(54) ТОРЦОВАЯ СТУПЕНЧАТАЯ ФРЕЗА ДЛЯ ЧИСТОВОЙ
ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| Способ настройки ножей сборных фрез | 1984 |
|
SU1214330A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| Способ фрезерования торцовой фрезой | 1977 |
|
SU650731A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ торцового фрезерования | 1989 |
|
SU1706783A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
1
Изобретение относится к металлообработке и может быть использовано при фрезеровании вязких материалов, при снятии малых припусков.
Известны торцовые ступенчатые фрезы с режущими элементами на торце, расположенными по спирали в радиальном и осевом направлении.
Недостатком известных фрез является то, что трудно получить высокое качество обработанной поверхности на вязких материалах.
Целью изобретения является повышение качества обработанной поверхности.
Цель достигается тем, что зубья фрезы объединены в группы и каждая группа снабжена деформирующими элементами, выполненными в виде роликов, причем зубья расположены в группах по окружностям между деформирующими элементами, а режущие кромки зубьев и контактные поверхности роликов смещены друг относительно друга в радиальном направлении на величину подачи на зуб, а в осевом направлении - на величину, равную глубине деформации для роликов и глубине фрезерования соответствующего зуба.
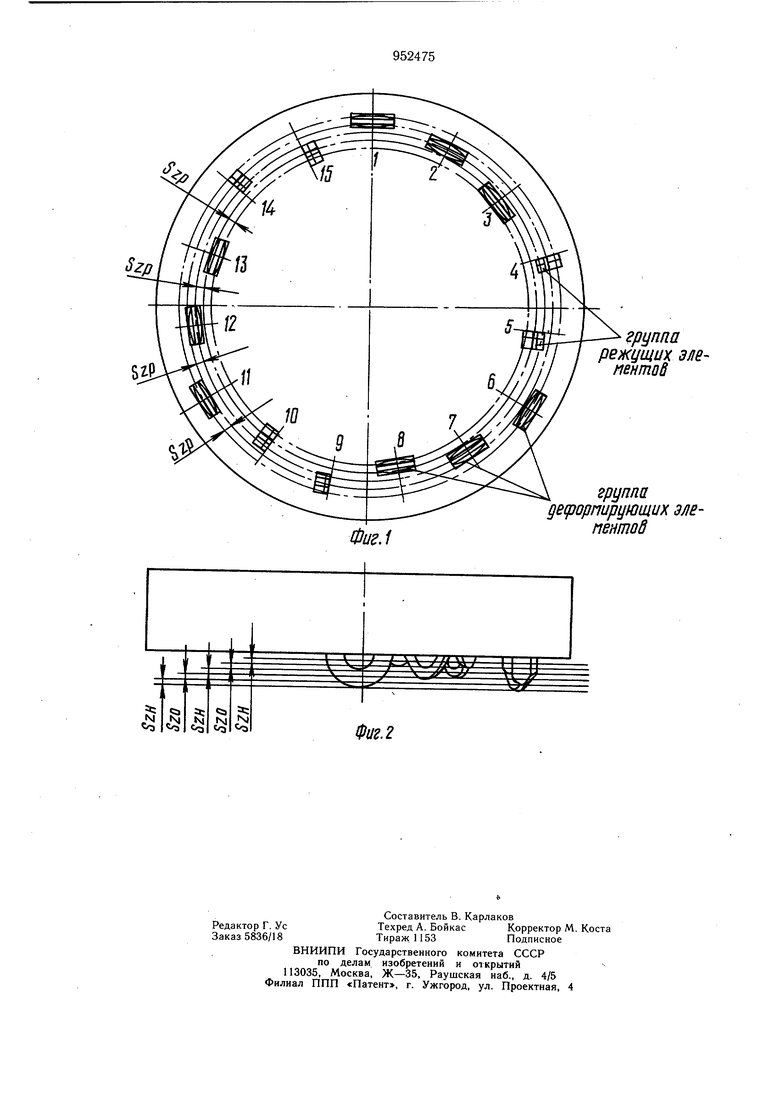
На фиг, 1 изображено взаимное расположение деформирующих элементов и режущих зубьев в радиа 1ьном направлении и групп; на фиг. 2 - расположение деформирующих элементов и режущих зубьев в осевом направлении.
Деформирующие элементы и режущие зубья 1 -15 объединены в три группы: по три деформирующих элемента и два режущих зуба.
Элементы, входящие в соответствующие группы, представлены в таблице.
Угол между соседними элементами в секции составляет 72°, а между соответствующими элементами соседних секций 120°.
Режущие кромки зубьев и контактных поверхностей деформирующих элементов в группе смещены к оси фрезы друг относительно друга на величину подачи на
зуб - «Zf.
В осевом направлении режущий зуб в группе, находящийся ближе к центру фрезь имеет вылет больще периферийного на величину равную глубине припуска szo- А каждый деформирующий элемент в группе последовательно от периферии к центру имеет вылет больше на величину равную глубине деформации обрабатываемой ловерхности szy. В процессе фрезерования осуществляется подача обрабатываемой детали на величину szp или 3szp на один оборот фрезы. Процесс обработки фрезой производится следующим образом. В начале обработки происходит упрощение поверхностного слоя деформирующими элементами 1, 6 и 1. Затем этот слой срезается режущими зубьями 4, 9 и 14. После срезания слоя происходит упрочнение этой обработанной поверхности элементами 2, 7 и 12 и снятие его режущими зубьями и 15. Обработанная поверхность
Формула изобретения
Торцовая ступенчатая фреза для чистовой обработки с режущими элементами на торце, расположенными по спирали в радиальном и осевом направлении, отличающаяся тем, что, с целью повыщения качества обработанной поверхности, зубья фрезы объединены в группы и каждая группа снабжена деформирующими этементами, выполненными в виде роликов, причем зубьйрасположены в группах по окружностям
между деформирующими элементами, а режущие кромки зубьев и контактные поверхности роликов смещены друг относительно друга в радиальном направлении на величину подачи на зуб, а в осевом направлении - на величину, равную глубине деформации для роликов и глубине фрезерования соответствующего зуба.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 89067, кл. В 23, С 5/06, 1950. подвергается деформации элементами 3,8 и 13. Торцовая ступенчатая фреза в процессе работы объединяет два процесса: процесс предварительной подготовки срезаемого слоя - уплотнение вязких материалов, и процесса резания при условиях наиболее благоприятных для чистовой обработки с малым припуском. Качество обработанной поверхности повыщается еще за счет обкатки обработанной поверхности группой роликов, расположенных .ближе к центру фрезы. Предлагаемая фреза позволяет повысить качество обработанной поверхности и исключает ряд операций, обеспечивающих повышение качества поверхностного слоя.
