Направление
вращении
tppesa
(Л
4
х
СП
О
со
3149
менты 2, расположенные группами по спиралям, в каждой нэ которых режущие элементы по направлению вращения фрезы расположены с взаимными ради- альшим смещением от оси фрезы. Фреза снабжена дополш1тельной чистовой группой режущих элементов 3, с двух сторон от которой образованы свободные от режущих элементов секторные
участки,Размеры этих участков должны превышать ширину обрабатываемой заготовки, Для равномерного деления подачи на оборот фрезы между группами черновых режугдих элементов и между чистовыми режущими элементами они по направлению вращения фрезы установлены с радиальным смещением относительно друг друга к оси фрезы. 1 ш1.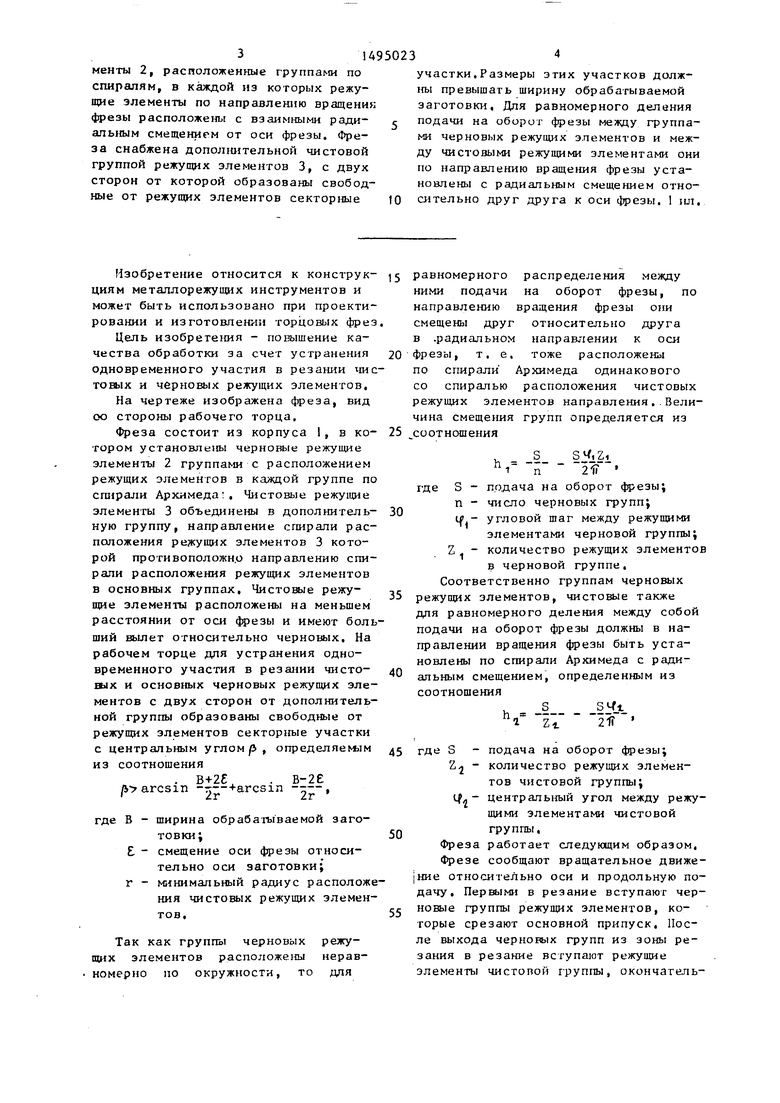

| название | год | авторы | номер документа |
|---|---|---|---|
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ДРЕВЕСИНЫ | 2004 |
|
RU2266813C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ И ОБРАБОТКИ ПОВЕРХНОСТИ | 2012 |
|
RU2600784C2 |
| Способ коррекции оси предварительно обработанного отверстия | 1985 |
|
SU1355368A1 |
| Торцовая фреза | 1988 |
|
SU1609682A1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| Торцовая ступенчатая фреза | 1987 |
|
SU1479210A1 |
| СПОСОБ ПОДРЕЗКИ ТОРЦОВ ТРУБ | 1967 |
|
SU192586A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
Изобретение относится к конструкциям металлорежущих инструментов и может быть использовано при проектировании изготовлении торцовых фрез. Цель изобретения - повышение качества обработки за счет устранения одновременного участия в резании чистовых и черновых режущих элементов. Фреза состоит из корпуса 1, в котором установлены режущие элементы 2, расположенные группами по спиралям, в каждой из которых режущие элементы по направлению вращения фрезы расположены с взаимным радиальным смещением от оси фрезы. Фреза снабжена дополнительной чистовой группой режущих элементов 3, с двух сторон от которой образованы свободные от режущих элементов секторные участки. Размеры этих участков должны превышать ширину обрабатываемой заготовки. Для равномерного деления подачи на оборот фрезы между группами черновых режущих элементов и между чистовыми режущими элементами они по направлению вращения фрезы установлены с радиальным смещением относительно друг друга к оси фрезы. 1 ил.
Изобретение относится к конструк- циям металлорежущих инструментов и может быть использовано при проектировании и изготовлении торцовых фрез
Цель изобретения - поныщение качества обработки за счет устранения одновременного участия в резании чистовых и черновых режущих элементов,
На чертеже изображена фреза, вид оо стороны рабочего торца.
Фреза состоит из корпуса I, в ко- тором установлены черновые режущие элемен1Ъ1 2 группами с расположением режущих элементов в каждой группе по спирали Архимеда:, Чистовые режущие элементы 3 объединены в дополfmтель- кую группу, направление спирали расположения режущих элементов 3 которой противоположно направлению спирали расположения режущих элементов в основных группах. Чистовые режу- щие элементы расположены на меньшем расстоянии от оси фрезы и имеют больший вылет относительно черновых. На рабочем торце для устранения одновременного учас гая в резании чисто- вых и основных черновых режуших элементов с двух сторон от дополнительной группы образованы свободные от режущих элементов секторные участки с центральным углом р, определяеИ)1м из соотношения
. . В-2е
/i arcsin - -+arcsin ---,
где В - ширина обрабатываемой заготовки;. - смещение оси фрезы относительно оси заготовки; г - М11нимальный радиус расположения чистовых режущих элементов,
Так как группы черновых режущих элементов расположены неравномерно по окружности, то для
равномерного распределения между ними подачи на оборот фрезы, по направлению вращения фрезы они смещены друг относительно друга в .радиальном направлении к оси фрезы, т. е. тоже расположены по спирали Архимеда одинакового со спиралью расположения чистовых режущих элементов направления..Величина смещения групп определяется из соотнощения
.
1- Т W
где S - подача на оборот фрезы; п - число черновых групп; If. угловой шаг между режущими
элементами черновой группы; Z - количество режущих элементо
в черновой группе. Соответственно группам черновых режущих элементов, чистовые также для равномерного деления между собой подачи на оборот фрезы должны в направлении вращения фрезы быть установлены по спирали Архимеда с радиальным смещением, определенным из соотношения
h,
Zi
21(
где S - подача на оборот фрезы;
Z - количество режущих элементов чистовой группы; Lf. - централылш угол между режущими элементами чистовой группы,
Фреза работает следующим образом. Фрезе сообщают вращательное движе- |ние относительно оси и продольную подачу. Первыми в резание вступают черновые группы режущих элементов, которые срезают основной припуск. После выхода черновых групп из зоны резания в резание вступают режущие элементы чистовой группы, окончагельно формирующие обрабатываемую поверхность.
Формула изобретения
Торцовая ступенчатая фреза, содержащая корпус с режущими элементами, установленными на рабочем торце группами, с расположе1Ием режущих элементов в каждой группе по спирали Архимеда, причем чистовые режущие элементы расположены на меньшем расстоянии от оси фрезы-И имеют больший вылет относительно черновых, о т- ли чающая ся тем, что, с целью повышения качества обработки, чис
товые режущие элемен1Ъ1 объединены в дополнительную группу, направление спирали расположения режущих элементов, в которой противоположно направлению спирали расположения режущих элементов в основных группах, а на рабочем торце фрезы, с обеих сторон от дополнительной группы образованы свободные от режущих элементов секторные участки, причем сами основные группы расположены на рабочем торце по спирали Архимеда, направление которой совпадает с направлением спир Зли расположения чистовых режущих элементов в дополнительной группе.
| Торцовая ступенчатая фреза А.П.Омельченко | 1984 |
|
SU1171234A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
