ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к устройству подачи клея для гипсовой панели, устройству для изготовления гипсовой панели и способу изготовления гипсовой панели.
УРОВЕНЬ ТЕХНИКИ
[0002] В патентном документе 1 раскрыта гипсовая панель, имеющая конфигурацию, в которой гипсовый сердечник располагается между листом нижней поверхности и листом верхней поверхности.
ДОКУМЕНТЫ, ОТНОСЯЩИЕСЯ К УРОВНЮ ТЕХНИКИ
Патентные документы
[0003]
Патентный документ 1: выложенная патентная заявка Японии № публикации 5-148001
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Проблема, решаемая изобретением
[0004] Гипсовую панель изготавливают путем подачи гипсовой массы между двумя бумажными основами панели, которые также именуются поверхностными листами и т.п., формовки гипсовой массы и пр.
[0005] При изготовлении гипсовой панели клей наносится на перекрывающиеся участки двух бумажных основ панели, благодаря чему две бумажные основы панели связываются друг с другом. Связанный две бумажные основы панели функционируют для поддержки гипсовой массы для поддержания формы вблизи концов гипсовой панели, пока подаваемая гипсовая масса в достаточной степени не отвердеет после формовки гипсовой массы.
[0006] Традиционно, скорость подачи, с которой клей подается и наносится на бумажную основу панели, управляется путем регулировки вручную, например, степени открытия и т.п. клапанов на линии подачи клея. Поэтому степень открытия клапанов на линии подачи клея может варьироваться в зависимости от оператора, таким образом приводя к изменению величины подачи клея. Кроме того, если величина подачи клея мала, регулировка степени открытия клапанов затруднена.
[0007] Если количество клея, наносимого на бумажную основу панели, недостаточно, могут возникать такие проблемы, как снижение адгезии между двумя бумажными основами панели. Если адгезия между двумя бумажными основами панели недостаточна, гипсовая масса может быть не способна в достаточной степени поддерживаться двумя бумажными основами панели, пока гипсовая масса не отвердела после формовки. В результате, форма концов полученной гипсовой панели может быть не способна отвечать стандартам, таким образом, приводя к браку изделия.
[0008] Кроме того, если количество клея, наносимого на бумажную основу панели, слишком велико, количество расходуемого клея возрастает, и, таким образом, затраты на изготовление гипсовой панели увеличиваются. Кроме того, если количество клея, наносимого на бумажную основу панели, слишком велико, часть клея может выступать от бумажной основы панели, и выступающий клей может прилипать к формовочной машине и т.п. и может отвердевать совместно с бумажным порошком. Если такой отвердевший материал, прилипший к формовочной машине и т.п. контактирует с поверхностью изготавливаемой гипсовой панели, в гипсовой панели могут формироваться зазубрины, таким образом, приводя к браку изделия.
[0009] Ввиду вышеописанных проблем традиционного подхода, один аспект настоящего изобретения состоит в обеспечении устройства подачи клея для гипсовой панели, в котором надлежащее количество клея может стабильно подаваться на бумажную основу панели.
Решение проблемы
[0010] Для решения вышеупомянутых проблем, согласно варианту осуществления настоящего изобретения, предусмотрено устройство подачи клея для гипсовой панели. Устройство подачи клея подает клей на бумажную основу панели для гипсовой панели. Устройство подачи клея включает в себя секцию бака, выполненную с возможностью хранения клея; порт подачи, расположенный вблизи конца бумажной основы панели для гипсовой панели и выполненный с возможностью подачи клея; и насосную секцию, расположенную на пути подачи клея между секцией бака и портом подачи. Насосная секция является насосом прямого вытеснения.
ПОЛЕЗНЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0011] Согласно варианту осуществления настоящего изобретения можно обеспечить устройство подачи клея для гипсовой панели, в котором надлежащее количество клея может стабильно подаваться на бумажную основу панели.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Фиг. 1A - чертеж, иллюстрирующий связанный участок бумажных основ панели;
фиг. 1B - чертеж, иллюстрирующий связанный участок бумажных основ панели;
фиг. 1C - чертеж, иллюстрирующий связанный участок бумажных основ панели;
фиг. 2 - чертеж, схематически иллюстрирующий устройство подачи клея для гипсовой панели согласно варианту осуществления настоящего изобретения;
фиг. 3 - вид сбоку окрестности порта подачи устройства подачи клея для гипсовой панели, показанного на фиг. 2;
фиг. 4A - чертеж, иллюстрирующий распределяющую деталь;
фиг. 4B - чертеж, иллюстрирующий распределяющую деталь;
фиг. 4C - чертеж, иллюстрирующий распределяющую деталь;
фиг. 4D - чертеж, иллюстрирующий распределяющую деталь;
фиг. 5 - чертеж, иллюстрирующий устройство изготовления гипсовой панели согласно варианту осуществления настоящего изобретения; и
фиг. 6 - чертеж, иллюстрирующий устройство контроля нарушения склеивания.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0013] В дальнейшем варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи. Однако настоящее изобретение не ограничивается нижеследующими вариантами осуществления, и различные модификации и замены можно добавлять к нижеследующим вариантам осуществления без отклонения от объема настоящего изобретения.
Устройство подачи клея для гипсовой панели
(1) Связанный участок бумажных основ панели для гипсовой панели
Прежде чем перейти к описанию устройства подачи клея для гипсовой панели, опишем связанный участок бумажных основ панели со ссылкой на каждый из фиг. 1A - 1C.
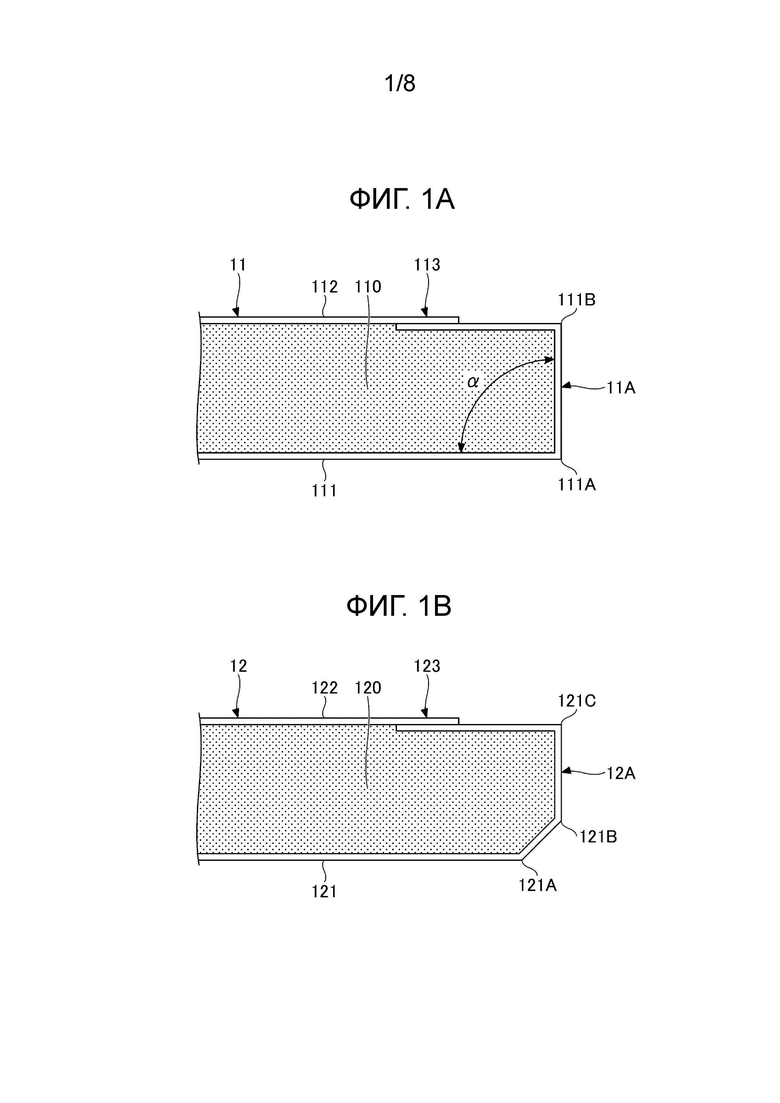
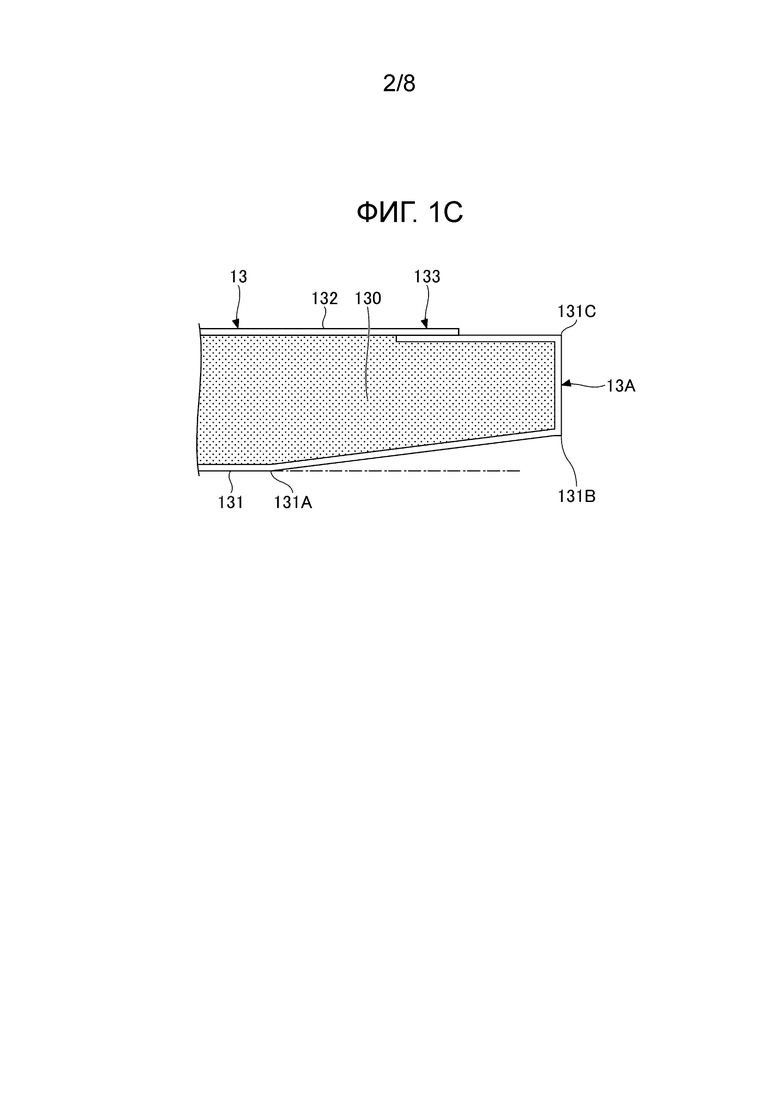
[0014] На фиг. 1A - 1C показаны чертежи, каждый из которых схематически иллюстрирует поперечное сечение вблизи концов гипсовой панели в направлении ширины.
[0015] Гипсовая панель 11, представленная на фиг. 1A, включает в себя гипсовый сердечник 110, сформированный из отвердевшего тела гипсовой массы, первой бумажной основы 111 панели и второй бумажной основы 112 панели. Гипсовая панель 11 имеет конфигурацию, в которой гипсовый сердечник 110 покрыт первой бумажной основой 111 панели и второй бумажной основой 112 панели.
[0016] Гипсовая панель 11 имеет конец 11A в форме квадратного края, и краевой угол α устанавливается приблизительно равным прямому углу. Первая бумажная основа 111 панели складывается в углах 111A и 111B для формирования конца 11A гипсовой панели 11. Клей наносится на или покрывает концевую область поверхности второй бумажной основы 112 панели, обращенную к первой бумажной основе 111 панели, и концевая область поверхности второй бумажной основы 112 панели наслаивается на верхней концевой поверхности первой бумажной основы 111 панели, таким образом образуя связанный участок 113.
[0017] Гипсовая панель 12, представленная на фиг. 1B, включает в себя гипсовый сердечник 120, сформированный из отвердевшего тела гипсовой массы, первой бумажной основы 121 панели и второй бумажной основы 122 панели. Гипсовая панель 12 имеет конфигурацию, в которой гипсовый сердечник 120 покрыт первой бумажной основой 121 панели и второй бумажной основой 122 панели.
[0018] Гипсовая панель 12 имеет конец 12A в форме скошенного края. Первая бумажная основа 121 панели складывается в углах 121A, 121B и 121C для формирования конца 12A гипсовой панели 12. Клей наносится на или связывается с концевой областью поверхности второй бумажной основы 122 панели, обращенной к первой бумажной основе 121 панели, и концевая область поверхности второй бумажной основы 122 панели наслаивается на верхней концевой поверхности первой бумажной основы 121 панели, таким образом образуя связанный участок 123.
[0019] Гипсовая панель 13, представленная на фиг. 1C, включает в себя гипсовый сердечник 130, сформированный из отвердевшего тела гипсовой массы, первой бумажной основы 131 панели и второй бумажной основы 132 панели. Гипсовая панель 13 имеет конфигурацию, в которой гипсовый сердечник 130 покрыт первой бумажной основой 131 панели и второй бумажной основой 132 панели.
[0020] Гипсовая панель 13 имеет конец 13A в форме клиновидного края. Первая бумажная основа 131 панели складывается в углах 131A, 131B и 131C для формирования конца 13A гипсовой панели 13. Клей наносится на или покрывает концевую область поверхности второй бумажной основы 132 панели, обращенную к первой бумажной основе 131 панели, и концевая область поверхности второй бумажной основы 132 панели наслаивается на верхней концевой поверхности первой бумажной основы 131 панели, таким образом образуя связанный участок 133.
[0021] Устройство подачи клея для гипсовой панели согласно настоящему варианту осуществления представляет собой устройство, выполненное с возможностью подачи клея на концевые области поверхности второй бумажной основы панели, обращенные к первой бумажной основе 121 панели для формирования связанных участков первой бумажной основы панели и второй бумажной основы панели. Например, как будет описано ниже в отношении устройства изготовления гипсовой панели, устройство подачи клея для гипсовой панели может располагаться на линии изготовления гипсовой панели и использоваться при изготовлении гипсовой панели.
[0022] (2) Устройство подачи клея для гипсовой панели
Будет описана иллюстративная конфигурация устройства подачи клея для гипсовой панели.
Устройство подачи клея для гипсовой панели (далее также именуемое “устройством подачи клея”) является устройством подачи клея, выполненным с возможностью подачи клея на бумажную основу панели для гипсовой панели, и включает в себя секцию бака, порт подачи и насосную секцию, что будет описано ниже.
[0023] Секция бака является деталью, выполненной с возможностью хранения клея.
[0024] Порт подачи располагается вблизи конца бумажной основы панели для гипсовой панели и может подавать клей.
[0025] Насосная секция располагается на пути подачи клея между секцией бака и портом подачи. Насосная секция может быть насосом прямого вытеснения.
[0026] Иллюстративная конфигурация устройства подачи клея согласно настоящему варианту осуществления будет описана со ссылкой на фиг. 2-4D.
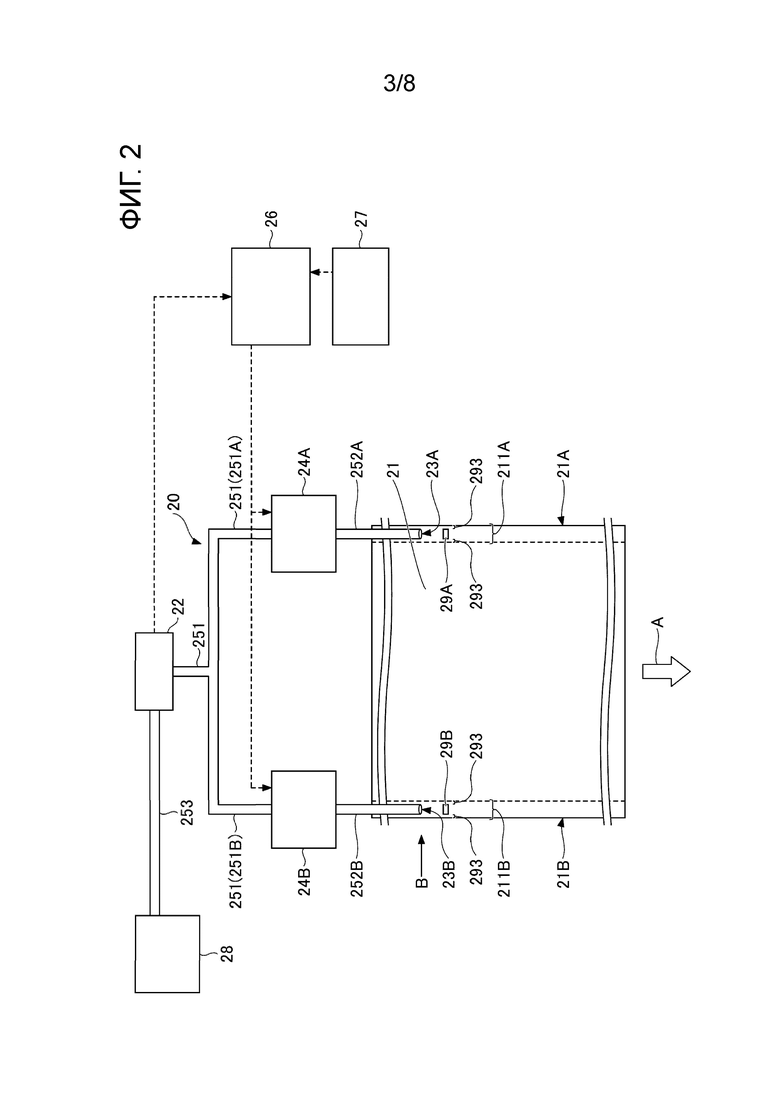
[0027] На фиг. 2 показан чертеж, схематически иллюстрирующий устройство 20 подачи клея согласно настоящему варианту осуществления. Устройство 20 подачи клея подает клей на концевые области 211A и 211B вдоль концов 21A и 21B бумажной основы 21 панели в направлении ширины, которая переносится в направлении, указанном стрелкой A.
[0028] На фиг. 3 показан вид сбоку окрестности порта 23B подачи устройства 20 подачи клея, показанного на фиг. 2, при наблюдении в направлении, указанном стрелкой B.
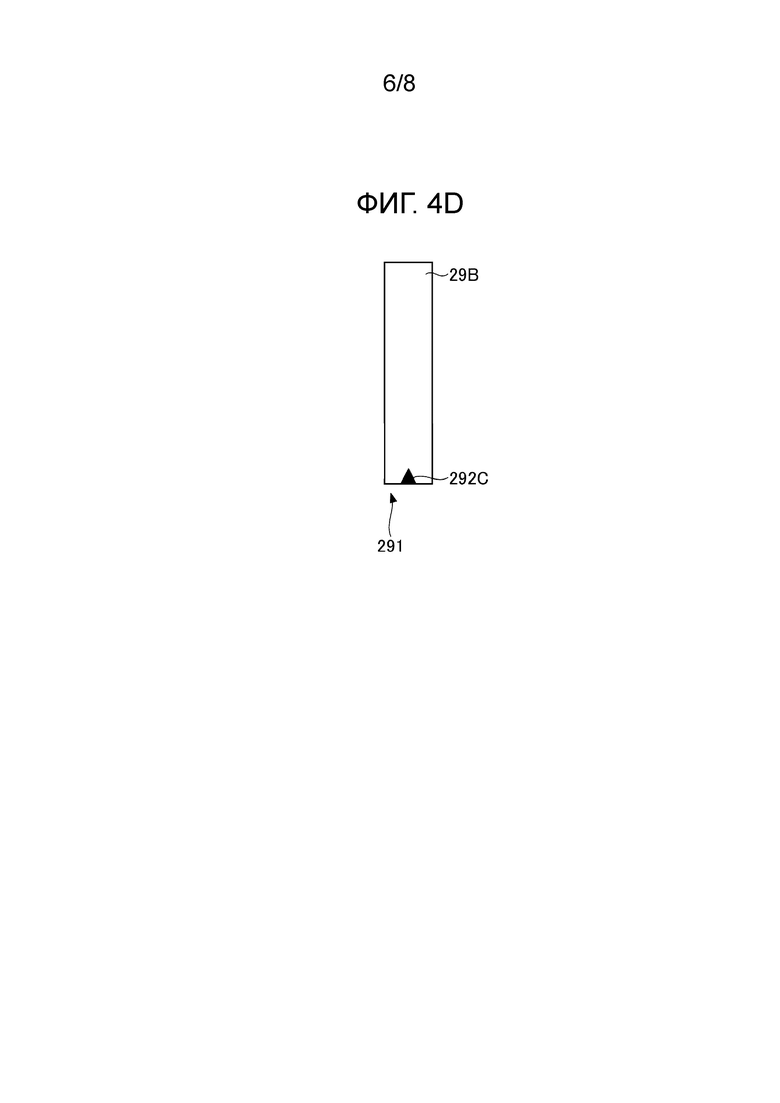
[0029] На фиг. 4A - 4D показаны чертежи, иллюстрирующие конфигурацию, в которой распределяющей деталью является шпатель.
[0030] Как показано на фиг. 2, при изготовлении гипсовой панели, клей обычно наносит на концевые области 211A и 211B вдоль обоих концов бумажной основы 21 панели. Поэтому, как показано на фиг. 2, предпочтительно, чтобы устройство 20 подачи клея включало в себя два порта 23A и 23B подачи, которые подают клей, согласно количеству концевых областей 211A и 211B, на которые наносится клей. Также предпочтительно, чтобы оно включало в себя две насосные секции согласно количеству портов 23A и 23B подачи. Однако конфигурация устройства подачи клея согласно настоящему варианту осуществления не ограничивается этим, и устройство подачи клея может включать в себя один порт подачи и одну насосную секцию. В этом случае, множество устройств подача клея может использоваться согласно количеству концевых областей и пр., на которые наносится клей.
[0031] В дальнейшем, детали, включенные в устройство подачи клея согласно настоящему варианту осуществления, будут описаны с использованием устройства 20 подачи клея, представленного в порядке примера на фиг. 2.
(2-1) Секция бака
Секция 22 бака представляет собой бак, выполненный с возможностью хранения клея для подачи на бумажную основу 21 панели. Форма и пр. секции 22 бака не имеют конкретных ограничений, пока клей может храниться. Количество секций бака, включенных в устройство 20 подачи клея, не имеет конкретных ограничений, и устройство 20 подачи клея может включать в себя одну секцию бака или множество секций бака.
[0032] Даже когда устройство 20 подачи клея согласно настоящему варианту осуществления включает в себя множество портов подачи и множество насосных секций как описано выше, устройство 20 подачи клея может включать в себя одну секцию 22 бака, и труба для подачи клея из секции 22 бака в порты подачи может разветвляться на трубы, как показано, например, на фиг. 2. Кроме того, устройство 20 подачи клея согласно настоящему варианту осуществления может включать в себя множество из, например, двух секций 22 бака согласно количеству портов подачи и насосных секций.
[0033] Секция 22 бака может представлять собой временный буферный бак, то есть, бак, который функционирует как вспомогательный бак. Если секция 22 бака является буферным баком, одну или более главных секций 28 бака можно обеспечить на вышерасположенной стороне пути подачи клея относительно секции 22 бака, и одна или более главных секций 28 бака и секция 22 бака могут соединяться третьей трубой 253. Заметим, что насос для переноса клея из одной или более главных секций 28 бака в секцию 22 бака также может быть обеспечен на третьей трубе 253, выступающей в роли пути подачи клея, по мере необходимости. Тип насоса не имеет конкретных ограничений, пока клей можно переносить в секцию 22 бака. Если обеспечено множество главных секций 28 бака, клапан для переключения главных секций 28 бака, подлежащих соединению с секцией 22 бака, можно обеспечить между главными секциями 28 бака и секцией 22 бака.
[0034] Главные секции 28 бака обеспечивать не обязательно, и в качестве бака, выполненного с возможностью хранения клея можно обеспечить только секционную 22 бака.
(2-2) Порт подачи
Порты подачи располагаются вблизи концов бумажной основы панели для гипсовой панели и могут подавать клей. Количество портов подачи устройства подачи клея согласно настоящему варианту осуществления не ограничивается, и устройство подачи клея может включать в себя один порт подачи или может включать в себя множество портов подачи. Например, как показано на фиг. 2, два порта подачи можно обеспечить согласно количеству концевых областей, на которые наносится клей.
[0035] Как показано на фиг. 2, если устройство 20 подачи клея согласно настоящему варианту осуществления включает в себя два порта подачи, то есть, порты 23A и 23B подачи, порты 23A и 23B подачи могут располагаться вблизи соответствующих концов, то есть, концов 21A и 21B бумажной основы 21 панели гипсовой панели. Порты 23A и 23B подачи могут подавать клей на концевые области 211A и 211B.
[0036] Порты 23A и 23B подачи могут быть образованы, например, концевыми участками вторых труб 252A и 252B, противоположными другим концевым участкам, с которыми соединены насосные секции 24A и 24B.
[0037] Например, как показано на фиг. 3, порты 23A и 23B подачи могут быть обращены к концевым областям 211A и 211B бумажной основы 21 панели. Концевые области 211A и 211B представляют собой области, расположенные в пределах заранее определенного расстояния от концов 21A и 21B бумажной основы 21 панели в направлении ширины, соответственно.
[0038] Заметим, что размер каждой из концевых областей 211A и 211B выбирается согласно ширине и т.п. участка перекрытия, где бумажная основа 21 панели связана с другой бумажной основой панели, и, таким образом, не имеет конкретных ограничений. Кроме того, форма каждого из портов 23A и 23B подачи не имеет конкретных ограничений и может быть круглой формой, как показано на фиг. 3 и пр. Альтернативно, форма каждого из портов 23A и 23B подачи может быть эллиптической формой, многоугольной формой и т.п. в соответствии с формой каждой из концевых областей 211A и 211B.
[0039] Насосные секции 24A и 24B и порты 23A и 23B подачи могут соединяться вторыми трубами 252A и 252B, соответственно. Заметим, что порты 23A и 23B подачи могут быть образованы участками вторых труб 252A и 252B, как описано выше.
[0040] По меньшей мере внутренние периферийные поверхности вторых труб 252A и 252B предпочтительно выполнены из силиконовой смолы. Более предпочтительно, вторые трубы 252A и 252B представляют собой шланги, выполненные из силиконовой смолы.
[0041] Если устройство подачи клея используется в течение длительного периода времени, клей может отвердевать, образуя бугор, и в результате, могут создаваться остатки клея. Если такие остатки остаются в трубе, подача клея будет блокироваться, или остатки будут выбрасываться на бумажную основу панели, таким образом, приводя к браку изделия. Напротив, в настоящем варианте осуществления, внутренние периферийные поверхности вторых труб 252A и 252B выполнены из силиконовой смолы. Поэтому, даже если клей частично отвердевает, отвердевший клей может выбрасываться прежде, чем образует большой бугор. Соответственно, можно предотвратить блокировку подачи клея или предотвратить выброс остатков на бумажную основу панели.
[0042] По вышеизложенным причинам, предпочтительно, чтобы внутренние периферийные поверхности труб, например, первой трубы 251 и третьей трубы 253, которые контактируют с клеем и соединяют детали, были выполнены из силиконовой смолы. Более предпочтительно, трубы представляют собой шланги, выполненные из силиконовой смолы.
(2-3) Насосная секция
Насосные секции 24A и 24B могут располагаться на путях подачи клея между секцией 22 бака и портами 23A и 23B подачи. Насосные секции 24A и 24B можно обеспечить для портов 23A и 23B подачи, соответственно. Как показано на фиг. 2, если обеспечены две насосные секции 24A и 24B и два порта 23A и 23B подачи, насосные секции 24A и 24B могут быть установлены параллельно на путях подачи клея между секцией 22 бака и портами 23A и 23B подачи.
[0043] В случае устройства 20 подачи клея, представленного на фиг. 2, пути подачи клея между секцией 22 бака и портами 23A и 23B подачи образованы первой трубой 251 и вторыми трубами 252A и 252B.
[0044] Насосы прямого вытеснения могут использоваться в качестве насосных секций 24A и 24B.
[0045] Насосы прямого вытеснения представляют собой насосы, которые изменяют объем текучего вещества, например, клея в фиксированном объеме пространства за счет возвратно-поступательного движения или вращательного движения, сообщают энергия текучему веществу и переносят текучее вещество.
[0046] Насосы прямого вытеснения могут подавать фиксированную величину текучего вещества, например, клея с постоянной скоростью. Насосы прямого вытеснения можно в широком смысле классифицировать на центробежные насосы прямого вытеснения и поршневые насосы прямого вытеснения, и могут точно управлять величиной подачи, управляя условиями вращательного движения или возвратно-поступательного движения.
[0047] Поэтому надлежащее количество клея может стабильно подаваться на бумажную основу панели путем подачи клея из секции 22 бака в порты 23A и 23B подачи насосными секциями, которые являются насосами прямого вытеснения. В результате, бумажные основы панели могут быть стабильно связаны друг с другом, и концам гипсовой панели может быть придана желаемая форма. Кроме того, можно предотвращать нарушение стандартов формы концов гипсовой панели при изготовлении гипсовой панели, таким образом, избегая брака производства. Кроме того, можно избежать ситуацию, в которой клей, просачивающийся из бумажной основы панели, отвердевает и прилипает к формовочной машине. Кроме того, можно избежать формирования зазубрин и пр. на поверхности гипсовой панели вследствие отвердевшего клея. Соответственно, можно повысить выработку гипсовых панелей.
[0048] Согласно традиционному методу, величина подачи клея управляется путем регулировки степени открытия клапанов. В этом случае, если величина подачи клея мала, трудно регулировать степень открытия клапанов для подачи надлежащего объема при стабилизации величины подачи клея. Кроме того, согласно традиционному методу, бугор отвердевшего клея, как описано выше, может застревать в клапане, и в результате, расход часто не стабилизируется. Однако насосы прямого вытеснения позволяют точно управлять величиной подачи даже при низком расходе. Поэтому, в устройстве 20 подачи клея согласно настоящему варианту осуществления, величина подачи может стабилизироваться даже когда количество клея, подаваемого из портов 23A и 23B подачи, мало. Кроме того, даже если бугор отвердевшего клея образуется, как описано выше, величина подачи клея может стабилизироваться по сравнению со случаем, когда величина подачи управляется путем регулировки степени открытия клапанов согласно традиционному методу.
[0049] Насосы прямого вытеснения можно в широком смысле классифицировать на центробежные насосы прямого вытеснения (центробежные насосы) и поршневые насосы прямого вытеснения (поршневые насосы). Центробежные насосы прямого вытеснения среди насосов прямого вытеснения представляют собой насосы, которые всасывают и выбрасывают текучее вещество за счет вращательного движения вращающегося компонента. Примеры центробежных насосов прямого вытеснения включают в себя шестеренчатый насос, лопаточный насос и винтовой насос. Поршневые насосы прямого вытеснения среди насосов прямого вытеснения представляют собой насосы, которые всасывают и выбрасывают текучее вещество за счет возвратно-поступательного движения компонента. Примеры поршневых насосов прямого вытеснения включают в себя поршневой насос, плунжерный насос и диафрагменный насос. Насосы прямого вытеснения, используемые как насосные секции 24A и 24B устройства 20 подачи клея согласно настоящему варианту осуществления, могут быть центробежными насосами прямого вытеснения или поршневыми насосами прямого вытеснения. Предпочтительно использовать центробежные насосы прямого вытеснения. Дело в том, что, хотя вязкость клея может изменяться в зависимости от температуры и т.п., благодаря использованию центробежных насосов прямого вытеснения в качестве насосных секций 24A и 24B, можно конкретно подавлять изменения расхода клея вследствие изменения в вязкости клея. Кроме того, возможен случай, когда клей может отвердевать и может прилипать к внутренним поверхностям насосных секций 24A и 24B, и в результате, могут формироваться остатки. Однако использование центробежных насосов прямого вытеснения позволяет препятствовать формированию таких остатков и обеспечивать стабильную подачу клея.
[0050] кроме того, насосы прямого вытеснения, используемые как насосные секции 24A и 24B более предпочтительно являются винтовыми насосами. Винтовой насос представляет собой тип насоса, который переносит объект с использованием ротора винтвого типа.
[0051] В винтовом насосе ротор винтвого типа вращается в статоре, благодаря чему несколько независимых герметизированных пространств, именуемых полостями образуется в зазорах между ротором и статором. Затем, благодаря вращению ротора в статоре, полости движутся к стороне выброса, создавая большую всасывающую силу, позволяющую переносить клей.
[0052] Согласно такому винтовому насосу, поскольку постоянное транспортное количество может достигаться без пульсации, величиной подачи клея можно особенно точно управлять, и такой винтовой насос более предпочтительно использовать как вышеописанный насос прямого вытеснения.
[0053] Среди винтовых насосов особенно предпочтительно использовать одноосный винтовой насос. В качестве одноосного винтового насоса известен и может предпочтительно использоваться, например, одноосный эксцентрический винтовой насос (насос MONO (зарегистрированный товарный знак), который также может именоваться насосом MOYNO).
[0054] Насосная секция 24A и насосная секция 24B могут быть насосами различных типов. Однако насосная секция 24A и насосная секция 24B предпочтительно являются насосами одного типа, поскольку клей предпочтительно подавать на каждую из концевых областей бумажной основы 21 панели с одинаковой скоростью подачи.
[0055] Насосные секции 24A и 24B могут соединяться с секцией 22 бака первыми трубами 251A и 251B. На фиг. 2, первая труба 251 разветвляется на первые трубы 251A и 251B в своей средней части. Однако соответствующие первые трубы могут быть обеспечены для насосных секций 24A и 24B, и могут быть выполнены с возможностью напрямую соединяться с секцией 22 бака. Заметим, что, согласно примеру, представленному на фиг. 2, параллельное размещение насосной секции 24A и насосной секции 24B означает, что насосная секция 24A располагается на пути, образованном первой трубой 251A и второй трубой 252A, и насосная секция 24B располагается на пути, образованном первой трубой 251B и второй трубой 252B.
[0056] Устройство подачи клея согласно настоящему варианту осуществления может дополнительно включать в себя любые детали.
(2-4) Контроллер
Устройство 20 подачи клея может дополнительно включать в себя контроллер 26.
[0057] Контроллер 26 может управлять работой насосных секций 24A и 24B. В частности, контроллер 26 может управлять скоростью подачи, с которой клей подается из секции 22 бака в порты 23A и 23B подачи насосными секциями 24A и 24B. Заметим, что скорость подачи клея означает величину подачи клея за единицу времени.
[0058] Контроллер 26 может управлять скоростью подачи клея в соответствии со скоростью переноса бумажной основы 21 панели, на которую подается клей. Скорость переноса бумажной основы 21 панели выбирается в соответствии с условиями изготовления гипсовой панели, в которой используется бумажная основа 21 панели, и можно сказать, что скорость переноса является одним из условий изготовления гипсовой панели. Поэтому, контроллер 26 может управлять скоростью подачи, с которой клей подается из секции 22 бака в порты 23A и 23B подачи насосными секциями 24A и 24B, в соответствии с условиями изготовления изготавливаемой гипсовой панели устройством изготовления гипсовой панели и т.п., в котором установлено устройство 20 подачи клея.
[0059] Контроллер 26 управляет скоростью подачи, с которой клей подается из секции 22 бака в порты 23A и 23B подачи насосными секциями 24A и 24B, в соответствии с условиями изготовления изготавливаемой гипсовой панели. Таким образом, клей может подаваться на бумажную основу панели в оптимальных условиях в соответствии с условиями изготовления изготавливаемой гипсовой панели. Кроме того, в случае, когда условия изготовления изготавливаемой гипсовой панели изменяются, скорость подачи клея может переключаться на оптимальную скорость в течение короткого периода времени, по сравнению со случаем, когда количество клея, подаваемого на бумажную основу панели, управляется путем регулировки вручную степени открытия клапанов.
[0060] Поэтому, когда тип и т.п. изготавливаемой гипсовой панели изменяется, время, необходимое для переключения условий изготовления, может уменьшаться. Кроме того, возникает ситуация, в которой изделия, которые не отвечают стандартам, тогда как переключения условий изготовления можно избежать.
[0061] Контроллер 26 может включать в себя CPU, который является арифметическим процессором для осуществления вычислений, необходимых для управления, RAM или ROM, которое является главным запоминающим устройством, вспомогательное запоминающее устройство, интерфейс ввода/вывода и устройство отображения, которое является устройством вывода. CPU, главное запоминающее устройство, вспомогательное запоминающее устройство, интерфейс ввода/вывода и устройство вывода контроллера 26 могут соединяться друг с другом шину. Все вышеописанные устройства контроллера 26 не обязаны быть заключены в одном и том же корпусе. Например, вспомогательное запоминающее устройство и устройство отображения могут быть обеспечены вне корпуса. Вспомогательное запоминающее устройство является запоминающим устройством, например, SSD или HDD.
[0062] Заметим, что CPU расшифровывается как центральный процессор, RAM расшифровывается как оперативная память, и ROM расшифровывается как постоянная память. Кроме того, SSD расшифровывается как твердотельный диск, и HDD расшифровывается как жесткий диск.
[0063] Примеры интерфейса ввода/вывода включают в себя проводной и беспроводной интерфейсы для обмена данными, например, объемами управления и статусов операции между насосными секциями 24A и 24B. Интерфейс ввода/вывода может быть выполнен с возможностью обмена данными с секцией 22 бака по мере необходимости, для получения данных, например, оставшегося количества клея и температуры в секции 22 бака. В этом случае, контроллер 26 также может использовать такие данные из секции 22 бака при определении условий управления.
[0064] Примеры интерфейса ввода/вывода также включают в себя пользовательские интерфейсы, например, сенсорную панель, клавиатуру и операционные кнопки для выбора условий управления.
[0065] Контроллер 26 может состоять из персонального компьютера (PC) и т.п. Поэтому, в устройстве обработки информации, например, персональном компьютере, вышеописанные устройства контроллера 26 могут осуществляться совместно с программным обеспечением и аппаратным обеспечением путем выполнения программы, заранее сохраненной в CPU.
[0066] В примере, представленном на фиг. 2, насосные секции 24A и 24B управляются одним контроллером 26; однако конфигурация не ограничивается этим, и соответствующие контроллеры могут быть обеспечены для насосных секций 24A и 24B. Если обеспечено множество контроллеров, контроллеры могут быть выполнены с возможностью обмена друг с другом данными управления, по мере необходимости.
[0067] Если насосные секции 24A и 24B являются центробежными насосами прямого вытеснения среди насосов прямого вытеснения, контроллер 26 может управлять скоростью вращения насосов. Благодаря использованию центробежных насосов прямого вытеснения в качестве насосных секций 24A и 24B и управлению скоростью вращения насосов, скоростью подачи клея, подаваемого от насосных секций 24A и 24B на бумажную основу 21 панели через порты 23A и 23B подачи легко регулировать до желаемого значения.
(2-5) Хранилище
Устройство 20 подачи клея может включать в себя хранилище 27.
[0068] В хранилище 27 могут храниться условия подачи клея. В частности, в хранилище 27 могут храниться условия подачи клея, соответствующие множеству условий изготовления гипсовых панелей. В этом случае, контроллер 26 может выбирать и получать условия подачи клея, хранящиеся в хранилище 27, и управлять скоростью подачи, с которой клей подается из секции 22 бака в порты 23A и 23B подачи насосными секциями 24A и 24B, в соответствии с условиями изготовления изготавливаемой гипсовой панели.
[0069] Рецепты условий подачи клея, соответствующие множеству условий изготовления гипсовых панелей, заранее создаются и сохраняются в хранилище 27. Благодаря управлению скоростью подачи клея в соответствии с таким рецептом и условиями изготовления гипсовой панели, подлежащей изготовлению, на бумажную основу панели может подаваться оптимальное количество клея. Кроме того, в отличие от подхода, в котором величина подачи клея управляется путем регулировки вручную степени открытия клапанов, можно предотвращать изменение условий управления в зависимости от оператора, и гипсовая панель может изготавливаться с особо стабильным качеством.
[0070] Хранилище 27 может состоять из запоминающего устройства, например, SSD или HDD. Если контроллер 26 состоит из персонального компьютера, хранилище 27 может состоять из вспомогательного запоминающего устройства персонального компьютера.
(2-6) Распределяющая деталь
Устройство 20 подачи клея может дополнительно включать в себя распределяющие детали 29A и 29B, выполненные с возможностью распределять клей на бумажной основе 21 панели. Под распределяющими деталями понимают детали, которые позволяют распределять клей, подаваемый на бумажную основу 21 панели, на бумажной основе 21 панели.
[0071] Как показано на фиг. 3, распределяющая деталь 29B может распределять клей 32, подаваемый из порта 23B подачи в концевую область 211B бумажной основы 21 панели, по всей заранее определенной площади концевой области 211B, подавляя изменения толщины. На фиг. 3 изображена только конфигурация на стороне распределяющей детали 29B, но распределяющая деталь 29A может иметь аналогичную конфигурацию.
[0072] Каждая из распределяющих деталей 29A и 29B может быть любой деталью, которая может распределять клей. Например, может использоваться шпатель, валик, щетка и т.п. В частности, предпочтительно использовать шпатель.
[0073] Если в качестве распределяющих деталей 29A и 29B используются шпатели, обе распределяющие детали 29A и 29B могут иметь форму пластины, например, как в случае распределяющей детали 29B, представленном на фиг. 4A. Заметим, что на фиг. 4A распределяющая деталь 29B наблюдается в направлении, указанном стрелкой C на фиг. 3. То же самое применимо к фиг. 4B - 4D, описанным ниже. Если же обе распределяющие детали 29A и 29B имеют простую форму пластины, и расстояние между бумажной основой 21 панели и распределяющими деталями 29A и 29B мало, толщина клея может уменьшаться в областях бумажной основы 21 панели, проходящими под распределяющими деталями 29A и 29B, и может увеличиваться в соседних областях 293 (см. фиг. 2), которые соседствуют с областями, проходящими под распределяющими деталями 29A и 29B.
[0074] Поэтому, если в качестве распределяющих деталей 29A и 29B используются шпатели, каждый из шпателей, которые являются распределяющими деталями, предпочтительно имеет вырез 292A в концевом участке 291, обращенном к бумажной основе панели, как в случае распределяющей детали 29B, представленной на фиг. 4B. За счет обеспечения выреза 292A, толщина клея может увеличиваться в области под вырезом 292A. Это позволяет предотвращать уменьшение толщины клея во всех областях, проходящих под распределяющими деталями 29A и 29B. Это позволяет предотвращать резкое изменение толщины клея в концевых областях 211A и 211B бумажной основы 21 панели. Формы, размеры и количество вырезов 292A не имеют конкретных ограничений, и их можно выбирать в соответствии с толщиной клея, необходимой для концевых областей 211A и 211B, используемым типом клея и пр. Например, вырезы могут иметь одну или более форм, выбранных из многоугольной формы, полукруглой формы, полуэллиптической формы и пр. Как показано на фиг. 4B, вырез 292A может представлять щель прямоугольной формы. Кроме того, вырез 292A может представлять собой вырез 292B полуэллиптической формы, как показано на фиг. 4C, или может представлять собой вырез 292C треугольной формы, как показано на фиг. 4D. Кроме того, формы и размеры вырезов, обеспеченных в одном шпателе, не обязательно одинаковы, и вырезы могут иметь разные формы и размеры. На фиг. 4A - 4D, одна распределяющая деталь 29B изображена в порядке примера, но распределяющая деталь 29A также может иметь аналогичную конфигурацию. Заметим, что конфигурации, например, вырезы, распределяющей детали 29A и распределяющей детали 29B, включенных в устройство 20 подачи клея, могут быть одинаковыми или могут различаться.
[0075] Если распределяющие детали 29A и 29B обеспечены, опорные детали, например, валики 31, предпочтительно обеспечивать на противоположной стороне бумажной основы 21 панели от распределяющих деталей 29A и 29B, как показано на фиг. 3.
[0076] За счет обеспечения валиков 31 могут поддерживаться нагрузки распределяющих деталей 29A и 29B и бумажной основы 21 панели. Заметим, что распределяющие детали 29A и 29B поддерживаются валиками 31 через бумажная основа 21 панели.
[0077] Поэтому, за счет обеспечения валиков 31, можно предотвращать утечку силы, развиваемой распределяющими деталями 29A и 29B, когда клей прижимается к бумажной основе 21 панели и распределяется распределяющими деталями 29A и 29B. Кроме того, за счет обеспечения валиков 31, можно предотвращать повреждение бумажной основы 21 панели и т.п., когда клей прижимается к бумажной основе 21 панели и распределяется распределяющими деталями 29A и 29B.
Устройство изготовления гипсовой панели
Далее будет описана иллюстративная конфигурация устройства изготовления гипсовой панели согласно настоящему варианту осуществления.
[0078] Устройство изготовления гипсовой панели согласно настоящему варианту осуществления может включать в себя вышеописанное устройство подачи клея для гипсовой панели.
[0079] Устройство изготовления гипсовой панели согласно настоящему варианту осуществления может включать в себя различные блоки, необходимые для производства гипсовой панели, помимо вышеописанного устройства подачи клея.
[0080] Иллюстративная конфигурация устройства 50 изготовления гипсовой панели будет описана со ссылкой на фиг. 5. Помимо вышеописанного устройства 20 подачи клея, устройство 50 изготовления гипсовой панели включает в себя смеситель 52, то есть блок смешивания, выполненный с возможностью смешивания исходных материалов, и формовочную машину 58, выполненную с возможностью формовки гипсовой массы, подготовленной смесителем 52. Иллюстративная конфигурация устройства изготовления гипсовой панели будет подробно описана ниже.
(1) Смеситель
Смеситель 52 может располагаться в заранее определенной позиции относительно линий переноса первой бумажной основы 511 панели, второй бумажной основы 512 панели и пр. Например, смеситель 52 может располагаться над или рядом с линией переноса. В единственном смесителе 52 гипсовая масса может подготавливаться путем перемешивания кальцинированного гипса, воды и, в ряде случаев, различных добавок, которые являются исходными материалами гипсовой массы.
[0081] Кальцинированный гипс также именуется полугидратом сульфата кальция и является неорганическим составом, обладающим гидравлическим свойством. В качестве кальцинированного гипса может использоваться только β-кальцинированный гипс или α-кальцинированный гипс, или может использоваться смесь β-кальцинированного гипса и α-кальцинированного гипса. β-кальцинированный гипс получается кальцинированием один из или смеси природного гипса, гипса как побочного продукта, гипса из печного газа и рециркулируемого гипса, например, отработавшей гипсовой панели в атмосфере. α-кальцинированный гипс получается кальцинированием один из или смеси природного гипса, гипса как побочного продукта, гипса из печного газа и рециркулируемого гипса, например, отработавшей гипсовой панели в воде (в том числе в паре.
[0082] При изготовлении гипсовой панели, кальцинированный гипс, используемый в качестве исходного материала, предпочтительно включает в себя β-кальцинированный гипс, и более предпочтительно, главным компонентом кальцинированного гипса, используемого в качестве исходного материала, является β-кальцинированный гипс. Используемое здесь выражение “главным компонентом кальцинированного гипса, используемого в качестве исходного материала, является β-кальцинированный гипс” означает, что массовый процент β-кальцинированного гипса в кальцинированном гипсе больше 50%. При изготовлении гипсового строительного материала, кальцинированный гипс, используемый в качестве исходного материала, может состоять только из β-кальцинированного гипса. При изготовлении гипсовой панели, кальцинированный гипс, используемый в качестве исходного материала, может состоять только из β-кальцинированного гипса.
[0083] Для производства α-кальцинированного гипса, необходимо кальцинировать под давлением дигидратный гипс, например, природный гипс в воде или паре с использованием автоклава. Напротив, β-кальцинированный гипс может изготавливаться путем кальцинирования дигидратного гипса, например, природного гипса под нормальное давление в атмосфере. Таким образом, β-кальцинированный гипс можно вырабатывать с более высокой производительностью по сравнению с α-кальцинированным гипсом.
[0084] В качестве добавок можно использовать, например, один или более из следующих: усилителей адгезии, например, крахмала и поливинилового спирта для повышения адгезии между телом из отвердевшего гипса (отвердевшей гипсовой массой) и бумажными основами панели; неорганических волокон, например, стеклянных волокон; легкого заполнителя; тугоплавких материалов, например, вермикулита; замедлители схватывания; ускорители схватывания; пластификаторы; вспенивателей, например, алкилсульфата натрия, алкилэфирсульфата, алкилбензолсульфоната натрия и полиоксиэтиленового алкилсульфата; регуляторов размера пены, например, поверхностно-активного вещества на основе сульфосукцината; водоотталкивающего вещества, например, силикона и парафина; органической карбоновой кислоты; и органического карбоксилата.
[0085] Заметим, что кальцинированный гипс и некоторые добавки, например, твердые добавки, можно смешивать и взбалтывать заранее, и полученный гипсовый состав, который является смесью, может поступать в смеситель 52.
[0086] Кроме того, пена может добавляться из одного или более из портов 521, 522 и 523 раздачи гипсовой массы, и гипсовую массу любой плотности можно получать путем регулировки количества добавленной пены. Например, первая гипсовая масса 53 высокой плотности может подготавливаться без добавления пены или путем добавления малого количества пены из каждого из портов 521 и 522 раздачи. Кроме того, вторая гипсовая масса 54 низкой плотности может подготавливаться путем добавления, из порта 523 раздачи, пены в количестве, превышающем количество добавленной пены, в первую гипсовую массу 53.
[0087] Затем полученная первая гипсовая масса 53 подается через трубы 551 и 552 доставки на первую бумажную основу 511 панели и вторую бумажную основу 512 панели в позициях, расположенных над валиковыми красильными станками 56 в направлении переноса бумажной основы панели.
[0088] Первая гипсовая масса 53 высокой плотности, подаваемая на первую бумажную основу 511 панели и вторую бумажную основу 512 панели, достигает секций распределения валиковых красильных станков 56 и распределяется на секциях распределения. Каждый из валиковых красильных станков 56 может включать в себя красильный валик 561, приемный валик 562 и валик 563 удаления остатка. Когда первая бумажная основа 511 панели или вторая бумажная основа 512 панели проходит между красильным валиком 561 и приемным валиком 562, первая гипсовая масса 53 может распределяться на первой бумажной основе 511 панели или второй бумажной основе 512 панели.
[0089] Таким образом, на первой бумажной основе 511 панели формируется тонкий слой первой гипсовой массы 53. Затем, первая бумажная основа 511 панели складывается, таким образом, что ее боковые края проходят вверх и затем проходят внутрь. На второй бумажной основе 512 панели также формируется тонкий слой первой гипсовой массы 53. Однако, в отличие от первой бумажной основы 511 панели, вторая бумажная основа 512 панели не складывается. Заметим, что настоящее изобретение не ограничивается конфигурацией, в которой первая гипсовая масса 53 наносится на первую бумажную основу 511 панели и вторую бумажную основу 512 панели. Например, первая гипсовая масса 53 может наноситься либо на первую бумажную основу 511 панели, либо на вторую бумажную основу 512 панели. Кроме того, первая гипсовая масса 53 может располагаться только на боковых концах, которые являются концами первой бумажной основы 511 панели в направлении ширины.
[0090] Первая бумажная основа 511 панели переносится в одном и том же направлении переноса. Направление переноса второй бумажной основы 512 панели изменяется поворотным валиком 57 к линии переноса первой бумажной основы 511 панели.
(2) Устройство подачи клея
Вышеописанное устройство 20 подачи клея может подавать и наносить клей на концевые области второй бумажной основы 512 панели.
[0091] В качестве вышеупомянутого клея предпочтительно использовать жидкий адгезив. Адгезив типа крахмала, адгезив на основе натурального каучукового латекса или синтетический адгезив более предпочтителен, и еще более предпочтителен адгезив водоэмульсионного типа. Используемый здесь термин “жидкий адгезив” означает адгезив, который является жидкостью при рабочей температуре, например, при комнатной температуре (27ºC).
[0092] Позиция, где установлено устройство 20 подачи клея, не имеет конкретных ограничений; однако, например, устройство 20 подачи клея может быть установлен до позиции, где гипсовая масса подается на вторую бумажную основы 512 панели.
[0093] Устройство 20 подачи клея уже описан, и, таким образом, его описание будет опущено. Если устройство подачи клея включает в себя распределяющие детали 29A и 29B, как показано на фиг. 5, вышеописанные валики 31 предпочтительно располагаются для поддержки нагрузок и пр. распределяющих деталей 29A и 29B и бумажной основы 21 панели.
(3) Формовочная машина
Первая бумажная основа 511 панели и вторая бумажная основа 512 панели, переносимые в устройстве 50 изготовления гипсовой панели достигают формовочную машину 58. Вторая гипсовая масса 54 подается между тонкими слоями первой гипсовой массы 53, сформированными на первой бумажной основе 511 панели и второй бумажной основе 512 панели из смесителя 52 по трубопроводу 553. В результате, непрерывное многослойное тело, имеющее слой, образованный первой гипсовой массой 53, слой, образованный второй гипсовой массой 54, и между первой бумажной основой 511 панели и второй бумажной основой 512 панели может формироваться слой, образованный первой гипсовой массой 53.
[0094] Заметим, что настоящее изобретение не ограничивается конфигурацией, в которой используются первая гипсовая масса высокой плотности и вторая гипсовая масса низкой плотности. Например, гипсовая масса с одной конкретной плотностью может изготавливаться и подаваться на бумажную основу панели.
[0095] В частности, например, гипсовая масса с заранее определенной плотностью подается на первую бумажную основу 511 панели, которая непрерывно переносится, для осаждения слоя гипсовой массы на первой бумажной основе 511 панели. Затем концы первой бумажной основы 511 панели в направлении ширины складываются вдоль заранее определенных проведенных линий, чтобы проходить вверх и затем проходить внутрь. В результате, осажденный слой гипсовой массы частично оборачивается первой бумажной основой 511 панели. Затем вторая бумажная основа 512 панели, которая переносится с той же скоростью, наслаивается на осажденном слое гипсовой массы, частично обернутом первой бумажной основой 511 панели. Затем многослойное тело проходит через формовочную машину для определения толщины и ширины гипсовой панели. Таким образом, также может формироваться гипсовая панель. В этом случае, слой гипсовой массы с заранее определенной плотностью формируется между первой бумажной основой панели и второй бумажной основой панели.
[0096] Как описано, формовочная машина 58 устройства 50 изготовления гипсовой панели может осуществлять процесс формовки для формовки гипсовой массы, и таким образом может изготавливать тело 59, сформованное из гипсовой массы.
[0097] Устройство изготовления гипсовой панели согласно настоящему варианту осуществления может дополнительно включать в себя любые детали по мере необходимости.
(4) Сушилка и резак
В устройстве изготовления гипсовой панели согласно настоящему варианту осуществления, сушилка, резак и пр. могут быть обеспечены после формовочной машины 58.
[0098] Сушилка может снижать содержание избыточной воды в теле, сформованном из гипсовой массы.
[0099] По мере необходимости можно обеспечивать один или более резаков. Например, можно обеспечить первый резак (резак грубого резания), который грубо режет изготовленную гипсовую панель для размещения гипсовой панели в сушилке. Кроме того, можно обеспечить второй резак, который режет гипсовую панель согласно размеру законченного изделия.
(5) Устройство контроля
Устройство изготовления гипсовой панели согласно настоящему варианту осуществления может включать в себя различные устройства контроля, например, устройство изготовления гипсовой панели согласно настоящему варианту осуществления может включать в себя устройство 60 контроля нарушения склеивания которое проверяет наличие нарушения склеивания на связанном участке, как описано выше.
[0100] Связанному участку первой бумажной основы панели и второй бумажной основой панели свойственно выступать, если на связанном участке возникает нарушение склеивания. Устройство 60 контроля нарушения склеивания использует это свойство.
[0101] В частности, как показано на фиг. 6, устройство 60 контроля нарушения склеивания включает в себя светоизлучающий блок 61, который излучает лазерный свет 611 в направлении ширины тела 59, сформованного из гипсовой массы; светоприемный блок 62, который принимает свет от вышеупомянутого светоизлучающего блока 61; и блок 63 определения. Светоизлучающий блок 61 располагается напротив первого конца 591, то есть одного конца тела 59, сформованного из гипсовой массы, в направлении ширины. Светоприемный блок 62 располагается напротив второго конца 592, то есть другого конца, противоположного первому концу 591 тела 59, сформованного из гипсовой массы, в направлении ширины.
[0102] Часть лазерного света 611, излучаемого из светоизлучающего блока 61, а именно свет 611A, блокируется телом 59, сформованным из гипсовой массы, и не достигает светоприемного блока 62. Оставшаяся часть лазерного света 611, излучаемого из светоизлучающего блока 61, а именно свет 611B, достигает светоприемного блока 62 и регистрируется.
[0103] Затем блок 63 определения может определять, присутствует ли нарушение склеивания, на основании высоты области, где часть лазерного света 611, излучаемого из светоизлучающего блока 61, блокируется телом 59, сформованным из гипсовой массы, и не принимается светоприемным блоком 62.
[0104] Если блок 63 определения обнаруживает нарушение склеивания, к участку, где обнаружено нарушение склеивания, присоединяется метка и т.п., что позволяет идентифицировать нарушение. Затем, после резки гипсовой панели, например, резаком, изделие, включающее в себя участок, можно ликвидировать как бракованное изделие.
[0105] Кроме того, контроллер 26 (см. фиг. 2) может быть выполнен с возможностью выдавать команду увеличения скорости подачи клея в случае обнаружения нарушения склеивания.
[0106] заметим, что устройство контроля не ограничивается вышеописанным устройством контроля нарушения склеивания. Устройство 50 изготовления гипсовой панели может включать в себя такие устройства контроля, как устройство контроля размера/веса, которое проверяет размер, вес и пр. на предмет соответствия изготовленной гипсовой панели стандартам.
[0107] Устройство изготовления гипсовой панели согласно настоящему варианту осуществления использует вышеописанное устройство подачи клея. Таким образом, надлежащее количество клея может стабильно подаваться на вторую бумажную основу панели. Соответственно, можно избежать нарушения склеивания на связанном участке первой бумажной основы панели и второй бумажной основой панели. В результате, обоим концам гипсовой панели в направлении ширины можно придавать заранее определенную форму, и можно избегать выпуска бракованного изделия, которое не отвечает стандартам.
Способ изготовления гипсовой панели
Способ изготовления гипсовой панели согласно настоящему варианту осуществления может включать в себя процесс подачи клея, состоящий в подаче клея на бумажную основу панели вышеописанным устройством подачи клея для гипсовой панели.
[0108] Способ изготовления гипсовой панели согласно настоящему варианту осуществления может включать в себя следующее процессы, например.
[0109] Процесс приготовления гипсовой массы, состоящий в приготовлении гипсовый массы путем перемешивания кальцинированного гипса, воды и, в ряде случаев, различных добавок, которые являются исходными материалами гипсовой массы.
[0110] Процесс подачи клея, состоящий в подаче клея на бумажную основу панели устройством подачи клея для гипсовой панели.
[0111] Процесс формовки, состоящий в подаче гипсовой массы между двумя бумажными основами панели, и формовке гипсовой массы в форме пластины.
[0112] Процесс отверждения, состоящий в отверждении сформованного тела в форме пластины, полученного в процессе формовки.
[0113] Каждый из процессов будет описан ниже.
Процесс приготовления гипсовой массы
В процессе приготовления гипсовой массы гипсовая масса может подготавливаться путем перемешивания кальцинированного гипса, воды и, в ряде случаев, различных добавок и пены.
[0114] Например, как описано в отношении устройства изготовления гипсовой панели, исходные материалы могут замешиваться смесителем и т.п. для подготовки гипсовой массы. Исходные материалы гипсовой массы уже описаны выше, и их описание будет опущено.
Процесс подачи клея
В процессе подачи клея, устройство подачи клея может подавать и наносить клей на бумажную основу панели, в частности, на концевые области второй бумажной основы панели. Устройство подачи клея и пр. уже описаны выше, и их описание будет опущено.
Процесс формовки
В процессе формовки гипсовая масса, полученная в процессе приготовления гипсовой массы, подается между двумя бумажными основами панели и формуется в форме пластины.
[0115] Например, как описано в отношении устройства изготовления гипсовой панели, в процессе формовки гипсовой массы, первая гипсовая масса 53 высокой плотности и вторая гипсовая масса 54 низкой плотности формируются заранее. Затем, в процессе формовки, непрерывное многослойное тело, имеющее слой первой гипсовой массы 53, слой второй гипсовой массы 54 и слой первой гипсовой массы 53 могут формироваться между первой бумажной основой 511 панели и второй бумажной основой 512 панели. Затем многослойное тело проходит через формовочную машину 58 для определения толщины гипсовой панели и формуется в форме пластины. В результате может формироваться тело, сформованное из гипсовой массы.
[0116] Однако настоящее изобретение не ограничивается вышеописанной конфигурацией. В процессе формовки гипсовая масса нужной плотности может подаваться между бумажными основами панели и может формоваться в форме пластины формовочной машиной.
Процесс отверждения
Процесс отверждения может осуществляться после процесса формовки. Процесс отверждения является процессом отверждения тела, сформованного из гипсовой массы, полученной в процессе формовки.
[0117] В процессе отверждения, игловидные кристаллы дигидратного гипса формируются реакцией гидратации, и в результате, кальцинированный гипс (полугидратный гипс) в гипсовой массе схватывается и отвердевает. Соответственно, в процессе отверждения, кальцинированный гипс и вода, добавляемые в гипсовую массу, реагируют друг с другом в сформованном теле, сформированном в процессе формовки, и происходит реакция гидратации кальцинированного гипса.
[0118] Способ изготовления гипсовой панели может дополнительно включать в себя любые процессы. В частности, способ изготовления гипсовой панели может включать в себя следующее процессы, например.
[0119] Первый процесс резания, состоящий в резании тела, сформованного из гипсовой массы.
Процесс высушивания, состоящий в высушивании разрезанного тела, сформованного из гипсовой массы.
Второй процесс резания, состоящий в резании гипсовой панели.
Процесс контроля, состоящий в контроле наличия нарушения склеивания на связанном участке бумажных основ панели.
[0120] Первый процесс резания
В первом процессе резания, тело, сформованное из гипсовой массы, может резаться. Заметим, что после формирования тела, сформованного из гипсовой массы в процессе формовки, гипсовая масса постепенно отвердевает. Поэтому первый процесс резания может осуществляться, например, во время осуществления процесса отверждения или по завершении процесса отверждения. Первый процесс резания предпочтительно осуществляется после того, как процесс отверждения доходит до такой степени, что тело, сформованное из гипсовой массы, может резаться.
[0121] Первый процесс резания также может именоваться грубым процессом резания, в котором тело, сформованное из гипсовой массы, режется до желаемого размера согласно, например, размеру сушилки, используемой в процессе высушивания, как будет описано ниже.
Процесс высушивания
В процессе высушивания, избыточная вода, содержащаяся в теле, сформованном из гипсовой массы, может выпариваться. Заметим, что процесс высушивания может осуществляться путем подвергания тела, сформованного из гипсовой массы, процессу отверждения. Процесс высушивания может осуществляться с использованием сушилки, чтобы принудительно высушивать сформованное тело.
[0122] Способ принудительного высушивания сформованного тела сушилкой не имеет конкретных ограничений. Например, сушилку можно обеспечить на пути переноса сформованного тела, и сформованное тело может проходить через сушилку для непрерывного высушивания. Альтернативно, сформованное тело может помещаться в сушилку, и сформованное тело может высушиваться для каждой партии.
Второй процесс резания
Может быть дополнительно включен, например, второй процесс резания для резания гипсовой панели.
[0123] Второй процесс резания может осуществляться, например, после процесса высушивания. Во втором процессе резания, гипсовая панель может резаться до желаемого размера изделия.
Процесс контроля
В процессе контроля можно контролировать наличие или отсутствие нарушения склеивания на связанном участке бумажных основ панели.
[0124] В частности, вышеописанное устройство контроля нарушения склеивания может контролировать наличие нарушения склеивания на связанном участке. Если регистрируется нарушение склеивания, к участку, где обнаружено нарушение склеивания, присоединяется метка и т.п., что позволяет идентифицировать нарушение. Затем, после того, как гипсовая панель режется во втором процессе резания, изделие, включающее в себя участок, можно ликвидировать как бракованное изделие.
[0125] Кроме того, контроллер 26 может быть выполнен с возможностью выдавать команду увеличения скорости подачи клея в случае обнаружения нарушения склеивания.
[0126] Процесс контроля не ограничивается процессом контроля нарушения склеивания. В процессе контроля также может контролироваться, отвечают ли стандартам размер, вес и пр. изготовленной гипсовой панели.
[0127] Временной режим процесса контроля не имеет конкретных ограничений и может быть выбран на основании деталей контроля и пр.
[0128] Согласно способу изготовления гипсовой панели настоящего варианта осуществления, вышеописанное устройство подачи клея используется в процессе подачи клея. Таким образом, надлежащее количество клея может стабильно подаваться на вторую бумажную основу панели. Соответственно, можно избежать нарушения склеивания на связанном участке первой бумажной основы панели и второй бумажной основой панели. В результате, концам гипсовой панели в направлении ширины можно придавать заранее определенную форму, таким образом, можно избегать выпуска бракованного изделия, которое не отвечает стандартам.
примеры
[0129] Хотя примеры будут подробно описаны ниже, настоящее изобретение не ограничивается этими примерами.
Пример 1
Гипсовая панель была изготовлена с использованием устройства 50 изготовления гипсовой панели, представленного на фиг. 5.
[0130] Как показано на фиг. 5, устройство 50 изготовления гипсовой панели включает в себя смеситель 52, который является блоком смешивания, выполненным с возможностью смешивания исходных материалов, и формовочную машину 58, выполненную с возможностью формовки гипсовой массы, подготовленной смесителем 52. Устройство 20 подачи клея располагается на пути переноса второй бумажной основы 512 панели. В частности, устройство 20 подачи клея располагается на вышерасположенной стороне в направлении переноса второй бумажной основы 512 панели относительно позиции, где первая гипсовая масса 53 подается на вторую бумажную основу 512 панели. Устройство 60 контроля нарушения склеивания располагается на нижерасположенной стороне пути переноса тела 59, сформованного из гипсовой массы относительно формовочной машины 58.
[0131] Как показано на фиг. 2, устройство 20 подачи клея включает в себя секцию 22 бака, выполненную с возможностью хранения клея; два порта 23A и 23B подачи, расположенные вблизи концов второй бумажной основы панели для гипсовой панели и выполненные с возможностью подачи клея; и две насосные секции 24A и 24B, расположенные между секцией 22 бака и соответствующими портами 23A и 23B подачи. Центробежные насосы прямого вытеснения использовались как насосные секции 24A и 24B.
[0132] Устройство 20 подачи клея дополнительно включает в себя контроллер 26 и хранилище 27. Контроллер 26 выбирает условия подачи клея, хранящегося в хранилище 27 в соответствии с условиями изготовления изготавливаемой гипсовой панели устройством 50 изготовления гипсовой панели, и управляет скоростью вращения центробежных насосов прямого вытеснения на основании выбранных условий подачи клея. Контроллер 26 управляет скоростью подачи, с которой клей подается из секции 22 бака в порты 23A и 23B подачи насосными секциями 24A и 24B.
[0133] Кроме того, как показано на фиг. 2 и 3, шпатели, выступающие в роли распределяющих деталей 29A и 29B, располагаются вблизи портов подачи 23A и 23A и выполнены с возможностью распределять подаваемый клей в концевых областях второй бумажной основы панели. Как показано на фиг. 3, валики 31, выступающие в роли опорных деталей, располагаются на противоположной стороне бумажной основы 21 панели от распределяющих деталей 29A и 29B. Как показано на фиг. 4B, шпатели, выступающие в роли распределяющих деталей, снабжены множеством вырезов 292A прямоугольной формы на их концевых участках 291, обращенных к бумажной основе панели.
[0134] Шланги, выполненные из силиконовой смолы, используются как вторые трубы 252A и 252B.
[0135] Гипсовая панель была изготовлена устройством изготовления гипсовой панели, имеющим вышеописанную конфигурацию. Затем отношение периода времени, в течение которого нарушения склеивания были обнаружены устройством 60 контроля нарушения склеивания, к периоду времени от момента, когда изготовленная гипсовая панель достигала устройства 60 контроля нарушения склеивания, до момента, когда изготовленная гипсовая панель закончила проходить через устройство 60 контроля нарушения склеивания, вычисляется как коэффициент обнаружения нарушения. Коэффициент обнаружения нарушения составил 0,0005%.
Сравнительный пример 1
Использовали устройство, конфигурация которого аналогична конфигурации примера 1, за исключением того, что устройство 20 подачи клея не включает в себя контроллер 26 и хранилище 27, вместо насосных секций 24A и 24B использовались клапаны, и степень открытия клапанов регулировалась вручную.
[0136] Гипсовая панель была изготовлена устройством изготовления гипсовой панели, конфигурация которого аналогична конфигурации примера 1, за исключением вышеописанных пунктов. Затем отношение периода времени, в течение которого нарушения склеивания были обнаружены устройством 60 контроля нарушения склеивания, к периоду времени от момента, когда изготовленная гипсовая панель достигала устройства 60 контроля нарушения склеивания, до момента, когда изготовленная гипсовая панель закончила проходить через устройство 60 контроля нарушения склеивания вычисляется как коэффициент обнаружения нарушения. Коэффициент обнаружения нарушения составил 0,05%.
[0137] Хотя выше были описаны устройство подачи клея для гипсовой панели, устройство изготовления гипсовой панели и способ изготовления гипсовой панели согласно варианту осуществления и пр., настоящее изобретение не ограничивается вышеописанным вариантом осуществления и пр., и изменения и модификации могут осуществляться без отклонения от объема настоящего изобретения, заданного в формуле изобретения.
[0138] Данная заявка базируется на и испрашивает приоритет японской патентной заявки № 2021-010483, поданной 26 января 2021 г., содержание которой в полном объеме включено в данное описание в порядке ссылки.
Описание ссылочных позиций
[0139] 11, 12, 13 гипсовая панель
110, 120, 130 гипсовый сердечник
111, 121, 131, 511 первая бумажная основа панели
112, 122, 132, 512 вторая бумажная основа панели
113, 123, 133 связанный участок
11A, 12A, 13A конец
α краевой угол
111A, 111B, 121A - 121C, 131A - 131C угол
20 устройство подачи клея для гипсовой панели
21 бумажная основа панели
21A, 21B конец
211A, 211B концевая область
22 секция бака
23A, 23B порт подачи
24A, 24B насосная секция
251, 251A, 251B первая труба
252A, 252B вторая труба
253 третья труба
26 контроллер
27 хранилище
28 главный секция бака
29A, 29B распределяющая деталь
291 концевой участок
292A - 292C вырез
293 соседний область
31 валик
32 клей
50 устройство изготовления гипсовой панели
52 смеситель
521, 522, 523 порт раздачи
53 первая гипсовая масса
54 вторая гипсовая масса
551, 552 доставка труба
553 трубопровод
56 валиковый красильный станок
561 красильный валик
562 приемный валик
563 валик удаления остатка
57 поворотный валик
58 формовочная машина
59 тело, сформованное из гипсовой массы
591 первый конец
592 второй конец
60 устройство контроля нарушения склеивания
61 светоизлучающий блок
611 лазерный свет
611A часть света
611B оставшийся свет
62 светоприемный блок
63 блок определения.




Группа изобретений относится к устройству подачи клея для гипсовой панели, устройству для изготовления гипсовой панели и способу изготовления гипсовой панели. Устройство изготовления гипсовой панели содержит смеситель, устройство подачи клея для гипсовой панели, формовочную машину, сушилку и резак. При этом смеситель представляет собой блок смешивания, выполненный с возможностью смешивания исходных материалов. Формовочная машина выполнена с возможностью формовки гипсовой массы, подготовленной указанным смесителем. Сушилка и резак расположены после указанной формовочной машины. Устройство подачи клея для гипсовой панели содержит секцию бака, порт подачи и насосную секцию. Секция бака выполнена с возможностью хранения клея. Порт подачи расположен вблизи конца бумажной основы панели для гипсовой панели и выполнен с возможностью подачи клея. Насосная секция расположена на пути подачи клея между секцией бака и портом подачи. При этом насосная секция является насосом прямого вытеснения. Способ включает приготовление гипсовый массы путем перемешивания кальцинированного гипса, воды и добавок, подачу клея из устройства подачи клея. Осуществляют подачу гипсовой массы между двумя бумажными основами панели и формование гипсовой массы в форме пластины. Техническим результатом является повышение эффективности и стабильности подачи клея. 3 н. и 7 з.п. ф-лы, 6 ил.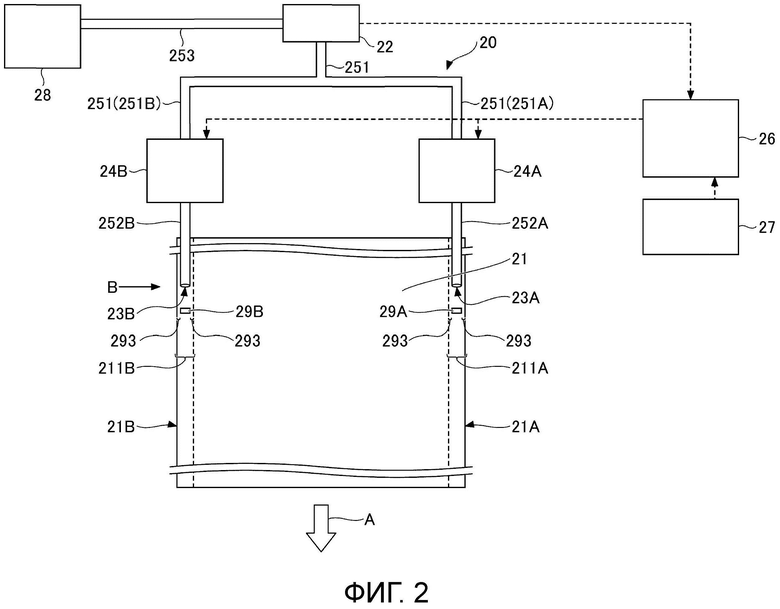
1. Устройство подачи клея для гипсовой панели для нанесения клея на бумажную основу панели для гипсовой панели, причем устройство подачи клея содержит:
секцию бака, выполненную с возможностью хранения клея;
порт подачи, расположенный вблизи конца бумажной основы панели для гипсовой панели и выполненный с возможностью подачи клея; и
насосную секцию, расположенную на пути подачи клея между секцией бака и портом подачи,
в котором насосная секция является насосом прямого вытеснения.
2. Устройство подачи клея для гипсовой панели по п. 1, в котором порт подачи включает в себя порты подачи, расположенные вблизи соответствующих концов бумажной основы панели для гипсовой панели, и
насосная секция включает в себя насосные секции, установленные параллельно путях подачи клея между секцией бака и соответствующими портами подачи.
3. Устройство подачи клея для гипсовой панели по п. 1 или 2, дополнительно содержащее:
контроллер, выполненный с возможностью управления скоростью подачи, с которой клей подается из секции бака в порт подачи насосной секцией, в соответствии с условием изготовления изготавливаемой гипсовой панели.
4. Устройство подачи клея для гипсовой панели по п. 3, дополнительно содержащее:
хранилище, выполненное с возможностью хранения условия подачи клея,
в котором контроллер выполнен с возможностью выбора условия подачи клея, хранящегося в хранилище и управления скоростью подачи, с которой клей подается из секции бака в порт подачи насосной секцией, в соответствии с условием изготовления изготавливаемой гипсовой панели.
5. Устройство подачи клея для гипсовой панели по п. 3 или 4, в котором насосная секция является центробежным насосом прямого вытеснения, и контроллер выполнен с возможностью управления скоростью вращения насосной секции.
6. Устройство подачи клея для гипсовой панели по любому одному из пп. 1-5, дополнительно содержащее:
распределяющую деталь, выполненную с возможностью распределения клея на бумажной основе панели.
7. Устройство подачи клея для гипсовой панели по п. 6, в котором распределяющей деталью является шпатель, и
шпатель имеет вырез в своем концевом участке, обращенном к бумажной основе панели.
8. Устройство подачи клея для гипсовой панели по любому одному из пп. 1-7, в котором насосная секция и порт подачи соединены трубой, и
по меньшей мере внутренняя периферийная поверхность трубы выполнена из силиконовой смолы.
9. Устройство изготовления гипсовой панели, содержащее:
смеситель, представляющий собой блок смешивания, выполненный с возможностью смешивания исходных материалов;
устройство подачи клея для гипсовой панели по любому одному из пп. 1-8;
формовочную машину, выполненную с возможностью формовки гипсовой массы, подготовленной указанным смесителем; и дополнительно
сушилку;
резак, расположенные после указанной формовочной машины.
10. Способ изготовления гипсовой панели, содержащий:
приготовление гипсовой массы путем перемешивания кальцинированного гипса, воды и, в ряде случаев, различных добавок, которые являются исходными материалами гипсовой массы;
подачу клея из устройства подачи клея для гипсовой панели по любому одному из пп. 1-8;
подачу гипсовой массы между двумя бумажными основами панели, и формование гипсовой массы в форме пластины;
отверждение тела, сформованного из гипсовой массы в форме пластины; и
дополнительные процессы, такие как разрезание тела, сформованного из гипсовой массы, высушивание разрезанного тела, сформованного из гипсовой массы, второе разрезание гипсовой панели.
| WO 2020125914 A1, 25.06.2020; | |||
| Линия для изготовления звукопоглощающих гипсовых плит | 1988 |
|
SU1570912A1 |
| JP 6817478 B1, 20.01.2021 | |||
| JP 2016142132 A, 08.08.2016 | |||
| US 20180345534 A1, 06.12.2018 | |||
| JP 6817482 B1, 20.01.2021. | |||

