[001] Настоящее изобретение относится к установке для непрерывной разливки металлов. Более конкретно, настоящее изобретение относится к способу равномерного распределения потока жидкой стали в изложнице. Согласно другому из его аспектов настоящее изобретение относится к системе для непрерывной разливки жидкой стали.
[002] Установка для непрерывной разливки металлов, например установка для непрерывной разливки стали, обычно содержит изложницу, в которую заливают жидкий металл из распределительного устройства или разливочного устройства для затвердевания металла в подходящей форме. Это может быть, например, изложница без дна, и в этом случае металл охлаждается с образованием слитка. Для охлаждения жидкого металла стенки изложницы прижимаются к охлаждающим устройствам, например жидкостного типа, или подпираются ими. Изложница и охлаждающие устройства выполнены имеющими размеры в зависимости от скорости потока металла, так что слиток, когда он выходит из изложницы, имеет затвердевшую внешнюю поверхность достаточной толщины для захвата еще жидкого металла, находящегося внутри слитка.
[003] Разливочное устройство снабжено одним или даже множеством стаканов ниже уровня стали в изложнице, предназначенных для защиты жидкого металла во время прохождения его потока в изложницу. Обычно стакан расположен симметрично относительно изложницы, так что поток во время операций непрерывной разливки должен быть как можно более однородным. В действительности, неравномерный распределенный поток в изложнице может иметь негативные последствия для качества слитка, такие как риски прорыва, неоднородность стального литья, плохое распределение смазочного порошка и т.д.
[004] Однако некоторые отклонения могут нарушить равномерное распределение потока жидкой стали из разливочного устройства в изложницу. Например, может случиться так, что одно из отверстий стакана эродировано или забито оксидом алюминия, сталь затвердела в стакане или в стакане застряли обломки. Все эти отклонения приводят к нарушению симметрии потока и, следовательно, к потенциальному ухудшению качества производимых слитков или даже к повреждению установки для непрерывной разливки. На сегодняшний день не существует решения для обнаружения таких ситуаций и тем более для их исправления.
[005] Задача настоящего изобретения состоит в обеспечении возможности обнаружения отклонений, нарушающих поток жидкой стали, и восстановления симметрии потока.
[006] С этой целью согласно настоящему изобретению предусматривается способ равномерного распределения потока жидкой стали в изложнице, согласно которому сталь вводят в изложницу из разливочного устройства через защитный стакан, открывающийся ниже уровня стали в изложнице, и который включает следующие этапы:
a) получение набора характеристик потока в изложнице,
b) сравнение характеристик потока, полученных на предыдущем этапе, с заданной моделью и определение действий по регулировке, которые необходимо предпринять для равномерного распределения потока, и
c) регулировку потока.
[007] Таким образом, можно определить, нарушен ли поток, путем измерения характеристик потока и сравнения этих измерений с заданной моделью. Следовательно, становится возможным практически мгновенная оценка качества потока. И в случае возникновения возмущения, то есть достаточно большого расхождения между измеренными характеристиками и моделью, можно отреагировать, регулируя поток таким образом, чтобы ослабить возмущения. Это значительно улучшает качество производимых слитков.
[008] В качестве преимущества, этапы с а) по с) повторяют непрерывно во время операций литья.
[009] Таким образом, указанный способ может быть реализован на протяжении всего периода эксплуатации установки для непрерывной разливки.
[0010] В качестве преимущества, характеристики потока получают посредством анализа теплотехнических характеристик стали в изложнице.
[0011] Обеспечение возможности измерения температуры изложницы в большом количестве положений позволяет упростить реализацию указанного способа.
[0012] В качестве преимущества, изложница относится к типу, образованному набором металлических пластин, поддерживаемых охлаждающими устройствами, выполненными с возможностью обеспечения охлаждения металлических пластин за счет циркуляции охлаждающей текучей среды, и содержит оптическое волокно, включающее в себя множество брэгговских фильтров, проходящих в стенке по меньшей мере одной из указанных пластин, причем оптическое волокно проходит в направлении, не параллельном оси литья изложницы.
[0013] В качестве преимущества, указанный способ дополнительно включает следующие этапы:
- измерение температуры по меньшей мере одной стенки изложницы посредством оптического волокна и
- регулировку потока.
[0014] Таким образом, температуру измеряют с использованием оптического волокна, которое надежно и легко размещено в изложнице. В частности, может быть использована изложница, такая как описано в бельгийской патентной заявке 2018/5193 или в бельгийской патентной заявке, поданной одновременно с настоящей заявкой.
[0015] В качестве преимущества, регулировку потока реализуют выполнением относительного перемещения между стаканом и изложницей.
[0016] В предпочтительном случае относительное перемещение между стаканом и изложницей осуществляют в направлении, параллельном продольной оси изложницы.
[0017] В качестве преимущества, стакан выполнен за одно целое с разливочным устройством, а относительное перемещение между стаканом и изложницей реализуют перемещением разливочного устройства относительно изложницы. Например, легким перемещением тележки для разливочного устройства.
[0018] Согласно варианту изобретения относительное перемещение между стаканом и изложницей осуществляют посредством углового смещения стакана по продольной оси изложницы. Также возможно комбинировать указанные два перемещения (линейное и угловое).
[0019] Как вариант, в случае, когда разливочное устройство снабжено устройством для замены разливочного стакана, или для регулирования расхода стали ограничением с сужением посредством пластины, перемещаемой перпендикулярно направлению потока, достаточно переместить такой устройство относительно изложницы.
[0020] Таким образом, регулировка потока реализуется с помощью операции, которую легко осуществить.
[0021] Согласно настоящему изобретению также предусматривается система для непрерывной разливки жидкой стали из разливочного устройства в изложницу для непрерывной разливки, содержащая:
- разливочное устройство,
- изложницу, относящуюся к типу, образованному набором металлических пластин, поддерживаемых охлаждающими устройствами, выполненными с возможностью обеспечения охлаждения металлических пластин за счет циркуляции охлаждающей текучей среды, и содержащую оптическое волокно, включающее в себя множество брэгговских фильтров, проходящих в стенке по меньшей мере одной из указанных пластин, причем оптическое волокно проходит в направлении, не параллельном оси литья изложницы.
- защитный стакан, нижний конец которого открыт ниже уровня стали в изложнице во время разливки стали, причем стакан выполнен за одно целое с разливочным устройством,
- приемопередатчик, выполненный с возможностью отправки света в оптическое волокно и приема света, отраженного и/или пропущенного оптическим волокном,
- процессор, выполненный с возможностью:
a) преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию о потоке в изложнице;
b) сравнения этой информации с заданной моделью,
c) определения действий по регулировке, которые необходимо предпринять для равномерного распределения потока,
d) выдачи сигнала управления,
- средства регулировки, выполненные с возможностью приема сигнала управления и регулировки потока стали в изложнице в зависимости от сигнала управления.
[0022] В качестве преимущества, средства регулировки содержат тележку для разливочного устройства.
[0023] Таким образом, средства регулировки образуются простыми средствами.
[0024] Далее будет представлен вариант реализации настоящего изобретения, данный в качестве неограничивающего примера и с опорой на прилагаемые чертежи, на которых:
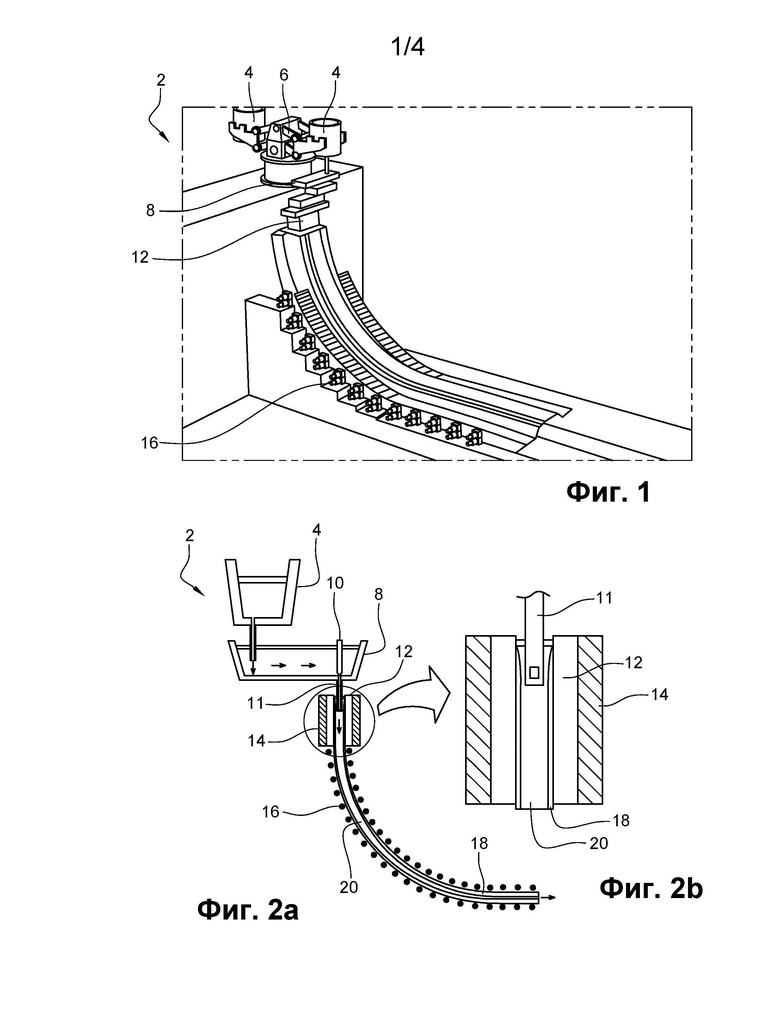
- фигура 1 представляет собой общий вид установки для непрерывной разливки металлов, позволяющей реализовать способ равномерного распределения потока жидкой стали в изложнице, согласно настоящему изобретению,
- фигуры 2a и 2b представляют собой схемы, иллюстрирующие работу установки по фигуре 1,
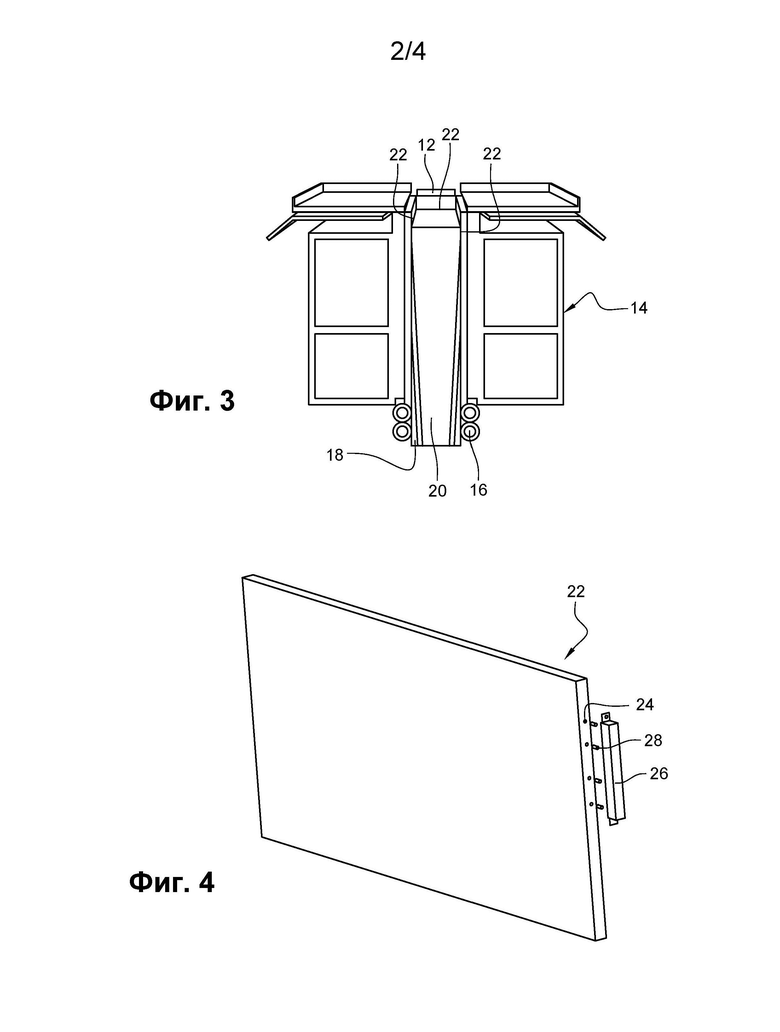
- фигура 3 представляет собой вид в разрезе изложницы установки по фигуре 1,
- фигура 4 представляет собой вид в перспективе пластины изложницы по фигуре 3,
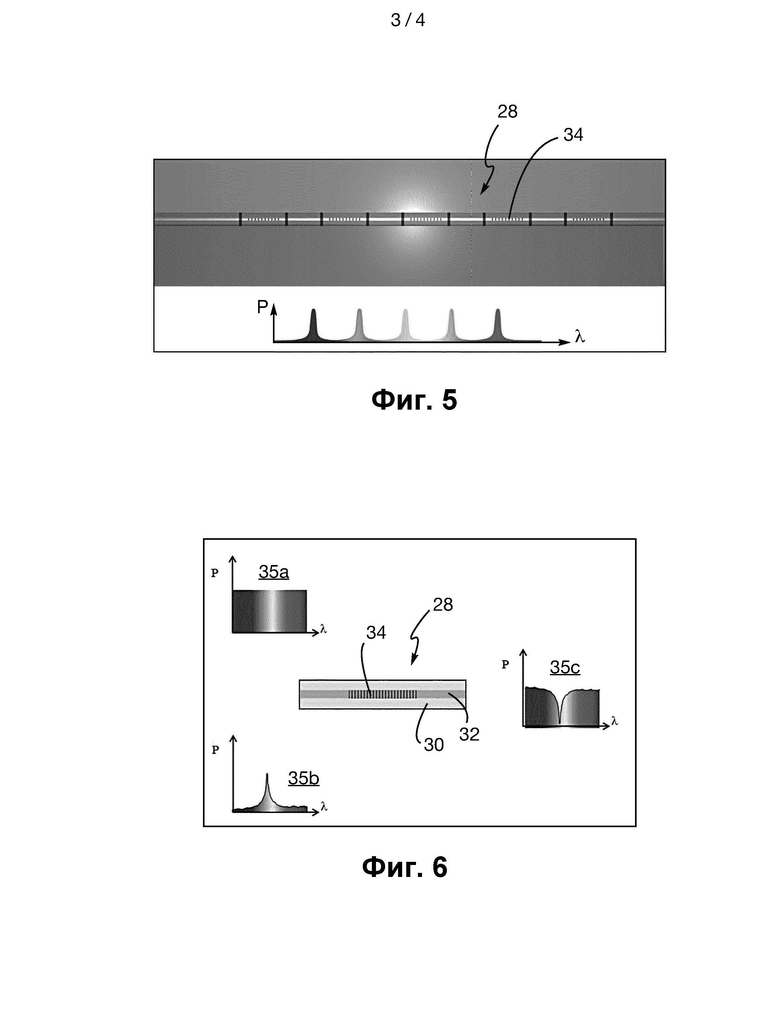
- фигура 5 представляет собой вид в продольном разрезе оптического волокна, находящегося в стенке по фигуре 4,
- фигура 6 представляет собой схему, объясняющую работу оптического волокна по фигуре 5, и
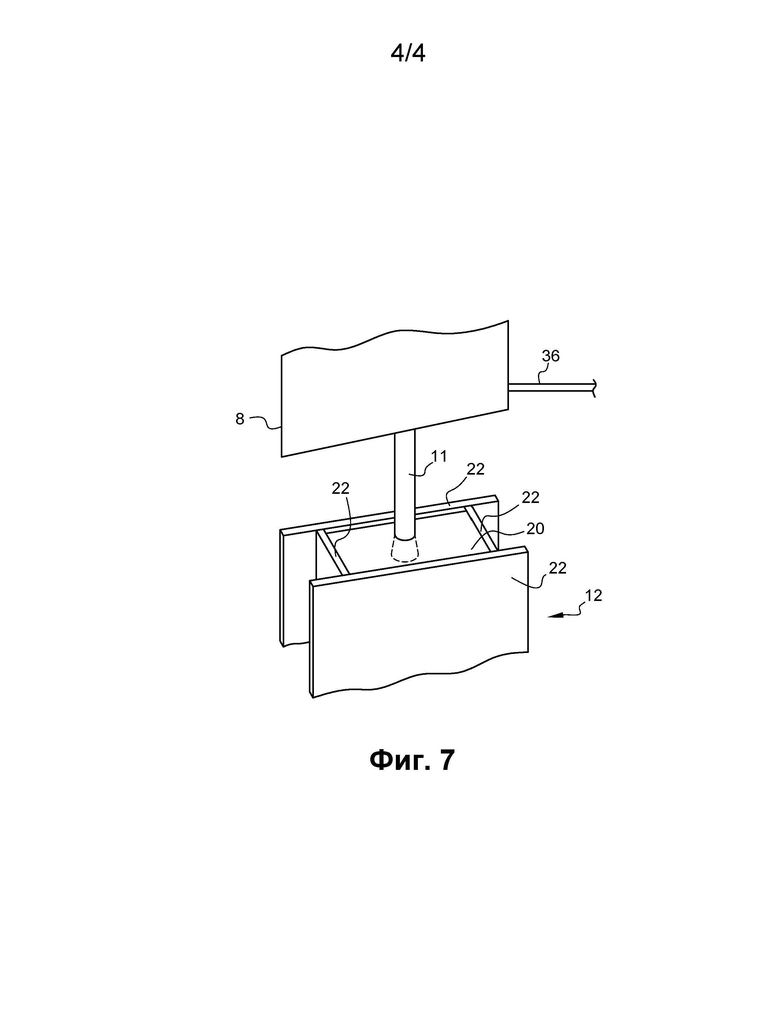
- фигура 7 представляет собой вид в увеличенном масштабе установки по фигуре 1, иллюстрирующий реализацию способа равномерного распределения потока жидкой стали в изложнице.
[0025] На фигуре 1 изображена установка 2 для непрерывной разливки металлов. Она имеет классическую конфигурацию, поэтому большинство ее компонентов будет представлено лишь вкратце.
[0026] Установка 2 содержит ковши 4, вмещающие жидкий металл, который требуется охладить. В данном случае количество ковшей 4 составляет два, и они переносятся манипулятором 6 с силовым приводом. Этот манипулятор 6 с силовым приводом, в частности, выполнен с возможностью перемещения ковшей 4, которые загружаются полностью в зону разливки с помощью транспортировочной системы (например, мостового крана, не показанного) из зоны заполнения, в которой в них может быть налит расплавленный металл, например из печи или конвертера (не показаны), перед их перемещением в положение, проиллюстрированное на фигуре 1. После опорожнения ковша 4 манипулятор 6 с силовым приводом также позволяет разместить пустой ковш в положении, в котором транспортировочная система может забрать его и переместить в зону подготовки, в которой он будет подготовлен перед возвращением в зону заполнения.
[0027] Установка 2 содержит разливочное устройство или емкость 8 для разливки, расположенное или расположенную под ковшами 4. У ковшей есть открывающееся дно, позволяющее жидкому металлу течь в разливочное устройство 8.
[0028] Разливочное устройство 8 содержит проходное отверстие, которое может быть закрыто стопорным стержнем 10, что позволяет управлять потоком жидкого металла. Проходное отверстие разливочного устройства продолжено защитным стаканом 11 (также называемым погружным разливочным стаканом (submerged entry nozzle, SEN)), позволяющим защитить разливаемый жидкий металл. Стакан 11 выполнен за одно целое с разливочным устройством 8.
[0029] Как это лучше видно из фигуры 2а, а в увеличенном масштабе из фигуры 2b, стакан 11 открывается в верхнее отверстие изложницы 12. В данном случае речь идет об изложнице без дна, имеющей вертикальную ось разливки. Изложница 12 будет описана более подробно ниже.
[0030] Установка 2 содержит охлаждающие устройства 14, расположенные на внешней поверхности изложницы 12. В данном случае речь идет об охлаждающих устройствах жидкостного типа. Для этого они содержат трубки, в которых течет охлаждающая текучая среда, например вода. Охлаждающая текучая среда поглощает тепло жидкого металла, находящегося в изложнице 12, с тем чтобы вызвать его остывание и затвердевание. В данном случае металл затвердевает в виде слитка, имеющего затвердевшую наружную поверхность 18, в которой заключена жидкая сердцевина 20.
[0031] Установка 2 содержит роликовую направляющую 16, расположенную после изложницы 12. Направляющая 16 позволяет вывести слиток, у которого затвердела внешняя поверхность 18, из изложницы 12. Как видно из фигуры 2а, слиток постепенно становится твердым по мере своего продвижения по направляющей 16. Другими словами, чем дальше от изложницы 12, тем больше увеличивается объем затвердевшей внешней поверхности 18 слитка и тем больше уменьшается объем жидкой сердцевины 20 слитка.
[0032] Изложница 12 более подробно представлена на фигуре 3. В данном случае она имеет четыре пластины 22 (четвертая не видна вследствие положения плоскости сечения). Пластины 22 изготовлены из меди или медного сплава, которые представляют собой материалы, демонстрирующие высокую теплопроводность и, следовательно, способствующие теплообмену между охлаждающими устройствами 14 и изложницей 12. Пластины 22 расположены таким образом, что изложница 12 имеет в целом прямоугольное или квадратное поперечное сечение. Однако может быть предусмотрено такое расположение пластин, при котором изложница имеет совершенно другую форму поперечного или иного сечения. Например, с верхней частью в форме воронки, обычно используемой для литья тонких слитков.
[0033] Далее для краткости изобретение будет описано более подробно на основе устройства изложницы, как описано в бельгийской патентной заявке 2018/5193, а именно с оптическим волокном, размещенным в канале, образованном в стенке изложницы. Однако следует понимать, что согласно другому варианту реализации настоящего изобретения оптическое волокно может быть размещено в канавке, образованной на поверхности изложницы, и закрыто пластинкой, как описано в бельгийской патентной заявке, поданной одновременно с настоящей заявкой.
[0034] Одна из пластин 22 изложницы 12 показана на фигуре 4 в увеличенном масштабе, на которой ось литья соответствует вертикальному направлению. Пластина 22 включающее в себя в своей стенке по меньшей мере один канал 24, проходящий в направлении, не параллельном оси литья изложницы 12. Точнее, канал 24 имеет угол с осью литья, составляющий от 75° до 105°. В данном случае канал 24 перпендикулярен оси литья. В данном случае имеется четыре канала 24. Защитная крышка 26 установлена на участке пластины 22, где открываются каналы 24, для их защиты.
[0035] В каждом из каналов 24 размещено оптическое волокно 28. Со ссылкой на фигуры 5 и 6, каждое оптическое волокно 28 содержит оптическую оболочку 30, а также сердцевину 32, окруженную оптической оболочкой 30. Оптическое волокно 28 содержит в своей сердцевине 32 множество брэгговских фильтров 34. Оптическое волокно 28 включающее в себя по меньшей мере десять (10) брэгговских фильтров на метр, предпочтительно по меньшей мере двадцать брэгговских фильтров на метр, предпочтительно по меньшей мере тридцать брэгговских фильтров на метр, а еще более предпочтительно по меньшей мере сорок брэгговских фильтров на метр. В качестве альтернативного варианта реализации может быть предусмотрено, что изложница заключает в себе только одно оптическое волокно. В дальнейшем будет считаться, что установка 2 включающее в себя только одно оптическое волокно для облегчения ее описания.
[0036] Работа оптического волокна 28 проиллюстрирована на фигуре 6. Брэгговские фильтры 34 представляют собой фильтры, которые позволяют отражать свет в диапазоне длин волн, центрированном на заданном значении, называемом длиной отраженной волны, которое может быть отрегулировано производителем фильтра. Это заданное значение также зависит, в частности, от температуры, при которой находится фильтр, так что для каждого фильтра можно записать:
[0037] λотражен = f (λ0, T),
[0038] где
λотражен - длина волны, эффективно отраженной фильтром,
f - известная функция,
T - температура фильтра и
λ0 - длина волны, отраженной фильтром при заданной температуре, например при температуре окружающей среды.
[0039] Эти два свойства позволяют использовать оптическое волокно 28 в качестве датчика температуры. Во-первых, в оптическое волокно 28 устанавливают брэгговские фильтры 34, имеющие различные и выбранные значения длины λ0 отраженной волны, например, со смещением один за другим на 5 нанометров. Затем в оптическое волокно 28 направляют луч света, имеющего спектр 35a полихроматического излучения, например белого света, и затем определяют пики длин волн, представленных в спектре 35b отраженного луча. На каждом пике измеренное значение λотражен сравнивают с теоретическим значением длины λ0 волны, отраженной при температуре окружающей среды, и вычисляют температуру T рассматриваемого фильтра с использованием функции f. В качестве альтернативы, также возможно выполнить эти этапы на основании впадин в спектре 35c пропущенного луча, если конфигурация канала 24, в котором оптическое волокно 28 находится, позволяет это сделать.
[0040] Таким образом, установка оптического волокна 28 в одну из пластин 22 изложницы 12 позволяет измерять температуру этой пластины, в частности ее стенки, контактирующей с разливаемым металлом, в заданных положениях, с тем чтобы проследить ее изменение с течением времени. Для того чтобы получить достаточное количество точек измерения, предпочтительно разместить по меньшей мере одно оптическое волокно 28 в двух противоположных пластинах 22 или даже в каждой из четырех пластин 22 изложницы 12.
[0041] Для равномерного распределения потока жидкой стали в изложнице 12 установка 2 дополнительно содержит:
- приемопередатчик, выполненный с возможностью отправки света в оптическое волокно 28 и приема света, отраженного и/или пропущенного оптическим волокном 28,
- процессор, выполненный с возможностью:
a) преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию о потоке в изложнице;
b) сравнения этой информации с заданной моделью,
c) определения действий по регулировке, которые необходимо предпринять для равномерного распределения потока;
d) подачи сигнала управления в систему регулировки и
- систему регулировки, выполненную с возможностью регулировки потока стали в изложнице 12 в зависимости от сигнала управления, поданного процессором.
[0042] Работа этих элементов будет описана ниже.
[0043] Во время прохождения потока производят непрерывное измерение набора характеристик потока в изложнице 12. В частности, приемопередатчик посылает свет в оптическое волокно 28, и измеряют температуру стенки изложницы 12 с использованием света, отраженного и/или пропущенного оптическим волокном 28. Но в более общем плане производят анализ теплотехнических характеристик стали, находящейся в изложнице 12.
[0044] Затем с помощью процессора сравнивают измерение этих характеристик с заданной моделью. Это могут быть, например, измерения тех же самых характеристик, выполненные ранее при нормальных условиях потока, то есть когда поток не нарушается.
[0045] Если измерение не отклоняется от модели на заданное расстояние, сравнение интерпретируется как означающее, что возмущения потока не произошло. Поэтому никаких мер по регулировке потока предпринимать не нужно. Эти этапы измерения и сравнения предпочтительно непрерывно повторяют по всему потоку.
[0046] В противном случае сравнение интерпретируется как означающее, что произошло по меньшей мере одно возмущение, и поэтому поток нуждается в регулировке. Учитывая произведенное сравнение, процессор определяет действия по регулировке, которые необходимо предпринять для равномерного распределения потока, а затем отправляет сигнал управления в средства регулировки, которые позволяют выполнить действия по регулировке.
[0047] В случае, когда процессор обнаруживает измерение, которое слишком сильно отклоняется от модели, можно предусмотреть выдачу сигнала тревоги или даже остановку операций литья.
[0048] Действия по регулировке могут заключаться в перемещении разливочного устройства 8 в направлении, параллельном продольной оси изложницы 12, с помощью тележки 36 для разливочного устройства установки 2. Поскольку стакан 11 выполнен за одно целое с разливочным устройством 8, это перемещение позволяет перемещать стакан 11 относительно изложницы 12. При этом в потоке жидкого металла восстанавливается симметрия.
[0049] Затем снова выполняют этапы измерения и сравнения, с тем чтобы определить, оказало ли перемещение стакана 11 ожидаемый эффект. Можно предусмотреть продолжение этого перемещения до тех пор, пока расхождение между измерением и моделью остается больше, чем заданное расстояние. Когда это расстояние становится меньше заданного расстояния, тележку для разливочного устройства отключают, так что перемещение стакана 11 прекращается. Однако операции измерения и сравнения продолжают для обнаружения возможного нового отклонения.
[0050] Настоящее изобретение не ограничено представленными вариантами реализации, и другие варианты реализации будут очевидны специалистам в данной области техники.
Перечень позиционных обозначений
2: установка (для непрерывной разливки металла)
4: ковш
6: манипулятор с силовым приводом
8: разливочное устройство
10: стопорный стержень
11: защитный стакан
12: изложница
14: охлаждающие устройства
16: направляющая
18: внешняя затвердевшая поверхность
20: жидкая сердцевина
22: пластина
24: канал
26: защитная крышка
28: оптическое волокно
30: оптическая оболочка
32: сердцевина
34: брэгговский фильтр
35a: спектр полихроматического излучения
35b: спектр отраженного луча
36c: спектр пропущенного луча
36: тележка для разливочного устройства
Изобретение относится к установке для непрерывной разливки металлов. Более конкретно, настоящее изобретение относится к способу равномерного распределения потока жидкой стали в изложнице и к системе для непрерывной разливки жидкой стали. Согласно способу равномерного распределения потока жидкой стали в изложнице сталь вводят в изложницу (12) из разливочного устройства через защитный стакан, открывающийся ниже уровня стали в изложнице. Способ включает следующие этапы: a) получение набора характеристик потока в изложнице, b) сравнение характеристик потока, полученных на предыдущем этапе, с заданной моделью и определение действий по регулировке, которые необходимо предпринять для равномерного распределения потока, и c) регулировку потока. Технический результат изобретения заключается в обеспечении возможности обнаружения отклонений, нарушающих поток жидкой стали, и восстановления симметрии потока. 2 н. и 10 з.п. ф-лы, 7 ил.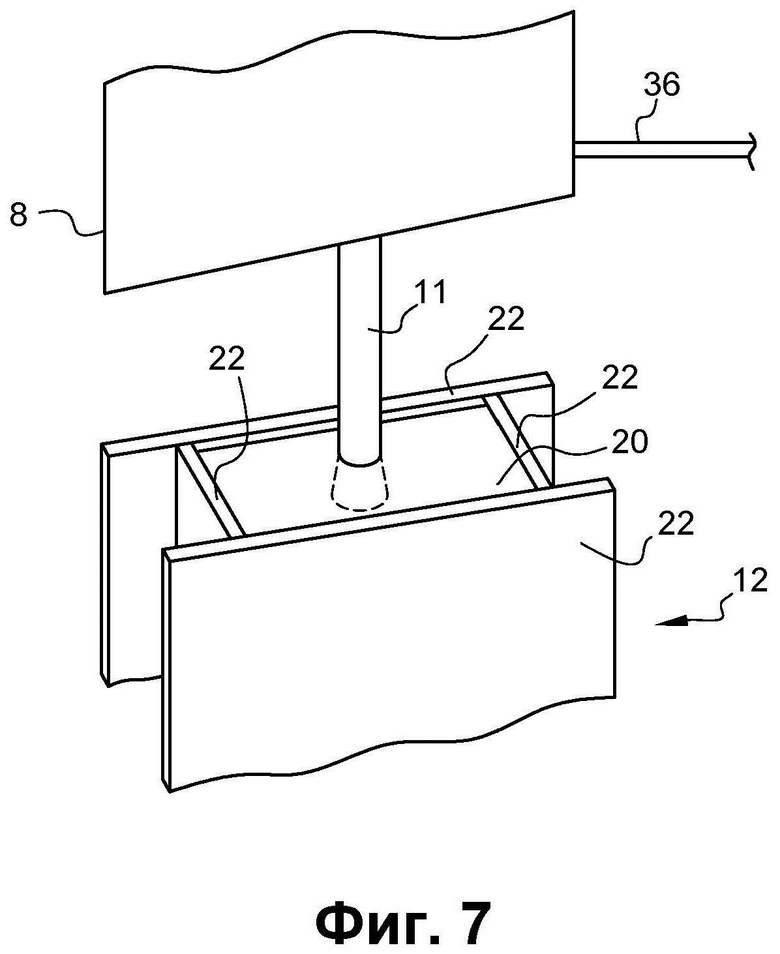
1. Способ равномерного распределения потока жидкой стали в изложнице (12), согласно которому сталь вводят в изложницу (12) из разливочного устройства (8) через защитный стакан (11), открывающийся ниже уровня стали в изложнице (12), и который включает следующие этапы:
a) получение набора характеристик потока в изложнице (12),
b) сравнение характеристик потока, полученных на предыдущем этапе, с заданной моделью и определение действий по регулировке, которые необходимо предпринять для равномерного распределения потока, и
c) регулировку потока.
2. Способ по предыдущему пункту, согласно которому этапы с а) по с) повторяют непрерывно во время операций литья.
3. Способ по любому из предыдущих пунктов, согласно которому характеристики потока получают посредством анализа теплотехнических характеристик стали в изложнице (12).
4. Способ по любому из предыдущих пунктов, согласно которому изложница (12) относится к типу, образованному набором металлических пластин (22), поддерживаемых охлаждающими устройствами (14), выполненными с возможностью обеспечения охлаждения металлических пластин (22) за счет циркуляции охлаждающей текучей среды, и содержит оптическое волокно (28), включающее в себя множество брэгговских фильтров (34), проходящих в стенке по меньшей мере одной из указанных пластин (22), причем оптическое волокно (28) проходит в направлении, не параллельном оси литья изложницы (12).
5. Способ по предыдущему пункту, дополнительно включающий следующие этапы:
- измерение температуры по меньшей мере одной стенки изложницы (12) посредством оптического волокна (28) и
- регулировку потока.
6. Способ по любому из предыдущих пунктов, согласно которому регулировку потока реализуют выполнением относительного перемещения между стаканом (11) и изложницей (12).
7. Способ по п. 6, согласно которому относительное перемещение между стаканом (11) и изложницей (12) осуществляют в направлении, параллельном продольной оси изложницы (12).
8. Способ по п. 6, согласно которому относительное перемещение между стаканом (11) и изложницей (12) осуществляют посредством углового смещения стакана по продольной оси изложницы (12).
9. Способ по п. 6, согласно которому относительное перемещение между стаканом (11) и изложницей (12) осуществляют как в направлении, параллельном продольной оси изложницы (12), так и посредством углового смещения стакана по продольной оси изложницы (12).
10. Способ по любому из пп. 5-9, согласно которому стакан (11) выполнен за одно целое с разливочным устройством (8), а относительное перемещение между стаканом (11) и изложницей (12) реализуют перемещением разливочного устройства (8) относительно изложницы (12).
11. Система для непрерывной разливки жидкой стали из разливочного устройства в изложницу для непрерывной разливки, содержащая:
- разливочное устройство (8),
- изложницу (12), относящуюся к типу, образованному набором металлических пластин (22), поддерживаемых охлаждающими устройствами (14), выполненными с возможностью обеспечения охлаждения металлических пластин (22) за счет циркуляции охлаждающей текучей среды, содержащую оптическое волокно (28), включающее в себя множество брэгговских фильтров (34), проходящих в стенке по меньшей мере одной из указанных пластин (22), причем оптическое волокно (28) проходит в направлении, не параллельном оси литья изложницы (12),
- защитный стакан (11), нижний конец которого открыт ниже уровня стали в изложнице (12) во время разливки стали, причем стакан (11) выполнен за одно целое с разливочным устройством (8),
- приемопередатчик, выполненный с возможностью отправки света в оптическое волокно (28) и приема света, отраженного и/или пропущенного оптическим волокном (28),
- процессор, выполненный с возможностью:
a) преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию о потоке в изложнице (12),
b) сравнения этой информации с заданной моделью,
c) определения действий по регулировке, которые необходимо предпринять для равномерного распределения потока,
d) выдачи сигнала управления,
- средства (36) регулировки, выполненные с возможностью приема сигнала управления и регулировки потока стали в изложнице (12) в зависимости от сигнала управления.
12. Система по предыдущему пункту, в которой средства (36) регулировки содержат тележку для разливочного устройства.
| BE 1025314 B1, 17.01.2019 | |||
| US 2011127002 A1, 02.06.2011 | |||
| СПОСОБ ЗАПУСКА ОПЕРАЦИИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2216430C2 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 0 |
|
SU356039A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2120837C1 |
| WO 2012168005 A1, 13.12.2012 | |||
| US 2019168293 A1, 06.06.2019. | |||

