Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу и устройства для изготовления гипсовых панелей.
Уровень техники
[0002] Гипсовые панели, представляющие собой листовые изделия, в которых верхняя сторона, нижняя сторона, а также левая и правая боковые стороны гипсовой плиты покрыты листами строительной бумаги (картона), широко используют в качестве строительного материала, например, материала потолков, материала стен и материала полов.
[0003] Для изготовления гипсовых панелей используют, например, следующий известный способ. Сначала формируют многослойный материал, причем в промежуток между двумя листами строительной бумаги непрерывно вводят гипсовую пульпу с обеспечением непрерывной подачи двух листов строительной бумаги. В процессе формирования многослойного материала нижний лист строительной бумаги загибают вверх по линиям, нанесенным вдоль краевых участков с обеих его сторон. Таким образом, верхняя поверхность слоя гипсовой пульпы покрыта верхним листом строительной бумаги, а нижняя поверхность и левая и правая боковые поверхности слоя гипсовой пульпы покрыты нижним листом строительной бумаги. Сформированный таким образом многослойный материал пропускают между верхней и нижней формовочными плитами, получая при этом формованный объект, толщина которого зависит от величины зазора, предусмотренного между плитами. Готовую гипсовую плиту получают путем сушки такого формованного объекта.
[0004] Однако такой способ изготовления имеет недостаток, связанный с тем, что, например, в случае загрязнения гипсовой пульпы посторонними объектами (например, комками гипса) такие посторонние объекты могут быть зажаты между верхней и нижней формовочными плитами, что может привести к прорезанию строительной бумаги такими посторонними объектами. Возникающая проблема связана с тем, что крупные посторонние объекты, размеры которых превышают величину зазора между верхней и нижней формовочными плитами, застревают между верхней и нижней формовочными плитами при вводе в такой зазор гипсовой пульпы, содержащей эти посторонние объекты, что препятствует продвижению листов строительной бумаги на участках, содержащих застрявшие посторонние объекты, в то время как на других участках продвижение листов строительной бумаги продолжается. При продолжении изготовления в ситуации, когда застрявшие посторонние объекты по-прежнему остаются на месте, они продолжают прорезать непрерывно подаваемые листы строительной бумаги, что приводит к продолжению изготовления дефектных гипсовых панелей. Кроме того, это приводит впоследствии к полному разрыву листа строительной бумаги, в результате чего не может быть продолжена не только подача листа строительной бумаги, но и производство гипсовых панелей. В таком случае для возобновления изготовления необходимо проведение сложной операции по немедленному удалению посторонних объектов с последующим повторным вводом листов строительной бумаги между верхней и нижней формовочными плитами и подачей гипсовой пульпы в промежуток, образованный между верхним и нижним листами строительной бумаги.
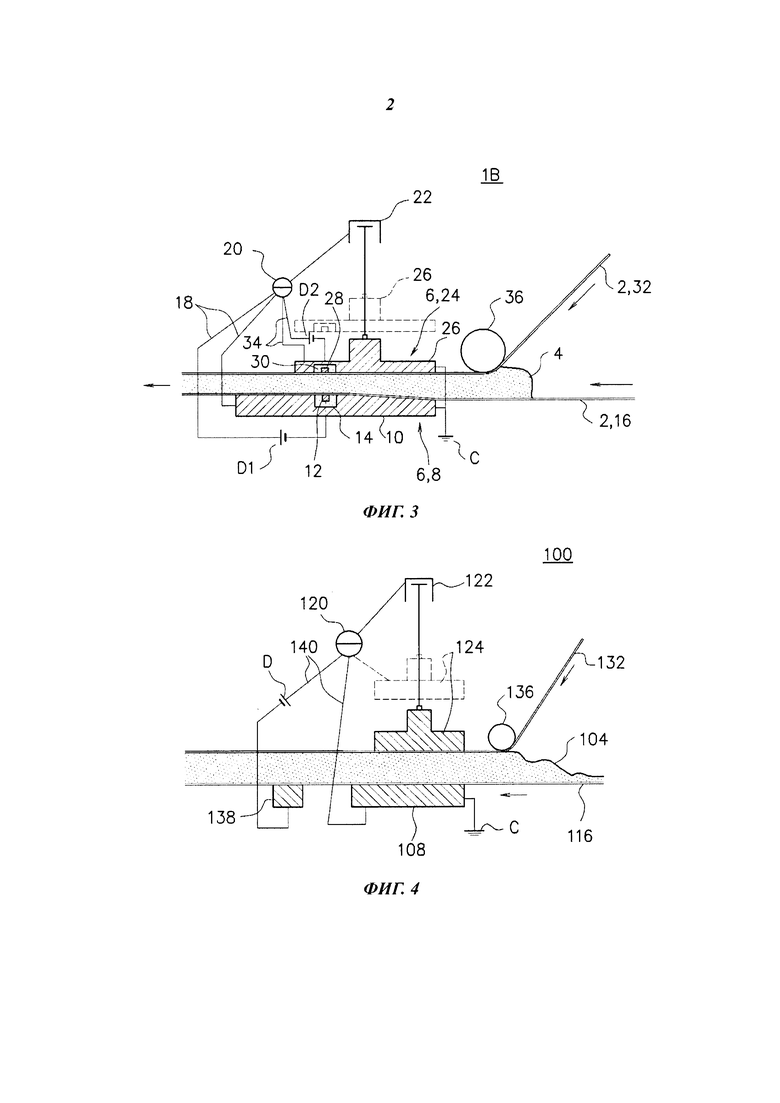
[0005] Для решения вышеописанных проблем автором настоящей заявки было предложено устройство для изготовления гипсовых панелей, конструкция которого предусматривает возможность расширения зазора между верхней и нижней формовочными плитами в случае обнаружения разреза листа строительной бумаги (Патентный документ 1). Такое устройство, например, устройство 100 для изготовления гипсовых панелей, представленное на фиг. 4, содержит вал 136, верхнюю формовочную плиту 124, нижнюю формовочную плиту 108, электрод (нижний внешний электрод 138), расположенный после нижней формовочной плиты 108 по направлению движения и отделенный от нижней формовочной плиты 108, детектор 120 электрического тока и пневматический цилиндр 122. Также предусмотрен электрический контур 140, образованный электрическим соединением между нижним внешним электродом 138 и нижней формовочной плитой 108, причем детектор 120 электрического тока и источник D питания электрически соединены с контуром 140.
[0006] Устройство 100 для изготовления гипсовых панелей обеспечивает возможность обнаружения прорезов в листах строительной бумаги благодаря тому обстоятельству, что лист строительной бумаги представляет собой изолятор, а гипсовая пульпа обладает хорошей электропроводностью. Это означает, что в устройстве 100 для изготовления гипсовых панелей в случае прорезания нижнего листа 116 строительной бумаги, представляющего собой изолятор, гипсовая пульпа, обладающая хорошей электропроводностью, приходит в контакт с нижней формовочной плитой 108 и с нижним внешним электродом 138, в результате чего в контуре 140 появляется электрический ток, что и обеспечивает возможность обнаружения детектором 120 электрического тока прорезания нижнего листа 116 строительной бумаги. Затем пневматический цилиндр 122 поднимает верхнюю формовочную плиту 124 в соответствии с сигналом, поступающим от детектора 120 электрического тока, тем самым расширяя зазор между верхней формовочной плитой 124 и нижней формовочной плитой 108. Таким образом, посторонние объекты, застрявшие между верхней формовочной плитой 124 и нижней формовочной плитой 108, проходят между формовочными плитами. Впоследствии, после возвращения верхней формовочной плиты 124 в исходное положение, изготовление может быть возобновлено. В соответствии с данным устройством для изготовления гипсовых плит обеспечивается возможность непрерывного изготовления гипсовых плит без остановки процесса производства, причем можно предотвратить непрерывное изготовление значительного количества дефектных изделий. Кроме того, помимо обнаружения разрезов листа строительной бумаги, вызванных засорением посторонними объектами, также обеспечена возможность обнаружения дефектов по утечкам гипсовой пульпы, так как такие утечки, также возникающие в случае наличия в листе строительной бумаге исходных дефектов (отверстий), приводят к возникновению в контуре 140 электрического тока.
Перечень использованной литературы
Патентная литература
[0007] Патентный документ 1: Японский патент №3315935
Раскрытие изобретения
Техническая задача
[0008] Однако число случаев, когда разрыв листа строительной бумаги происходит немедленно после застревания посторонних объектов, содержащихся в гипсовой пульпе, между формовочными плитами, что приводит к остановке изготовления гипсовых панелей, возрастает по следующим причинам: (1) скорость изготовления гипсовых панелей возрастает в связи с технологическими нововведениями, произведенными в области изготовления гипсовых панелей в последние годы, что приводит к увеличению натяжения, прилагаемого к листам строительной бумаги; (2) потребность в снижении затрат приводит к уменьшению веса и толщины листов строительной бумаги, что облегчает их прорезание; и т.д.
[0009] Соответственно, существует острая потребность в способе изготовления, который обеспечил бы возможность непрерывного изготовления гипсовых панелей и был пригоден для: высокоскоростного изготовления гипсовых панелей; изготовления с увеличением натяжения листов строительной бумаги; и изготовления с использованием листов строительной бумаги уменьшенного веса и толщины без остановок изготовления.
[0010] Соответственно, задача, на решение которой направлено настоящее изобретение, состоит в устранении недостатков известных технологий и предложении способа и устройства для изготовления гипсовых панелей, обеспечивающих возможность непрерывного изготовления гипсовых панелей, причем такие способ и устройство должны обеспечивать возможность: высокоскоростного изготовления гипсовых панелей; изготовления с увеличением натяжения листов строительной бумаги; и изготовления с использованием листов строительной бумаги уменьшенного веса и толщины без остановок производства.
Решение поставленной задачи
[0011] Авторы настоящего изобретения тщательно изучили вышеописанные проблемы, установили, что недостатки известных технологий могут быть устранены путем внедрения внутрь формовочной плиты электрода для обнаружения разрезов бумаги, который обычно размещали с выходной стороны конца формовочной плиты, и разработали настоящее изобретение.
[0012] Таким образом, в соответствии с настоящим изобретением предлагается способ изготовления гипсовых панелей, включающий в себя этап непрерывного ввода гипсовой пульпы в промежуток между верхним и нижним листами строительной бумаги при одновременной непрерывной подаче верхнего и нижнего листов строительной бумаги для получения многослойного материала и проведения многослойного материала между парой верхней и нижней формовочных плит для получения формованного объекта, толщина которого зависит от ширины зазора между плитами, причем формовочная плита содержит: основной корпус плиты, состоящий из электропроводящего материала, и внедряемый электрод, внедренный в основной корпус плиты, причем внедряемый электрод электрически изолирован от основного корпуса плиты изолятором и внедрен так, что один из его участков выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги, причем путем электрического соединения основного корпуса плиты и внедряемого электрода, внедряемого в основной корпус плиты, образуют электрический контур и обеспечивают подачу напряжения в такой контур, причем в случае возникновения разреза листа строительной бумаги, приводящего основной корпус плиты и внедряемый электрод в контакт с гипсовой пульпой и вызывающего протекание электрического тока в электрическом контуре, ширину зазора между верхней и нижней формовочными плитами увеличивают для устранения причины возникновения проводимости, после чего зазор между верхней и нижней формовочными плитами восстанавливают до исходной ширины.
[0013] В способе изготовления согласно настоящему изобретению внедряемый электрод, предпочтительно, внедряют на участке основного корпуса плиты, расположенном по направлению движения после нижеописанного местоположения начала формовки.
Местоположение начала формовки
Одно из нижеуказанных положений (1) и (2), находящееся на наибольшем удалении по направлению движения:
(1) местоположение входного конца какой-либо плиты из пары из верхней и нижней формовочных плит; и
(2) местоположение выходного конца сужающегося участка в варианте осуществления, в котором на по меньшей мере одной плите из пары из верхней и нижней формовочных плит предусмотрен сужающийся участок, причем толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочных плит, причем ширина зазора между двумя формовочными плитами на сужающемся участке возрастает по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка.
[0014] Кроме того, в соответствии со способом изготовления согласно настоящему изобретению: внедряемый электрод, предпочтительно, внедрен на участке основного корпуса плиты, проходящем от местоположения начала формовки до местоположения, удаленного по направлению движения на 50 мм от местоположения начала формовки; в качестве изолятора, предпочтительно, используют по меньшей мере один материал из группы, состоящей из материала из многослойных пластин на тканевой основе с пропиткой фенольными смолами, материала из многослойных пластин на бумажной основе с пропиткой фенольными смолами, стекловолоконной ткани с пропиткой из эпоксидной смолы, и бумаги с пропиткой из эпоксидной смолы; а в качестве электропроводящего материала, предпочтительно, используют по меньшей мере один материал из группы, состоящей из железных материалов, материалов из нержавеющей стали, алюминиевых материалов, или материал, полученный с использованием в нем твердого хромирующего покрытия.
[0015] Кроме того, в соответствии с настоящим изобретением предлагается устройство для изготовления гипсовых панелей, содержащее пару верхней и нижней формовочных плит для формования многослойного материала, полученного путем ввода гипсовой пульпы в промежуток между верхним и нижним листами строительной бумаги, причем толщина многослойного материала зависит от ширины зазора между плитами, причем по меньшей мере одна из пары верхней и нижней формовочных плит содержит: основной корпус плиты, состоящий из электропроводящего материала, и внедряемый электрод, внедренный в основной корпус плиты, причем внедряемый электрод электрически изолирован от основного корпуса плиты изолятором и внедрен так, что один из его участков выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги, причем за счет электрического соединения основного корпуса плиты и внедряемого электрода, внедренного в основной корпус плиты, образован электрический контур, при этом устройство дополнительно содержит: детектор электрического тока, электрически соединенный с электрическим контуром; и приводной механизм, перемещающий по меньшей мере одну из формовочных плит вверх и вниз в соответствии с электрическим сигналом, поступающим от детектора электрического тока.
[0016] В изготавливающем устройстве согласно настоящему изобретению внедряемый электрод, предпочтительно, внедрен на участке основного корпуса плиты, расположенном по направлению движения после местоположения начала формовки.
Местоположение начала формовки
Одно из нижеуказанных местоположений (1) и (2), расположенное на наибольшем удалении по направлению движения:
(1) местоположение входного конца одной плиты из пары из верхней и нижней формовочных плит; и
(2) местоположение выходного конца сужающегося участка в варианте осуществления, в котором на по меньшей мере одной плите из пары из верхней и нижней формовочных плит предусмотрен сужающийся участок, причем толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочных плит, причем ширина зазора между двумя формовочными плитами на сужающемся участке возрастает по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка.
[0017] Кроме того, в изготавливающем устройстве согласно настоящему изобретению, предпочтительно: внедряемый электрод внедрен на участке основного корпуса плиты, проходящем от местоположения начала формовки до местоположения, находящейся по направлению движения в 50 мм после местоположения начала формовки; в качестве изолятора использован по меньшей мере один материал из группы, состоящей из материала из многослойных пластин на тканевой основе с пропиткой фенольными смолами, материала из многослойных пластин на бумажной основе с пропиткой фенольными смолами, стекловолоконной ткани с пропиткой из эпоксидной смолы и бумаги с пропиткой из эпоксидной смолы; а в качестве электропроводящего материала использован по меньшей мере один материал из группы, состоящей из железных материалов, материалов из нержавеющей стали и алюминиевых материалов, или материал, полученный с использованием в нем твердого хромирующего покрытия.
Преимущества изобретения
[0018] Способ или устройство для изготовления гипсовых панелей обеспечивает возможность непрерывного изготовления гипсовых панелей с использованием способа и устройства, применимых для высокоскоростного изготовления гипсовых панелей, изготовления с увеличением натяжения, прилагаемого к листам строительной бумаги, и изготовления с использованием листов строительной бумаги уменьшенного веса и уменьшенной толщины без остановки изготовления.
Краткое описание чертежей
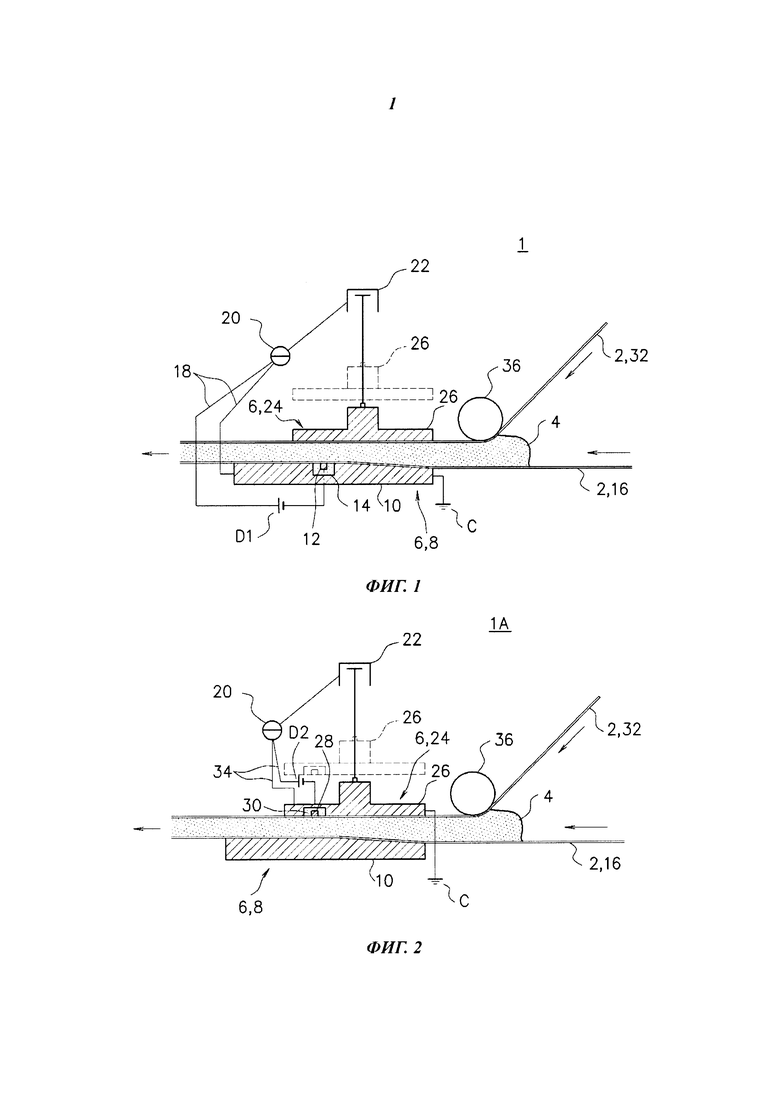
[0019] На фиг. 1 схематически представлен вид сбоку устройства для изготовления гипсовых панелей согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 2 схематически представлен вид сбоку устройства для изготовления гипсовых панелей согласно другому варианту осуществления настоящего изобретения.
На фиг. 3 схематически представлен вид сбоку устройства для изготовления гипсовых панелей согласно другому варианту осуществления настоящего изобретения.
На фиг. 4 схематически представлен на виде сбоку пример известного из уровня техники устройства для изготовления гипсовых панелей.
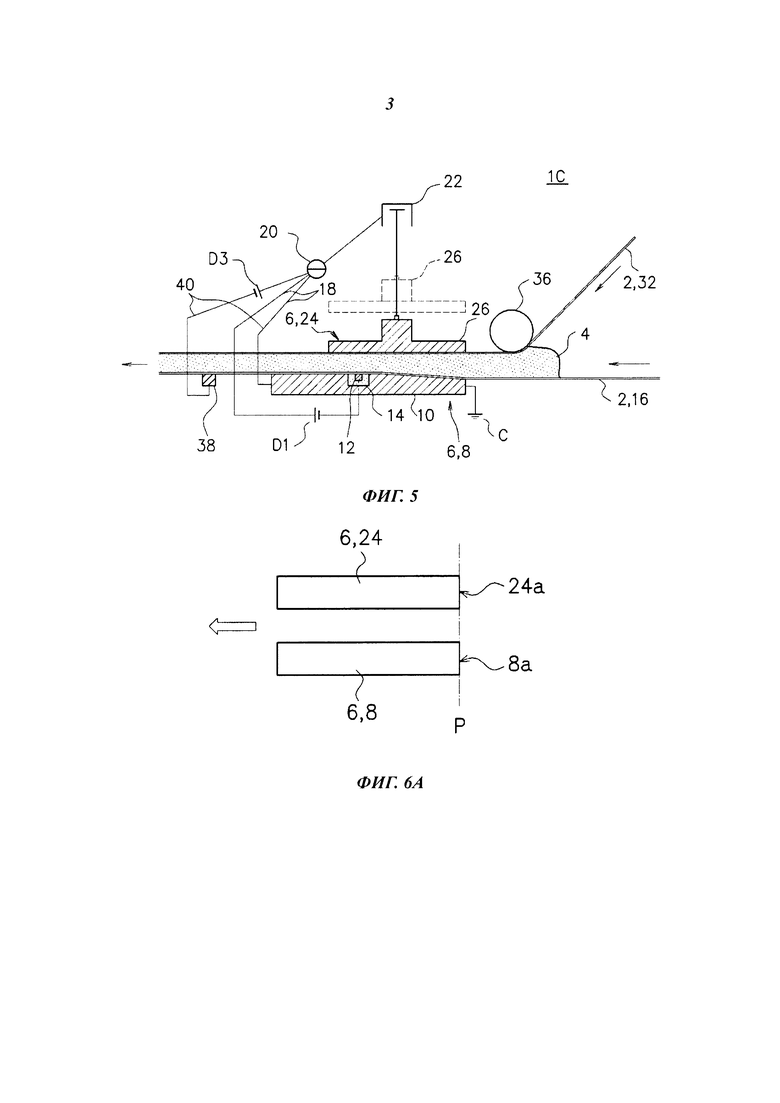
На фиг. 5 схематически представлен в вид сбоку устройства для изготовления гипсовых панелей согласно другому варианту осуществления настоящего изобретения.
На фиг. 6А представлена концептуальная схема, иллюстрирующая местоположение начала формовки в устройстве для изготовления гипсовых панелей согласно настоящему изобретению.
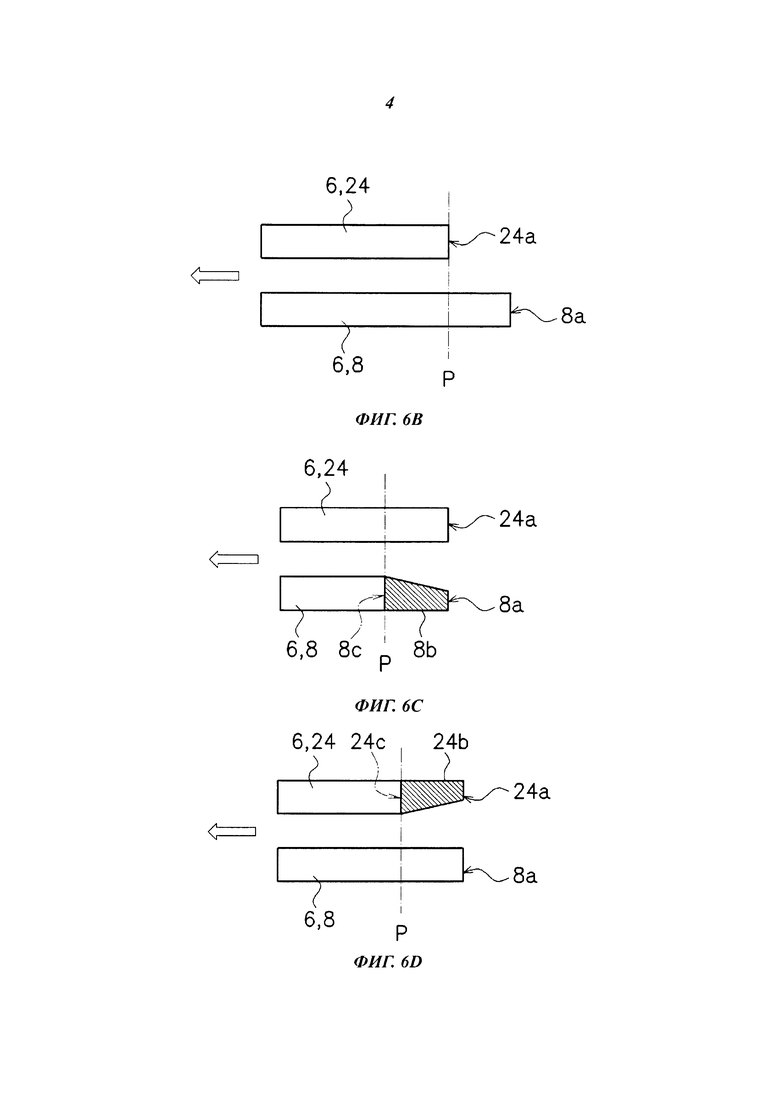
На фиг. 6В представлена концептуальная схема, иллюстрирующая местоположение начала формовки в устройстве для изготовления гипсовых панелей согласно настоящему изобретению.
На фиг. 6С представлена концептуальная схема, иллюстрирующая местоположение начала формовки в устройстве для изготовления гипсовых панелей согласно настоящему изобретению.
На фиг. 6D представлена концептуальная схема, иллюстрирующая местоположение начала формовки в устройстве для изготовления гипсовых панелей согласно настоящему изобретению.
На фиг. 6Е представлена концептуальная схема, иллюстрирующая местоположение начала формовки в устройстве для изготовления гипсовых панелей согласно настоящему изобретению.
Раскрытие вариантов осуществления изобретения
[0020] Ниже следует подробное раскрытие настоящего изобретения. Однако настоящее изобретение не ограничено нижеследующими вариантами его осуществления и охватывает все объекты, содержащие аспекты, используемые для определения настоящего изобретения.
[0021] [1] Способ изготовления гипсовых панелей
Способ изготовления гипсовых панелей представляет собой способ, используемый для изготовления гипсовых панелей и включающий в себя этап непрерывного ввода гипсовой пульпы в промежуток между верхним и нижним листами строительной бумаги с одновременной непрерывной подачей верхнего и нижнего листов строительной бумаги для формирования многослойного материала и пропускания такого многослойного материала между верхней и нижней формовочными плитами для получения формованного объекта, толщина которого зависит от расстояния между плитами.
[0022] Например, изготавливающее устройство 1, представленное на фиг. 1, изготавливающее устройство 1А, представленное на фиг. 2, изготавливающее устройство 1В, представленное на фиг. 3, или изготавливающее устройство 1С, представленное на фиг. 5, представляет собой изготавливающее устройство, выполненный с возможностью осуществления способа изготовления согласно настоящему изобретению, причем такие производственные устройства обеспечивают возможность непрерывного ввода гипсовой пульпы 4 в промежуток между парой из верхнего и нижнего листов 2 строительной бумаги с одновременной непрерывной подачей верхнего и нижнего листов 2 строительной бумаги для формирования многослойного материала и пропускания такого многослойного материала между верхней и нижней формовочными плитами 6 для получения формованного объекта, толщина которого зависит от расстояния между плитами.
[0023] Гипсовая пульпа представляет собой пульпу, содержащую в качестве основных элементов гипс (полугидратный гипс типа β и полугидратный гипс типа а) и воду. В соответствии с настоящим изобретением гипсовая пульпа содержит пульпу, в которой вместо части или всего обожженного гипса используют безводный гипс III типа. Помимо обезвоженного гипса и воды гипсовая пульпа может содержать добавки, например, адгезионную присадку, ускоритель отверждения или другие примеси.
[0024] Лист строительной бумаги представляет собой лист строительной бумаги (картона), используемой для изготовления гипсовых панелей. В соответствии с настоящим изобретением лист строительной бумаги для изготовления гипсовых панелей содержит стекловолоконную подложку. В состав листа строительной бумаги входит проклеивающее вещество, предназначенное для предотвращения проникновения воды и обеспечения изоляционных свойств панели в процессе формовки. Соответственно, вода, содержащаяся в гипсовой пульпе, не проникает в поверхностный слой листа строительной бумаги (т.е. в слой, не соприкасающийся с гипсовой пульпой) немедленно после приведения листа строительной бумаги в контакт с гипсовой пульпой, и лист строительной бумаги действует в качестве изолятора. Толщина листа строительной бумаги, в принципе, не ограничена, но обычно используют листы строительной бумаги толщиной от 0,2 до 1,0 мм.
[0025] Способ изготовления согласно настоящему изобретению может быть использован при изготовлении гипсовых панелей с высокой скоростью. В частности, способ изготовления согласно настоящему изобретению может быть использован при изготовлении гипсовых панелей со скоростью 60 м/мин и более.
[0026] [1-1] Формовочные плиты
В соответствии со способом изготовления согласно настоящему изобретению формовочная плита содержит основной корпус, состоящий из электропроводящего материала, и внедряемый электрод, внедренный внутри основного корпуса формовочной плиты, причем внедряемый электрод электрически изолирован от основного корпуса плиты и внедрен так, что один из его участков выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги, по меньшей мере на одной из пары верхней и нижней формовочных плит. Установка электрода для обнаружения разрезов листа строительной бумаги в основном корпусе плиты обеспечивает возможность более раннего обнаружения разрезов листа строительной бумаги по сравнению со случаем, когда электрод расположен по направлению движения после основного корпуса плиты.
[0027] Например, при необходимости обнаружения разрезов нижнего листа строительной бумаги в качестве нижней формовочной плиты 8 в составе изготавливающего устройства 1, представленного на фиг. 1, может быть использована формовочная плита, содержащая: основной корпус 10 нижней плиты, выполненный из электропроводящего материала; и нижний внедряемый электрод 12, внедренный в основной корпус 10 нижней плиты, причем нижний внедряемый электрод 12 электрически изолирован от основного корпуса 10 нижней плиты изолятором 14 и внедрен так, что участок данного электрода выходит на поверхность основного корпуса 10 нижней плиты, контактируя с нижним листом 16 строительной бумаги.
[0028] Сходным образом, при необходимости обнаружения разрезов верхнего листа строительной бумаги в качестве верхней формовочной плиты 24 в составе изготавливающего устройства 1А, представленного на фиг. 2, может быть использована формовочная плита, содержащая: основной корпус 26 верхней плиты, выполненный из электропроводящего материала; и верхний внедряемый электрод 28, внедренный в основной корпус 26 верхней плиты, причем верхний внедряемый электрод 28 электрически изолирован от основного корпуса 26 верхней плиты изолятором 30 и внедрен так, что участок данного электрода выходит на поверхность основного корпуса 26 верхней плиты, контактируя с верхним листом 32 строительной бумаги.
[0029] Кроме того, при необходимости обнаружения разрезов как нижнего листа строительной бумаги, так и верхнего листа строительной бумаги, нижняя формовочная плита 8, представленная на фиг. 1, и верхняя формовочная плита 24, представленная на фиг. 2, могут быть использованы совместно. Это означает, что в качестве нижней формовочной плиты 8 и верхней формовочной плиты 24 используют, соответственно, формовочную плиту, содержащую нижний внедряемый электрод 12, и формовочную плиту, содержащую верхний внедряемый электрод 28, как показано на примере изготавливающего устройства 1 В, представленного на фиг. 3.
[0030] Кроме того, в дополнение к внедряемому электроду и с целью дублирования внедряемого электрода может быть предусмотрен внешний электрод, установленный за пределами формовочной плиты для обнаружения разрезов строительной бумаги. Например, в изготавливающем устройстве 1С, представленном на фиг. 5, в качестве нижней формовочной плиты 8 использована формовочная плита, содержащая внедряемый электрод 12, причем за пределами нижней формовочной плиты 8 дополнительно установлен нижний внешний электрод 38 для обнаружения разрезов строительной бумаги. Нижний внешний электрод 38 расположен вне пределов нижней формовочной плиты 8, по направлению движения после нижней формовочной плиты 8. Кроме того, нижний внешний электрод 38 расположен так, что он контактирует с нижним листом 16 строительной бумаги. В такой конфигурации электрический контур 40, содержащий нижний внешний электрод 38, основной корпус 10 нижней формовочной плиты и источник D3 питания, дублирует электрический контур 18, обеспечивая возможность обнаружения разреза бумаги, если такой разрез бумаги не может быть обнаружен контуром 18, содержащим внедряемый электрод 12, основной корпус 10 нижней плиты и источник D1 питания.
[0031] Кроме того, нижний внешний электрод 38, представленный на фиг. 5, также может быть установлен в изготавливающем устройстве 1А, представленном на фиг. 2, или в изготавливающем устройстве 1 В, представленном на фиг. 3. В таких случаях дублирование контура, содержащего внедряемый электрод (нижний внедряемый электрод 12 или верхний внедряемый электрод 28), например, контура 34, представленного на фиг. 2, и контуров 18 и 34, представленных на фиг. 3, также может быть обеспечено контуром 40, содержащим нижний внешний электрод 38, основной корпус 10 нижней плиты и источник D3 питания.
[0032] В качестве дублирующего внешнего электрода также может быть предусмотрен верхний внешний электрод (не представлен на чертежах). Верхний внешний электрод представляет собой электрод, расположенный отдельно от верхней формовочной плиты по направлению движения после верхней формовочной плиты и расположенный с обеспечением его контакта с верхним листом строительной бумаги. Дублирующий электрический контур, состоящий из верхнего внешнего электрода, основного корпуса верхней плиты и источника питания, обеспечивает возможность обнаружения разрезов бумаги аналогично контуру 40, содержащему нижний внешний электрод, представленный на фиг. 5, что обеспечивает возможность дублирования контура, содержащего соответствующий внедряемый электрод. Соответственно, электрический контур, содержащий верхний внешний электрод, может быть использован вместо контура 40, содержащего нижний внешний электрод 38, или совместно с ним.
[0033] В способе изготовления гипсовых панелей согласно настоящему изобретению особенно важное значение имеет состав нижней формовочной плиты и верхней формовочной плиты. В частности, существенное значение имеют положение, в котором находятся верхний внедряемый электрод или нижний внедряемый электрод, характеристики материала изолятора, характеристики электропроводящего материала, из которого изготовлен основной корпус верхней плиты или основной корпус нижней плиты, и т.д. Подробное разъяснение этих аспектов приведено ниже, в разделе, посвященном устройству для изготовления гипсовых панелей.
[0034] [1-2] Электрический контур
В соответствии со способом изготовления согласно настоящему изобретению электрический контур образован путем электрического соединения основного корпуса плиты и внедряемого электрода, внедренного в основной корпус плиты, причем в такой контур подают напряжение. Это обеспечивает возможность обнаружения разреза в листе строительной бумаги по установлению контакта основного корпуса плиты и внедряемого электрода с гипсовой пульпой и возникновению в контуре электрического тока.
[0035] Например, когда необходимо обнаруживать разрезы нижнего листа строительной бумаги, электрический контур 18 может быть образован посредством электрического соединения нижнего внедряемого электрода 12 и основного корпуса 10 нижней плиты для подачи напряжения в контур 18, как показано на фиг. 1. С другой стороны, когда необходимо обнаруживать разрезы верхнего листа строительной бумаги, электрический контур 34 может быть образован посредством электрического соединения верхнего внедряемого электрода 28 и основного корпуса 26 верхней плиты для подачи напряжения в контур 34, как показано на фиг. 2. Кроме того, когда необходимо обнаруживать разрезы как нижнего листа строительной бумаги, так и верхнего листа строительной бумаги, электрический контур 18 может быть образован посредством электрического соединения нижнего внедряемого электрода 12 и основного корпуса 10 нижней плиты, причем электрический контур 34 также может быть образован посредством электрического соединения верхнего внедряемого электрода 28 и основного корпуса 26 верхней плиты для подачи напряжения как в контур 18, так и в контур 34, как показано на фиг. 3.
[0036] Напряжение, подаваемое в электрический контур, может представлять собой напряжение переменного тока или напряжение постоянного тока, причем предпочтительно используют низкое напряжение, не представляющее опасности для оператора, прикасающегося к контуру. Предпочтительно, можно использовать напряжение, например, около 8 В переменного тока. Кроме того, основной корпус 10 нижней плиты и/или основной корпус 26 верхней плиты, предпочтительно, соединяют с заземлением С, как показано на фиг. 1-3. Соединение основных корпусов плит с заземлением обеспечивает возможность обнаружения даже малой разности электрических потенциалов.
[0037] [1-3] Расширение зазора между плитами
В соответствии со способом изготовления согласно настоящему изобретению зазор между двумя формовочными плитами расширяют в случае возникновения в контуре электрического тока (т.е. в случае обнаружения разреза листа строительной бумаги или в другой подобной ситуации). Тем самым обеспечивают возможность беспрепятственного прохождения посторонних объектов, застрявших между верхней и нижней формовочными плитами. Соответственно, это приводит к прекращению разрезания листа строительной бумаги посторонними объектами и исключает полное разрывание листа строительной бумаги и остановку производства.
[0038] Например, в случае использования изготавливающего устройства 1, представленного на фиг. 1, зазор между двумя формовочными плитами 6 может быть расширен при возникновении электрического тока в контуре 18 (т.е. в случае обнаружения разреза нижнего листа 16 строительной бумаги или в другой подобной ситуации). С другой стороны, в случае использования изготавливающего устройства 1А, представленного на фиг. 2, зазор между двумя формовочными плитами 6 может быть расширен при возникновении электрического тока в контуре 34 (т.е. в случае обнаружения разреза верхнего листа 32 строительной бумаги или в другой подобной ситуации). В случае же использования изготавливающего устройства 1 В, представленного на фиг. 3, зазор между двумя формовочными плитами 6 может быть расширен при возникновении электрического тока в контуре 18 или в контуре 34 (т.е. в случае обнаружения разреза нижнего листа 16 строительной бумаги или верхнего листа 32 строительной бумаги).
[0039] Примеры способа расширения зазора между формовочными плитами включают в себя: (i) способ, в котором верхнюю формовочную плиту поднимают, а положение нижней формовочной плиты оставляют неизменным; (ii) способ, в котором нижнюю формовочную плиту опускают, а положение верхней формовочной плиты оставляют неизменным; (iii) способ, в котором верхнюю формовочную плиту поднимают, а нижнюю формовочную плиту опускают, и т.д. Способ (i), в котором верхнюю формовочную плиту 24 поднимают, а положение нижней формовочной плиты 8 оставляют неизменным, используют в изготавливающем устройстве 1, представленном на фиг. 1, в изготавливающем устройстве 1А, представленном на фиг. 2, и в изготавливающем устройстве 1В, представленном на фиг. 3. Это означает, что верхнюю формовочную плиту 24 поднимают в положение, обозначенное на фиг. 1-3 пунктирной линией. Такой способ является предпочтительным по сравнению со способом (ii) и способом (iii) с точки зрения облегчения продвижения нижнего листа строительной бумаги в случае расширения зазора между формовочными плитами 6. Однако способ (ii) или способ (iii) может быть использован для облегчения очистки устройства или в других целях.
[0040] Зазор между формовочными плитами может быть расширен настолько, чтобы обеспечить возможность прохождения посторонних предметов между двумя формовочными плитами. Конкретная величина зазора строго не ограничена, но, предпочтительно, может быть предусмотрено расширение зазора на 2-4 см по сравнению с исходной шириной зазора, чтобы сократить время расширения зазора, обеспечивающего возможность прохождения посторонних объектов; также предпочтительно предусмотреть расширение зазора на 2 см или более. Кроме того, расширение зазора между формовочными плитами, предпочтительно, производят с высокой скоростью, что позволяет уменьшить величину разреза листа строительной бумаги.
[0041] Средства расширения и восстановления зазора между формовочными плитами конкретно не ограничены. Например, может быть использован приводной механизм, обеспечивающий перемещение вверх и вниз по меньшей мере одной из двух, верхней и нижней, формовочных плит в соответствии с электрическим сигналом, подаваемым при обнаружении электрического тока. Подробное описание приводного механизма приведено ниже, в разделе, посвященном устройству для изготовления гипсовых панелей.
[0042] [1-4] Восстановление зазора между плитами
В соответствии со способом изготовления согласно настоящему изобретению зазор между двумя формовочными плитами восстанавливают до исходной ширины после устранения причины возникновения проводимости. Выражение «после устранения причины возникновения проводимости» означает «после прохождения посторонних предметов, которые вызвали возникновение электропроводности (то есть, разреза листа строительной бумаги и т.п.), между формовочными плитами». Ситуация, в которой посторонние объекты снова застревают между формовочными плитами, что приводит к разрезанию листа строительной бумаги, может быть предотвращена путем восстановления зазора между формовочными плитами до исходной ширины после прохождения посторонних объектов между формовочными плитами. Затем изготовление гипсовых панелей (операцию получения формованного объекта в соответствии с шириной зазора между формовочными плитами) возобновляют. Применение данного способа исключает возможность полного разрыва листа строительной бумаги и остановки производства. Другими словами, исключена необходимость произведения сложной операции удаления посторонних объектов, повторного ввода листа строительной бумаги между верхней и нижней формовочными плитами и возобновления подачи гипсовой пульпы в промежуток между верхним и нижним листами строительной бумаги для возобновления производства.
[0043] Успешное устранение причины возникновения проводимости может быть подтверждено или не подтверждено по факту прекращения течения электрического тока и по факту прохождения посторонних объектов между формовочными плитами. Факт прекращения течения электрического тока может быть установлен при помощи детектора электрического тока или другого аналогичного прибора, электрически соединенного с контуром. Способ восстановления зазора между плитами до исходной ширины после прохождения посторонних объектов между плитами может представлять собой, например, способ, в котором по скорости продвижения многослойного материала, состоящего из листов строительной бумаги и гипсовой пульпы, и длине формовочных плит определяют время, необходимое для прохождения посторонних объектов между плитами, и зазор между плитами восстанавливают до исходной ширины по истечении такого времени прохождения. Кроме того, например, может быть использован способ, в котором число оборотов вала ленточного конвейера, обеспечивающего продвижение многослойного материала, подсчитывают при помощи измерительного валика, причем по соотношению между числом оборотов вала и расстоянием линейного продвижения ленточного конвейера определяют число оборотов вала, необходимое для прохождения посторонних объектов между плитами, и зазор между плитами восстанавливают до исходной ширины по истечении определенного таким образом числа оборотов вала.
[0044] Скорость восстановления зазора между формовочными плитами до исходной ширины конкретно не ограничена. Однако такую скорость предпочтительно задать такой, чтобы исключить опасность разрезания верхнего или нижнего листа строительной бумаги, а также переполнения нижнего листа строительной бумаги гипсовой пульпой и ее вытекания наружу.
[0045] [2] Устройство для изготовления гипсовых панелей
Способ изготовления гипсовых панелей согласно настоящему изобретению может быть осуществлен, например, с использованием устройства для изготовления гипсовых панелей согласно настоящему изобретению, которое будет раскрыто ниже. Устройство для изготовления гипсовых панелей согласно настоящему изобретению содержит: пару из верхней и нижней формовочных плит; детектор электрического тока; и приводной механизм. Ниже приведено пояснение каждой из этих составных частей по отдельности.
[0046] [2-1] Формовочные плиты
Изготавливающее устройство согласно настоящему изобретению содержит верхнюю и нижнюю формовочные плиты для формования многослойного материала, получаемого путем ввода гипсовой пульпы в промежуток между парой из верхнего и нижнего листов строительной бумаги, причем толщина многослойного материала зависит от ширины зазора между плитами. Например, изготавливающее устройство 1, представленное на фиг. 1, изготавливающее устройство 1А, представленное на фиг. 2, и изготавливающее устройство 1В, представленное на фиг. 3, содержат верхнюю и нижнюю формовочные плиты 6 (нижнюю формовочную плиту 8 и верхнюю формовочную плиту 24) для формования многослойного материала, получаемого путем ввода гипсовой пульпы 4 в промежуток между верхним и нижним листами 2 строительной бумаги, причем толщина многослойного материала зависит от ширины зазора между плитами.
[0047] По меньшей мере одна плита из пары верхней и нижней формовочных плит в изготавливающем устройстве согласно настоящему изобретению содержит: основной корпус, состоящий из электропроводящего материала; и внедряемый электрод, внедренный в основной корпус плиты. Наличие внедряемого электрода обеспечивает возможность раннего обнаружения разрезов листа строительной бумаги.
[0048] Например, в изготавливающем устройстве 1, представленном на фиг. 1, нижняя формовочная плита 8 содержит: основной корпус 10 нижней плиты; и нижний внедряемый электрод 12, внедренный в основной корпус 10 нижней плиты для обнаружения разрезов нижнего листа 16 строительной бумаги. В то же время, в изготавливающем устройстве 1А, представленном на фиг. 2, верхняя формовочная плита 24 содержит: основной корпус 26 верхней плиты; и верхний внедряемый электрод 28, внедренный в основной корпус 26 верхней плиты для обнаружения разрезов верхнего листа 32 строительной бумаги. Для обнаружения разрезов как нижнего листа строительной бумаги, так и верхнего листа строительной бумаги может быть предусмотрена конструкция в которой нижняя формовочная плита 8 содержит: основной корпус 10 нижней плиты; и нижний внедряемый электрод 12, внедренный в основной корпус 10 нижней плиты, а верхняя формовочная плита 24 содержит: основной корпус 26 верхней плиты; и верхний внедряемый электрод 28, внедренный в основной корпус 26 верхней плиты, пример которой иллюстрирует изготавливающее устройство 1В, представленное на фиг. 3.
[0049] Основной корпус плиты представляет собой элемент, образующий электрический контур в результате электрического соединения с внедряемым электродом, в связи с чем основной корпус плиты должен быть выполнен из электропроводящего материала. Тип электропроводящего материала конкретно не ограничен. Однако, поскольку основной корпус плиты представляет собой важный элемент, определяющий толщину формованного объекта, необходимо в максимальной степени исключить изменения ее формы, вызываемые износом. Соответственно, электропроводящий материал, образующий основной корпус плиты, предпочтительно, представляет собой по меньшей мере один из материалов группы, состоящей из железных материалов, материалов из нержавеющей стали и алюминиевых материалов, или материал, полученный с использованием в нем твердого хромирующего покрытия. Преимущество таких материалов состоит в том, что такие материалы обладают, помимо электропроводности, высокой жесткостью и превосходной износостойкостью, а также пригодны к обработке с обеспечением высокой точности соблюдения размеров.
[0050] Материал, образующий внедряемый электрод, также предпочтительно представляет собой по меньшей мере один из материалов группы, состоящей из железных материалов, материалов из нержавеющей стали и алюминиевых материалов, на основе алюминия, или материал, полученный с использованием в нем твердого хромирующего покрытия, по соображениям, аналогичным приведенным выше для материала основного корпуса плиты. Форма внедряемого электрода конкретно не ограничена при условии, что ширина внедряемого электрода достаточна для покрытия всей ширины производимой гипсовой панели. Могут быть использованы внедряемые электроды различных форм, например, стержневой формы с круглым поперечным сечением, стержневой формы с квадратным поперечным сечением или листовой формы.
[0051] Внедряемый электрод электрически изолирован от основного корпуса плиты, внутри которой такой внедряемый электрод установлен, изолятором. Таким образом обеспечивают возможность предотвращения короткого замыкания между внедряемым электродом и основным корпусом плиты, а также достоверного обнаружения электрического тока, протекающего между внедряемым электродом и основным корпусом плиты.
[0052] Например, в изготавливающем устройстве, представленном на фиг. 1, нижний внедряемый электрод 12 и основной корпус 10 нижней плиты взаимно электрически изолированы изолятором 14. В то же время, в изготавливающем устройстве 1А, представленном на фиг. 2, верхний внедряемый электрод 28 и основной корпус 26 верхней плиты взаимно электрически изолированы изолятором 30. В изготавливающем устройстве 1 В, представленном на фиг. 3, нижний внедряемый электрод 12 и основной корпус 10 нижней плиты взаимно электрически изолированы изолятором 14, а верхний внедряемый электрод 28 и основной корпус 26 верхней плиты взаимно электрически изолированы изолятором 30
[0053] В изготавливающем устройстве согласно настоящему изобретению внутрь основного корпуса плиты внедрен не только внедряемый электрод, но и изолятор. Поскольку основной корпус плиты представляет собой важный элемент, определяющий толщину формованного объекта, изменения формы, вызываемые износом, должны быть в максимальной степени исключены также и для изолятора, образующего часть основного корпуса плиты. Кроме того, нежелательно усложнение операций по замене элементов в результате неодинаковой износостойкости изолятора и основного корпуса плиты или других подобных причин, приводящих, например, к различиям в частоте замены разных элементов. Таким образом, изолятор должен обладать не только соответствующими электроизолирующими свойствами, но и высокой износостойкостью. Кроме того, поскольку изолятор представляет собой элемент, внедряемый в основной корпус плиты, во избежание образования пустот или перепадов уровня между изолятором и основным корпусом плиты или внедряемым электродом (1) изолятор, предпочтительно, выполнен из материала, хорошо поддающегося обработке и обеспечивающего возможность обработки с высокой точностью, и (2) изолятор, предпочтительно, выполнен из материала, затрудняющего образование пустот или перепадов уровня в связи с изменением размеров изолятора с течением времени.
[0054] В соответствии с известными решениями, в связи с трудностью разработки изоляционного материала, который соответствовал бы вышеописанным требованиям, общепринятое техническое решение состояло в изготовлении формовочной плиты из единого материала, а концепции внедрения детектирующего электрода внутрь формовочной плиты не существовало. По этой причине, как показано в изготавливающем устройстве 100, представленном на фиг. 4, нижний внешний электрод 138 для обнаружения разрезов бумаги расположен после выходного конца формовочной плиты (нижней формовочной плиты 108). Для решения вышеописанной проблемы изолирующего материала изолятор, предпочтительно, изготавливают из по меньшей мере одного материала из группы, образованной материалом из многослойных пластин на тканевой основе с пропиткой фенольными смолами (также называемым «тканевым бакелитом»), материалом из многослойных пластин на бумажной основе с пропиткой фенольными смолами (также называемым «бумажным бакелитом»), стекловолоконной тканью с пропиткой из эпоксидной смолы (также называемой «эпоксидной стеклотканью») и бумагой с пропиткой из эпоксидной смолы (также называемой «эпоксидной бумагой»). Эти материалы пригодны к использованию в связи с их высокими износостойкостью, пригодностью к обработке, точностью соблюдения размеров и электроизолирующими свойствами. Особенно предпочтительно использование материала из многослойных пластин на тканевой основе с пропиткой фенольными смолами, износостойкость, пригодность к обработке и точность соблюдения размеров которого превосходят соответствующие параметры других вышеописанных материалов.
[0055] В изготавливающем устройстве согласно настоящему изобретению внедряемый электрод внедрен так, что его участок выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги. В таком случае внедряемый электрод, предпочтительно, выполнен так, чтобы не создавать перепада уровня между поверхностью основного корпуса плиты, контактирующего с листом строительной бумаги, и поверхностью внедряемого электрода, а также так, чтобы не создавать разрыва между внедряемым электродом и изолятором, как описано ниже.
[0056] Например, в изготавливающем устройстве 1, представленном на фиг. 1, стержневой нижний внедряемый электрод 12 помещен в паз изолятора 14, имеющего приблизительно U-образное поперечное сечение, и внедрен так, чтобы один из его участков (верхняя сторона) выходил на поверхность основного корпуса 10 нижней плиты. В то же время, в изготавливающем устройстве 1А, представленном на фиг. 2, стержневой верхний внедряемый электрод 28 помещен в паз изолятора 30, имеющего приблизительно U-образное поперечное сечение, и внедрен так, чтобы один из его участков (нижняя сторона) выходил на поверхность основного корпуса 26 верхней плиты. В изготавливающем устройстве 1 В, представленном на фиг. 3, стержневой нижний внедряемый электрод 12 помещен в паз изолятора 14, имеющего приблизительно U-образное поперечное сечение, и внедрен так, чтобы один из его участков (верхняя сторона) выходил на поверхность основного корпуса 10 нижней плиты. Кроме того, стержневой верхний внедряемый электрод 28 помещен в паз изолятора 30, имеющего приблизительно U-образное поперечное сечение, и внедрен так, чтобы один из его участков (нижняя сторона) выходил на поверхность основного корпуса 26 верхней плиты.
[0057] В соответствии с предпочтительным вариантом осуществления формовочных плит по меньшей мере одна из пары плит, состоящей из верхней и нижней формовочных плит, содержит сужающийся участок, такой, что толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочной плиты, а ширина зазора между двумя формовочными плитами возрастает по мере приближения к входному концу формовочных плит в связи с наличием такого сужающегося участка. В данном варианте осуществления непосредственно перед местоположением начала формовки обеспечивают скопление гипсовой пульпы, что обеспечивает возможность постоянного поддержания объема скопления гипсовой пульпы неизменным. Соответственно, гипсовую пульпу формуют, сохраняя ее в состоянии, в котором внутри нее заключен воздух, что позволяет эффективно предотвращать ситуации, когда при изготовлении гипсовых панелей в них образуются внутренние пустоты. Таким образом может быть обеспечено средство устранения таких недостатков гипсовых панелей, связанных с вышеописанными внутренними пустотами, как образование вспучиваний и вмятин, потеря гладкости и выпадение гвоздей и шурупов (дефекты крепления панелей) при креплении гипсовых панелей.
[0058] Например, в изготавливающем устройстве 1, представленном на фиг. 1, в изготавливающем устройстве 1А, представленном на фиг. 2, в изготавливающем устройстве 1В, представленном на фиг. 3, и в изготавливающем устройстве 1С, представленном на фиг. 5, использован вариант осуществления, в котором на нижней формовочной плите 8 предусмотрен сужающийся участок, на котором толщина плиты уменьшается по мере приближения к входному концу (т.е. к по направлению движения переднему краю плиты) нижней формовочной плиты 8, причем ширина зазора между двумя формовочными плитами 6 возрастает на таком сужающемся участке по мере приближения к входному концу плиты. Однако сужающийся участок, на котором толщина плиты уменьшается по мере приближения к входному концу формовочной плиты, может быть предусмотрен и на верхней формовочной плите, или же сужающиеся участки могут быть предусмотрены одновременно на нижней формовочной плите и на верхней формовочной плите (данный вариант осуществления на чертежах не представлен).
[0059] В изготавливающем устройстве согласно настоящему изобретению внедряемый электрод, предпочтительно, внедрен в основной корпус плиты на участке, расположенном после местоположения начала формовки, причем внедряемый электрод, предпочтительно, внедрен в основной корпус плиты на участке, проходящем от местоположения начала формовки до местоположения, удаленного по направлению движения на 50 мм от местоположения начала формовки. Зазор между плитами в местоположении начала формовки уже, чем зазор между плитами перед местоположением начала формовки, чтобы обеспечивать возможность формовки многослойного материала путем ввода гипсовой пульпы в промежуток между верхним и нижним листами строительной бумаги так, чтобы толщина многослойного материала зависела от ширины зазора между плитами. В связи с этим местоположение начала формовки представляет собой участок, на котором возможно застревание посторонних объектов, и на котором высока вероятность возникновения разрезов листа строительной бумаги. Соответственно, для обеспечения возможности раннего обнаружения разрезов листа строительной бумаги предпочтительно разместить внедряемый электрод вблизи местоположения начала формовки. В частности, в особенно предпочтительном варианте осуществления внедряемый электрод заделывают на участке, проходящем от местоположения начала формовки до местоположения, удаленного по направлению движения на 21 мм от местоположения начала формовки.
[0060] С другой стороны, существует временная задержка между моментом разрезания листа строительной бумаги и моментом начала протечки гипсовой пульпы. Соответственно, вариант осуществления, в котором внедряемый электрод внедрен в основной корпус плиты в местоположении, находящемся на некотором расстоянии по направлению движения после местоположения начала формовки, предпочтительнее варианта осуществления, в котором внедряемый электрод внедрен в основной корпус плиты в местоположении начала формовки. Кроме того, по мере увеличения скорости изготовления гипсовых панелей происходит удаление местоположения, в котором протечка гипсовой пульпы после разреза листа строительной бумаги может быть обнаружена, от местоположения начала формовки. Соответственно, в случае высокоскоростного изготовления внедряемый электрод, предпочтительно, должен быть внедрен в основной корпус плиты дальше по направлению движения, чем в случае изготовления с низкой скоростью. В частности, внедряемый электрод, предпочтительно, должен быть внедрен в основной корпус плиты на участке, удаленном по направлению движения более чем на 15 мм от местоположения начала формовки.
[0061] Как было указано выше, положение внедряемого электрода в основном корпусе плиты должно быть определено в пределах участка, расположенного по направлению движения после местоположения начала формовки (в частности, участка, находящегося в пределах расстояния от местоположения начала формовки до местоположения, удаленного по направлению движения на 50 мм от местоположения начала формовки), с учетом скорости изготовления.
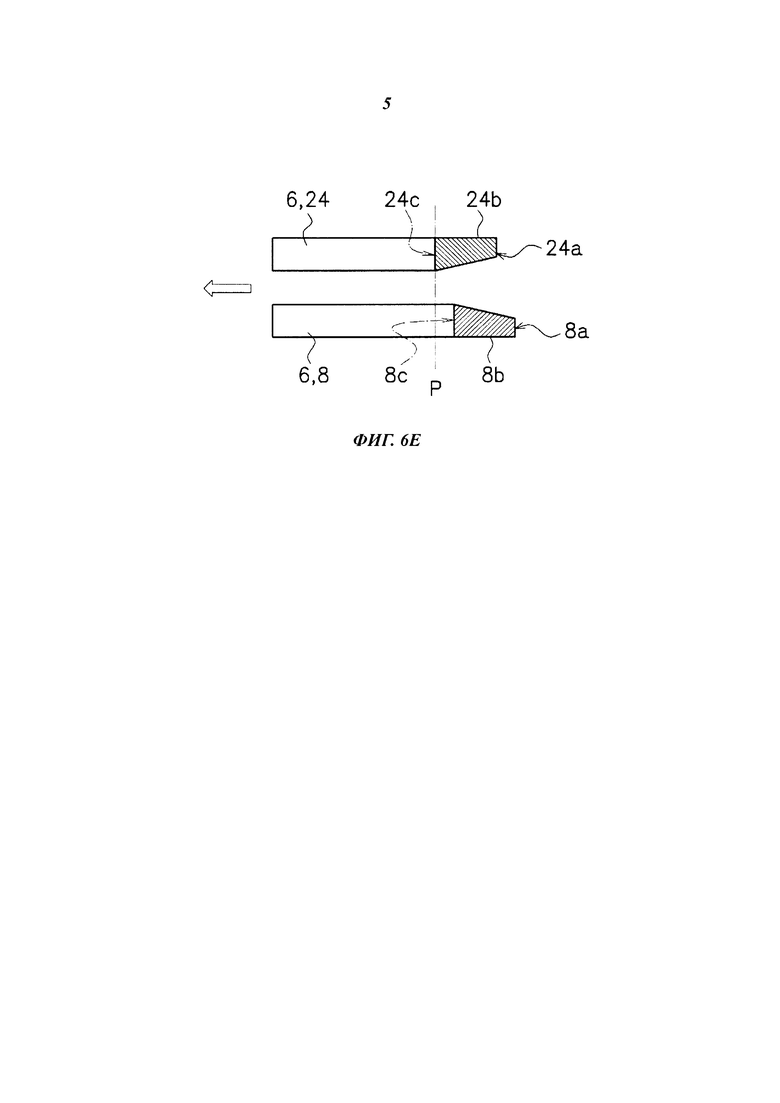
[0062] Кроме того, выражение «местоположение начала формовки» означает местоположение, в котором начинают формовку многослойного материала, получаемого путем ввода гипсовой пульпы в зазор между двумя листами строительной бумаги, а более конкретно означает одно из двух нижеописанных местоположений (1) и (2), расположенное на наибольшем удалении по направлению движения. Ниже следует описание местоположения начала формовки, приведенное со ссылками на фиг. 6А-6Е. Для удобства чтения чертежей на фиг. 6А-6Е не представлены внедряемый электрод, изолятор и прочие подобные элементы, а показаны лишь формы формовочных плит. Кроме того, жирная стрелка обозначает на фиг. 6А-6Е направление перемещения многослойного материала (т.е. направление «вперед»).
(1) местоположение входного конца одной или обеих верхней и нижней формовочных плит;
(2) местоположение выходного конца сужающегося участка в варианте осуществления, в котором на по меньшей мере одной плите из пары из верхней и нижней формовочных плит предусмотрен сужающийся участок, причем толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочных плит, причем ширина зазора между двумя формовочными плитами на сужающемся участке возрастает по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка.
[0063] Изготавливающее устройство согласно настоящему изобретению представляет собой изготавливающее устройство для изготовления формованных объектов, толщина которых зависит от зазора между плитами, путем обеспечения прохождения многослойного материала между верхней и нижней формовочными плитами. Соответственно, верхняя и нижняя формовочные плиты расположены для формовки многослойного материала напротив друг друга, а формовку начинают в местоположении, где зазор между плитам достаточно узкий для обеспечения возможности такой формовки. В варианте осуществления, в котором на входной части ни одной из двух формовочных плит (верхней формовочной плиты и нижней формовочной плиты) не предусмотрен сужающийся участок, положение входного конца любой плиты из пары, состоящей из верхней и нижней формовочной плит, может быть использовано в качестве местоположения начала формовки.
[0064] Например, в варианте осуществления, проиллюстрированном на фиг. 6А, входной конец 24а верхней формовочной плиты 24 и входной конец 8а нижней формовочной плиты 8 расположены на одной прямой. Это означает, что по направлению движения после входных концов 24а и 8а верхняя и нижняя формовочные плиты 6 расположены напротив друг друга, а зазор между плитами достаточно узкий для обеспечения возможности формовки. Соответственно, положение входного конца 24а верхней формовочной плиты 24 (или положение входного конца 8а нижней формовочной плиты 8) используют в качестве местоположения Ρ начала формовки.
[0065] В то же время, например, в варианте осуществления, проиллюстрированном на фиг. 6В, верхняя и нижняя формовочные плиты расположены так, что входной конец 8а нижней формовочной плиты 8 выступает по направлению движения перед входным концом 24а верхней формовочной плиты 24. В таком варианте осуществления верхняя и нижняя формовочные плиты 6 установлены так, что по направлению движения после входного конца 24а верхней формовочной плиты 24 они расположены напротив друг друга, а зазора между плитами достаточно узкий для обеспечения возможности формовки. Соответственно, положение входного конца 24а верхней формовочной плиты 24 используют в качестве местоположения Ρ начала формовки.
[0066] В варианте осуществления, в котором на по меньшей мере одной из двух формовочных плит предусмотрен сужающийся участок, причем толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочных плит, при этом зазора между верхней и нижней формовочными плитами на сужающемся участке расширяется по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка, местоположение выходного конца сужающегося участка также может быть использовано в качестве местоположения начала формовки, в дополнение к местоположению входных концов верхней и нижней формовочных плит. В данном случае выражение «зазор между верхней и нижней формовочными плитами на сужающемся участке расширяется по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка» означает, что на сужающемся участке поверхность формовочной плиты, контактирующая с листом строительной бумаги, расположена под наклоном.
[0067] Например, в варианте осуществления, проиллюстрированном на фиг. 6С, входной конец 24а верхней формовочной плиты 24 и входной конец 8а нижней формовочной плиты 8 расположены на одной прямой. Это означает, что верхняя и нижняя формовочные плиты 6 установлены так, что после входных концов 24а и 8а они расположены напротив друг друга. Однако зазор между верхней и нижней формовочными плитами 6 расширяется вблизи входного конца 8а нижней формовочной плиты 8 в связи с наличием сужающегося участка 8b, в результате чего этот зазора недостаточно узкий для обеспечения возможности формовки. Соответственно, в качестве местоположения Ρ начала формовки используют местоположение выходного конца 8с сужающегося участка 8b, в котором зазор между верхней и нижней формовочными плитами 6 достаточно узкий.
[0068] В то же время, например, в варианте осуществления, проиллюстрированном на фиг. 6D, местоположение входного конца 24а верхней формовочной плиты 24 и местоположение входного конца 8а нижней формовочной плиты 8 находятся на одной прямой, причем верхняя и нижняя формовочные плиты 6 установлены так, что по направлению движения после входных концов 24а и 8а они расположены напротив друг друга. Однако зазор между верхней и нижней формовочными плитами 6 расширяется вблизи входного конца 24а верхней формовочной плиты 24 в связи с наличием сужающегося участка 24b, в результате чего этот зазор недостаточно узкий для обеспечения возможности формовки. Соответственно, в качестве местоположения Ρ начала формовки используют местоположение выходного конца 24 с сужающегося участка 24b, в котором зазор между верхней и нижней формовочными плитами 6 достаточно узкий.
[0069] Кроме того, например, в варианте осуществления, проиллюстрированном на фиг. 6Е, верхняя и нижняя формовочные плиты установлены так, что входной конец 8а нижней формовочной плиты 8 выступает по направлению движения перед входным концом 24а верхней формовочной плиты 24, причем верхняя и нижняя формовочные плиты 6 установлены так, что после входного конца 24а верхней формовочной плиты 24 они расположены напротив друг друга. Однако зазор между верхней и нижней формовочными плитами 6 расширяется в связи с наличием сужающегося участка 24b верхней формовочной плиты 24 и сужающегося участка 8b нижней формовочной плиты 8, в результате чего этот зазора недостаточно узкий для обеспечения возможности формовки. Соответственно, в качестве местоположения Ρ начала формовки используют местоположение выходного конца 24с сужающегося участка 24b, где зазор между верхней и нижней формовочными плитами 6 достаточно узкий.
[0070] [2-2] Электрический контур
В устройстве для изготовления гипсовых панелей согласно настоящему изобретению электрический контур образован путем электрического соединения внедряемого электрода и основного корпуса плиты, в которую внедрен данный внедряемый электрод.
[0071] Например, изготавливающее устройство 1, представленное на фиг. 1, иллюстрирует вариант осуществления, в котором предусмотрен электрический контур 18, образованный путем электрического соединения нижнего внедряемого электрода 12, основного корпуса 10 нижней плиты и источника D1 питания. В то же время, изготавливающее устройство 1А, представленное на фиг. 2, иллюстрирует вариант осуществления, в котором предусмотрен электрический контур 34, образованный путем электрического соединения верхнего внедряемого электрода 28 и основного корпуса 26 верхней плиты. Кроме того, как в случае изготавливающего устройства 1В, представленного на фиг. 3, может быть предусмотрен электрический контур 34, образованный путем электрического соединения верхнего внедряемого электрода 28 и основного корпуса 26 верхней плиты, в дополнение к электрическому контуру 18, образованному путем электрического соединения нижнего внедряемого электрода 12 и основного корпуса 10 нижней плиты.
[0072] Кроме того, как показано на фиг. 5, в дополнение к контуру 18 может быть предусмотрен электрический контур 40, содержащий нижний внешний электрод 38, основной корпус 10 нижней плиты и источник D3 питания. Кроме того, электрический контур 40, содержащий нижний внешний электрод 38 (не представлен на фиг. 2), может быть предусмотрен совместно с контуром 34, содержащим верхний внедряемый электрод 28, проиллюстрированный на фиг. 2. Кроме того, электрический контур 40 (не представлен на фиг. 3) может быть предусмотрен совместно с контуром 18, содержащим нижний внедряемый электрод 12, и контуром 34, содержащим верхний внедряемый электрод 28, как показано на фиг. 3.
[0073] [2-3] Детектор электрического тока
Устройство для изготовления гипсовых панелей согласно настоящему изобретению содержит детектор электрического тока, электрически соединенный с контуром, соединяющий внедряемый электрод и основной корпус плиты. Наличие детектора электрического тока обеспечивает возможность обнаружения разрезов листа строительной бумаги и других подобных ситуаций.
[0074] Например, изготавливающее устройство 1, представленное на фиг. 1, содержит детектор 20 электрического тока, электрически соединенный с электрическим контуром 18 и обеспечивающий возможность детектирования тока, протекающего между нижним внедряемым электродом 12 и основным корпусом 10 нижней плиты. В то же время, изготавливающее устройство 1А, представленное на фиг. 2, содержит детектор 20 электрического тока, электрически соединенный с электрическим контуром 34 и обеспечивающий возможность детектирования тока, протекающего между верхним внедряемым электродом 28 и основным корпусом 26 верхней плиты. Кроме того, изготавливающее устройство 1В, представленное на фиг. 3, содержит детектор 20 электрического тока, электрически соединенный как с электрическим контуром 18, так и с электрическим контуром 34. Таким образом обеспечивают возможность детектирования тока, протекающего между нижним внедряемым электродом 12 и основным корпусом 10 нижней плиты и тока, протекающего между верхним внедряемым электродом 28 и основным корпусом 26 верхней плиты. В случае наличия нескольких электрических контуров 18 и 34 несколько таких контуров 18 и 34 можно использовать один и тот же детектор 20 электрического тока, как показано на фиг. 3.
[0075] [2-4] Приводной механизм
Устройство для изготовления гипсовых панелей согласно настоящему изобретению содержит приводной механизм, перемещающий по меньшей мере одну из формовочных плит вверх и вниз в соответствии с электрическим сигналом, поступающим от детектора электрического тока.
[0076] Например, изготавливающее устройство 1, представленное на фиг. 1, изготавливающее устройство 1А, представленное на фиг. 2, изготавливающее устройство 1В, представленное на фиг. 3, и изготавливающее устройство 1С, представленное на фиг. 5, содержат приводной механизм 22, перемещающий верхнюю формовочную плиту 24 вверх и вниз в соответствии с электрическим сигналом, поступающим от детектора 20 электрического тока. Однако изготавливающее устройство согласно настоящему изобретению может представлять собой изготавливающее устройство, содержащее приводной механизм, перемещающий вверх и вниз нижнюю формовочную плиту, или представлять собой изготавливающее устройство, содержащее приводной механизм, перемещающий вверх и вниз как верхнюю формовочную плиту, так и нижнюю формовочную плиту (не показано).
[0077] Приводной механизм может представлять собой элемент, перемещающий формовочную плиту вверх и вниз в соответствии с сигналом, поступающим от детектора электрического тока. В частности, но не исключительно, такой элемент может представлять собой, например, пневматический цилиндр, гидравлический цилиндр, сервопривод и т.д.
ПРИМЕРЫ
[0078] Ниже следует более конкретное раскрытие настоящего изобретения с использованием примеров его осуществления и сравнительных примеров. Однако настоящее изобретение не ограничено содержанием нижеприведенных примеров.
[0079] Пример 1
В качестве изготавливающего устройства для примера 1 было выполнено изготавливающее устройство 1, представленное на фиг. 1. Изготавливаемые гипсовые панели были определены как гипсовые панели шириной 910 мм и толщиной 9,5 мм. В изготавливающем устройстве 1 листы 2 строительной бумаги (верхний лист 32 строительной бумаги и нижний лист 16 строительной бумаги) на чертеже перемещают справа налево. Конструкция изготавливающего устройства такова, что гипсовую пульпу 4 непрерывно подают на нижний лист 16 строительной бумаги. Вал 36 представляет собой вал для изменения направления подачи верхнего листа 32 строительной бумаги.
[0080] [1-1] Формовочные плиты
Было использовано изготавливающее устройство, содержащее пару из верхней и нижней формовочных плит 6 (нижнюю формовочную плиту 8 и верхнюю формовочную плиту 24). Была использована нижняя формовочная плита 8, содержащая основной корпус 10 нижней плиты и нижний внедряемый электрод, внедренный в основной корпус 10 нижней плиты. Основной корпус 26 верхней плиты и основной корпус 10 нижней плиты были выполнены из материала, полученного путем хромирования железного материала. Нижний внедряемый электрод 12 был выполнен из нержавеющей стали и имел форму стержня квадратного сечения с поперечным сечением 6 мм × 6 мм и длиной 1200 мм.
[0081] Нижний внедряемый электрод 12 и основной корпус 10 нижней плиты были электрически изолированы изолятором 14. Изолятор 14 был выполнен из многослойных пластин на тканевой основе с пропиткой фенольными смолами. Изолятор имел форму стержня приблизительно квадратного сечения, в котором был образован паз, с поперечным сечением приблизительно U-образной формы. Нижний внедряемый электрод 12 был установлен в паз изолятора 14 так, что одна из его частей (верхняя сторона) выходила на поверхность основного корпуса 10 нижней плиты. С передней и задней сторон нижнего внедряемого электрода 12 были расположены участки изолятора 14 шириной 5 мм для обеспечения электрической изоляции нижнего внедряемого электрода 12. Нижний внедряемый электрод 12 был установлен в основном корпусе 10 нижней плиты на участке, проходящем от местоположения, удаленного по направлению движения на 15 мм от местоположения начала формовки, до местоположения, удаленного по направлению движения на 21 мм от местоположения начала формовки. Таким образом, нижний внедряемый электрод 12 выходил на поверхность основного корпуса 10 нижней плиты на участке шириной 6 мм.
[0082] На входном конце нижней формовочной плиты 8 был образован сужающийся участок. Длина сужающегося участка была установлена равной 50 мм, а перепад высот на сужающемся участке был установлен равным 4 мм. Нижняя формовочная плита 8 и верхняя формовочная плита 24 были установлены так, чтобы после сужающегося участка они были расположены напротив друг друга с образованием формовочного зазора, причем зазор между плитами был достаточно узким для обеспечения возможности формовки. Формовочный зазор был образован между местоположением начала формовки и местоположением, удаленным по направлению движения на 300 мм от местоположения начала формовки.
[0083] [1-2] Электрический контур
Нижний внедряемый электрод 12, основной корпус 10 нижней плиты и источник D1 питания были электрически соединены с образованием электрического контура 18.
[0084] [1-3] Детектор электрического тока
Детектор 20 электрического тока был электрически соединен с электрическим контуром 18.
[0085] [1-4] Приводной механизм
Был установлен приводной механизм 22 для перемещения верхней формовочной плиты 24 вверх и вниз в соответствии с электрическим сигналом, поступающим от детектора 20 электрического тока. В качестве приводного механизма был использован пневматический цилиндр.
[0086] [1-5] Изготовление гипсовых панелей
Вышеописанное изготавливающее устройство было использовано для изготовления гипсовых панелей. Скорость изготовления гипсовых панелей устанавливалась равной 150 м/мин. Эксплуатация устройства продолжалась в течение 20 суток в режиме непрерывной эксплуатации изготавливающего устройства 24 часа в сутки, причем число случаев, в которых происходил полный разрыв листа строительной бумаги, приводящий к остановке непрерывного производства, было равно одному.
[0087] Пример 2
В качестве изготавливающего устройства для примера 2 было выполнено изготавливающее устройство 1А, представленное на фиг. 2. Изготавливающее устройство было изготовлен аналогично изготавливающему устройству в примере 1 за исключением нижеуказанных аспектов.
[0088] [2-1] Формовочные плиты
Было использован изготавливающее устройство, содержащее пару из верхней и нижней формовочных плит 6 (нижнюю формовочную плиту 8 и верхнюю формовочную плиту 24). Основной корпус 26 верхней плиты и основной корпус 10 нижней плиты были выполнены из материала, полученного путем хромирования железного материала. В нижней формовочной плите 8 не был установлен нижний внедряемый электрод, а в верхней формовочной плите 24 был установлен верхний формовочный электрод 28. Верхний внедряемый электрод 28 был выполнен из нержавеющей стали и имел форму стержня квадратного сечения с поперечным сечением 6 мм χ 6 мм и длиной 1200 мм.
[0089] Верхний внедряемый электрод 28 и основной корпус 26 верхней плиты были электрически изолированы изолятором 30. Изолятор 30 был выполнен из многослойных пластин на тканевой основе с пропиткой фенольными смолами. Изолятор имел форму стержня приблизительно квадратного сечения, в котором был образован паз, с поперечным сечением приблизительно U-образной формы. Верхний внедряемый электрод 28 был установлен в паз изолятора 30 так, что одна из его частей (нижняя сторона) выходила на поверхность основного корпуса 26 верхней плиты. С передней и задней сторон верхнего внедряемого электрода 28 были расположены участки изолятора 30 шириной 5 мм для обеспечения электрической изоляции верхнего внедряемого электрода 28. Верхний внедряемый электрод 12 был установлен в основном корпусе 26 верхней плиты на участке, проходящем от местоположения, удаленного по направлению движения на 15 мм от местоположения начала формовки, до местоположения, удаленного по направлению движения на 21 мм от местоположения начала формовки. Таким образом, верхний внедряемый электрод 28 выходил на поверхность основного корпуса 26 верхней плиты на участке шириной 6 мм.
[0090] [2-2] Электрический контур
Верхний внедряемый электрод 28, основной корпус 26 верхней плиты и источник D2 питания были электрически соединены с образованием электрического контура 34.
[0091] [2-3] Детектор электрического тока
Детектор 20 электрического тока был соединен с электрическим контуром 34.
[0092] [2-4] Изготовление гипсовых панелей
Вышеописанное изготавливающее устройство использовалось для изготовления гипсовых панелей. Скорость изготовления гипсовых панелей устанавливалась равной 150 м/мин. Эксплуатация устройства продолжалась в течение 20 суток в режиме непрерывной эксплуатации изготавливающего устройства 24 часа в сутки, причем число случаев, в которых происходил полный разрыв листа строительной бумаги, приводящий к остановке непрерывного изготовления, было равно двум.
[0093] Пример 3
В качестве изготавливающего устройства для примера 3 было выполнено изготавливающее устройство 1 В, представленное на фиг. 3. Изготавливающее устройство было выполнено аналогично изготавливающему устройству в примере 1 за исключением нижеуказанных аспектов.
[0094] [3-1] Формовочные плиты
Нижняя формовочная плита была выполнена так же, как в изготавливающем устройстве в примере 1. Нижний внедряемый электрод 12 был внедрен в основной корпус 10 нижней плиты на участке, проходящем от местоположения, удаленного по направлению движения на 15 мм от местоположения начала формовки, до местоположения, удаленного по направлению движения на 21 мм от местоположения начала формовки. Верхняя формовочная плита была выполнена так же, как в изготавливающем устройстве в примере 2.
[0095] [3-2] Электрический контур
Нижний внедряемый электрод 12, основной корпус 10 нижней плиты и источник D1 питания были электрически соединены с образованием электрического контура 18, а верхний внедряемый электрод 28, основной корпус 26 верхней плиты и источник D2 питания были электрически соединены с образованием электрического контура 34.
[0096] [3-3] Детектор электрического тока
Детектор 20 электрического тока был электрически соединен с электрическим контуром 18 и с электрическим контуром 34.
[0097] [3-4] Изготовление гипсовых панелей
Вышеописанное изготавливающее устройство использовалось для изготовления гипсовых панелей. Скорость изготовления гипсовых панелей устанавливалась равной 150 м/мин. Эксплуатация устройства продолжалась в течение 20 суток в режиме непрерывной эксплуатации изготавливающего устройства 24 часа в сутки, причем число случаев, в которых происходил полный разрыв листа строительной бумаги, приводящий к остановке непрерывного изготовления, было равно одному.
[0098] Пример 4
В качестве изготавливающего устройства для примера 4 было выполнено изготавливающее устройство 1 В, представленное на фиг. 3. Изготавливающее устройство было выполнено аналогично изготавливающему устройству в примере 1 за исключением нижеуказанных аспектов.
[0099] [4-1] Формовочные плиты
Нижняя формовочная плита была выполнена так же, как в изготавливающем устройстве в примере 1 за исключением положения нижнего внедряемого электрода 12. Нижний внедряемый электрод 12 был внедрен в основном корпусе 10 нижней плиты на участке, проходящем от местоположения, удаленного по направлению движения на 21 мм от местоположения начала формовки, до местоположения, удаленного по направлению движения на 31 мм от местоположения начала формовки. Верхняя формовочная плита была выполнена так же, как в изготавливающем устройстве в примере 2.
[0100] [4-2] Электрический контур
Нижний внедряемый электрод 12, основной корпус 10 нижней плиты и источник D1 питания были электрически соединены с образованием электрического контура 18, а верхний внедряемый электрод 28, основной корпус 26 верхней плиты и источник D2 питания были электрически соединены с образованием электрического контура 34.
[0101] [4-3] Детектор электрического тока
Детектор 20 электрического тока был электрически соединен с электрическим контуром 18 и с электрическим контуром 24.
[0102] [4-4] Изготовление гипсовых панелей
Вышеописанное изготавливающее устройство использовалось для изготовления гипсовых панелей. Скорость изготовления гипсовых панелей устанавливалась равной 150 м/мин. Эксплуатация устройства продолжалась в течение 20 суток в режиме непрерывной эксплуатации изготавливающего устройства 24 часа в сутки, причем случаев, в которых происходил полный разрыв листа строительной бумаги, зарегистрировано не было, и случаев остановки непрерывного изготовления также не было зарегистрировано.
[0103] Сравнительный пример 1
В качестве изготавливающего устройства для сравнительного примера 1 было выполнено изготавливающее устройство 100, представленное на фиг. 4. Изготавливающее устройство было изготовлено аналогично изготавливающему устройству в примере 1 за исключением нижеуказанных аспектов.
[0104] [5-1] Формовочные плиты
В нижней формовочной плите 108 не был установлен нижний внедряемый электрод. Вместо этого в местоположении, расположенном по направлению движения на 10 мм после конца (выходного конца) нижней формовочной плиты 108, был установлен нижний внешний электрод 138. Нижний внешний электрод 138 был установлен так, чтобы обеспечить электрическую изоляцию нижнего внешнего электрода от окружающих его элементов. Нижний внешний электрод 138 был изготовлен из железного материала с использованием в нем твердого хромированного покрытия и имел форму стержня квадратного сечения с поперечным сечением 24 мм × 24 мм и длиной 1200 мм. Верхняя формовочная плита 124 была выполнена так же, как верхняя формовочная плита 24 в изготавливающем устройстве в примере 1.
[0105] [5-2] Электрический контур
Нижний внешний электрод 138, нижняя формовочная плита 108 и источник D3 питания были электрически соединены с образованием электрического контура 140.
[0106] [5-3] Детектор электрического тока
Детектор 120 электрического тока был электрически соединен с электрическим контуром 140.
[0107] [5-4] Изготовление гипсовых панелей
Вышеописанное изготавливающее устройство использовалось для изготовления гипсовых панелей. Скорость изготовления гипсовых панелей устанавливалась равной 150 м/мин. Эксплуатация устройства продолжалась в течение 20 суток в режиме непрерывной эксплуатации изготавливающего устройства 24 часа в сутки, причем число случаев, в которых происходил полный разрыв листа строительной бумаги, приводящий к остановке непрерывного изготовления, достигло 10.
Промышленная применимость
[0108] Способ и устройство для изготовления гипсовых панелей согласно настоящему изобретению пригодны для использования для изготовления гипсовых панелей, используемых в качестве строительного материала, например, материала для строительства потолков, стен или полов.
Перечень ссылочных номеров
[0109]
Группа изобретений относится к способу и устройству для изготовления гипсовых панелей. Способ включает в себя этап непрерывного ввода гипсовой пульпы в промежуток между парой из верхнего и нижнего листа строительной бумаги с одновременной непрерывной подачей пары из верхнего и нижнего листов строительной бумаги для получения многослойного материала и обеспечением прохождения многослойного материала между парой из верхней и нижней формовочных плит для получения сформованного объекта, толщина которого зависит от зазора между плитами. Причем в качестве по меньшей одной из пары из верхней и нижней формовочных плит используют формовочную плиту, содержащую: основной корпус плиты, выполненный из электропроводящего материала; и внедряемый электрод, внедренный в основной корпус плиты. Причем внедряемый электрод электрически изолирован от основного корпуса плиты изолятором и внедрен так, что его участок выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги. При этом образуют электрический контур путем электрического соединения основного корпуса плиты и внедряемого электрода, внедренного в основной корпус плиты, и подают в этот контур напряжение. При прорезании листа строительной бумаги, приводящем основной корпус плиты и внедряемый электрод в контакт с гипсовой пульпой, и появлении электрического тока в электрическом контуре зазор между парой из верхней и нижней формовочных плит расширяют для устранения причины проводимости. После чего зазор между парой из верхней и нижней формовочных плит восстанавливают до исходного зазора. Техническим результатом является повышение эффективности непрерывного изготовления гипсовых плит без остановки процесса производства, снижение изготовления значительного количества дефектных изделий. 2 н. и 8 з.п. ф-лы, 10 ил.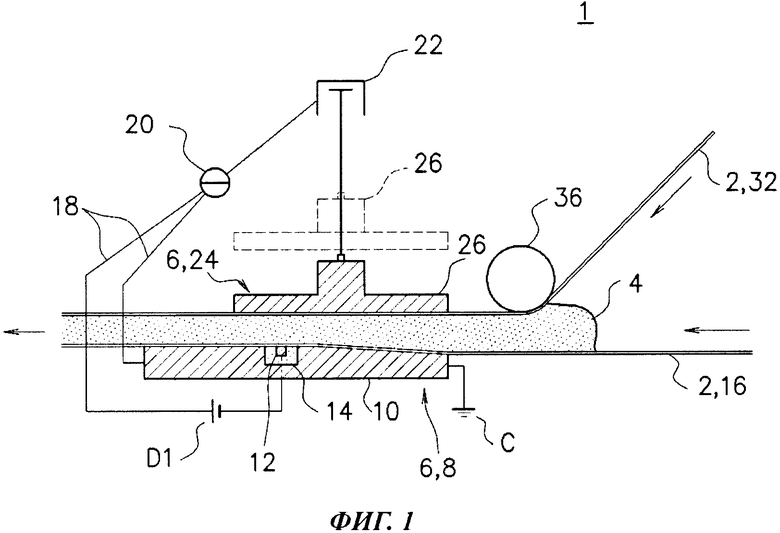
1. Способ изготовления гипсовых панелей, включающий в себя этап непрерывного ввода гипсовой пульпы в промежуток между парой из верхнего и нижнего листа строительной бумаги с одновременной непрерывной подачей пары из верхнего и нижнего листов строительной бумаги для получения многослойного материала и обеспечением прохождения многослойного материала между парой из верхней и нижней формовочных плит для получения сформованного объекта, толщина которого зависит от зазора между плитами,
причем в качестве по меньшей одной из пары из верхней и нижней формовочных плит используют формовочную плиту, содержащую: основной корпус плиты, выполненный из электропроводящего материала; и внедряемый электрод, внедренный в основной корпус плиты, причем внедряемый электрод электрически изолирован от основного корпуса плиты изолятором и внедрен так, что его участок выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги,
при этом образуют электрический контур путем электрического соединения основного корпуса плиты и внедряемого электрода, внедренного в основной корпус плиты, и подают в этот контур напряжение,
при прорезании листа строительной бумаги, приводящем основной корпус плиты и внедряемый электрод в контакт с гипсовой пульпой, и появлении электрического тока в электрическом контуре зазор между парой из верхней и нижней формовочных плит расширяют для устранения причины проводимости, после чего зазор между парой из верхней и нижней формовочных плит восстанавливают до исходного зазора.
2. Способ изготовления гипсовых панелей по п. 1, в котором внедряемый электрод внедрен на участке основного корпуса плиты, расположенном по направлению движения после местоположения начала формовки, причем местоположение начала формовки представляет собой одно из нижеуказанных местоположений (1) и (2), расположенное на наибольшем удалении по направлению движения:
(1) местоположение входного конца какой-либо плиты из пары из верхней и нижней формовочных плит; и
(2) местоположение выходного конца сужающегося участка в варианте осуществления, в котором на по меньшей мере одной плите из пары из верхней и нижней формовочных плит предусмотрен сужающийся участок, причем толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочных плит, причем ширина зазора между двумя формовочными плитами на сужающемся участке возрастает по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка.
3. Способ изготовления гипсовых панелей по п. 2, в котором внедряемый электрод внедрен на участке основного корпуса плиты, проходящем от местоположения начала формовки до местоположения, удаленного по направлению движения на 50 мм от местоположения начала формовки.
4. Способ изготовления гипсовых панелей по любому из пп. 1-3, в котором в качестве изолятора используют по меньшей мере один материал из группы, состоящей из материала из многослойных пластин на тканевой основе с пропиткой фенольными смолами, материала из многослойных пластин на бумажной основе с пропиткой фенольными смолами, стекловолоконной ткани с пропиткой из эпоксидной смолы и бумаги с пропиткой из эпоксидной смолы.
5. Способ изготовления гипсовых панелей по любому из пп. 1-3, в котором в качестве электропроводящего материала используют по меньшей мере один материал из группы, состоящей из железных материалов, материалов из нержавеющей стали и алюминиевых материалов, или материала, полученного с использованием в нем твердого хромирующего покрытия.
6. Устройство для изготовления гипсовых панелей, содержащее пару из верхней и нижней формовочных плит для формования многослойного материала, полученного путем ввода гипсовой пульпы в промежуток между парой из верхнего и нижнего листов строительной бумаги, причем толщина многослойного материала зависит от зазора между плитами,
причем по меньшей мере одна плита из пары из верхней и нижней формовочных плит содержит: основной корпус плиты, состоящий из электропроводящего материала, и внедряемый электрод, внедренный в основной корпус плиты, причем внедряемый электрод электрически изолирован от основного корпуса плиты изолятором и внедрен так, что его участок выходит на поверхность основного корпуса плиты, контактируя с листом строительной бумаги,
при этом за счет электрического соединения основного корпуса плиты и внедряемого электрода, внедренного в основной корпус плиты, образован электрический контур, и
устройство дополнительно содержит:
детектор электрического тока, электрически соединенный с электрическим контуром; и
приводной механизм, выполненный с возможностью перемещения по меньшей мере одной из формовочных плит вверх и вниз в соответствии с электрическим сигналом, поступающим от детектора электрического тока.
7. Устройство для изготовления гипсовых панелей по п. 6, в котором внедряемый электрод внедрен на участке основного корпуса плиты, расположенном по направлению движения после местоположения начала формовки, причем местоположение начала формовки представляет собой одно из нижеуказанных местоположений (1) и (2), расположенное на наибольшем удалении по направлению движения:
(1) местоположение входного конца какой-либо плиты из пары из верхней и нижней формовочных плит; и
(2) местоположение выходного конца сужающегося участка в варианте осуществления, в котором на по меньшей мере одной плите из пары из верхней и нижней формовочных плит предусмотрен сужающийся участок, причем толщина плиты на сужающемся участке уменьшается по мере приближения к входному концу формовочных плит, причем ширина зазора между двумя формовочными плитами на сужающемся участке возрастает по мере приближения к входному концу формовочных плит в связи с наличием сужающегося участка.
8. Устройство для изготовления гипсовых панелей по п. 7, в котором внедряемый электрод внедрен на участке основного корпуса плиты, проходящем от местоположения начала формовки до местоположения, удаленного по направлению движения на 50 мм от местоположения начала формовки.
9. Устройство для изготовления гипсовых панелей по любому из пп. 6-8, в котором в качестве изолятора используют по меньшей мере один материал из группы, состоящей из материала из многослойных пластин на тканевой основе с пропиткой фенольными смолами, материала из многослойных пластин на бумажной основе с пропиткой фенольными смолами, стекловолоконной ткани с пропиткой из эпоксидной смолы и бумаги с пропиткой из эпоксидной смолы.
10. Устройство для изготовления гипсовых панелей по любому из пп. 6-8, в котором в качестве электропроводящего материала используют по меньшей мере один материал из группы, состоящей из железных материалов, материалов из нержавеющей стали и алюминиевых материалов, или материала, полученного с использованием в нем твердого хромирующего покрытия.
| JP 2000071218 A, 07.03.2000 | |||
| ЛЕГКИЙ ГИПСОКАРТОН И СОСТАВ ГИПСОВОЙ СУСПЕНЗИИ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2427550C2 |
| Способ изготовления гипсокартонных листов | 1987 |
|
SU1541194A1 |
| JP 2003334809 A, 25.11.2003 | |||
| JP 2003266414 A, 24.09.2003. | |||

