||
