Изобретение относится к области черной металлургии, в частности к способу футеровки главного выпускного желоба доменной печи.
Особенностью плавки при выплавке из титаномагнетитового сырья, например, ванадиевого чугуна, является воздействие высокотемпературного химически агрессивного шлака и необходимость длительной продувки в конце выпуска. Вследствие чего бетонная огнеупорная футеровка главного желоба доменной печи, подвергается воздействию высокой температуры и ее колебаний, ударному воздействию струи чугуна и шлака и истирающему воздействию продувки в конце выпуска, что вызывает ускоренный локальный износ. Износ футеровки стен по высоте стены и длине главного желоба неравномерный. Шлаковый пояс желоба и верхний борт футеровки в районе падения струи чугуна и шлака разгорается значительно интенсивнее, чем чугунный пояс. При достижении минимально допустимой остаточной толщины футеровки главный желоб выводится в ремонт, на котором огнеупорная футеровка восстанавливается до проектной толщины.
Несмотря на то, что желоб выводится в ремонт по причине локального усиленного износа футеровки шлакового пояса, футеровка чугунного пояса все еще может выполнять свои функции. При ремонте футеровки с использованием наливных огнеупорных бетонов производится разбор и удаление бетонной футеровки чугунного пояса, что приводит к повышению расхода огнеупорного бетона.
Известен способ ремонта футеровки главных желобов [1] («Огнеупоры для футеровки желобов литейных дворов доменных печей». Бюллетень «Черная металлургия» 2015.- № 6 с.51-53) на доменных печах Нижнетагильского металлургического комбината, включающий в себя спуск продуктов плавки из желоба, охлаждение футеровки, ремонт футеровки, при котором для обеспечения необходимой толщины футеровки с использованием огнеупорных бетонов производится разбор и удаление отработанной бетонной футеровки рабочего слоя стен по длине главного желоба с разбором и удалением бетонной футеровки чугунного пояса желоба, установка металлического шаблона, заливка огнеупорного бетона, демонтаж шаблона после затвердевания бетона, сушка и разогрев вновь подлитой футеровки.
Недостатком данного способа является преждевременный вывод желоба в ремонт, низкая межремонтная стойкость футеровки желобов и повышенный расход дорогостоящих огнеупорных наливных бетонов, а также высокая длительность ремонта.
Наиболее близким по технической сущности является способ ремонта желобов [2] («Практика применения огнеупорных масс в доменном цехе ОАО Тулачермет». Журнал «Металлург» 2015. - № 6, с.39-46.), согласно которому производят локальный ремонт футеровки при помощи нанесения торкрет-масс в промежутке между ремонтами с подливкой бетона.
Недостатком указанного способа является низкая эффективность торкрета при локальном ремонте и незначительное повышение стойкости основной футеровки желоба, а также затруднительное осуществление торкретирования из-за низкой адгезионной способности к горячей футеровке.
Задачей изобретения является повышение срока межремонтного периода и стойкости огнеупорной футеровки, снижение расхода огнеупорных наливных бетонов.
Указанный технический результат обеспечивается благодаря тому, что в способе ремонта футеровки главного желоба доменной печи, включающем в себя спуск продуктов плавки из желоба, охлаждение и ремонт футеровки, по данному изобретению в промежутке между ремонтами с подливкой бетона дополнительно производят локальный ремонт шлакового пояса главного желоба набивной массой без разбора и удаления бетонной футеровки чугунного пояса главного желоба.
Кроме того, локальный ремонт футеровки набивной огнеупорной массой производится методом трамбования с установкой опалубки.
Изобретение поясняется чертежами:
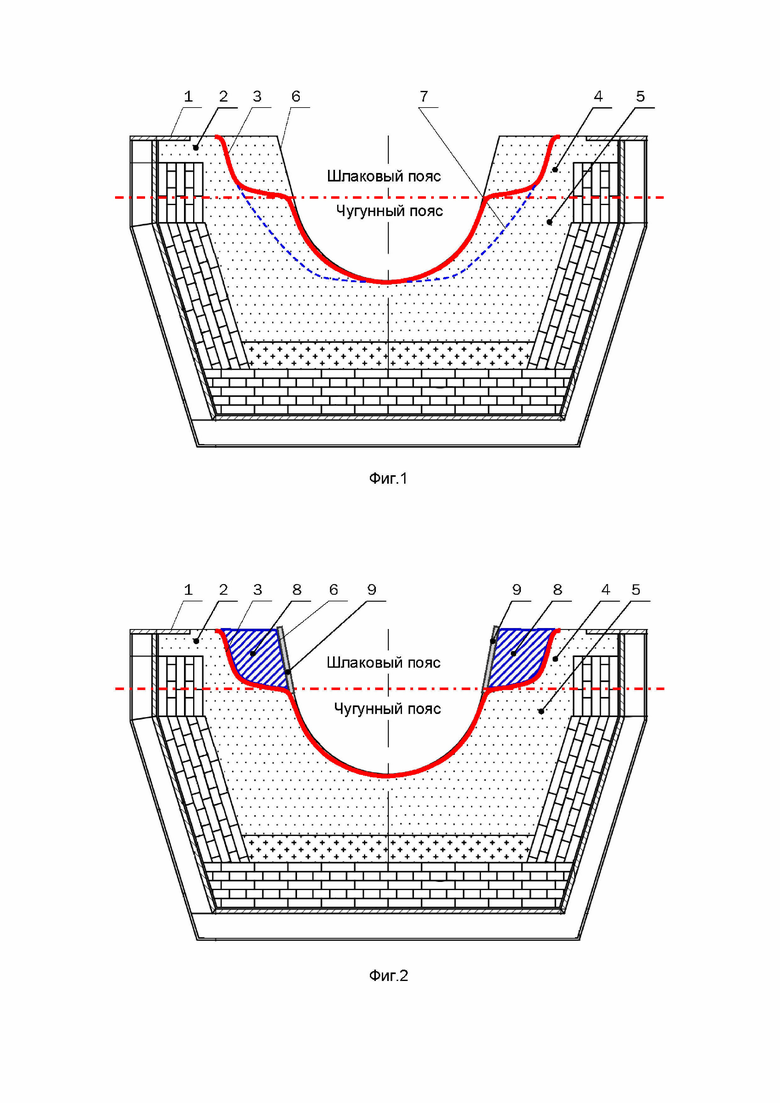
ФИГ. 1 Схема разгара футеровки главного желоба доменной печи.
ФИГ. 2 Схема локального ремонта футеровки набивной массой.
Описание ссылочных позиционных номеров:
1. выпускной главный желоб;
2. футеровка главного желоба (наливная масса)
3. остаточная толщина футеровки;
4. шлаковый пояс желоба;
5. чугунный пояс желоба;
6. проектная толщина футеровки главного желоба;
7. район разборки и удаления бетонной футеровки чугунного пояса.
8. набивная огнеупорная масса;
9. опалубка.
На Фиг. 1 показана схема разгара футеровки главного желоба печи. Бетонная огнеупорная футеровка 2 главного желоба 1, подвергается воздействию высокой температуры и ее колебаний, ударному воздействию чугуна и шлака и истирающему воздействию продувки в конце выпуска, что вызывает ускоренный локальный износ футеровки шлакового пояса 4, при этом футеровка чугунного пояса 5 может выполнять свои функции. При достижении минимально допустимой остаточной толщины футеровки 3 главный желоб выводится на ремонт, при котором осуществляют разбор и удаление отработанной бетонной футеровки рабочего слоя стен по всей длине главного желоба. При этом на чугунном поясе 5 производят разбор и удаление бетонной футеровки до района 7, что приводит к повышению расхода огнеупорного бетона. После удаления футеровки до района 7 устанавливают шаблон на уровне проектной толщины 6 футеровки и производят подливку огнеупорным бетоном.
Сущность предложенного способа заключается в следующем.
На Фиг. 2 показана схема локального ремонта футеровки с применением набивной массы. При разгаре остаточной толщины футеровки 3 шлакового пояса 4 на главном желобе дополнительно производят ремонт с использованием набивной массы методом трамбования, при этом разбор и удаление отработанной бетонной футеровки рабочего слоя стен по всей длине главного желоба не производят. Набивную огнеупорную массу 8 засыпают в зазор между остаточной бетонной футеровкой 3 и опалубкой 9, а затем ее трамбуют вибротрамбовкой. В результате применения предлагаемого изобретения толщина футеровки желоба восстанавливается до проекторного состояния 6. Плотность трамбованного слоя из набивной огнеупорной массы 8 сопоставим с плотностью слоя, выполненного из наливного бетона, но при этом не используется вода, что позволяет снизить время на термообработку и сократить длительность ремонта.
Пример конкретного выполнения способа.
Испытания по технологии предлагаемого изобретения были осуществлены в доменном цехе АО «ЕВРАЗ НТМК». Основные показатели работы главных желобов при существующем и предлагаемом способах ремонта их футеровки приведены в таблице 1.
Данные по таблице 1 показывают, что применение предлагаемого способа ремонта с дополнительным локальным ремонтом шлакового пояса главного желоба набивной массой позволяет снизить удельный расход наливных огнеупоров, повысить межремонтный период и стойкость огнеупорной футеровки.
Технико-экономический эффект способа ремонта футеровки главного желоба доменной печи заключается в увеличении межремонтного периода, увеличение стойкости огнеупорной футеровки и в снижении расхода огнеупорных наливных бетонов.
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом решении. Следовательно, предлагаемое изобретение соответствует критерию «изобретательский уровень».
Источники информации:
[1] «Огнеупоры для футеровки желобов литейных дворов доменных печей». Бюллетень «Черная металлургия» 2015.- № 6 с.51-53.
[2] «Практика применения огнеупорных масс в доменном цехе ОАО Тулачермет». Журнал «Металлург» 2015. - № 6, с.39-46.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫПУСКНОЙ ГЛАВНЫЙ ЖЕЛОБ ДОМЕННОЙ ПЕЧИ | 2019 |
|
RU2711282C1 |
| Главный горновой желоб доменной печи | 1980 |
|
SU881119A1 |
| ЛИТЕЙНЫЙ ДВОР ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2113494C1 |
| КОМПЛЕКС ОХЛАЖДЕНИЯ ВЫПУСКНЫХ И ТРАНСПОРТНЫХ ЖЕЛОБОВ ДОМЕННОЙ ПЕЧИ | 2022 |
|
RU2792995C1 |
| ЛИТЕЙНЫЙ ДВОР ДОМЕННОЙ ПЕЧИ | 2004 |
|
RU2270256C1 |
| Способ футеровки защитного укрытия главного желоба доменной печи | 2023 |
|
RU2815310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| УСТРОЙСТВО ВОДЯНОГО ОХЛАЖДЕНИЯ ЛЕЩАДИ ДОМЕННОЙ ПЕЧИ | 2019 |
|
RU2729800C1 |
| Футеровка ковшей емкостью 300 - 400 т для разливки стали | 1989 |
|
SU1747242A1 |
| Комплекс сбора и удаления горновых газов от главного желоба доменной печи | 2019 |
|
RU2715265C1 |
Изобретение относится к области черной металлургии, в частности к способу ремонта футеровки главного выпускного желоба доменной печи. Осуществляют спуск продуктов плавки из желоба, охлаждение и ремонт футеровки. В промежутке между ремонтами футеровки с подливкой бетона дополнительно производят локальный ремонт шлакового пояса главного желоба набивной массой без разбора и удаления бетонной футеровки чугунного пояса главного желоба. Изобретение направлено на повышение срока межремонтного периода, повышение стойкости огнеупорной футеровки, снижение расхода огнеупорных наливных бетонов на тонну чугуна. 2 ил., 1 табл.
Способ ремонта футеровки главного выпускного желоба доменных печей, включающий в себя спуск продуктов плавки из желоба, охлаждение и ремонт футеровки, отличающийся тем, что дополнительно в промежутке между ремонтами футеровки с подливкой бетона производят локальный ремонт шлакового пояса главного желоба набивной огнеупорной массой без разбора и удаления бетонной футеровки чугунного пояса главного желоба.
| Практика применения огнеупорных масс в доменном цехе ОАО Тулачермет | |||
| Журнал "Металлург", N6, 2015, с.39-46 | |||
| СМЕННЫЙ ГЛАВНЫЙ ЖЕЛОБ ДОМЕННОЙПЕЧИ | 0 |
|
SU273220A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ ФУТЕРОВКИ ЖЕЛОБОВ ДОМЕННЫХ ПЕЧЕЙ | 2004 |
|
RU2267472C2 |
| Аппарат для изготовления зубных пластинок из каучука и т.п. | 1929 |
|
SU43600A1 |
| DE 19948779 A1, 12.04.2001. | |||

