ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящие изобретение относится к извлекаемым медицинским устройствам, предназначенным для извлечения тромбов из сосудов пациента для восстановления кровотока. В частности, аспирационный катетер может применяться для реваскуляризации у пациентов с острым ишемическим инсультом, вызванным окклюзией внутричерепных сосудов.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы становится все более популярной процедура удаления тромбов и мягких окклюзий из кровеносных сосудов путем аспирации с применением аспирационных катетеров. Такие катетеры позволяют удалять тромбы и окклюзии малоинвазивным способом за счет того, что аспирационный катетер заводят в сосуд через небольшой прокол в коже. Аспирационный катетер представляет собой трубку с аспирационный отверстием на дистальном конце, которое транслюминально подводят к месту расположения тромба. При этом проксимальный конец аспирационного катетера подключают к источнику пониженного давления. В результате тромб втягивается в аспирационный катетер через аспирационное отверстие.
[0003] В большинстве инвазивных неврологических и других эндоваскулярных процедур главными приоритетами являются скорость и эффективность. Такие вмешательства должны выполняться быстро, чтобы минимизировать последствия нарушения кровоснабжения. Для структурной поддержки аспирационного катетера во время продвижения в сосудистой сети пациента используется проволочный проводник. Проводник помогает достигнуть целевого места в сосуде, пройти различные бифуркации сосудов. При этом проводник может помещаться в просвет аспирационного катетера перед введением в сосуд пациента, а затем удаляться перед началом аспирации. Проводник также может проходить в отдельном канале, расположенном параллельно основному просвету аспирационного катетера (например, US 20180228502 А1; опубл. 16.08.2018; МПК: А61В 17/22). Однако наличие отдельного канала для проводника либо увеличивает внешний диаметр аспирационного катетера, либо приводит к уменьшению диаметра основного просвета аспирационного катетера. Соответственно, аспирационный катетер становится неприменим в части узких сосудов или становится непригодным для аспирации крупных тромбов и отличается низкой скоростью аспирации.
[0004] Для того чтобы сделать аспирационный катетер более управляемым во время транслюминальной доставки к месту лечения, стенку аспирационного катетера делают более жесткой, например, за счет использования металлической армирующей оплетки, встроенной в стенку катетера. Как правило, армирующую оплетку выполняют из проволоки. Оплетка может иметь вид спирали, сетки или спирали с дополнительными продольными нитями (US 10201680 B2). Оплетка может быть выполнена из нескольких видов проволоки (US 10130789 B2). Однако сложный рисунок оплетки и использование разных видов проволоки усложняют производство аспирационного катетера.
[0005] Стоит отметить, что армирующая оплетка, придающая определенную жесткость аспирационному катетеру, может критически снизить его гибкость. В результате аспирационный катетер станет неприменим в извилистых сосудах. Для достижения баланса гибкости и твердости при производстве аспирационного катетера могут одновременно использовать несколько различных полимерных материалов. Однако, как правило, производители ограничиваются небольшим списком материалов, что не позволяет достаточно плавно распределить жесткость аспирационного катетера вдоль его длины с уменьшением жесткости от проксимального конца к дистальному концу. Соответственно, не достигается необходимый баланс гибкости и твердости аспирационного катетера.
[0006] Таким образом, в настоящий момент существует необходимость в разработке надежного, гибкого, прочного и доступного в производстве аспирационного катетера.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Задачей настоящего изобретения является создание медицинского устройства для аспирации тромба и обеспечения реперфузии сосудов пациента.
[0008] Данная задача решается заявляемым изобретением за счет достижения такого технического результата, как создание аспирационного катетера, отличающегося высокой скоростью аспирации, оптимальным соотношением гибкости и жесткости, устойчивого к образованию изломов, обладающего высокой гладкостью внешней поверхности, способного к глубинному проталкиванию внутри извилистых кровеносных сосудов. Также важной частью технического результата является разработка доступного способа получения заявленного аспирационного катетера.
[0009] Заявленный технический результат достигается за счет конструкции аспирационного катетера. Аспирационный катетер в двух вариантах включает шафт и луерный разъем. При этом шафт включает проксимальный конец, дистальный конец, продольную ось и просвет, ограниченный стенкой шафта.
[0010] Способность аспирационного катетера к глубинному проталкиванию внутри сосудов пациента обеспечивается соотношением гибкости и жесткости. Гибкость и жесткость аспирационного катетера обусловлены балансом гибкости и жесткости шафта. А также тем, что жесткость шафта распределена вдоль продольной оси шафта. Причем жесткость шафта уменьшается по направлению от проксимального конца к дистальному концу. Соответственно, гибкость шафта увеличивается по направлению от проксимального конца к дистальному концу. Оптимальный баланс гибкости и жесткости шафта достигается за счет конструкции стенки шафта.
[0011] Стенка шафта может быть многослойной. Внешний слой стенки шафта может быть выполнен из полимера. В предпочтительном варианте реализации внешний слой стенки шафта выполнен из нескольких полимеров разной жесткости. При этом участки, выполненные из разных полимеров, расположены вплотную друг к другу в продольном направлении и плотно соединены на краях. Сочетание полимеров разной жесткости в составе внешнего слоя стенки шафта обеспечивает оптимальное распределение жесткости шафта вдоль продольной оси.
[0012] Внутренний слой стенки шафта может быть выполнен из ПТФЭ и иметь толщину 6-20 мкм. Такой ультратонкий слой ПТФЭ является отличительной особенностью одного из вариантов заявленного аспирационного катетера и способствует достижению оптимального баланса гибкости и жесткости шафта.
[0013] Между внутренним слоем и внешним слоем стенки шафта располагается армирующая оплетка. Армирующая оплетка может быть сформирована из проволоки, намотанной по спирали между внутренним слоем и внешним слоем стенки шафта. В предпочтительном варианте реализации армирующая оплетка сформирована из одной непрерывной проволоки с круглым сечением, выполненной из нержавеющей стали. При этом расстояние между витками спирали варьирует вдоль продольной оси шафта, уменьшаясь по направлению от проксимального конца к дистальному концу шафта. Конструкция армирующей оплетки является отличительной особенностью второго варианта заявленного аспирационного катетера и обеспечивает оптимальное распределение жесткости шафта вдоль продольной оси. Благодаря такой распределенной жесткости шафт способен изгибаться внутри извилистых сосудов пациента без образования изломов. При этом особенно важной является гибкость дистальной части шафта, которая может заходить в особенно тонкие и извилистые сосуды, например, внутричерепные сосуды. Одновременно шафт достаточно жесткий, чтобы практически без потерь передавать толкающее и вращающее усилие от проксимального конца к дистальному концу без изломов и/или без схлопывания стенки шафта.
[0014] Проксимальный конец шафта соединен с луерным разъемом. В предпочтительном варианте реализации для соединения используют УФ-отверждаемый клей, который наносят через специальные отверстия в корпусе луерного разъема. Указанная технология обеспечивает прочность и герметичность соединения луерного разъема с шафтом аспирационного катетера.
[0015] Заявленный технический результат также достигается за счет особенностей способа производства аспирационного катетера. Ключевыми этапами заявленного способа являются формирование внешнего слоя стенки шафта и формирование армирующей оплетки.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
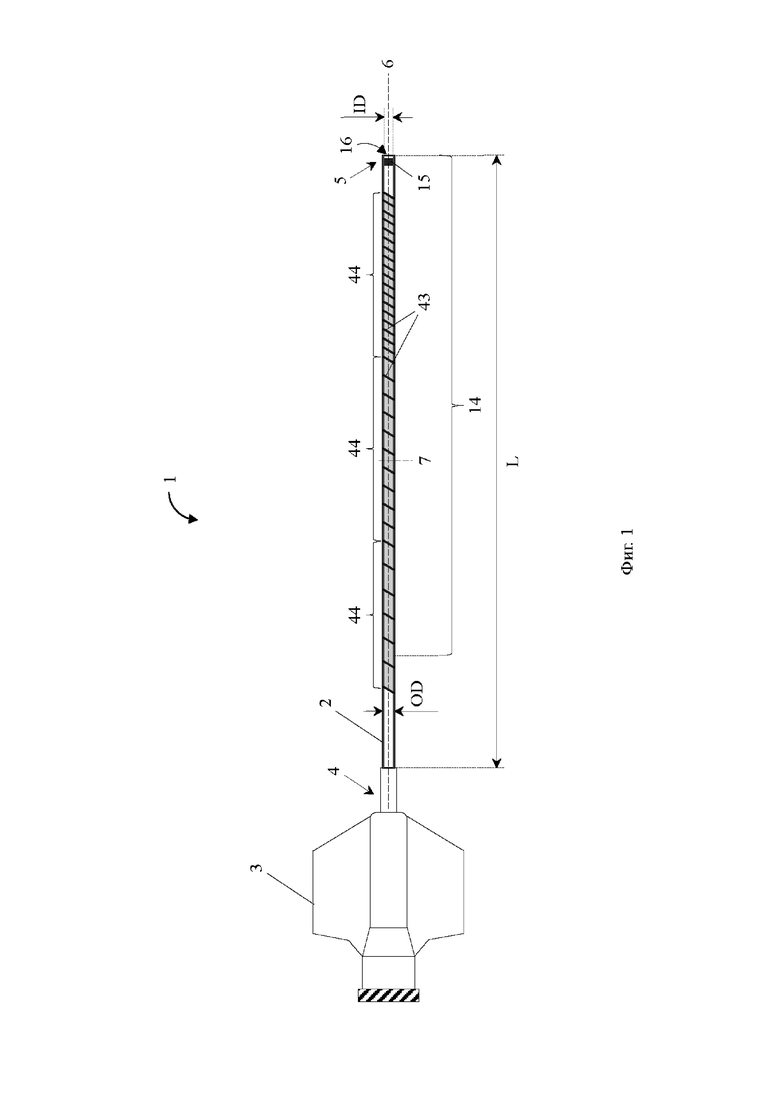
[0016] На Фиг. 1 представлено схематичное изображение аспирационного катетера.
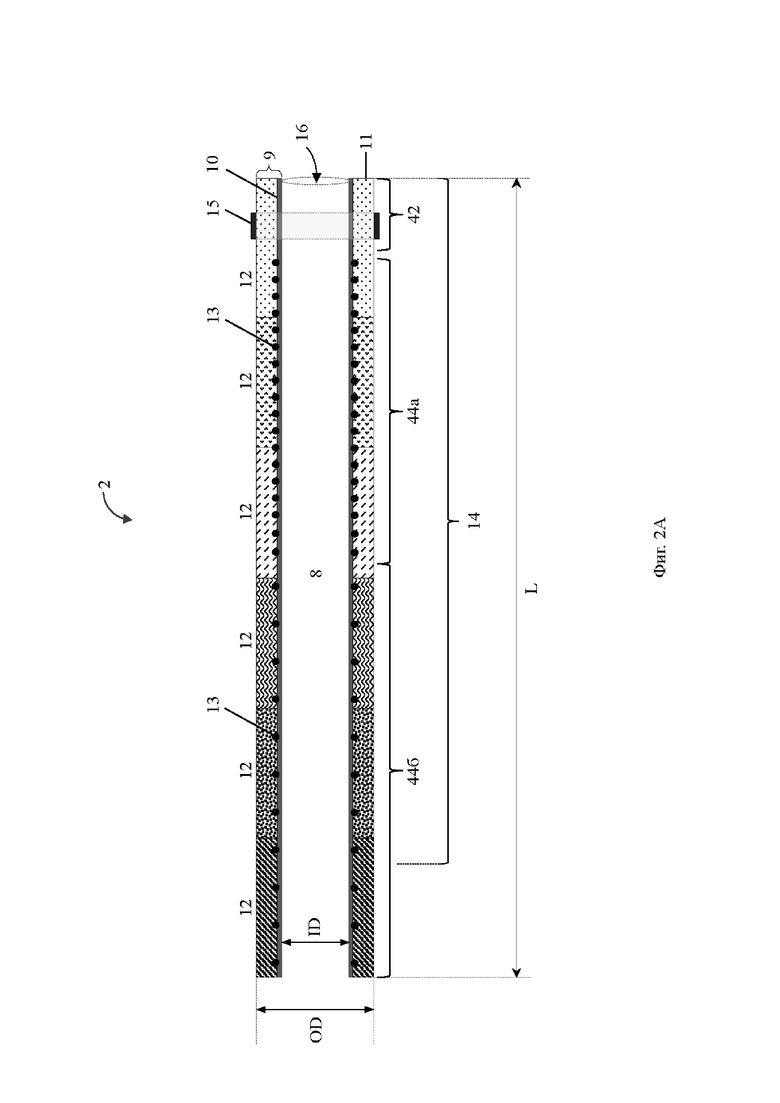
[0017] На Фиг. 2А показана часть шафта аспирационного катетера в продольном разрезе.
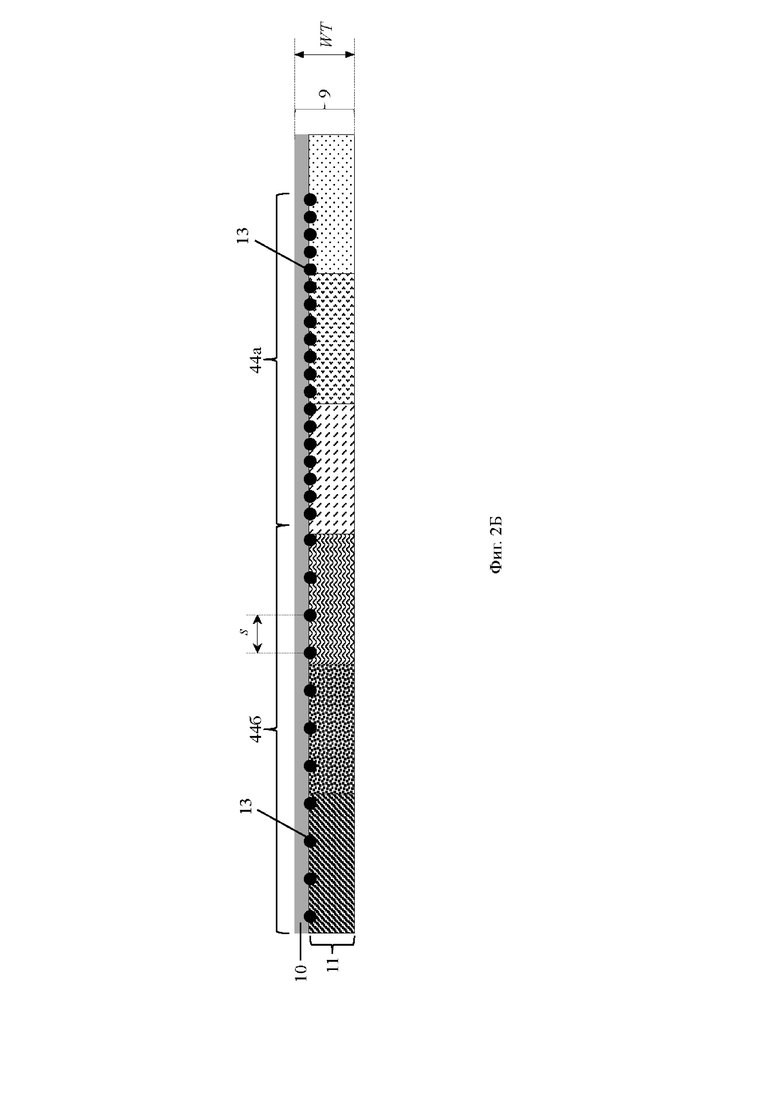
[0018] На Фиг. 2Б показана конструкция стенки шафта аспирационного катетера.
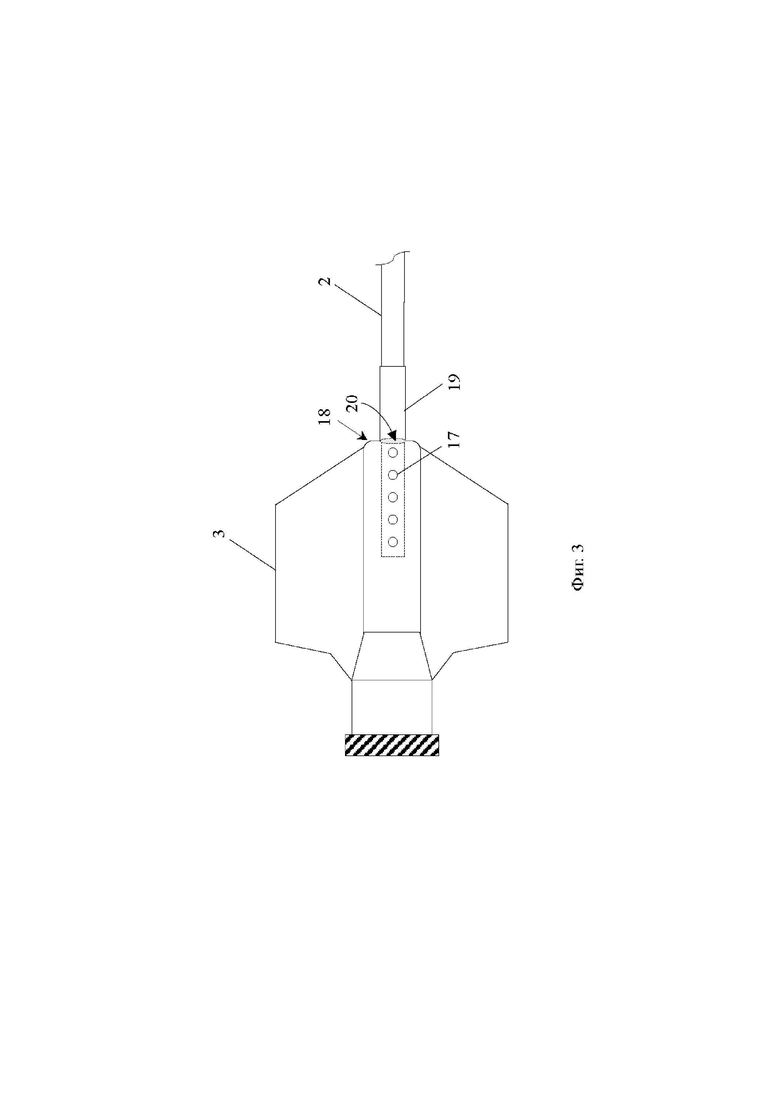
[0019] На Фиг. 3 показано соединение шафта с луерным разъемом.
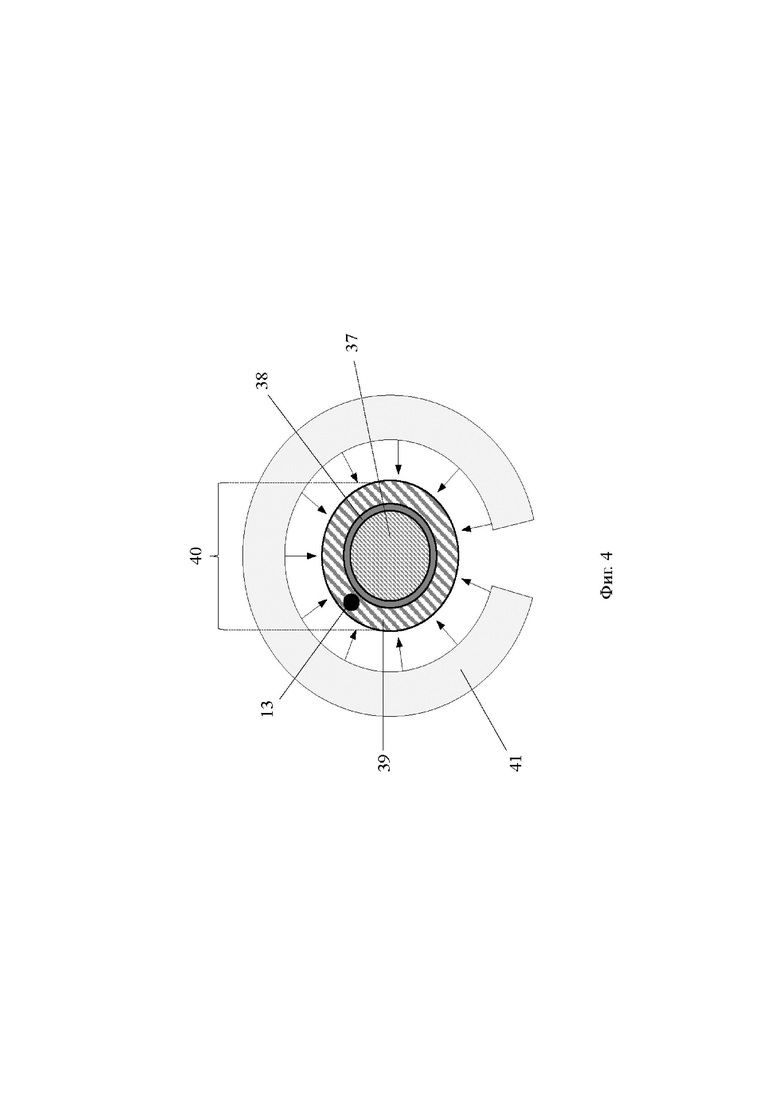
[0020] На Фиг. 4 схематично изображен этап производства шафта аспирационного катетера.
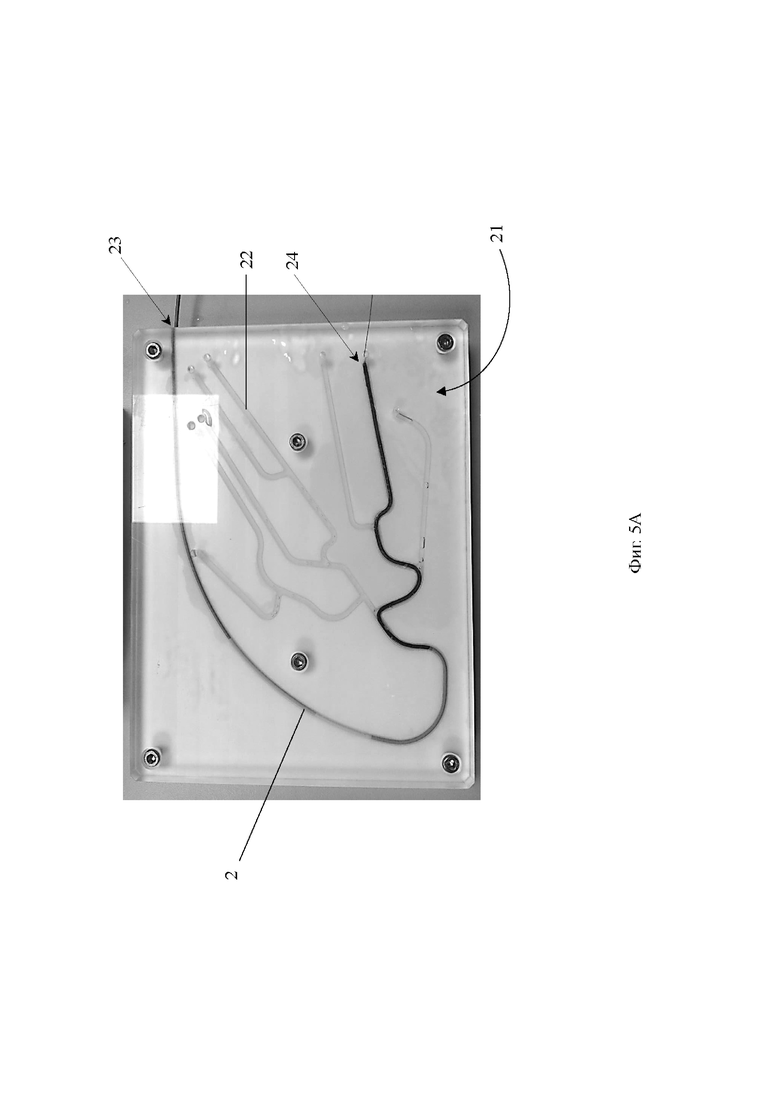
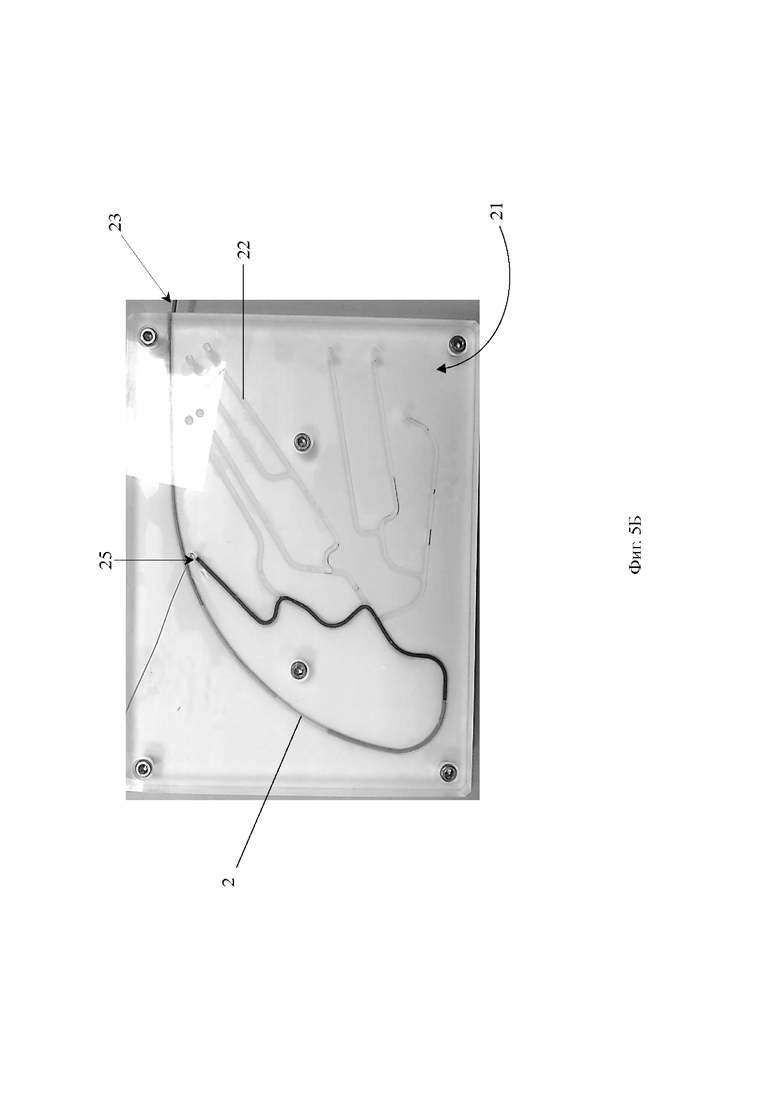
[0021] На Фиг. 5А и 5Б представлены результаты испытания на проходимость аспирационного катетера в модели коронарных сосудов.
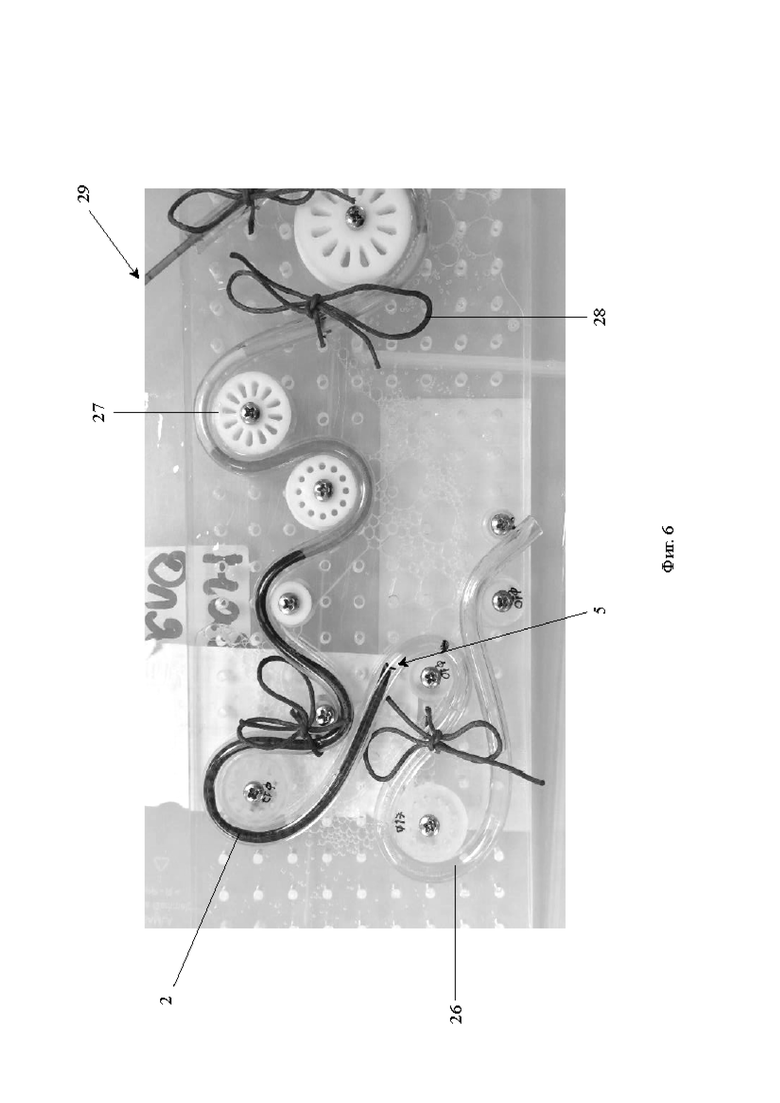
[0022] На Фиг. 6 показаны результаты испытания на проходимость аспирационного катетера на модели кровеносных сосудов «Змейка V».
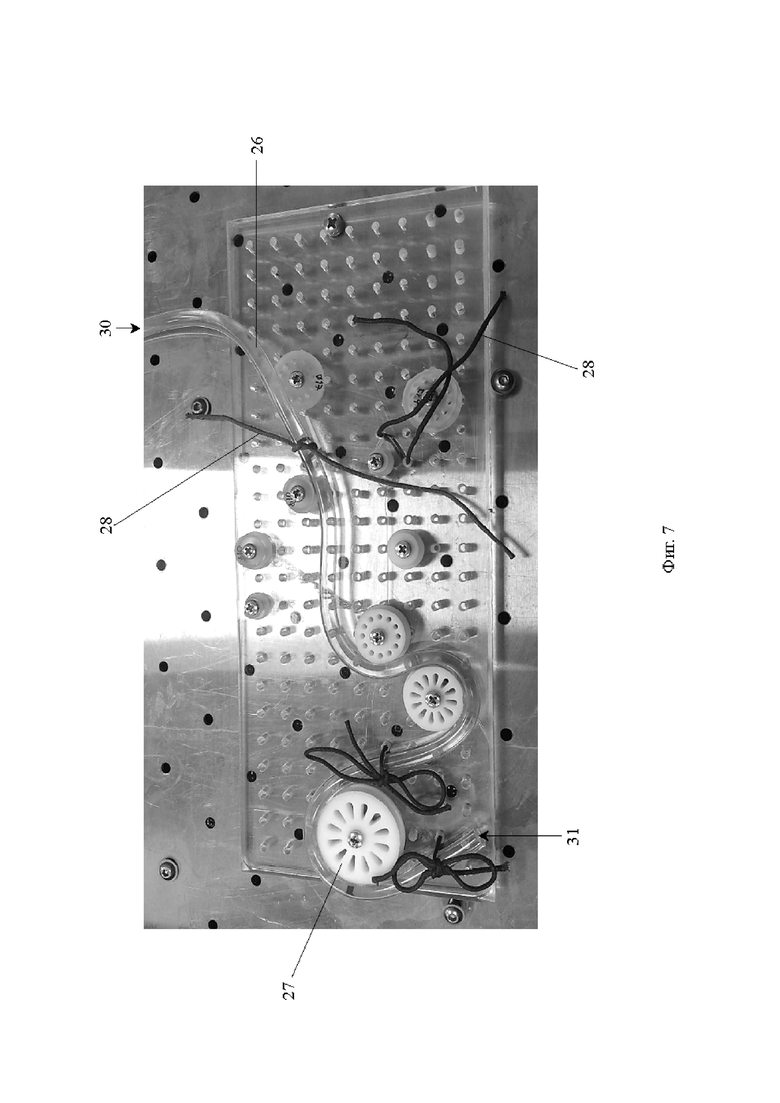
[0023] На Фиг. 7 показана модель кровеносных сосудов для исследования способности к проталкиванию заявленного аспирационного катетера.
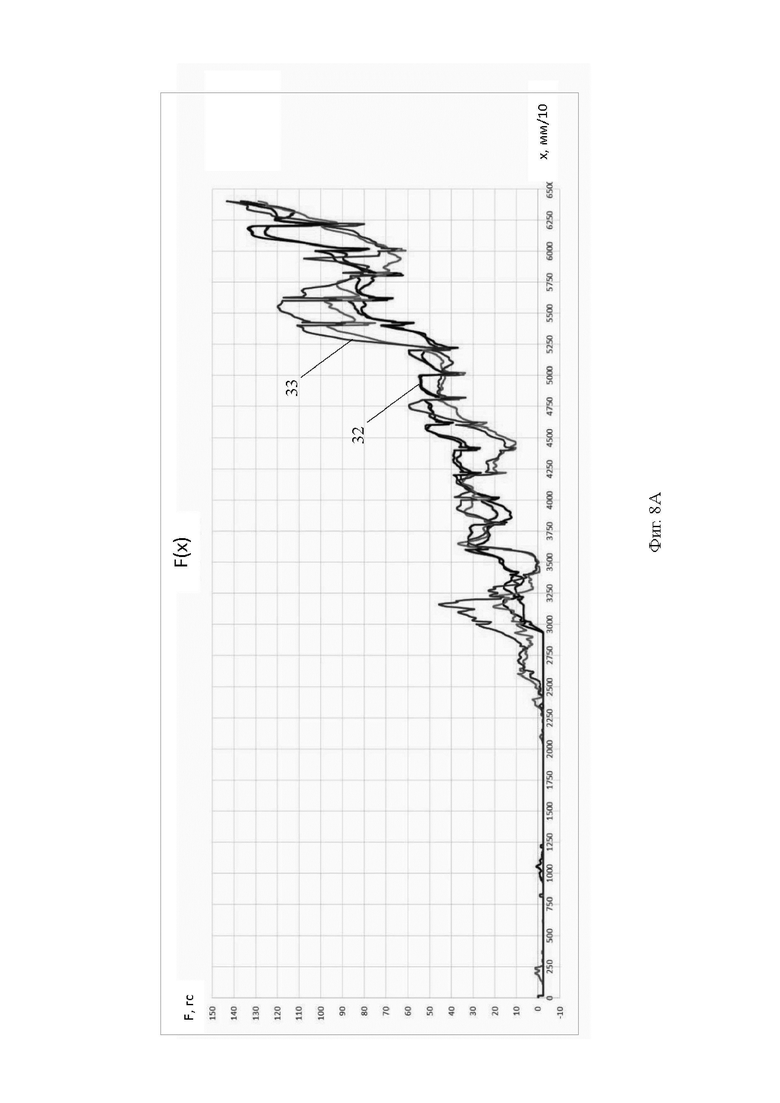
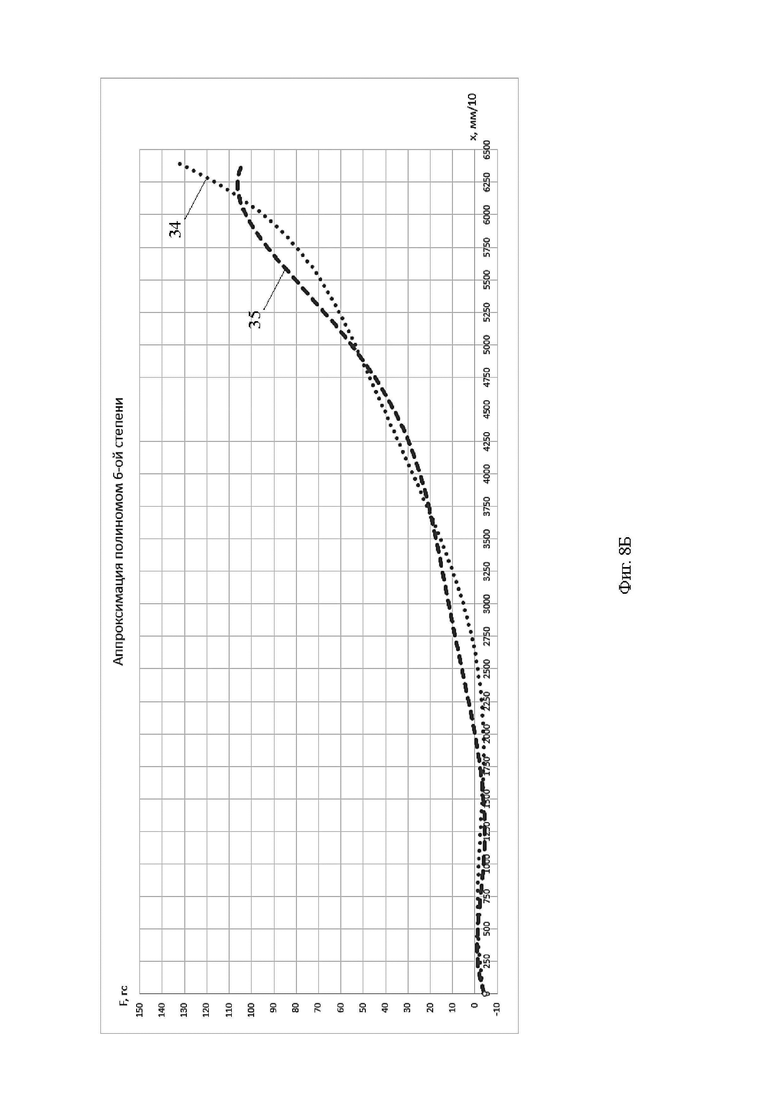
[0024] Фиг. 8А-Б показаны результаты измерения силы проталкивания аспирационного катетера в модели кровеносных сосудов.
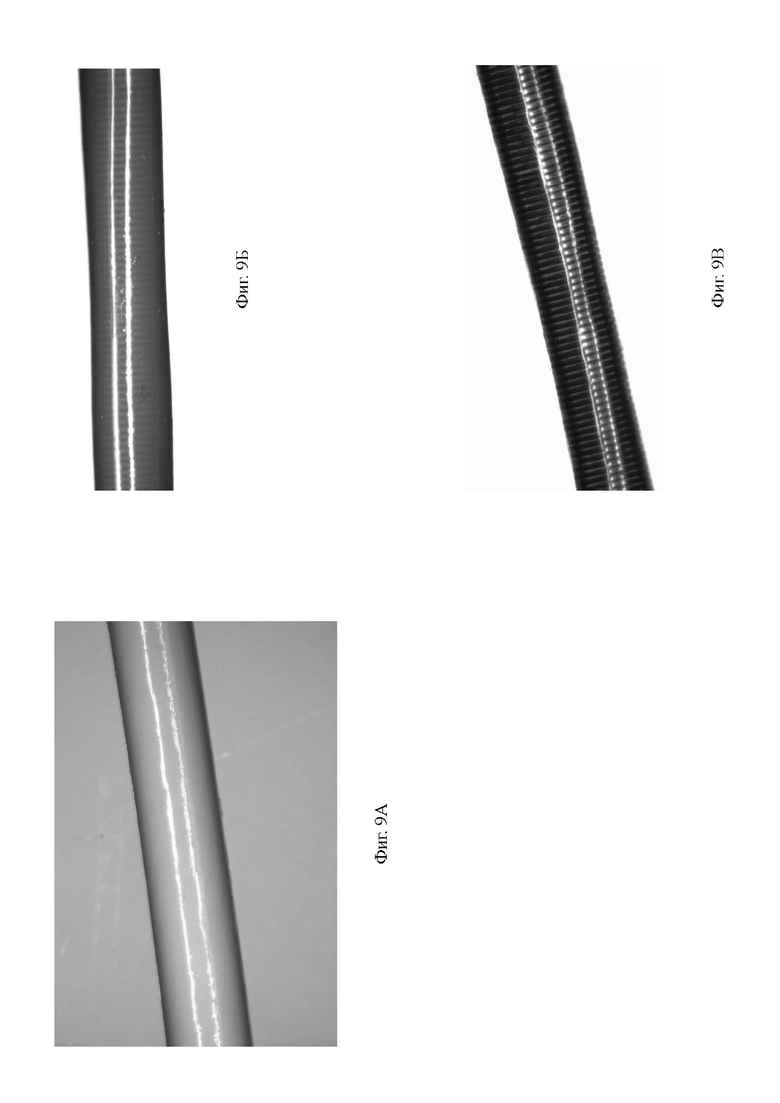
[0025] Фиг. 9А-В показано гидрофильное покрытие на внешней поверхности образцов шафта, выполненных из разных полимеров.
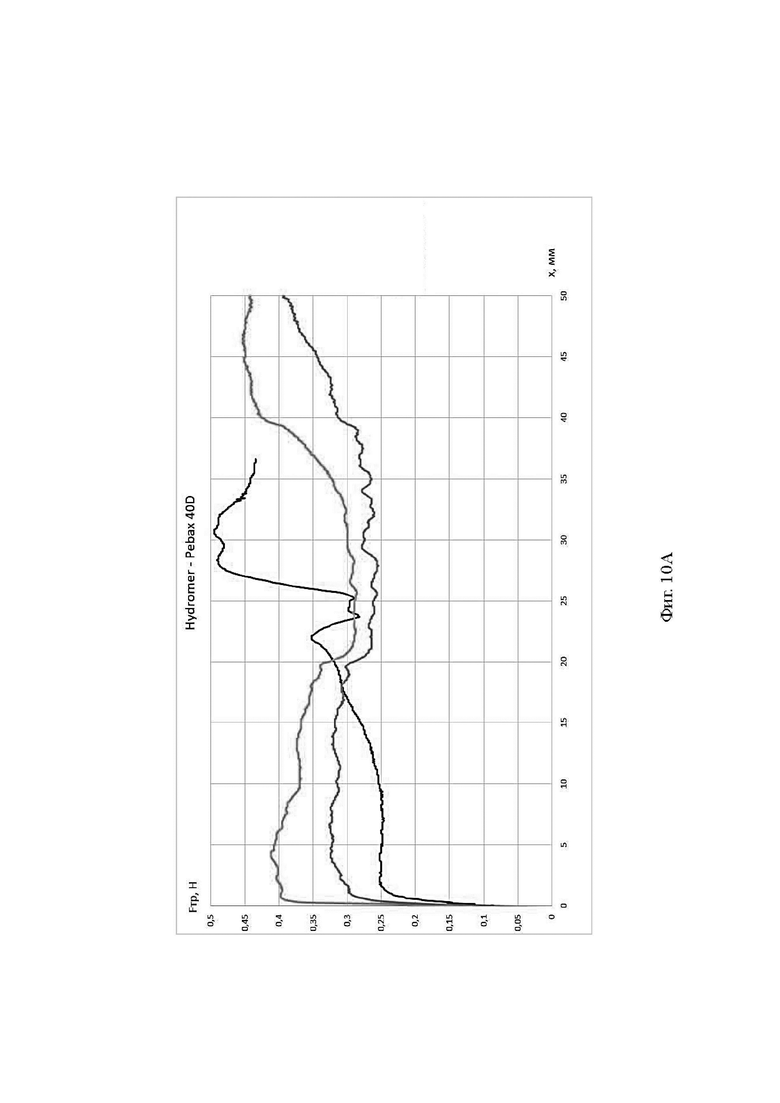
[0026] На Фиг. 10А-Д показаны результаты исследования способности к скольжению заявленного аспирационного катетера.
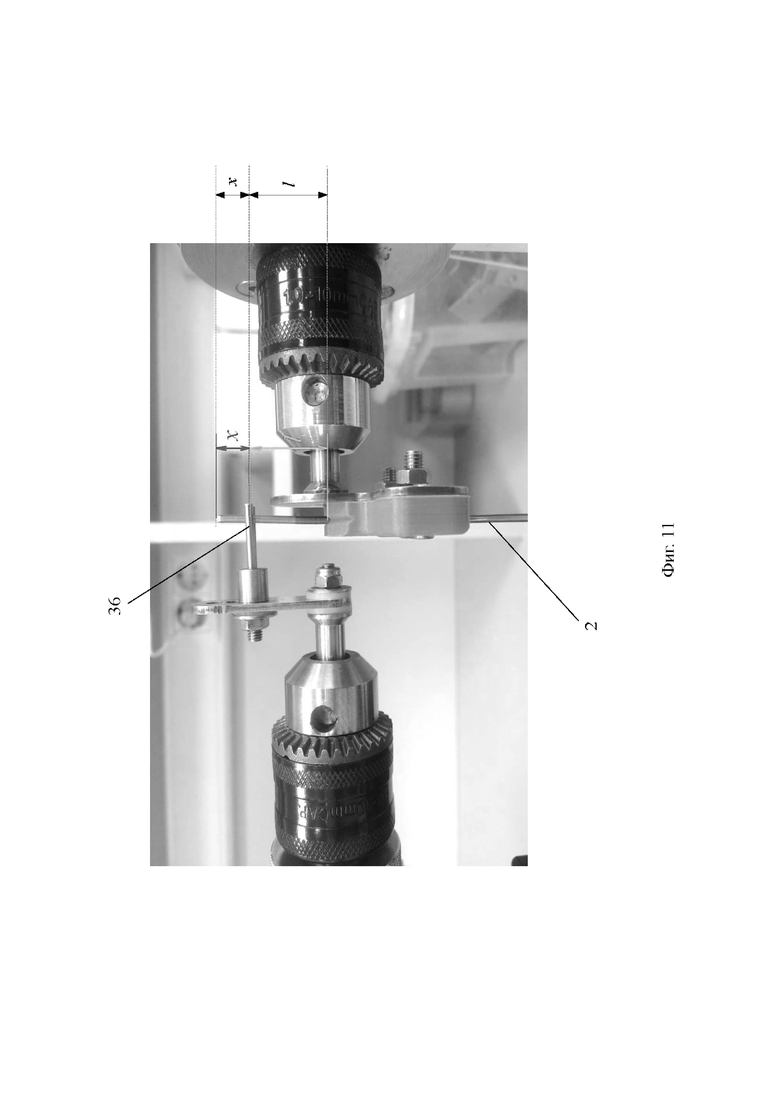
[0027] На Фиг. 11 показан стенд для измерения упругости шафта аспирационного катетера.
ПОДРОБНОЕ ОПИСАНИЯ ИЗОБРЕТЕНИЯ
[0028] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако квалифицированному в предметной области специалисту очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[0029] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[0030] Аспирационный катетер 1 включает шафт 2 и луерный разъем 3 (Фиг. 1). Шафт 2 представляет собой открытую с двух сторон однопросветную трубку (Фиг 2). Шафт 2 имеет проксимальный конец 4, дистальный конец 5, продольную ось 6 и поперечную ось 7. Внешний диаметр OD шафта 2 может составлять 1,65-2,40 мм. Внутренний диаметр ID шафта 2 (диаметр просвета 8 шафта 2) может составлять 1,45-2,20 мм. Благодаря указанным размерам внешнего диаметра OD и внутреннего диаметра ID аспирационный катетер 1 может совмещаться с часто используемыми внутрисосудистыми катетерами. При этом аспирационнный катетер 1 может свободно перемещаться в полости указанного внутрисосудистого катетера вдоль его продольной оси. Также аспирационный катетер 1 может совмещаться с часто используемыми внутрисосудистыми катетерами, имеющими сравнительно небольшой внешний диаметр, например, 1,32 мм или меньше. В этом случае внутрисосудистый катетер может свободно перемещаться внутри аспирационного катетера 1 вдоль продольной оси 6.
[0031] Как показано на Фиг. 2А и 2Б, стенка 9 шафта 2 может состоять из нескольких слоев. Внутренний слой 10 стенки 9 шафта 2, выстилающий внутренний просвет 8 шафта 2, может быть выполнен из политетрафторэтилена (ПТФЭ). ПТФЭ является предпочтительным материалом для внутреннего слоя 10, так как он химически инертен, то есть не реагирует с клетками и веществами крови. Кроме того, ПТФЭ обладает самым низким коэффициентом трения из семейства похожих соединений, что при необходимости позволяет с легкостью проводить внутри аспирационного катетера 1 другие медицинские изделия, например, микро катетеры. Также ПТФЭ обладает оптимальными механическими и температурными свойствами. ПТФЭ является достаточно жестким полимером, который склонен к образованию слабо растяжимых пленок. Соответственно, толщина внутреннего слоя 10 имеет большое значение для гибкости аспирационного катетера 1. При этом толщина внутреннего слоя 10 может составлять 6-20 мкм, предпочтительно 13 мкм.
[0032] Внешний слой 11 стенки 9 шафта 2 может быть выполнен из полимера. В предпочтительном варианте реализации внешний слой 11 выполнен из нескольких полимеров, отличающихся друг от друга твердостью. Так, для формирования внешнего слоя 11 могут быть использованы, но не ограничиваются этим, полиамиды (например, нейлон), полиэфирный блок-амид (РЕВА) (например, Pebax®), полиуретаны (например, Pallethane® и Tecoflex®). При этом внешний слой 11 может включать 5-12 участков 12, каждый из которых выполнен из одного полимера. Соседние участки 12, выполненные из разных полимеров, расположены впритык друг к другу. Причем дистальный конец одного участка соединен с проксимальным концом соседнего участка любым подходящим способом, например, с помощью клея, пресса, сварки или пайки. При этом полимеры, из которых сформированы соседние участки 12, совместимы друг с другом, т.е. хорошо соединяются друг с другом выбранным способом. Так, в предпочтительном варианте реализации, когда соседние участки 12 соединяются при помощи сварки, соединение полимеров происходит на уровне диффузии: часть вещества одного полимера хорошо проникает в другое и таким образом формируется прочное соединение соседних участков 12. В предпочтительном варианте реализации внешний слой 11 включает 9 участков 12 разной твердости, которая варьирует от 19D до 90D. Причем твердость участков 12 уменьшается по направлению от проксимального конца 4 к дистальному концу 5 шафта 2. При этом твердость соседних участков 12 отличается друг от друга не более чем на 15D. Во многом благодаря описанной конструкции внешнего слоя 11 жесткость шафта 2 оказывается распределенной по его длине вдоль продольной оси 6. Указанная распределенная жесткость, а также плавность этого распределения, обеспечивает оптимальное соотношение жесткости и гибкости шафта 2. С одной стороны, шафт 2 достаточно жесткий, чтобы можно было передавать толкающее усилие от проксимального конца 4 к дистальному концу 5. С другой стороны, шафт 2 достаточно гибкий, чтобы продвигаться в извилистых сосудах пациента без образования изломов.
[0033] Стенка 9 шафта 2 может включать армирующую оплетку 43, расположенную между внутренним слоем 10 и внешним слоем 11 (Фиг. 1). Армирующая оплетка 43 может быть выполнена из проволоки 13, намотанной по спирали поверх внутреннего слоя 10. При этом расстояние между соседними витками проволоки 13 - шаг спирали s - может варьировать на разных участках оплетки вдоль продольной оси 6 шафта 2. Проволока 13 может иметь разнообразное по форме сечение. Проволока 13 может быть выполнена из нержавеющей стали или никелида титана (нитинола). В одном варианте реализации армирующая оплетка 43 может быть сформирована из более, чем одного вида проволоки 13. Причем разные виды проволоки 13 могут отличаться как сечением, так и материалом, из которого они изготовлены. В предпочтительном варианте реализации армирующая оплетка 43 изготовлена из проволоки 13 одного вида. При этом проволока 13 предпочтительно имеет круглое сечение с диаметром 0,04-0,08 мм. Круглое сечение проволоки увеличивает сопротивление схлопыванию стенки 9 и излому шафта 2 при изгибе (kink-resistance). Также в предпочтительном варианте реализации проволока 13 выполнена из нержавеющей стали. Использование одного вида проволоки 13 упрощает и процесс производства и снижает себестоимость аспирационного катетера 1 без потери качества.
[0034] Армирующая оплетка 43 начинается на расстоянии 1-1,5 мм от дистального конца 5 шафта 2 и продолжается в проксимальном направлении на расстояние 1200-2000 мм от дистального конца 5 шафта 2. При этом армирующая оплетка 43 может включать 2-15 зон 44, расположенных вдоль продольной оси 6 и различающихся шагом спирали s. При этом шаг спирали s может составлять 60-300 мкм. Причем зоны 44 расположены таким образом, что шаг спирали s увеличивается по направлению от дистального конца 5 к проксимальному концу 4 шафта 2. Для примера на Фиг. 2А и 2Б показан вариант реализации аспирационного катетера 1, включающего две зоны 44 - дистальную зону 44а и проксимальную зону 44б. При этом зона 44а начинается на расстоянии 1-1,5 мм от дистального конца 5 шафта 2 и продолжается в проксимальном направлении на 200-400 мм. Шаг спирали s в зоне 44а может составлять 60-240 мкм. Зона 44б примыкает с проксимальной стороны к зоне 44а и продолжается в проксимальном направлении на 1000-1600 мм. Шаг спирали s в зоне 44б может составлять 100-300 мкм. В некоторых вариантах реализации шаг спирали s внутри зоны 44а и/или 44б может плавно меняться в указанных диапазонах. В других вариантах реализации шаг спирали s внутри зоны 44а и/или 44б может изменяться дискретно один раз или более одного раза в пределах указанных диапазонов. Указанное распределение витков проволоки 13 в сочетании с толщиной проволоки 13 играет важную роль в достижении оптимального соотношения жесткости и гибкости шафта 2. С одной стороны, это обеспечивает необходимую гибкость шафта 2. Причем для продвижения в тонких и извилистых сосудах, например в церебральных сосудах, очень важной является гибкость дистальной части шафта 2. С другой стороны, армирующая оплетка 43 предотвращает появление изломов при продвижении шафта 2 в дистальном направлении. Образование излома могло бы вызвать выход катетера из строя и повреждение сосуда пациента. Благодаря наличию армирующей оплетки 43 при огибании на 180° вокруг цилиндрического калибра диаметром не менее 2 мм дистальная часть шафта 2 не образует излома. Кроме того, указанная распределенная жесткость шафта 2 позволяет практически без потерь передавать на дистальный конец 5 силу, приложенную к проксимальному концу 4. Имеется в виду как толкающая сила, так и вращающая сила.
[0035] Наличие армирующей оплетки 43 предотвращает схлопывание стенки 9 шафта 2 при аспирации тромба. Так, при давлении ниже 1 атмосферы не происходит изменение наружного диаметра OD шафта 2 более чем на 5% от номинального наружного диаметра шафта OD. Также во многом благодаря наличию армирующей оплетки 43 аспирационный катетер 1 способен удерживать давление не менее 400 кПа без повреждений.
[0036] Толщина WT стенки 9 определяет прочность шафта 2, а внутренний диаметр ID определяет размер тромба и скорость, с который тромб может быть аспирирован. При этом увеличение толщины WT стенки 9 при сохранении внутреннего диаметра ID приводит к увеличению внешнего диаметра OD шафта 2, что сужает область применения аспирационного катетера 1 за счет ограничения размера сосудов, в которые может быть помещен аспирационный катетер 1. Увеличение толщины WT стенки 9 при сохранении внешнего диаметра OD приводит к уменьшению внутреннего диаметра ID шафта 2, что снижает скорость аспирации и сужает круг клинических случаев, в которых может быть применен аспирационный катетер 1, за счет ограничения размера аспирируемых тромбов. Кроме того, увеличение толщины WT стенки 9 любым способом снижает гибкость шафта 2, но при этом увеличивает сопротивление шафта 2 излому и схлопыванию стенки 9. Указанные толщина внутреннего слоя 10, внешнего слоя 11 и армирующей оплетки 43 обеспечивают оптимальное соотношение внутреннего диаметра ID к толщине WT всей стенки 9 шафта 2, которое может составлять 10:1-14:1.
[0037] На внешнюю поверхность дистальной части 14 шафта 2 нанесено гидрофильное покрытие, улучшающее скольжение аспирационного катетера 1 внутри сосудов. Гидрофильное покрытие может быть полимерным. При этом могут быть использованы любые подходящие полимеры или смеси полимеров, в том числе, коммерчески доступные. Указанный гидрофильный слой улучшает способность шафта 2 к скольжению внутри сосудов пациента.
[0038] Для улучшения адгезии гидрофильного покрытия к внешней поверхности стенки 9 шафта 2 могут быть использованы любые биосовместимые праймеры, например, клеи или биосовместимые полимеры. Праймер может быть включен в состав гидрофильного покрытия или может образовывать адгезивный слой, непосредственно контактирующий с внешней поверхностью стенки 9 шафта 2. В этом случае гидрофильное покрытие располагается поверх адгезивного слоя. Праймер обеспечивает надежность прикрепления гидрофильного слоя к внешней поверхности стенки 9 шафта 2. Без такого надежного прикрепления гидрофильный слой мог бы отваливаться от внешней поверхности стенки 9 шафта 2. Во-первых, это снижало бы гладкость аспирационного катетера 1 и затрудняло бы его продвижение в сосудах пациента. Во-вторых, гидрофильный слой может отслаиваться в виде пленки, которая могла бы в дальнейшем закупоривать сосуды по ходу тока крови.
[0039] Как показано на Фиг. 1 и 2А, на дистальном конце 5 шафта 2 располагается рентгеноконтрастный маркер 15, который обеспечивает визуализацию дистального конца аспирационного катетера 1. Рентгеноконтрастный маркер 15 может быть выполнен из сплава, включающего платину и иридий. Рентгеноконтрастный маркер 15 может иметь форму кольца, закрепленного между внутренним слоем 10 и внешним слоем 11 шафта 2 путем механического обжатия. При этом ширина рентгеноконтрастного маркера 15, измеряемая вдоль продольной оси 6, может составлять 0,6-0,8 мм, а толщина рентгеноконтрастного маркера 15, измеряемая вдоль поперечной оси 7, может составлять 40-50 мкм. Указанные параметры рентгеноконтрастного маркера 15 облегчают визуализацию дистального конца 5 шафта 2, что позволяет быстро и точно подвести аспирационное отверстие 16 к тромбу и извлечь тромб из сосуда.
[0040] Аспирационное отверстие 16 располагается на дистальном конце шафта 2. Оно может быть скошенным относительно поперечной оси шафта 7. Или может проходить параллельно поперечной оси шафта, как показано на Фиг. 2А.
[0041] Проксимальный конец шафта 4 соединен с луерным разъемом 3. Луерный разъем 3 служит для подсоединения к шафту 2 вспомогательных медицинских изделий. Такими изделиями могут быть источники пониженного давления, например, аспирационный шприц или насос.Когда аспирационное отверстие 16 подведено к тромбу внутри сосуда, с помощью источника пониженного давления создают пониженное давление внутри просвета 8 шафта 2. В результате тромб засасывается во внутренний просвет 8 шафта 2. После этого шафт 2 с тромбом внутри удаляют из сосуда. В одном варианте реализации луерный разъем 3 может быть выполнен из пластмассы и отлит сразу в непосредственном контакте с проксимальным концом 4 шафта 2. В другом варианте реализации луерный разъем 3 сформирован отдельно от шафта 2, а затем соединен с проксимальным концом 4 шафта 2 с применением пайки или клея. При этом в предпочтительном варианте реализации соединение выполнено с применением УФ-отверждаемого клея. При этом клей нанесен в специальные отверстия 17 в корпусе луерного разъема 3. При этом корпус луерного разъема 3 имеет не менее двух отверстий 17, симметрично расположенных на каждой стороне корпуса. Указанное соединение шафта 2 и луерного разъема 3 обеспечивает способность аспирационного катетера 1 удерживать повышенное давление не менее 0,30-0,32 МПа без потери герметичности. То есть при указанном давлении не происходит утечки жидкости, а также в процессе аспирации воздух не поступает извне внутрь аспирационного катетера 1.
[0042] От дистального конца 18 луерного разъема 3 в дистальном направлении может проходить участок 19 защиты от изгиба. Участок 19 обеспечивает плавное уменьшение жесткости от луерного разъема 3 к шафту 2. Плавность указанного перехода препятствует появлению изломов при толкании и изгибе в месте крепления шафта 2 к луерному разъему 3. Участок 19 может быть сформирован из последовательно соединенных трубок, внешний диаметр которых плавно уменьшается в дистальном направлении. При этом трубки могут быть выполнены, например, из нейлона, и могут быть склеены, сварены или спаяны между собой. В предпочтительном варианте реализации участок 19 сформирован из трубки, расположенной поверх внешнего слоя 11 0 и 9 шафта 2. В этом случае трубка может быть выполнена, например, из полиолефина (например, Thermofit®). Участок 19 может занимать 2-7 см в продольном направлении. При этом расстояние от дистального края участка 19 до дистального конца 5 шафта 2 называется эффективной длиной L аспирационного катетера 1. Эффективная длина L может составлять: - 1250-1450 мм.
[0043] Указанное соединение шафта 2 с луерным разъемом 3, а также наличие армирующей оплетки 13, позволяют катетеру выдерживать усилие на разрыв не менее 45 Н.
[0044] Способ получения заявленного аспирационного катетера 1 включает следующие этапы. Используют стержень 37 (мандрен), имеющий диаметр, равный номинальному внутреннему диаметру ID шафта 1. Стержень 37 вставлен в трубку 38, выполненную из ПТФЭ (Фиг. 4). Стенка трубки 38 имеет толщину 6-20 мкм. Причем трубка 38 плотно прилегает к поверхности стержня 37. В предпочтительном варианте реализации на поверхность стержня 37 нанесено серебро таким образом, что внутренняя поверхность трубки 38 соприкасается с серебром.
[0045] Поверх трубки 38 по спирали наматывают проволоку 13, формируя армирующую оплетку 43. При этом на одном конце стержня оставляют участок длиной 1-1,5 мм, свободный от проволоки 13. Проволоку 13 наматывают на те участки стержня 37, которые соответствуют зонам 44. Проволоку 13 наматывают так, чтобы расстояние между витками проволоки 13 соответствовало указанному шагу спирали s, характерному для каждой зоны 44.
[0046] Поверх проволоки 13 размещают слой полимера, для формирования внешнего слоя 11 стенки 9 шафта 2. При этом могут использовать полимер в виде трубки 39, которую размещают поверх намотанной проволоки 13. Как сказано выше, внешний слой 11 стенки 9 шафта 2 может быть сформирован из нескольких типов полимера. Каждый полимер в виде трубки 39 размещают поверх намотанной проволоки 13. Причем длина каждой трубки 39 соответствует длине участка 12 внешнего слоя 11 стенки 9 шафта 2, выполненного из соответствующего полимера. При этом соседние полимерные трубки 39 размещают притык друг к другу так, что проксимальный край одной трубки 39 соприкасается с дистальным краем соседней трубки 39.
[0047] Полученную конструкцию 40, состоящую из стержня 37, трубки 38, проволоки 13 и полимерных трубок 39, располагают внутри сопла 41, обдувающего конструкцию 40 снаружи горячим воздухом. Температура горячего воздуха составляет 190°С-300°С. При этом горячий воздух радиально обдувает участок конструкции 40, как показано на Фиг. 4. Сопло движется вдоль продольной оси 6 от одного конца шафта 2 к другому со скоростью 0,5-2 мм/с.При этом участки, которые перестали обдуваться горячим воздухом, постепенно остывают до комнатной температуры. Под воздействием горячего воздуха полимерные трубки 39 свариваются друг с другом, образуя плотное соединение и формируя внешний слой 11 стенки 9 шафта 2 без зазоров и трещин. Под воздействием горячего воздуха часть полимеров внешнего слоя 11 проникает между витками проволоки 13 и приваривается к ПТФЭ, обеспечивая надежное соединение слоев стенки 9 шафта 2.
[0048] Если аспирационный катетер 1 включает участок 19 защиты от изгиба, то в предпочтительном варианте реализации на проксимальный конец конструкции 40 надевают термоусадочную трубку, из которой далее будет сформирован участок 19 защиты от перегиба. Указанную термоусадочную трубку надевают на проксимальный конец 4 шафта 2. Затем термоусадочную трубку нагревают до температуры приблизительно 150-160°С. В результате термоусадочная трубка усаживается и обжимает шафт 2, формируя участок 19 защиты от изгиба.
[0049] В одном варианте реализации луерный разъем 3 отливают из пластика непосредственно на проксимальном конце 4 шафта 2. В другом варианте реализации луерный разъем 3 прикрепляют к проксимальному концу 4 шафта 2. Для этого проксимальный конец 4 шафта 2 вставляют в отверстие 20 на дистальном конце 18 луерного разъема (Фиг. 3). В сквозные отверстия 17, расположенные в корпусе луерного разъема 3, наносят клей, например, с использованием иглы. За счет капиллярного эффекта клей проникает сквозь отверстия 17 и соприкасается с внешней поверхностью участка 19 защиты от изгиба и/или с внешним слоем 11 стенки 9 шафта 2. Отверстие 20 на дистальном конце 18 луерного разъема 3 подбирают так, чтобы минимизировать зазор между луерным разъемом 3 и внешней поверхностью участка 19 (или внешней поверхностью стенки 9 шафта 2, если аспирационный катетер 1 не включает участок 19 защиты от изгиба). За счет небольшого размера указанного зазора жидкий клей хорошо растекается под воздействием капиллярного эффекта. Этот метод предпочтительней обычного нанесения клея поверх шафта 2 и последующего «надевания» луерного разъема 3, так как он позволяет избежать образования пузырьков и непокрытых клеем мест. Это делает соединение более прочным и герметичным. На соединение шафта 2 с луерным разъемом 3 светят ультрафиолетом. В результате клей полимеризуется и затвердевает, обеспечивая прочное соединение шафта 2 с луерным разъемом 3.
[0050] На внешнюю поверхность стенки 9 шафта 2 наносят гидрофильное покрытие. Гидрофильное покрытие может быть сформировано из жидкой композиции, содержащей биосовместимый полимер и один или несколько органических растворителей. Указанная жидкая композиция не должна растворять полимеры, формирующие внешний слой 11 стенки 9 шафта 2. В одном варианте реализации гидрофильное покрытие формируют путем нанесения аэрозоля, полученного из указанной жидкой композиции, на внешнюю поверхность стенки 9 шафта 2. В другом варианте реализации гидрофильное покрытие формируют путем полного погружения шафта 2 в колбу с указанной жидкой композицией и медленного вытягивания шафта 2 из колбы. В еще одном варианте гидрофильное покрытие формируют путем медленного протягивания шафта 2 через емкость, заполненную указанной жидкой композицией.
[0051] После нанесения гидрофильного покрытия на внешнюю поверхность стенки 9 шафта 2 стержень 37 с шафтом 2 помещают в сушильный шкаф, где выдерживают при температуре 65-90°С в течение 60-90 минут. Таким образом высушивают гидрофильное покрытие.
[0052] В том случае, когда гидрофильное покрытие располагается поверх адгезивного слоя, на внешней поверхности стенки 9 шафта 2 предварительно формируют адгезивный слой. Для формирования адгезивного слоя используют дополнительную жидкую композицию, содержащую биосовместимый полимер и один или несколько органических растворителей. При этом жидкая композиция для формирования адгезивного слоя не должна растворять полимеры, формирующие внешний слой 11 стенки 9 шафта 2. Адгезивный слой может быть сформирован одним из способов, описанных выше для гидрофильного покрытия. После нанесения дополнительной жидкой композиции на внешнюю поверхность стенки 9 шафта 2 стержень 37 с шафтом 2 помещают в сушильный шкаф, где адгезивный слой высушивают так же, как описано выше для гидрофильного покрытия. Затем на высушенный адгезивный слой наносят гидрофильное покрытие, как описано выше.
[0053] После формирования гидрофильного покрытия стержень 37 извлекают из шафта 2. В предпочтительном варианте реализации проводят формовку дистального конца 5 шафта 2. Для этого во внутренний просвет 8 с дистального конца 5 шафта 2 вставляют стержень. Дистальный участок 42 шафта 2 со стержнем внутри размещают в специальной форме и подают горячий воздух, нагретыйдо температуры 190°С-300°С. Под действием горячего воздуха дистальный участок 42 шафта 2 принимает атравматичную закругленную форму. Формовка способствует устранению углов, которые образуются при обрезании дистального конца и могут приводить к травмированию сосудов пациента.
ОПИСАНИЕ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Пример 1. Исследование проходимости заявленного аспирационного катетера с использованием проволочного проводника
[0054] В данном примере проводили испытание заявленного аспирационного катетера 1 на проходимость с использованием проволочного коронарного проводника в модели коронарных сосудов. Шафт 2 заявленного аспирационного катетера 1 имел внутренний диаметр ID равный 1,73 мм. Провели два испытания на самых сложных траекториях движения в модели коронарных сосудов 21.
[0055] В просвет «сосуда» 22 через входное отверстие 23 помещали проволочный проводник, с помощью которого в тот же просвет «сосуда» 22 заводили шафт 2 аспирационного катетера 1. При этом «сосуды» 22 были заполнены водой с температурой приблизительно +36°С. Дистальный конец 5 шафта 2 заводили во входное отверстие 23 и проталкивали дистальный конец 5 в дистальном направлении. При этом проволочный проводник находился в просвете 8 шафта 2. Заявленный аспирационный катетер 1 успешно прошел испытание: дистальный конец 5 шафта 2 без осложнений дошел до заданной финишной точки 24 на первой траектории движения (Фиг 5А) и до финишной точки 25 на второй траектории движения (Фиг 5Б).
[0056] Для сравнения аналогичные испытания проводили для аспирационного катетера АСЕ68 (Penumbra) с внутренним диаметром шафта 1,73 мм (0,068''). Существенной разницы в силе проталкивания в дистальном направлении заявленного аспирационного катетера 1 и аспирационного катетер АСЕ68 замечено не было.
Пример 2. Исследование проходимости заявленного аспирационного катетера на модели кровеносных сосудов без проводника
[0057] В данном примере исследования проводили на модели сосудов «Змейка V», показанной на Фиг. 6. Модель «Змейка V» включает постепенно уменьшающиеся радиусы изгиба «сосуда» с дополнительными петлями, изменением направления и сужением просвета «сосуда» в одном месте модели, считающимся труднейшим участком для прохождения аспирационного катетера. Сосуд имитирован с помощью силиконовой трубки 26, которая огибает валы 27. Силиконовая трубка 26 закреплена на подложке нитями 28. Дистальный конец 5 шафта 2 заводили во входное отверстие 29 и проталкивали внутри трубки 26 как можно дальше в дистальном направлении. Аналогичные испытания провели для аспирационного катетера АСЕ68 (Penumbra).
[0058] По результатам испытаний можно заключить, что заявленный аспирационный катетер 1 и аспирационный катетер АСЕ68 (Penumbra) показали схожие результаты. Глубина проталкивания иностранного аналога балы лишь на 2% больше, чем у заявленного аспирационного катетера 1 в описанной модели кровеносных сосудов.
Пример 3. Исследование способности заявленного аспирационного катетера к проталкиванию в модели кровеносных сосудов
[0059] В данном примере измеряли силу проталкивания, которая прикладывается к проксимальному концу 4 шафта 2 на разных участках трубки 26 в упрощенной модели сосудов «Змейка V», описанной в Примере 2. Упрощение модели сосудов заключалось в том, что непроходимые для шафта 2 изгибы были убраны путем развязывания нити 28, удерживающей данный изгиб в исходной модели сосудов «Змейка V» (Фиг. 7). Дистальный конец 5 шафта 2 заводили во входное отверстие 30 и проталкивали внутри трубки 26 по направлению к выходному отверстию 31.
[0060] Измерение силы проталкивания проводили на стенде Pushmeter II (Angioline). Стенд включал две смыкающиеся губки - удерживающую и передвижную - на которые подвали давление. При этом давление выбирали таким образом, чтобы оно обеспечивало проталкивание шафта 2 без проскальзывания, и без повреждения аспирационного катетера 1. Суммарно дистальный конец 5 шафта 2 протолкнули в дистальном направлении на 640 мм за 32 шага по 20 мм. Скорость проталкивания составляла 250 мм/мин. Силу проталкивания, прикладываемую к шафту 2, измеряли в единицах грамм-силы с помощью прецизионного тензодатчика под передвижной губкой. Эксперимент проводили в двух повторах, чтобы иметь возможность оценить корреляцию между двумя независимыми измерениями. Для сравнения аналогичные измерения провели для аспирационного катетера АСЕ68 (Penumbra).
[0061] На Фиг. 8А, 8Б представлены графики, отражающие зависимость F(x) силы F, прикладываемой к шафту 2, от расстояния x (в десятых долях мм), на которое продвигается дистальный конец 5 шафта 2. На Фиг. 8А представлен график, полученный при обработке исходных данных с помощью функции скользящего среднего с периодом 50. Более темные линии (32) соответствуют данным, полученным для заявленного аспирационного катетера 1. Более светлые линии (33) соответствуют данным, полученным для аспирационного катетера АСЕ68. На Фиг. 8Б представлены графики, полученные в результате усреднения данных двух измерений и аппроксимации полиномом 6-й степени. График 34 отражает данные, полученные для заявленного аспирационного катетера 1, а график 35 - для аспирационного катетера АСЕ68.
[0062] Видно, что заявленный аспирационный катетер 2 и аспирационный катетер АСЕ68 ведут себя схожим образом в указанной модели сосудов. При этом на большей части пути заявленный аспирационный катетер 1 требует меньше усилий, чем его зарубежный аналог. Кроме того, во время эксперимента аспирационный катетер АСЕ68 частично схлопывался (т.е. происходило сужение внутреннего просвета шафта), но возвращал форму благодаря нитиноловой армирующей оплетке, выполненной в виде плетения. При этом заявленный аспирационный катетер 1 демонстрировал высокую резистентность к внешней сдавливающей силе.
Пример 4. Исследование качества гидрофильного покрытия заявленного аспирационного катетера
[0063] В данном примере исследовали качество нанесения гидрофильного покрытия на образцы шафта 2, выполненные из разных полимеров. Для формирования гидрофильного покрытия использовали жидкую композицию, включающую, на основе коммерчески доступного раствора гидрофильных полимеров. Перед нанесением гидрофильного покрытия на поверхности дистальной части 14 шафта 2 формировали адгезивный слой. При этом также использовали коммерчески доступный раствор полимеров. Покрытие наносили на образцы шафта 2, выполненные из Pebax 40D, Pellethane 80А, Tecoflex 80А, Pellethane 55D. Качество нанесения гидрофильного покрытия оценивали визуально с помощью микроскопа, снабженного цифровой фотокамерой.
[0064] Результаты микроскопии представлены на Фиг. 9А-В. На Фиг. 9А показано гидрофильное покрытие на поверхности образца шафта 2, выполненного из Pebax 40D; на Фиг. 9Б - покрытие на поверхности образца шафта 2, выполненного из Pellethane 80А; на Фиг. 9В - покрытие на поверхности образца шафта 2, выполненного из Tecoflex 80А. Все образцы имеют ровную внешнюю поверхность без таких видимых дефектов покрытия, как капли, размытости и пузыри. Стоит отметить, что использованное гидрофильное покрытие не разъедает и не растворяет мягкие полиуретаны.
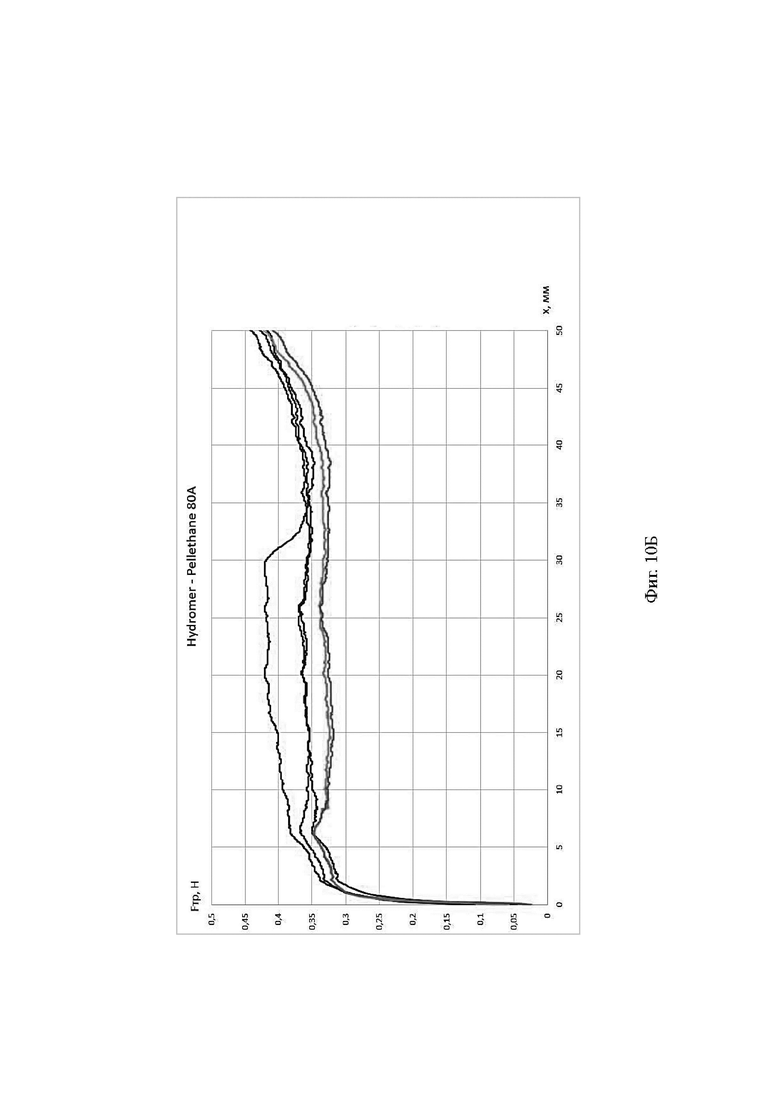
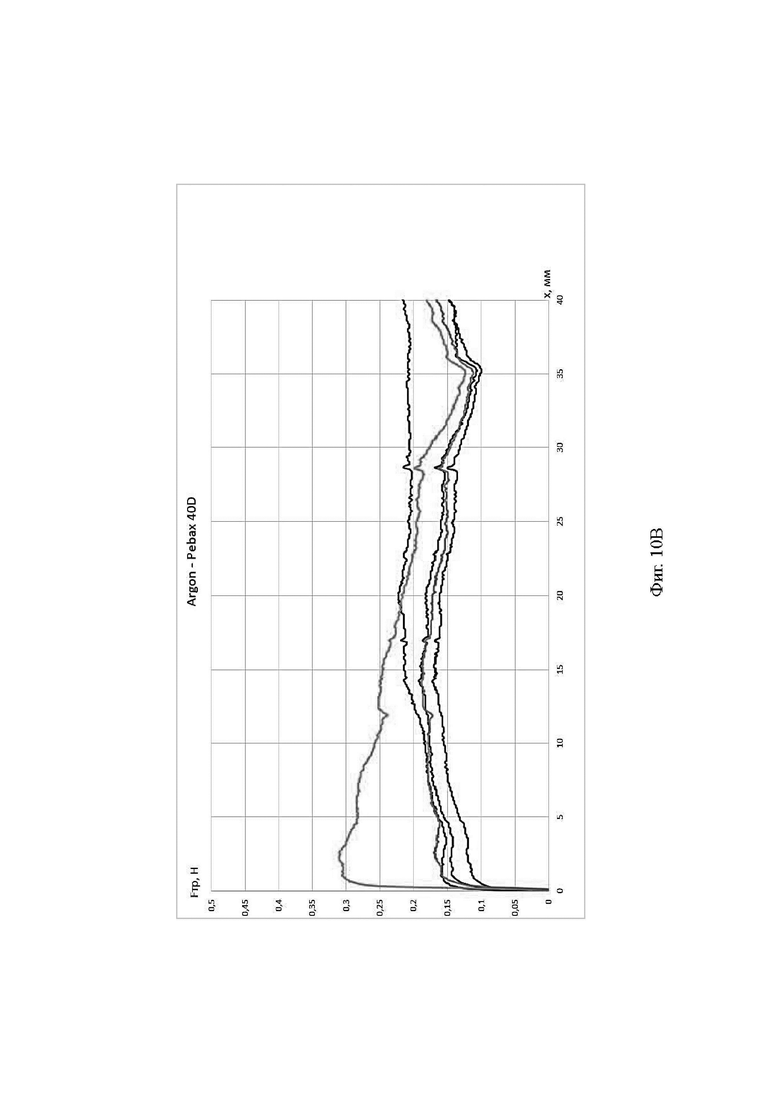
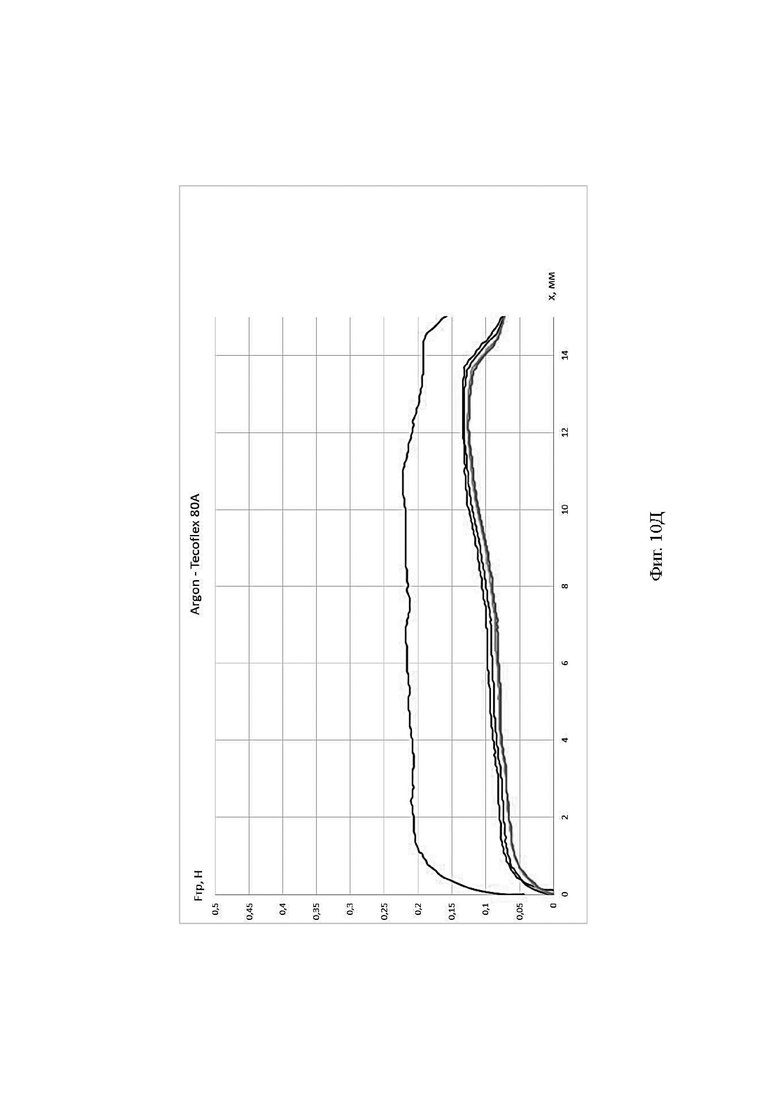
Пример 5. Исследование способности заявленного аспирационного катетера к скольжению
[0065] В данном примере исследовали способность шафта 2 с гидрофильным покрытием к скольжению. Также исследовали прочность гидрофильного покрытия. Исследования проводились для двух вариантов гидрофильного покрытия выполненных на основе растворов гидрофильных полимеров. В первом варианте (№1) гидрофильное покрытие наносили непосредственно на внешнюю поверхность стенки 9 шафта 2. Во втором варианте (№2) на внешней поверхности стенки 9 шафта 2 сначала формировали адгезивный слой, поверх которого наносили гидрофильное покрытие. В обоих вариантах гидрофильное покрытие наносили на образцы шафта 2, выполненные из Pebax 40D, Pellethane 80A, Tecoflex 80А, Pellethane 55D. Способность образцов шафта 2 к скольжению исследовали на стенде Mark-10 с динамометром до 10Н. Шафт 2 размещали между двумя губками, на которые подавали давление 1 атм. Шафт 2 протягивали между губками со скоростью 100 мм/мин. При этом измеряли силу трения Fтр с использованием указанного динамометра. Для каждого образца проводили от трех до пяти повторов измерений, каждый раз протягивая образец между губками.
[0066] Результаты измерений представлены на Фиг. 10А-Д. Каждая линия отражает зависимость силы трения Fтр(x) от длины (х) протянутой части шафта 2, полученная в каждом повторе эксперимента. На Фиг. 10А представлены данные, полученные для образца шафта 2, выполненного из Pebax 40D, с гидрофильным покрытием №1; на Фиг. 10Б - данные, полученные для образца шафта 2, выполненного из Pellethane 80А с гидрофильным покрытием №1; на Фиг. 10В - данные, полученные для образца шафта 2, выполненного из Pebax 40D с гидрофильным покрытием №2; на Фиг. 10Г - данные, полученные для образца шафта 2, выполненного из Pellethane 80А с гидрофильным покрытием №2; на Фиг. 10Д данные, полученные для образца шафта 2, выполненного из Tecoflex 80А с гидрофильным покрытием №2. Наблюдаемая неоднородность графиков, полученных в разных повторах для одного и того же образца шафта 2, объясняется тем, что в связи с особенностями стенда образец шафта 2 выходил из губок под углом. В результате образец шафта 2 испытывал трение не только губками, но с самим креплением. Важно, что все образцы тестировались аналогичным образом. По результатам измерений для каждого образца были рассчитаны средние показатели силы трения, которые представлены в Таблице 1.
[0067]
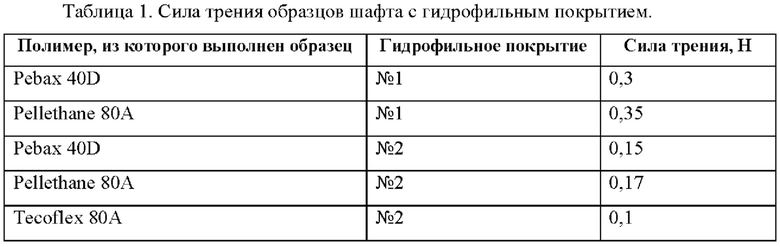
[0068] Как видно из полученных данных, способность к скольжению у образцов с гидрофильным покрытием №2 превосходит такую способность у образцов с покрытием №1 в 2-3 раза. Интересно, что часто наблюдался такой факт, что при каждом новом протягивании у образцов падала сила трения. Это может облегчать проталкивание дистального конца 5 шафта 2 к месту окклюзии, расположенному сравнительно глубоко в сосудистой сети пациента.
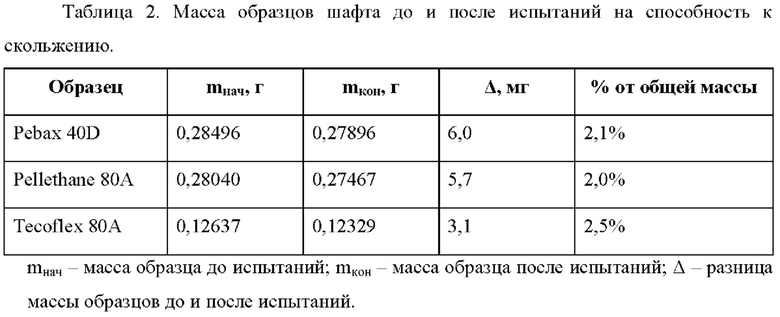
[0069] Перед началом исследований, описанных выше в данном примере, все образцы шафта 2 были взвешены на прецизионных весах. После пятикратного протягивания все образцы были вновь взвешены. Оценивалась потеря массы гидрофильного покрытия после проведения исследований способности к скольжению. Результаты представлены в Таблице 2.
[0070]
[0071] Пример 6. Измерение упругости заявленного аспирационного катетера.
[0072] В данном примере определяли упругость вариантов шафта 2, отличающихся толщиной внутреннего слоя 10 стенки 9 и полимерами, из которых выполнен внешний слой стенки 9. Для каждого образца были определены внешний диаметр OD и внутренний ID, и на основании этого вычислена толщина WT стенки 9 шафта 2. Для определения упругости образцы шафта 2 загибали на 90°. При этом измеряли момент сил (Мупр) на стенде Mark 10 с использованием чувствительного динамометрического датчика с пределом измерения 7 Н⋅см. Плечо загиба l составляло приблизительно 17,9 мм, длина х конца, выступающего за измерительную «вилку» 36, составляла приблизительно 7 мм (Фиг. 11). Результаты измерений представлены в Таблице 3.
[0073]
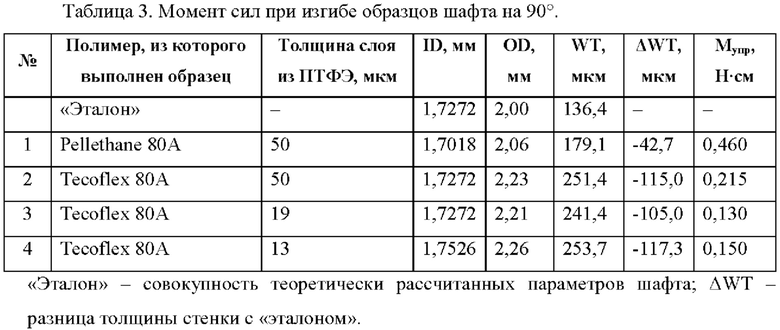
[0074] Как видно из полученных данных, упругость шафта 2 определяется не столько толщиной WT стенки 9 шафта 2, сколько толщиной внутреннего слоя 10, выполненного из ПТФЭ, и полимерами, из которых выполнен внешний слой 11 стенки 9. Так, лучший результат - 0,130 Н⋅см - показал образец №3 с 19-мкм внутренним слоем 10 из ПТФЭ и внешним слоем, выполненным из Tecoflex 80. Худший результат - 0,46 Н⋅см - показал образец №2 с 50-мкм внутренним слоем 10 из ПТФЭ и внешним слоем, выполненным из Pellethane 80А. При этом результаты образцов №3 и №4 отличались друг от друга несущественно. Вероятно, при использовании ультратонкого внутреннего слоя из ПТФЭ разница в 6 мкм не оказывает существенного влияния на упругость шафта 2. Либо разница толщины внутреннего слоя 10 компенсируется разницей толщины внешнего слоя 11 и увеличением общей толщины WT стенки 9. В любом случае, видно, что, варьируя параметры разных слоев стенки 9 шафта 2 в указанных выше пределах, можно добиваться желаемой упругости шафта 2.
[0075] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| Коронарный буж для реканализации окклюзии коронарной артерии | 2020 |
|
RU2753143C1 |
| АСПИРАЦИОННЫЙ НАПРАВЛЯЮЩИЙ КАТЕТЕР ДЛЯ ДИСТАЛЬНОГО ДОСТУПА | 2012 |
|
RU2576367C2 |
| НАПРАВЛЯЮЩИЙ КАТЕТЕР С БОЛЬШИМ ПРОСВЕТОМ | 2019 |
|
RU2775437C2 |
| НАПРАВЛЯЮЩИЙ КАТЕТЕР С БОЛЬШИМ ПРОСВЕТОМ | 2014 |
|
RU2693209C2 |
| НАДУВНЫЕ МЕДИЦИНСКИЕ УСТРОЙСТВА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2013 |
|
RU2680958C2 |
| Коронарный проводник и способ стентирования сложных поражений коронарных артерий с его использованием | 2017 |
|
RU2673638C1 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО ДЛЯ ЛЕЧЕНИЯ МЕШОТЧАТЫХ АНЕВРИЗМ | 2015 |
|
RU2721288C2 |
| ИЗГИБАЕМЫЙ КАТЕТЕР С СОЕДИНЕННОЙ ЦЕНТРАЛЬНОЙ СТОЙКОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2519371C2 |
| УСТРОЙСТВО И СПОСОБ УДАЛЕНИЯ ТРОМБОВ | 2019 |
|
RU2729439C1 |
| УСТРОЙСТВО В ВИДЕ РАСШИРЯЕМОГО ТЕЛА И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2014 |
|
RU2765090C2 |

Изобретение относится к извлекаемым медицинским устройствам, предназначенным для извлечения тромбов из сосудов пациента для восстановления кровотока. В частности, аспирационный катетер может применяться для реваскуляризации у пациентов с острым ишемическим инсультом, вызванным окклюзией внутричерепных сосудов. Аспирационный катетер включает шафт и луерный разъем. Шафт имеет проксимальный конец, дистальный конец, продольную ось и просвет, ограниченный стенкой шафта. Стенка шафта включает внешний слой, внутренний слой и армирующую оплетку. Внешний слой стенки шафта включает не менее пяти участков, расположенных вдоль продольной оси, выполненных из полимеров, отличающихся между собой твердостью. Твердость полимеров, из которых выполнены различные участки внешнего слоя стенки шафта, уменьшается по направлению от проксимального конца к дистальному концу шафта. Внутренний слой выполнен из политетрафторэтилена и имеет толщину 6-20 мкм. Отношение диаметра просвета шафта к толщине стенки шафта составляет 10:1-14:1. По крайней мере часть внешней поверхности стенки шафта имеет гидрофильное покрытие. В соответствии со вторым вариантом выполнения аспирационного катетера армирующая оплетка выполнена по меньшей мере из одной непрерывной проволоки, проходящей по спирали вдоль продольной оси шафта между внутренним слоем и внешним слоем стенки шафта. Спираль характеризуется шагом спирали, составляющим 60-300 мкм. Армирующая оплетка включает 2-15 зон, расположенных вдоль продольной оси и отличающихся шагом спирали, причем зоны с большим шагом спирали расположены проксимально относительно зон с меньшим шагом спирали. Способ получения вышеописанных вариантов катетера включает следующие этапы: а) формируют армирующую оплетку поверх расположенной на стержне трубки, выполненной из политетрафторэтилена; б) поверх армирующей оплетки размещают последовательно в продольном направлении не менее пяти трубок, выполненных из полимеров, отличающихся друг от друга твердостью; в) нагревают полученную конструкцию до температуры 190 °С-300 °С с получением шафта; г) формируют гидрофильное покрытие на части внешней поверхности стенки шафта. Технический результат изобретения - создание аспирационного катетера, отличающегося высокой скоростью аспирации, оптимальным соотношением гибкости и жесткости, устойчивого к образованию изломов, обладающего высокой гладкостью внешней поверхности, способного к глубинному проталкиванию внутри извилистых кровеносных сосудов. Также важной частью технического результата является разработка доступного способа получения заявленного аспирационного катетера. 3 н. и 25 з.п. ф-лы, 3 табл., 11 ил., 6 пр.
1. Аспирационный катетер, включающий шафт и луерный разъем,
причем шафт имеет проксимальный конец, дистальный конец, продольную ось и просвет, ограниченный стенкой шафта; при этом
стенка шафта включает внешний слой, внутренний слой и армирующую оплетку;
при этом внешний слой стенки шафта включает не менее пяти участков, расположенных вдоль продольной оси, выполненных из полимеров, отличающихся между собой твердостью,
причем твердость полимеров, из которых выполнены различные участки внешнего слоя стенки шафта, уменьшается по направлению от проксимального конца к дистальному концу шафта;
внутренний слой выполнен из политетрафторэтилена и имеет толщину 6-20 мкм;
при этом отношение диаметра просвета шафта к толщине стенки шафта составляет 10:1-14:1;
по крайней мере часть внешней поверхности стенки шафта имеет гидрофильное покрытие.
2. Аспирационный катетер по п. 1, в котором твердость полимеров, из которых выполнены различные участки внешнего слоя стенки шафта, составляет 19D-90D.
3. Аспирационный катетер по п. 2, в котором соседние участки выполнены из полимеров, отличающихся друг от друга твердостью не более чем на 15D.
4. Аспирационный катетер по п. 1, в котором армирующая оплетка выполнена по меньшей мере из одной непрерывной проволоки, проходящей по спирали вдоль продольной оси шафта между внутренним слоем и внешним слоем стенки шафта.
5. Аспирационный катетер по п. 4, в котором проволока имеет круглое сечение.
6. Аспирационный катетер по п. 4, в котором проволока выполнена из нержавеющей стали.
7. Аспирационный катетер по п. 4, в котором армирующая оплетка начинается на расстоянии 1-1,5 мм от дистального конца шафта и продолжается в проксимальном направлении на расстояние 1200-2000 мм от дистального конца шафта.
8. Аспирационный катетер по п. 4, в котором шаг спирали составляет 60-300 мкм.
9. Аспирационный катетер по п. 4, в котором армирующая оплетка включает 2-15 зон, расположенных вдоль продольной оси и отличающихся друг от друга шагом спирали.
10. Аспирационный катетер по п. 9, в котором зоны с большим шагом спирали расположены проксимально относительно зон с меньшим шагом спирали.
11. Аспирационный катетер, включающий шафт и луерный разъем,
причем шафт имеет проксимальный конец, дистальный конец, продольную ось и просвет, ограниченный стенкой шафта;
при этом стенка шафта включает внешний слой, внутренний слой и армирующую оплетку,
при этом армирующая оплетка выполнена по меньшей мере из одной непрерывной проволоки, проходящей по спирали вдоль продольной оси шафта между внутренним слоем и внешним слоем стенки шафта,
при этом спираль характеризуется шагом спирали, составляющим 60-300 мкм,
при этом армирующая оплетка включает 2-15 зон, расположенных вдоль продольной оси и отличающихся шагом спирали,
причем зоны с большим шагом спирали расположены проксимально относительно зон с меньшим шагом спирали;
при этом отношение диаметра просвета шафта к толщине стенки шафта составляет 10:1-14:1;
по крайней мере часть внешней поверхности стенки шафта имеет гидрофильное покрытие.
12. Аспирационный катетер по п. 11, в котором внешний слой стенки шафта включает не менее пяти участков, расположенных вдоль продольной оси, выполненных из полимеров, отличающихся между собой твердостью, которая составляет 19D-90D.
13. Аспирационный катетер по п. 12, в котором соседние участки выполнены из полимеров, отличающихся друг от друга твердостью не более чем на 15D.
14. Аспирационный катетер по п. 12, в котором твердость полимеров, из которых выполнены различные участки внешнего слоя стенки шафта, уменьшается по направлению от проксимального конца к дистальному концу шафта.
15. Аспирационный катетер по п. 11, в котором внутренний слой стенки шафта выполнен из политетрафторэтилена.
16. Аспирационный катетер по п. 15, в котором внутренний слой стенки шафта имеет толщину 6-20 мкм.
17. Аспирационный катетер по п. 11, в котором проволока имеет, по сути, круглое сечение.
18. Аспирационный катетер по п. 11, в котором проволока выполнена из нержавеющей стали.
19. Аспирационный катетер по п. 11, в котором армирующая оплетка начинается на расстоянии 1-1,5 мм от дистального конца шафта и продолжается в проксимальном направлении на расстояние 1200-2000 мм от дистального конца шафта.
20. Способ получения аспирационного катетера по п. 1 или 11, включающий следующие этапы:
а) формируют армирующую оплетку поверх расположенной на стержне трубки, выполненной из политетрафторэтилена;
б) поверх армирующей оплетки размещают последовательно в продольном направлении не менее пяти трубок, выполненных из полимеров, отличающихся друг от друга твердостью;
в) нагревают полученную конструкцию до температуры 190 °С-300 °С с получением шафта;
г) формируют гидрофильное покрытие на части внешней поверхности стенки шафта.
21. Способ по п. 20, в котором используют трубку, выполненную из политетрафторэтилена, с толщиной стенки 6-20 мкм.
22. Способ по п. 20, в котором армирующую оплетку формируют путем наматывания по спирали проволоки поверх трубки, выполненной из политетрафторэтилена.
23. Способ по п. 22, в котором проволоку наматывают по спирали с шагом спирали 60-300 мкм.
24. Способ по п. 22, в котором проволоку наматывают на участок, который начинается на расстоянии 1-1,5 мм от одного конца трубки, выполненной из политетрафторэтилена, и продолжается на расстояние 1200-2000 мм в направлении к противоположному концу трубки, выполненной из политетрафторэтилена.
25. Способ по п. 20, в котором поверх армирующей оплетки размещают трубки, выполненные из полимеров с твердостью 19D-90D.
26. Способ по п. 25, в котором рядом размещают трубки, выполненные из полимеров, отличающихся друг от друга твердостью не более чем на 15D.
27. Способ по п. 22, в котором нагрев конструкции производят путем обдува горячим воздухом.
28. Способ по п. 27, в котором источник горячего воздуха перемещают последовательно в продольном направлении.
| Устройство для контроля запаса теплогидравлической устойчивости парогенерирующего канала | 1988 |
|
SU1747793A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

