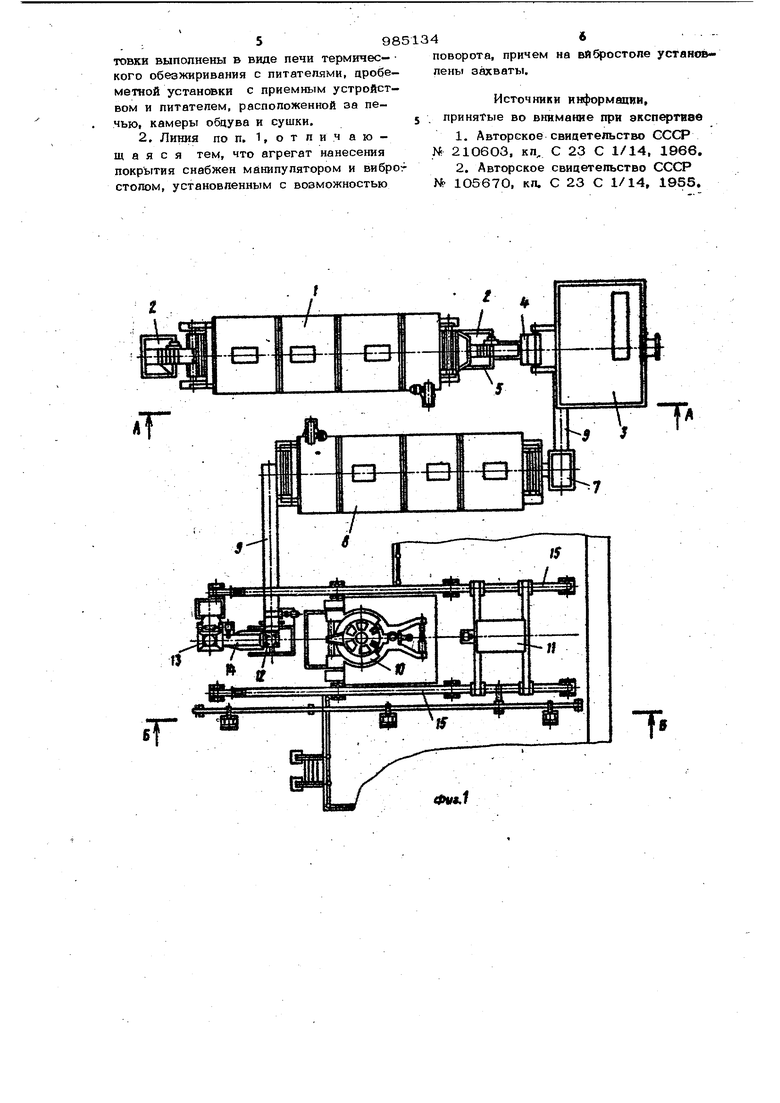
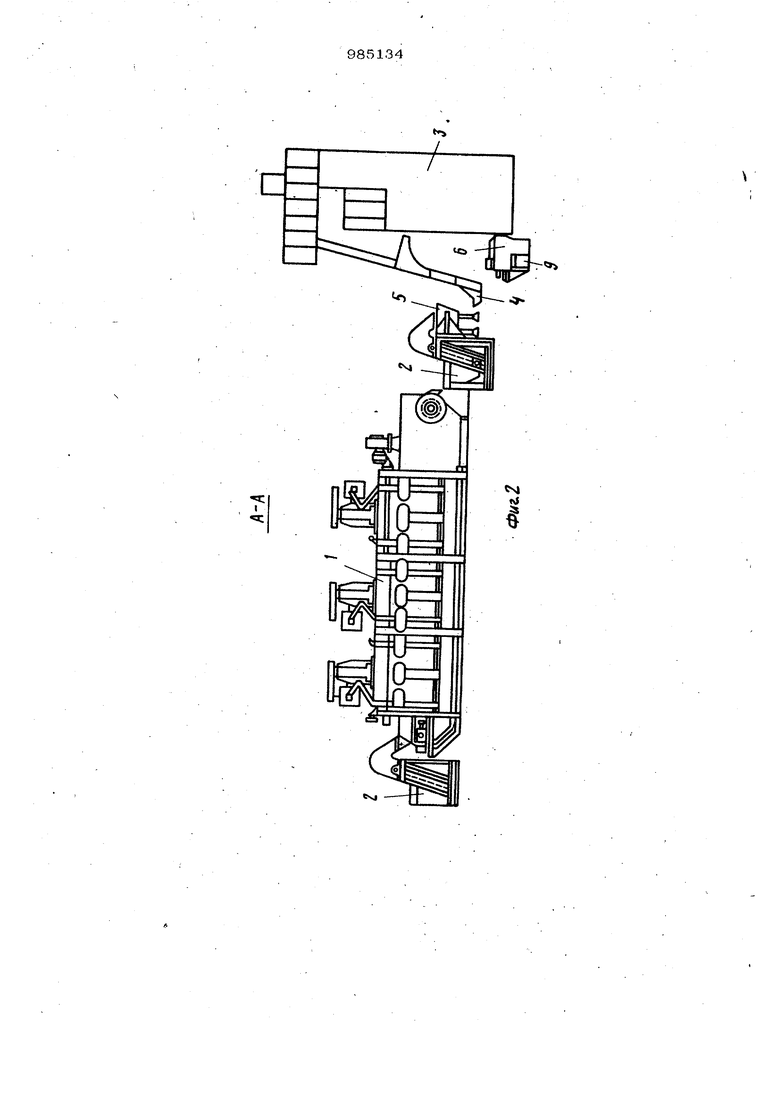
(54) ЛИНИЯ ДЛЯ ГОРЯЧЕГО АЛЮМИНИРОВАНИЯ .1 Изобретение относится к метаплургйи, в частности к устройствам для горячего алюминирования изцепий из расплава, например, стального крепежа, такого как болты, гайки, шайбы. Известна установка цля горячего нане сения покрытий, содержащая транспорти- руюший механизм, ряц ванн цпя предварительной подготовки поверхности, нане- сения покрытий, механизм удаления излишков расплава ClЭ . рднако эта установка имеет малую производительность и предназначена для нанесения покрытий лишь на мелкие изделия. Известна также установка для горячего покрытия «стальных изделий, например, цинком, содержащая позиции предварительной химической обработки изделий, декапирования, промывки водой, фпюсования, покрытия расплавленным металлом, вибрационного удаления излишков (расплавленного металла и манипулятор в: виде цепного конвейера, объединяющего эти позиции, цепи которого .на позиции покрытия расплавленным металлов сочленень; с вибратором, предназначенным для сообщения изделиям колебательньх движений t2 . Однако в этой линии производят химическую обработку поверхности изделия, требующую наличия правильных растворов, которые в случае отсутствия производства с замкнутым циклом приводят к загрязнению окружающей среды. Причем производительность этой линии невысока. Цель иаофетения - повышение производительности линии и уменьшение загрявнений окружающей средь}. Поставленная цель достигается тем, что в линии для горячего ааюминирования, содержащей агрегаты предварительной подготовки, флюсования, сушки, нанесения покрытия, удаления излишков покрытия, расположенные по ходу технологического процесса, и транспортирующий механизм, агрегат предварительной подготовки вылолне|Н в вице печи термического обез жиривания с питателем, цробеметной установки с приемным устройством и пи- татепем, расположенной за печью, камеры обдува и сушкк, Агрегат нанесения покрытия снабжен манипулятором и вибростолом, установлен ным с возможностью поворота, причем на вибростоле установлены захваты. На фиг. 1 представлена предлагаемая пиния, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Линия горячего алюминирования изделий из расплава содержит печь 1 терми ческого обезжиривания, например индукционную печь сопротивления, на входе и выходе которой установлены питатели 2, дробеметную установку 3 с приемным ус ройством 4, перед которым установлено дозирующее устройство 5, камеру 6 обдува, ванну 7 флюсования и сушильное устройство 8; в данной позиции подготовки поверхности указанные устройства, расположены последовательно и связаны конвейером 9 с позицией алюминирования. ,. Позиция алюминирования включает ванну 10 алюминирования, манипулирующее устройство 11, совмещенное с устройством удаления излишков расплавленного металла с поверхности изделий, виб ростол 12 с пневмозахватамй, 1меющий возможность поворота, ванну 13 охлаждения и лоток 14. Манипулирующее устройство 11 представляет собой портальную конструкцию, перемещающуюся по рельсам 15, на которой установлено с возможностью регулирования по высоте посредством винтов вращаемых электродвигдтелем, устройств удаления излишков расплавленного металла (не.показано) .. Линия работает следующим образом. Крепежные изделия, подлежащие обработке, подаются в печь 1 конвейером из питателя 2. После печи термического обезжиривания изделия попадают в анало гичный питатель 2. Конвейером питателя крепежные изделия подаются в дозирующее устройство 5 которое дозирует их порциями и подает в приемное устройство 4 дробеметной установки 3. После обработки в дробеметной установке 3 крепежные изделия пода ются в камеру 6 обдува, где они очищаются от пыли, флюсуются в ванне 7 флю Сования, далее сушатся в сушильном устройстве 8, и конвейером 9 подаются в корзину установленую на вибростоле 12. Вибрация стола способствует равномерному наполнению корзины, и по окончании загрузки корзина захватывается устройством 11 манипулирования и удаления излишков расплавленного металла с изделий и переносится им в ванну 1О алю- минирования,, в которой выдерживается в течение необходимого технологического цикла. Затем корзина этим устройством поднимается .из ванны 10 и в режиме вибрирования или центрифугирования уст- ройствр 11 удаляет излишки расплавленного алюминия с изделий. Далее корзина переносится устройством 11 по рельсам 15 на вибростол 12, где корзина освобождается от пневмозахвата устройства 11 и зажимается пневмозахватамй вибростола 12, Включается вибратор, поворотная часть вибростола 12 поворачивается на 135 и крепежные изделия из корзины попадают на лоток 14, пройдя который, попадают в ван,ну 13 охлаждения, после чего выгружаются в ящики, и отправляются на склад готовой продукции. Поворотная чайть вибростола 12 возвращается в исходное положение, происходит загрузка новой партии крепежных изделий и цикл повторяется. ГодовоД экономический эффект от применения предлагаемой линии составляет бООООО руб. Испоньзование линии обеспечивает уменьшение загрязнений окружающей среды путем исключения травильных растворов и повышение производительности (в два раза по сравненшо с известной линией).. Кроме того, автоматизация процесса алюминирования исключает пребьтание человека в этой еоне и приводит к ысвобождению рабочих с тяжелыми условиями труда. Формула изобретения 1. Линия для горячего алюминирования, содержащая агрегаты предварительной поцготовки, флюсования, сушки, нанесения покрытий удаления излишков покрытия, расположенные по ходу технологического процесса, и транспортирующий механизм, отлич ающаяся тем, что, с цепью повышения производительности и уменьшения загрязнений окружающей срецы, агрегаты предварительной подго-
5985
тонки выполнены в виде печи термичес- кого обезжиривания с питатепями, цробе- метной установки с приемным устройством и питателем, расположенной за печьЮ| камеры обдува и сушки.
2, Линия по п. 1, о т п и ч а ю щ а я с я тем, что агрегат нанесения покрытия снабжен манипулятором и виброг стопом, установленным с возможностью
1346
поворота, причем на вйбростопе установ лень захваты.
Источники информации, 5 , принятые во внимание при экспертвае
1.Авторское свицетеяьство СССР М 21О603, кл, С 23 С 1/14, 1966.
2,Авторское свицетепьство СССР № 105670, кл. С 23 С 1/14, 19S5.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия горячего алюминирования изделий | 1983 |
|
SU1222710A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| Печь для горячего алюминирования изделий из расплава | 1980 |
|
SU962330A1 |
| Установка для горячего нанесения защитных покрытий | 1981 |
|
SU1175974A1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ НА МЕЛКИЕ СТАЛЬНЫЕ ДЕТАЛИ СЛОЖНОГО ПРОФИЛЯ | 1992 |
|
RU2033471C1 |
| Способ горячего цинкования чашеобразных изделий и устройство для его осуществления | 1987 |
|
SU1715881A1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Устройство для горячего цинкования | 1979 |
|
SU831855A1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |

ГТ Т
