[001] Настоящее изобретение относится к установке для непрерывной разливки металлов. Более конкретно, настоящее изобретение относится к изложнице для непрерывной разливки металлов. Согласно другим из своих аспектов настоящее изобретение относится к системе для измерения температуры в установке для непрерывной разливки металлов, а также к системе и способу обнаружения прорыва в установке для непрерывной разливки металлов.
[002] Установка для непрерывной разливки металлов, например установка для непрерывной разливки стали, обычно содержит изложницу, в которую заливают жидкий металл для его затвердевания в подходящей форме. Это может быть, например, изложница без дна, и в этом случае металл охлаждается с образованием слитка. Для охлаждения жидкого металла стенки изложницы прижимаются к охлаждающим устройствам, например жидкостного типа, или подпираются ими. Изложница и охлаждающие устройства выполнены имеющими размеры в зависимости от скорости потока металла, так что слиток, когда он выходит из изложницы, имеет затвердевшую внешнюю поверхность достаточной толщины для захвата еще жидкого металла, находящегося внутри слитка.
[003] Во время прохождения потока жидкого металла в изложницу было бы желательно иметь возможность располагать значениями измерения температуры в реальном времени в различных точках стенок изложницы. Например, может случиться прилипание металла к стенкам изложницы, что нежелательно и может иметь значительные последствия для производительности указанной установки. В частности, это приводит к хорошо известному явлению прорыва. Прилипание металла к стенке создает в слитке область, в которой металл не затвердевает должным образом, и поэтому слиток выходит из изложницы с внешней поверхностью, имеющей недостаточную толщину в этой области. Это обусловливает разрыв слитка, который приводит к вытеканию из слитка еще жидкого металла, находящегося внутри него. Помимо потери эффективности, жидкий металл, который имеет очень высокую температуру, может повредить установку или даже представлять опасность для операторов установки. Следовательно, необходимо как можно скорее обнаружить эти прорывы, с тем чтобы иметь возможность предпринять превентивные меры, например замедлить скорость извлечения слитка, временно остановить установку, или предпринять любые другие корректирующие меры.
[004] В уровне техники известен способ определения факта прилипания металла к стенкам изложницы, что является признаком неизбежного прорыва. Он основан на измерении температуры стенок изложницы в разных точках. Действительно, было замечено, что стенки имеют конкретный температурный профиль, когда к ним прилипает металл. Известные средства измерения этой температуры заключаются в установке термопар, равномерно распределенных по стенкам изложницы таким образом, чтобы иметь возможность как можно скорее обнаружить любое отклонение температуры.
[005] Этот способ обнаружения интересен, но создает определенные проблемы. Фактически, чтобы иметь возможность измерять температуру стенок в максимальном количестве положений, необходимо установить большое количество термопар. Это не только увеличивает затраты на изготовление изложницы, но и усложняет электрическое соединение термопар. Кроме того, термопары не всегда позволяют выполнять точное и надежное измерение температуры стенок, так что могут вырабатываться в неудовлетворительном количестве ложные тревоги, то есть сигналы тревоги, указывающие на неизбежный прорыв, когда это не так.
[006] Другая проблема связана с конфигурацией изложницы, которая обычно образована набором металлических пластин, поддерживаемых охлаждающими устройствами, выполненными с возможностью обеспечения охлаждения металлических пластин за счет циркуляции охлаждающей текучей среды. Чтобы добраться до участков изложницы, в которых необходимо измерить температуру, следует пройти через это охлаждающее устройство и, следовательно, через циркулирующую воду. Это вызывает дополнительные проблемы с уплотнением и проводкой.
[007] В бельгийской патентной заявке 2018/5193 уже предлагается решение этой проблемы, которое состоит в снабжении по меньшей мере одной из стенок изложницы каналом, в который вставлено оптическое волокно, включающее в себя множество брэгговских фильтров. Это решение заслуживает внимания и дает соответствующий ответ на указанные выше проблемы. Однако изобретатели стремились разработать альтернативы, которые можно было бы реализовать быстрее и с меньшими затратами и которые можно было бы адаптировать к сложным конфигурациям изложницы.
[008] Задача настоящего изобретения состоит в улучшении обнаружения прорыва за счет устранения указанных выше недостатков.
[009] С этой целью согласно настоящему изобретению предусматривается изложница для непрерывной разливки металлов, относящаяся к типу, образованному набором металлических пластин, поддерживаемых охлаждающими устройствами, выполненными с возможностью обеспечения охлаждения металлических пластин за счет циркуляции охлаждающей текучей среды, и содержащих:
- по меньшей мере одно оптическое волокно, включающее в себя множество брэгговских фильтров, проходящих в стенке по меньшей мере одной из указанных пластин,
- по меньшей мере одну канавку, выполненную в стенке по меньшей мере одной из указанных пластин в направлении, не параллельном оси литья изложницы, по меньшей мере на части длины, при этом оптическое волокно проходит в канавке, и
- шпунт, имеющий форму, которая по существу дополняет канавку, и закрывающий канавку по всей ее длине, при этом канавка и шпунт имеют форму, подходящую для прохождения оптического волокна.
[0010] Во избежание путаницы уточняется, что установлена следующая терминология для размеров пластины: длина и ширина являются размерами пластины в сечении, перпендикулярном оси литья изложницы, а глубина представляет собой размер пластины по оси изложницы.
[0011] Таким образом, термопары предшествующего уровня техники заменены оптическим волокном, содержащим брэгговские фильтры. Эти последние упомянутые компоненты позволяют посредством излучения светового луча в волокне и обнаружения отраженного и/или пропущенного луча измерять температуру в стенке на уровне каждого из фильтров. Понятно, что канавка, оптическое волокно и шпунт намного менее громоздки, чем термопары, и что эти элементы намного проще установить на место. Кроме того, измерение температуры с помощью брэгговских фильтров является более точным, чем измерение, полученное с помощью термопар, что обуславливает уменьшение количества ложных тревог.
[0012] В качестве преимущества, шпунт состоит из множества частей.
[0013] Таким образом, можно приспособить длину шпунта, выбирая количество частей, из которых он состоит. Это дает возможность приспособиться к размерам изложницы.
[0014] В качестве преимущества, шпунт содержит дополнительную часть, выполненную за одно целое перед закрытием канавки.
[0015] Таким образом, шпунт выполняется за одно целое перед его установкой в изложницу. Другими словами, шпунт не выполняется на месте при закрытии канавки. Это облегчает его установку, так как шпунт можно установить в изложнице, просто перетаскивая его в канавке или перемещая его скольжением вдоль канавки от одного из ее концов. В качестве преимущества, канавка имеет по существу равномерную глубину.
[0016] Таким образом, теплообмен между пластинами и оптическим волокном также является равномерным.
[0017] В качестве преимущества, изложница изготовлена из меди или медного сплава, при этом шпунт изготовлен из того же материала.
[0018] Эти материалы обладают высокой теплопроводностью и, таким образом, способствуют равномерной теплопередаче.
[0019] Предпочтительно, шпунт приваривается к изложнице таким образом, чтобы закрыть канавку посредством электронно-лучевой сварки, хотя также возможны и другие методы сварки, такие как, например, лазерная сварка, рентгеновская или ионно-лучевая сварка, и все типы дуговой сварки, включая электродуговую сварку покрытыми электродами, дуговую сварку неплавкими электродами, дуговую сварку плавкими электродами из проволоки, дуговую сварку под флюсом, электрогазовую сварку, диффузионную сварку или высокотемпературную или обычную пайку.
[0020] Таким образом обеспечивается возможность плотного закрытия канавки.
[0021] В качестве преимущества, канавка расположена по меньшей мере в центральной части по меньшей мере одной из пластин.
[0022] Таким образом, можно измерить температуру в центральной области стенки и, таким образом, получить измерение, которое конкретно представляет температуру стенки.
[0023] Согласно одному варианту реализации канавка проходит по всей длине по меньшей мере одной из пластин.
[0024] Таким образом, можно измерить температуру разливаемого металла в большом количестве точек, что делает обнаружение прорыва более надежным.
[0025] В качестве преимущества, оптическое волокно снабжено покрытием или трубкой.
[0026] Это защищает оптическое волокно от механических воздействий, которые могут его повредить. Кроме того, покрытие или трубка позволяют регулировать диаметр оптического волокна.
[0027] В качестве преимущества, оптическое волокно имеет диаметр, превышающий 1,6 мм.
[0028] В качестве преимущества, изложница содержит множество оптических волокон, находящихся во множестве канавок, которые по существу параллельны друг другу.
[0029] Таким образом, количество точек измерения температуры стенок еще больше увеличивается, что делает обнаружение прорыва еще более надежным.
[0030] В качестве преимущества, когда изложница относится к типу, предназначенному для литья тонких слитков, и содержит воронкообразную часть в верхней части, канавка проходит по меньшей мере по всей воронкообразной части. Действительно, решение, предложенное в бельгийской патентной заявке 2018/5193, заключающееся в установке оптического волокна в канале, выполненном сквозным по существу параллельно стенке, очень трудно реализовать на неплоской части стенки.
[0031] Легко понять, что этот вариант реализации подходит для любого типа изложницы сложной формы.
[0032] В качестве преимущества, стенка будет содержать канавку в центральной воронкообразной части и канал, выполненный сквозным в плоской части, причем канал открывается в канавку.
[0033] Согласно настоящему изобретению также предусматривается система для измерения температуры в системе для непрерывной разливки металлов, содержащая:
- изложницу, такую как определено выше,
- приемопередатчик, выполненный с возможностью отправки света в оптическое волокно и приема света, отраженного и/или пропущенного оптическим волокном, принятого посредством приемопередатчика,
- процессор, выполненный с возможностью преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию о температуре в различных точках изложницы, и
- оконечное устройство, содержащее пользовательский интерфейс и подключенное к процессору.
[0034] Согласно настоящему изобретению также предусматривается система для обнаружения прорыва в системе для непрерывной разливки металлов, содержащая: систему для измерения температуры, такую как определено выше, в которой процессор выполнен с возможностью преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию об обнаружении прорыва.
[0035] В заключение, согласно настоящему изобретению предусмотрен способ обнаружения прорыва в установке для непрерывной разливки металлов, отличающийся тем, что измеряют температуру стенки изложницы, такой как определено выше.
[0036] Далее будет представлен вариант реализации настоящего изобретения, данный в качестве неограничивающего примера и с опорой на прилагаемые чертежи, на которых:
- фигура 1 представляет собой общий вид установки для непрерывной разливки металлов, содержащей изложницу, согласно настоящему изобретению,
- фигуры 2a и 2b представляют собой схемы, иллюстрирующие работу установки 5 по фигуре 1,
- фигура 3 представляет собой вид в разрезе изложницы установки по фигуре 1,
- фигура 4 представляет собой вид в перспективе изложницы по фигуре 3,
- фигура 5 представляет собой вид в перспективе пластины изложницы по фигуре 3,
- фигуры 5a, 5b, 5c и 5d представляют собой схемы, иллюстрирующие различные формы для канавки и шпунта изложницы,
- фигура 6 представляет собой вид в продольном разрезе оптического волокна, находящегося в пластине по фигуре 5,
- фигура 7 представляет собой схему, объясняющую работу оптического волокна по фигуре 6, и
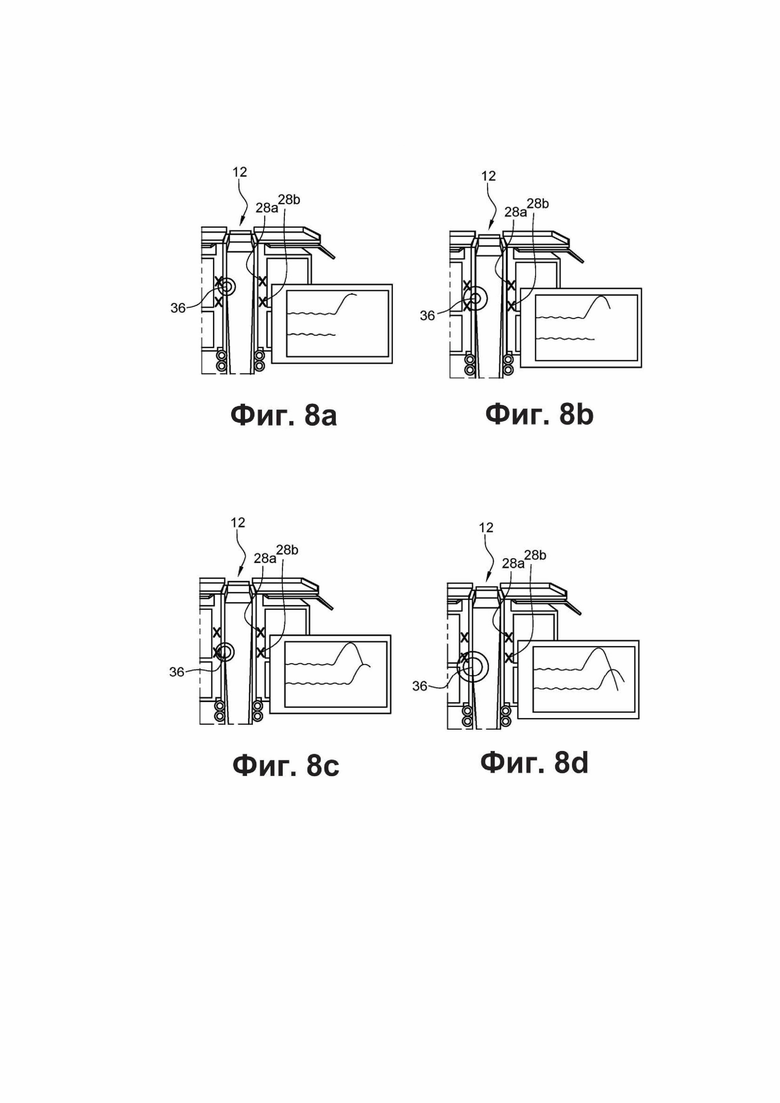
- фигуры 8a, 8b, 8c и 8d представляют собой виды в разрезе изложницы по фигуре 3, иллюстрирующие процесс образования прорыва.
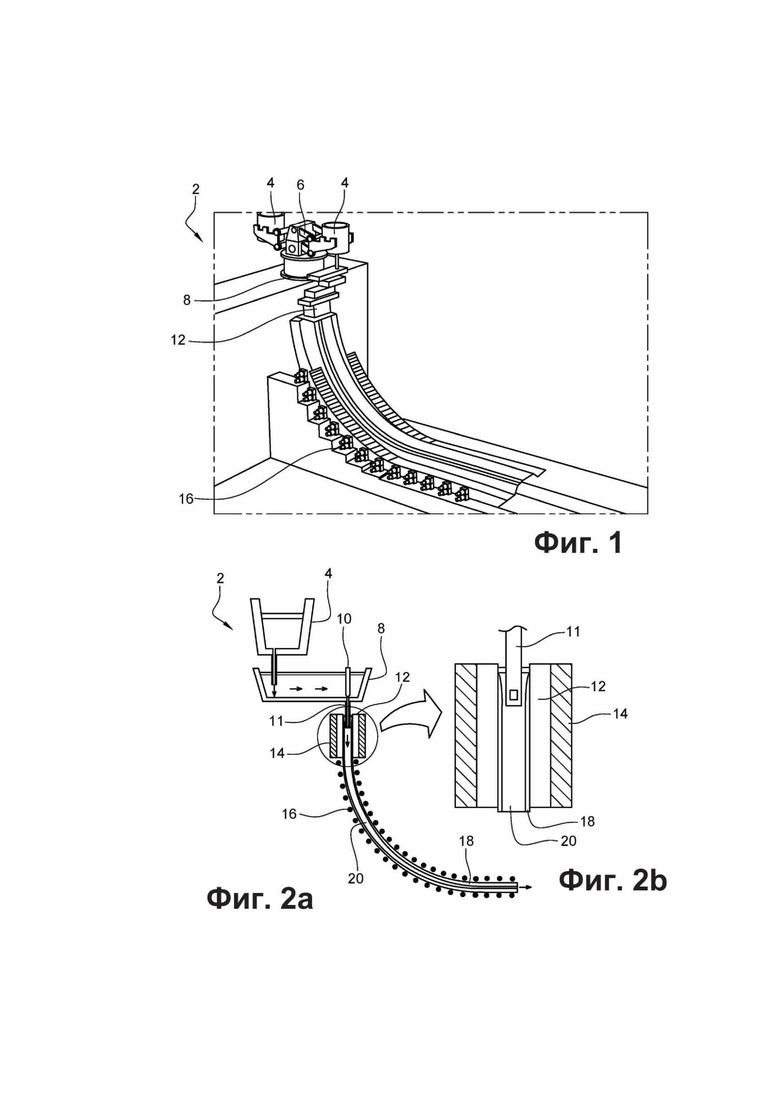
[0037] На фигуре 1 изображена установка 2 для непрерывной разливки металлов. Она имеет классическую конфигурацию, поэтому большинство ее компонентов будет представлено лишь вкратце.
[0038] Установка 2 содержит ковши 4, вмещающие жидкий металл, который требуется охладить. В данном случае количество ковшей 4 составляет два, и они переносятся манипулятором 6 с силовым приводом. Этот манипулятор 6 с силовым приводом, в частности, выполнен с возможностью перемещения ковшей 4, которые загружаются полностью в зону разливки с помощью транспортировочной системы (например, мостового крана, не показанного) из зоны заполнения, в которой в них может быть налит расплавленный металл, например из печи или конвертера (не показаны), перед их перемещением в положение, проиллюстрированное на фигуре 1. После опорожнения ковша 4 манипулятор 6 с силовым приводом также позволяет разместить пустой ковш в положении, в котором транспортировочная система может забрать его и переместить в зону подготовки, в которой он будет подготовлен перед возвращением в зону заполнения.
[0039] Установка 2 содержит распределительное устройство или промежуточную емкость 8 для разливки, расположенное или расположенную под ковшами 4. У ковшей есть открывающееся дно, позволяющее жидкому металлу течь в распределительное устройство 8.
[0040] Распределительное устройство 8 содержит проходное отверстие, которое может быть закрыто стопорным стержнем 10, что позволяет управлять потоком жидкого металла. Проходное отверстие распределительного устройства продолжено погружным разливочным стаканом 11 (submerged entry nozzle, SEN), позволяющим защитить жидкий металл, разливаемый в изложницу 12.
[0041] Как это лучше видно из фигуры 2а, а в увеличенном масштабе из фигуры 2b, погружной разливочный стакан 11 открывается в верхнее отверстие изложницы 12. В данном случае речь идет об изложнице без дна, имеющей вертикальную ось разливки. Изложница 12 будет описана более подробно ниже.
[0042] Установка 2 содержит охлаждающие устройства 14, расположенные на внешней поверхности изложницы 12. В данном случае речь идет об охлаждающих устройствах жидкостного типа. Для этого они содержат трубки, в которых течет охлаждающая текучая среда, например вода. Охлаждающая текучая среда поглощает тепло жидкого металла, находящегося в изложнице 12, с тем чтобы вызвать его остывание и затвердевание. В данном случае металл затвердевает в виде слитка, имеющего затвердевшую наружную поверхность 18, в которой заключена жидкая сердцевина 20.
[0043] Установка 2 содержит роликовую направляющую 16, расположенную после изложницы 12. Направляющая 16 позволяет вывести слиток, у которого затвердела внешняя поверхность 18, из изложницы 12. Как видно из фигуры 2а, слиток постепенно становится твердым по мере своего продвижения по направляющей 16. Другими словами, чем дальше от изложницы 12, тем больше увеличивается объем затвердевшей внешней поверхности 18 слитка и тем больше уменьшается объем жидкой сердцевины 20 слитка.
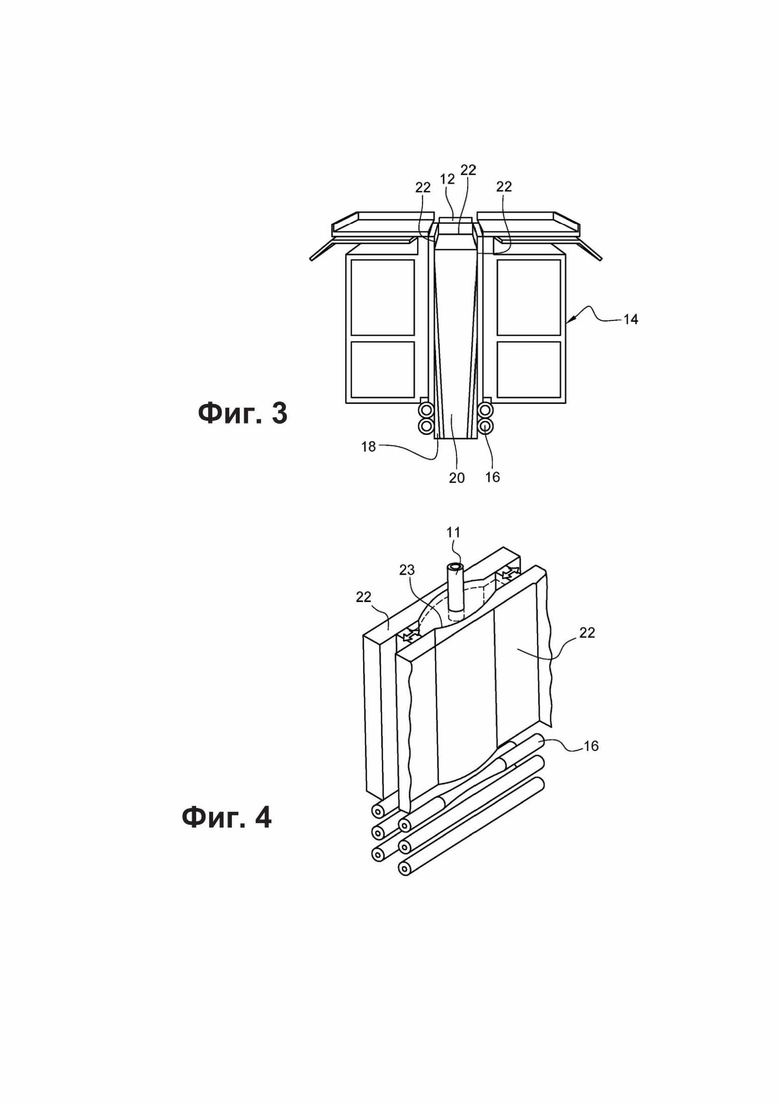
[0044] Изложница 12 более подробно представлена на фигуре 3. В данном случае она имеет четыре пластины 22 (четвертая не видна вследствие положения плоскости сечения). Пластины 22 изготовлены из меди или медного сплава, которые представляют собой материалы, демонстрирующие высокую теплопроводность и, следовательно, способствующие теплообмену между охлаждающими устройствами 14 и изложницей 12. Пластины 22 расположены таким образом, что изложница 12 имеет в целом прямоугольное или квадратное поперечное сечение. Однако может быть предусмотрено такое расположение пластин, при котором изложница имеет совершенно другую форму поперечного сечения.
[0045] Изложница 12 представлена на фигуре 4 под другим углом. По меньшей мере верхняя часть изложницы 12 имеет форму воронки 23, частично принимающей разливочный стакан 11, нижний конец которого выполнен плоским. Эта форма особенно подходит, когда изложница предназначена для литья тонких слитков.
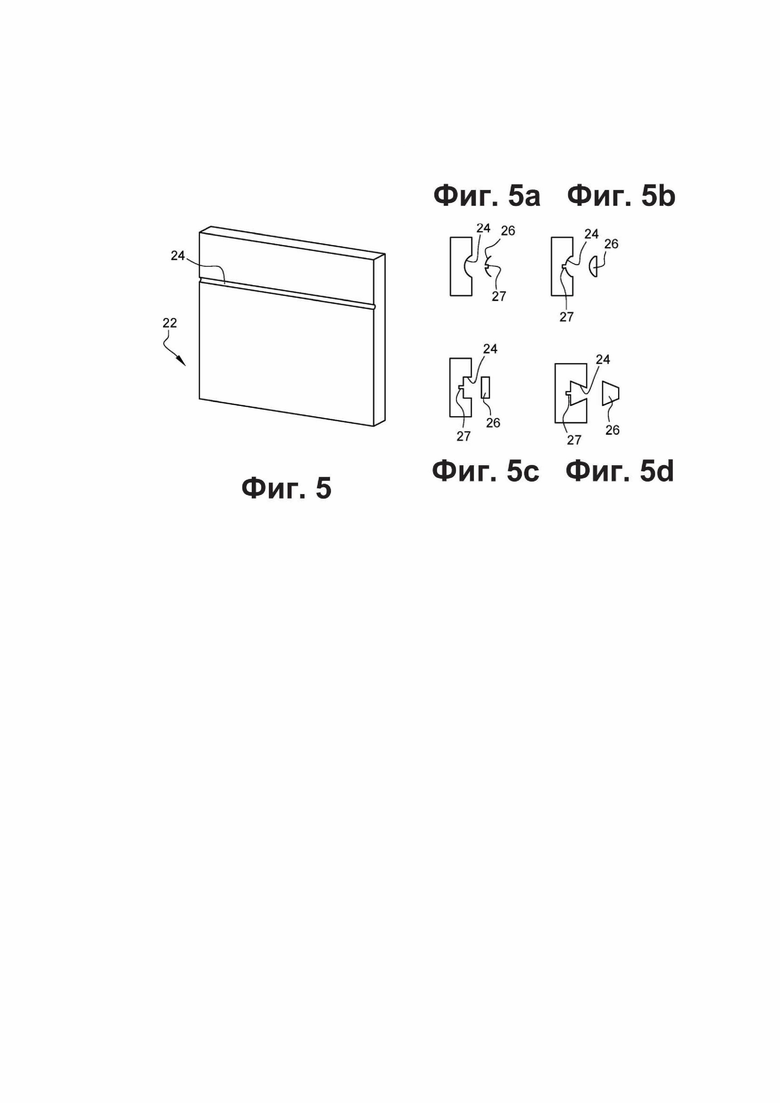
[0046] На фигуре 5 изображена одна из пластин 22 изложницы 12. Она имеет канавку 24, проходящую в направлении, не параллельном оси литья. В данном случае она проходит по существу в горизонтальном направлении по всей длине пластины. Однако возможно выполнение канавки 24, проходящей только по части длины пластины 22, например по центральной части, в случае изложницы для литья тонких слитков. Канавка 24 имеет по существу равномерную глубину по всей своей длине.
[0047] На фигурах 5a-5d изображены различные формы, которые может иметь канавка 24. Канавка 24 закрыта по всей своей длине шпунтом 26, форма которого по существу дополняет канавку. Шпунт 26 предпочтительно изготовлен из того же материала, что и пластины 22, то есть из меди или из медного сплава. Шпунт 26 содержит дополнительную часть, выполненную за одно целое перед закрытием канавки 24. Таким образом, шпунт 26 выполняется за одно целое перед его установкой в изложницу 12. Другими словами, шпунт 26 не выполняют на месте при закрытии канавки 24.
[0048] Канавка 24 и шпунт 26 имеют форму, подходящую для прохождения оптического волокна, функция которого будет описана ниже. В этом случае, как можно увидеть из фигур 5a-5d, канавка 24 или шпунт 26 (или то и другое) имеет (имеют) паз 27, предназначенный для размещения в нем оптического волокна. После размещения оптического волокна в канавке шпунт 26 приваривается таким образом, чтобы закрыть канавку 24 по всей ее длине, например, посредством электронно-лучевой сварки.
[0049] В одном варианте реализации шпунт 26 состоит из множества частей, приваренных друг к другу до того, как канавка 24 будет закрыта шпунтом 26. Таким образом, можно регулировать длину шпунта 26, в частности, в зависимости от длины канавки 24, выбирая количество частей, из которых он состоит.
[0050] В варианте реализации по фигуре 5а канавка 24 и шпунт 26 имеют криволинейный профиль, а паз 27 находится в шпунте 26.
[0051] В варианте реализации по фигуре 5b канавка 24 и шпунт 26 имеют криволинейный профиль, а паз 27 находится в канавке 24.
[0052] В варианте реализации по фигуре 5c канавка 24 и шпунт 26 имеют прямой профиль, а паз 27 находится в канавке 24.
[0053] В варианте реализации по фигуре 5d канавка 24 и шпунт 26 имеют поперечное сечение в форме усеченного конуса, а паз 27 находится в канавке 24. В частности, поперечное сечение канавки 24 таково, что канавка расширяется в направлении своей глубины. Таким образом, форма канавки 24 позволяет удерживать шпунт 26 в положении, в котором он размещается в канавке 24, например, путем его продвижения по канавке 24 со скольжением с одного из ее концов. Таким образом, нет необходимости приваривать шпунт 26 к изложнице 12, что дает преимущество с точки зрения затрат. Чтобы упростить введение шпунта 26 в канавку 24, можно слегка согнуть пластину вокруг оси, параллельной канавке 24, расположенной на другой стороне пластины 22, например, на уровне указанной канавки. Таким образом, канавка 24 оказывается открыта, а шпунт 26 можно без труда по ней продвигать со скольжением. В предпочтительном случае это изгибание выполняется при сохранении предела упругой деформации медной пластины.
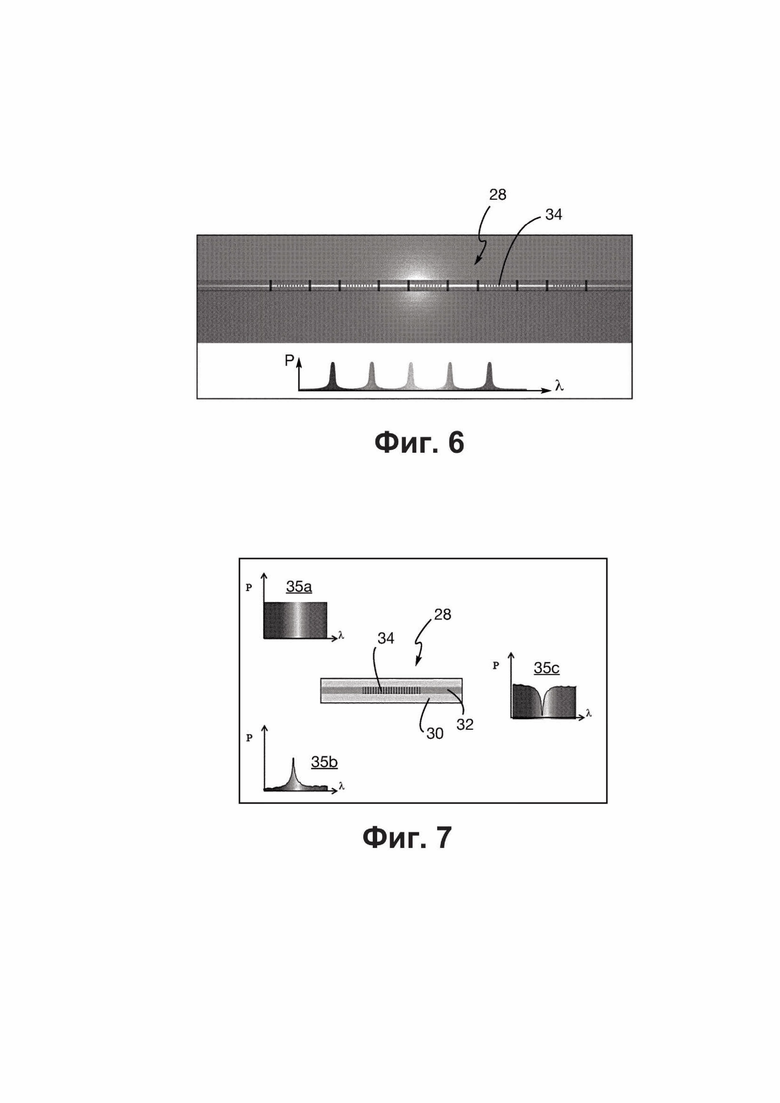
[0054] Со ссылкой на фигуры 6 и 7, в канавке 24 размещается оптическое волокно 28. Оптическое волокно 28 содержит оптическую оболочку 30, а также сердцевину 32, окруженную оптической оболочкой 30. Оптическое волокно 28 содержит в своей сердцевине 32 множество брэгговских фильтров 34. Оптическое волокно 28 включает в себя по меньшей мере десять брэгговских фильтров на метр, предпочтительно по меньшей мере двадцать брэгговских фильтров на метр, предпочтительно по меньшей мере тридцать брэгговских фильтров на метр, а еще более предпочтительно по меньшей мере сорок брэгговских фильтров на метр.
[0055] Оптическое волокно 28 может быть размещено в канавке 24 как без покрытия, так и с защитным покрытием или вставлено в трубку перед установкой. Это покрытие или трубка может иметь функцию увеличения радиуса оптического волокна 28, с тем чтобы заполнить весь или почти весь диаметр канавки 24. Предпочтительно, когда оптическое волокно имеет диаметр, превышающий 1,6 мм, принимая во внимание возможное присутствие покрытия или трубки, как упомянуто выше.
[0056] Работа оптического волокна 28 проиллюстрирована на фигуре 7. Брэгговские фильтры 34 представляют собой фильтры, которые позволяют отражать свет в диапазоне длин волн, центрированном на заданном значении, называемом длиной отраженной волны, которое может быть отрегулировано производителем фильтра. Это заданное значение также зависит, в частности, от температуры, при которой находится фильтр, так что для каждого фильтра можно записать:
[0057] λотражен = f (λ0, T)
[0058] где
λотражен - длина волны, эффективно отраженной фильтром,
f - известная функция,
T - температура фильтра и
λ0 - длина волны, отраженной фильтром при заданной температуре, например при температуре окружающей среды.
[0059] Эти два свойства позволяют использовать оптическое волокно 28 в качестве датчика температуры. Во-первых, в оптическое волокно 28 устанавливают брэгговские фильтры 34, имеющие различные и выбранные значения длины λ0 отраженной волны, например, со смещением один за другим на 5 нанометров. Затем в оптическое волокно 28 направляют луч света, имеющего спектр 35a полихроматического излучения, например белого света, и затем определяют пики длин волн, представленных в спектре 35b отраженного луча. На каждом пике измеренное значение λотражен сравнивают с теоретическим значением длины λ0 волны, отраженной при температуре окружающей среды, и вычисляют температуру T рассматриваемого фильтра с использованием функции f. В качестве альтернативы, также возможно выполнить эти этапы на основании впадин в спектре 35c пропущенного луча, если конфигурация канала 24, в котором оптическое волокно 28 находится, позволяет это сделать.
[0060] Таким образом, установка оптического волокна 28 в одну из пластин 22 изложницы 12 позволяет измерять температуру этой пластины в заданных положениях, с тем чтобы проследить ее изменение с течением времени. Для того чтобы получить достаточное количество точек измерения, предпочтительно разместить по меньшей мере одно оптическое волокно 28 в двух противоположных пластинах 22 или даже в каждой из четырех пластин 22 изложницы 12.
[0061] Кроме того, также предпочтительно разместить два оптических волокна 28 на пластине 22 таким образом, чтобы иметь возможность измерять температуру изложницы 12 на двух разных высотах. Например, два оптических волокна 28 могут быть размещены в каждой пластине так, чтобы они были параллельны друг от другу и разнесены друг от друга на расстояние от 15 до 25 сантиметров.
[0062] Обнаружение прорыва производится следующим образом.
[0063] На фигурах 8a-8d изображено распространение области 36, в которой металл, находящийся в изложнице 12, прилипает к одной из ее пластин 22. Графики, расположенные в нижней правой области каждой из этих фигур, представляют изменение температуры, измеренной брэгговским фильтром 34 верхнего оптического волокна 28a (верхняя кривая) и брэгговским фильтром 34 нижнего оптического волокна (28b) как функции времени.
[0064] Как видно из графиков на фигурах 8a и 8b, верхнее оптическое волокно 28a обнаруживает аномальное повышение температуры, которое соответствует прилипанию металла к изложнице 12 в области 36. В данном случае речь идет о первом признаке того, что прорыв неизбежен.
[0065] Затем, как можно увидеть из графиков на фигурах 8c и 8d, нижнее оптическое волокно 28b обнаруживает аномальное повышение температуры, ранее обнаруженное верхним оптическим волокном 28a. В данном случае речь идет о втором признаке неизбежности прорыва, подтверждающем, что его невозможно предотвратить.
[0066] Чтобы информация, записанная оптическими волокнами 28a и 28b, была передана пользователям установки 2, сама установка содержит:
- приемопередатчик, выполненный с возможностью отправки света в оптическое волокно и приема света, отраженного и/или света пропущенного оптическим волокном,
- процессор, выполненный с возможностью преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию о температуре в различных точках изложницы, и
- оконечное устройство, содержащее пользовательский интерфейс и подключенное к процессору.
[0067] Кроме того, процессор выполнен с возможностью преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию об обнаружении прорыва.
[0068] Благодаря этим элементам (которые не показаны на чертежах для ясности) можно преобразовать измерение температуры, выполненное оптическими волокнами 28, в информацию, понятную пользователям установки 2, об обнаружении или не обнаружении прорыва. Другими словами, изложница 12, оснащенная оптическими волокнами 28, приемопередатчиком, процессором и оконечным устройством, образуют систему для обнаружения прорыва. В случае положительного обнаружения прорыва пользователи могут предпринять действия для уменьшения ущерба, причиненного прорывом, или даже предотвратить его.
[0069] Настоящее изобретение не ограничено представленными вариантами реализации, и другие варианты реализации будут очевидны специалистам в данной области техники.
[0070] В частности, может быть предусмотрена более традиционная изложница с прямой формой без воронки.
[0071] Может быть предусмотрено обеспечение изложницы с множеством оптических волокон, находящихся во множестве канавок, которые по существу параллельны друг другу.
Перечень позиционных обозначений
2: установка (для непрерывной разливки металлов)
4: ковш
6: манипулятор с силовым приводом
8: распределительное устройство
10: стопорный стержень
11: разливочный стакан
12: изложница
14: охлаждающие устройства
16: направляющая
18: внешняя затвердевшая поверхность
20: жидкая сердцевина
22: пластина
23: воронка
24: канавка
26: шпунт
27: паз
28: оптическое волокно
30: оптическая оболочка
32: сердцевина
34: брэгговский фильтр
35a: спектр полихроматического излучения
35b: спектр отраженного луча
36: зона
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАВНОМЕРНОГО РАСПРЕДЕЛЕНИЯ ПОТОКА ЖИДКОЙ СТАЛИ В ИЗЛОЖНИЦЕ И СИСТЕМА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОЙ СТАЛИ | 2020 |
|
RU2825007C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2177388C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015807C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
Изобретение относится к установке для непрерывной разливки металлов. Изложница для непрерывной разливки металлов, относящаяся к типу, образованному набором металлических пластин (22), поддерживаемых охлаждающими устройствами, выполненными с возможностью обеспечения охлаждения металлических пластин за счет циркуляции охлаждающей текучей среды, содержит: по меньшей мере одно оптическое волокно, включающее в себя множество брэгговских фильтров, проходящих в стенке по меньшей мере одной из указанных пластин (22), по меньшей мере одну канавку, выполненную в стенке по меньшей мере одной из указанных пластин (22) в направлении, не параллельном оси литья изложницы, по меньшей мере на части длины, при этом оптическое волокно проходит в канавке, и шпунт, имеющий форму, которая по существу дополняет канавку, и закрывающий канавку по всей ее длине, при этом канавка и шпунт имеют форму, подходящую для прохождения оптического волокна, причем шпунт содержит дополнительную часть, выполненную за одно целое перед закрытием канавки. Технический результат изобретения - улучшение обнаружения прорыва в установке для непрерывной разливки металлов. 4 н. и 10 з.п. ф-лы, 8 ил. 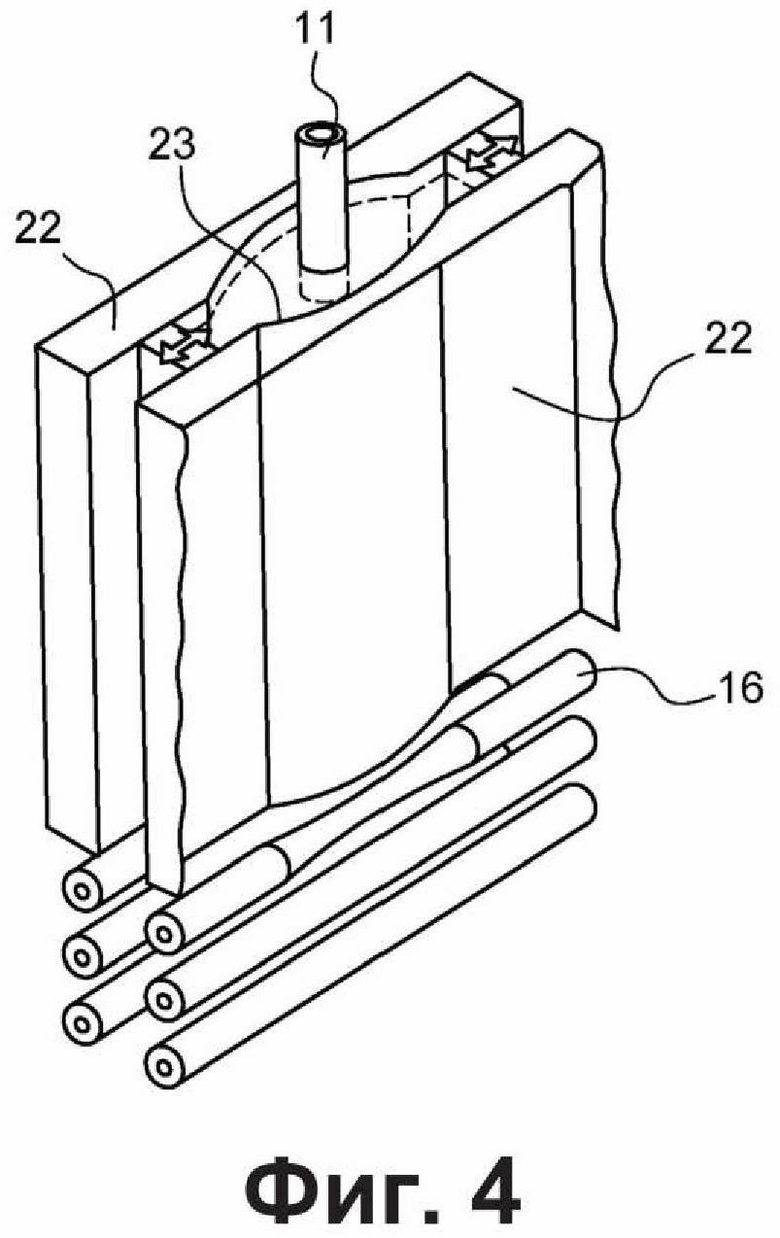
1. Изложница (12) для непрерывной разливки металлов, относящаяся к типу, образованному набором металлических пластин (22), поддерживаемых охлаждающими устройствами (14), выполненными с возможностью обеспечения охлаждения металлических пластин (22) за счет циркуляции охлаждающей текучей среды, и содержащая:
- по меньшей мере одно оптическое волокно (28), включающее в себя множество брэгговских фильтров (34), проходящих в стенке по меньшей мере одной из указанных пластин (22),
- по меньшей мере одну канавку (24), выполненную в стенке по меньшей мере одной из указанных пластин (22) в направлении, не параллельном оси литья изложницы (12), по меньшей мере на части длины, при этом оптическое волокно (28) проходит в канавке (24), и
- шпунт (26), имеющий форму, которая по существу дополняет канавку (24), и закрывающий канавку по всей ее длине, при этом канавка (24) и шпунт (26) имеют форму, подходящую для прохождения оптического волокна,
причем шпунт (26) содержит дополнительную часть, выполненную за одно целое перед закрытием канавки (24).
2. Изложница по предыдущему пункту, в которой шпунт (26) состоит из множества частей.
3. Изложница по любому из предыдущих пунктов, в которой канавка (24) имеет по существу равномерную глубину.
4. Изложница по любому из предыдущих пунктов, изготовленная из меди или медного сплава, при этом шпунт (26) изготовлен из того же материала.
5. Изложница по любому из предыдущих пунктов, в которой шпунт (26) приварен, например электронно-лучевой сваркой, к изложнице таким образом, чтобы закрыть канавку (24).
6. Изложница по любому из предыдущих пунктов, в которой канавка (24) расположена по меньшей мере в центральной части по меньшей мере одной из пластин (22).
7. Изложница по любому из предыдущих пунктов, в которой канавка (24) проходит по всей длине по меньшей мере одной из пластин (22).
8. Изложница по любому из предыдущих пунктов, в которой оптическое волокно (28) снабжено покрытием или трубкой.
9. Изложница по любому из предыдущих пунктов, в которой оптическое волокно (28) имеет диаметр, превышающий 1,6 мм.
10. Изложница по любому из предыдущих пунктов, содержащая
множество оптических волокон (28), находящихся во множестве канавок (24), которые
по существу параллельны друг другу.
11. Изложница (12) по любому из предыдущих пунктов, относящаяся к типу для литья тонких слитков и содержащая воронкообразную часть (23) в верхней части, при этом канавка (24) проходит по меньшей мере по всей воронкообразной части (23).
12. Система для измерения температуры в системе для непрерывной разливки металлов, содержащая:
- изложницу (12) по любому из предыдущих пунктов,
- приемопередатчик, выполненный с возможностью отправки света в оптическое волокно (28) и приема отраженного и/или пропущенного света, принятого посредством приемопередатчика, в качестве информации о температуре в различных точках изложницы (12),
- процессор, выполненный с возможностью преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию о температуре в различных точках изложницы, и
- оконечное устройство, содержащее пользовательский интерфейс и подключенное к процессору.
13. Система для обнаружения прорыва в системе для непрерывной разливки металлов, содержащая:
систему для измерения температуры по предыдущему пункту, в которой процессор выполнен с возможностью преобразования данных об отраженном и/или пропущенном свете, принятом приемопередатчиком, в информацию об обнаружении прорыва.
14. Способ обнаружения прорыва в установке для непрерывной разливки металлов, отличающийся тем, что измеряют температуру стенки изложницы по любому из пп. 1-11.
| BE 1025314 B1, 17.01.2019 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЕРИТЕКТИЧЕСКИХ СТАЛЕЙ | 1995 |
|
RU2142861C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ШЛАКА И СПОСОБ ЕГО ОБНАРУЖЕНИЯ | 1996 |
|
RU2158190C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И МОНИТОРИНГА УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ | 2007 |
|
RU2426622C2 |
| RU 209413 C1, 27.10.1997 | |||
| WO 2017032392 A1, 02.03.2017 | |||
| US 2011186262 A1, 04.08.2011. | |||

