Изобретение относится к способу герметичного соединения труб, одна из которых имеет диаметр меньше, чем 1,2 внутреннего диаметра термоусаживаемой трубки после свободной усадки, и может быть использовано в машиностроении.
Наиболее близким к предлагаемому изобретению является способ соединения двух предметов с помощью термоусаживаемой втулки (см. патент RU №2783345, опубл. 11.11.2022).
Недостатком его является узкий диапазон применения, отсутствие простого и надежного способа герметичного соединения труб разного диаметра, одна из которых имеет диаметр меньше, чем 1,2 внутреннего диаметра термоусаживаемой трубки после свободной усадки.
Технической задачей предлагаемого решения является упрощение способа, расширение возможности использования термоусаживаемой трубки для герметичного соединения труб, одна из которых имеет диаметр меньше, чем 1,2 внутреннего диаметра термоусаживаемой трубки после свободной усадки, расширение арсенала технических средств.
Для решения поставленной задачи предлагается способ герметичного соединения труб разного диаметра, одна из которых имеет диаметр меньше, чем 1,2 внутреннего диаметра термоусаживаемой трубки после свободной усадки, при этом на трубу меньшего диаметра наматывают металлическую проволоку, диаметр которой выбирают из условия обеспечения неравенства:
(d2+2d)>1.2D2,
где: d2 - диаметр трубы меньшего диаметра,
D2 - внутренний диаметр соединяющей термоусаживаемой трубки после свободной усадки,
d - диаметр проволоки,
далее производят усадку термоусаживаемой трубки на трубу с намотанной проволокой и затем усадку соединяющей термоусаживаемой трубки, причем в качестве термоусаживаемых трубок используют трубки с клеевым подслоем на основе этиленвинилацетата, а после усадки термоусаживаемых трубок устанавливают хомуты на трубе большого диаметра, в месте намотки проволоки и на трубе меньшего диаметра, при этом ширину металлического хомута в месте намотки проволоки выбирают таким, чтобы был не меньше двух диаметров проволоки.
Отличительной особенностью предлагаемого способа является то, что на трубу меньшего диаметра наматывают металлическую проволоку, диаметр которой выбирают из условия обеспечения неравенства:
(d2+2d)>1.2D2,
где: d2 - диаметр трубы меньшего диаметра,
D2 - внутренний диаметр соединяющей термоусаживаемой трубки после свободной усадки,
d - диаметр проволоки,
далее производят усадку термоусаживаемой трубки на трубу с намотанной проволокой и затем усадку соединяющей термоусаживаемой трубки, причем в качестве термоусаживаемых трубок используют трубки с клеевым подслоем на основе этиленвинилацетата, а после усадки термоусаживаемых трубок устанавливают хомуты на трубе большого диаметра, в месте намотки проволоки и на трубе меньшего диаметра, при этом ширину металлического хомута в месте намотки проволоки выбирают таким, чтобы был не меньше двух диаметров проволоки.
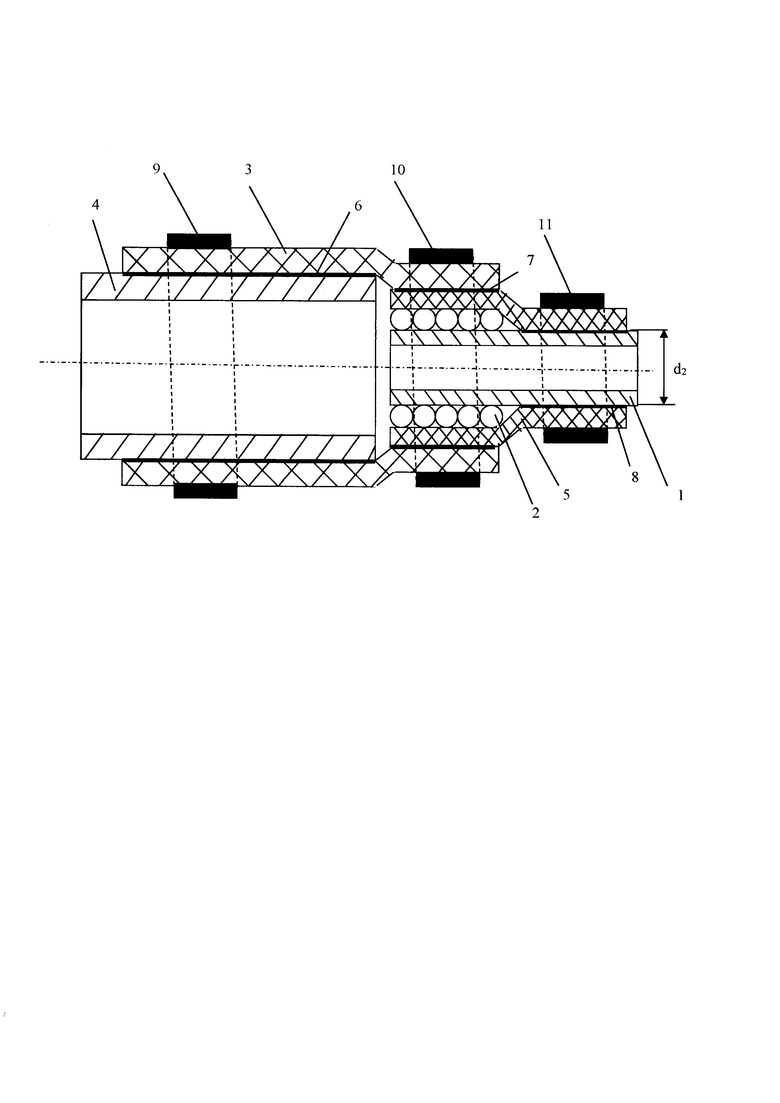
Предлагаемое техническое решение иллюстрируется чертежом, где изображено соединение труб в разрезе.
Сущность предлагаемого способа заключается в следующем.
На трубу 1 меньшего диаметра наматывают металлическую проволоку 2. Диаметр проволоки 2 выбирают из условия обеспечения неравенства:
(d2+2d)>1.2D2,
где: d2 - диаметр трубы 1 меньшего диаметра,
D2 - внутренний диаметр соединяющей термоусаживаемой трубки (ТУТ) 3, предназначенной для осадки на трубу 4 большего диаметра после свободной усадки,
d - диаметр проволоки.
Далее производят усадку термоусаживаемой трубки 5 на трубу 1 с намотанной проволокой 2 и затем усадку термоусаживаемой трубки 3 соединяющей трубы 4, 1. В качестве термоусаживаемых трубок 3, 5 используют трубки с клеевым подслоем 6, 7, 8 на основе этиленвинилацетата. После усадки термоусаживаемых трубок 3, 5 устанавливают хомуты 9, 10, 11 на трубе большого диаметра 4, в месте намотки проволоки 2 и на трубе 1 меньшего диаметра. Ширину металлического хомута 10 в месте намотки проволоки 2 выбирают такой, чтобы она была не меньше двух диаметров d проволоки 2.
ПРИМЕР
Поставили задачу соединить две трубы: больший диаметр 12 мм, диаметр меньшей трубы d2=4 мм (соотношение диаметров 3/1). Для увеличения диаметра меньшей из труб на нее плотно намотали гибкую проволоку из алюминия с диаметром 1.5 мм. Тем самым увеличили размер диаметра для термоусадки до 7 мм, так как (d2+2d)=4+2×1.5=7 мм.
На меньшую трубу с намоткой из проволоки произвели усадку трубку 8/3 (на чертеже она отмечена цифрой 5).
В качестве соединяющей термоусадочной трубки 3 взяли термоусаживаемую трубку 15/5. При этом неравенство (d2+2d)>1.2D2 было выполнено: (4+2×1.5)=7.0>1.2×5=6.0 мм.
Под все используемые термоусаживаемые трубки для обеспечения герметичности был сделан клеевой слой из этиленвинилацетата. В тех же целях ширину хомутов выбрали 3 мм.
Испытания показали на простоту, надежность герметичного соединения и возможность использования предложенного технического решения для герметичного соединения труб, одна из которых имеет диаметр меньше, чем 1,2 внутреннего диаметра соединяющей термоусаживаемой трубки после свободной усадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ТРУБ С СООТНОШЕНИЕМ ДИАМЕТРОВ ОТ 1:4 ДО 4:10 С ПОМОЩЬЮ ТЕРМОУСАЖИВАЕМЫХ ТРУБОК | 2023 |
|
RU2831951C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ КВАДРАТНОГО СЕЧЕНИЯ С ПОМОЩЬЮ ТЕРМОУСАЖИВАЕМОЙ ВТУЛКИ | 2023 |
|
RU2816229C1 |
| СПОСОБ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ В ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ С ПОМОЩЬЮ ТЕРМОУСАЖИВАЕМОЙ ВТУЛКИ | 2022 |
|
RU2783345C1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ В НАСОСНО-КОМПРЕССОРНОЙ ТРУБЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2776819C1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА И СПОСОБ ЕЕ МОНТАЖА | 2005 |
|
RU2284620C1 |
| Способ соединения труб | 1986 |
|
SU1430659A1 |
| СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ МНОГОЖИЛЬНОГО КАБЕЛЯ | 2005 |
|
RU2364014C2 |
| Устройство для ремонта кабелей | 1979 |
|
SU1023482A1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
Изобретение относится к способу герметичного соединения труб, одна из которых имеет диаметр меньше внутреннего диаметра термоусаживаемой трубки после свободной усадки, и может быть использовано в машиностроении. Изобретение упрощает способ герметизации соединения, расширяет возможность использования термоусаживаемой трубки для герметичного соединения труб, одна из которых имеет диаметр меньше, чем 1,2 внутреннего диаметра термоусаживаемой трубки после свободной усадки, и расширяет арсенал технических средств. На трубу меньшего диаметра наматывают металлическую проволоку, диаметр которой выбирают из условия обеспечения неравенства: (d2+2d)>1,2D2, где: d2 - диаметр трубы меньшего диаметра, D2 - внутренний диаметр термоусаживаемой трубки, предназначенной для осадки на трубу большего диаметра после свободной усадки, d - диаметр проволоки. Далее производят усадку термоусаживаемой трубки на трубу с намотанной проволокой и затем усадку соединяющей термоусаживаемой трубки. В качестве термоусаживаемых трубок используют трубки с клеевым подслоем на основе этиленвинилацетата. После усадки термоусаживаемых трубок устанавливают хомуты на трубе большого диаметра, в месте намотки проволоки и на трубе меньшего диаметра. Ширину металлического хомута в месте намотки проволоки выбирают такой, чтобы было не меньше двух диаметров проволоки. 1 ил.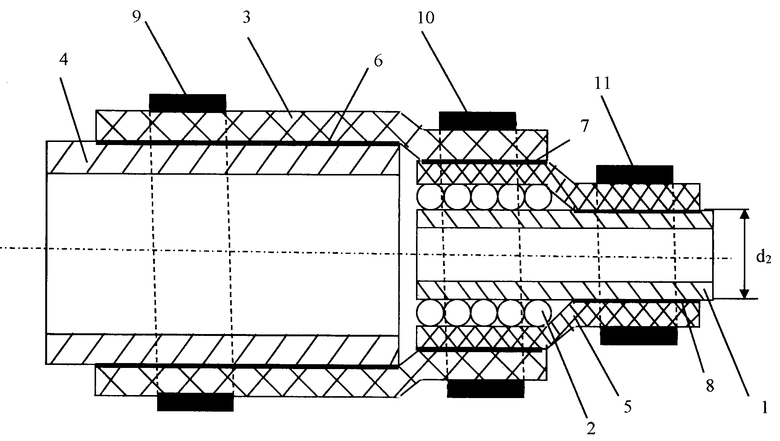
Способ герметичного соединения труб разного диаметра с помощью термоусаживаемых трубок, при этом одна из труб имеет диаметр меньше, чем 1,2 внутреннего диаметра термоусаживаемой трубки после свободной усадки, отличающийся тем, что на трубу меньшего диаметра наматывают металлическую проволоку, диаметр которой выбирают из условия обеспечения неравенства:
(d2+2d)>1,2D2,
где: d2 - диаметр трубы меньшего диаметра,
D2 - внутренний диаметр соединяющей термоусаживаемой трубки после свободной усадки,
d - диаметр проволоки,
далее производят усадку термоусаживаемой трубки на трубу с намотанной проволокой и затем усадку термоусаживаемой трубки соединяющей трубы, причем в качестве термоусаживаемых трубок используют трубки с клеевым подслоем на основе этиленвинилацетата, а после усадки термоусаживаемых трубок устанавливают хомуты на трубе большого диаметра, в месте намотки проволоки и на трубе меньшего диаметра, при этом ширину металлического хомута в месте намотки проволоки выбирают такой, чтобы было не меньше двух диаметров проволоки.
| СПОСОБ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ В ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ С ПОМОЩЬЮ ТЕРМОУСАЖИВАЕМОЙ ВТУЛКИ | 2022 |
|
RU2783345C1 |
| GB 1431167 A, 07.04.1976 | |||
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ РАЗНОГО ДИАМЕТРА | 2007 |
|
RU2357145C2 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ РАЗНОГО ДИАМЕТРА | 2008 |
|
RU2365805C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ РАЗНОГО ДИАМЕТРА | 2016 |
|
RU2620625C1 |
| US 20110247713 A1, 13.10.2011. | |||

