Изобретение относится к непрерывной разливке металла, в частности стали. В большей степени оно касается способов, заключающихся в воздействии на движение расплавленного металла в процессе его поступления в кристаллизатор для непрерывной разливки при помощи магнитного поля.
Известно, что струя поступающего в кристаллизатор расплавленного металла создает внутри него гидродинамические возмущения, часто являющиеся причиной дефектов, наблюдаемых затем на отлитом и прокатанном изделии. С одной стороны, в процессе литья струя расплавленного металла увлекает с собой на глубину в жидкую сердцевину изделия неметаллические включения, которые затем плохо устраняются в ходе естественного процесса отстаивания на мениске (свободной поверхности расплавленного металла в кристаллизаторе). Это общее явление имеет место также и при разливке в криволинейные или полукриволинейные кристаллизаторы, как, например, в случае при разливке изделий с широким поперечным сечением, в частности слябов, в которых фронт кристаллизации нижней поверхности отливаемого изделия создает препятствие восхождению включений, которые накапливаются в этом месте. С другой стороны, движение жидкого металла, вызываемое внутри кристаллизатора введенной струей, выражается в восходящих завихрениях, которые возмущают мениск случайным образом, тем более, что его заливают интенсивно при повышенной скорости (верхний предел, например около 1,5 м/мин). Такая нестабильность на поверхности определяет неравномерности кристаллизации наружного слоя отливаемого изделия по периметру кристаллизатора и, как известно, может быть причиной возникновения дефектов в конечном изделии (отслаивание, раковины и т.д.).
Сталкиваясь с проблемой, вызванной этим гидродинамическим возмущением из-за воздействия струи металла, производитель стали располагает сегодня двумя путями ее решения, каждый из которых требует обращения к доступным средствам магнитогидродинамики, применяемых к непрерывной разливке металлов. Одно из них, имеющее целью уменьшить влияние этих эффектов, подразумевает улучшение качества отливаемого изделия при использовании электромагнитной конвекции (или перемешивания). Другое решение, по сути профилактическое, используется для противодействия этому возмущению и представляет собой электромагнитное торможение.
Электромагнитная конвекция обеспечивает промывку фронта кристаллизации при помощи вынужденного потока разливаемого расплавленного металла, например, снизу вверх, который уносит с собой в направлении мениска неметаллические включения, которые в противном случае будут захвачены этим фронтом. Этот поток жидкого металла создается перемещающимся магнитным полем, создаваемым индуктором с несколькими обмотками типа статора линейного многофазного электродвигателя (двух- или трехфазного), расположенного параллельно и против большой стороны сляба в кристаллизаторе (BF 2358222 и BF 2358223). Индуктор такого типа обычно состоит из электрических обмоток, проводники которых представляют собой параллельные и равноудаленные друг от друга шины или состоящие из катушек проводов, расположенных на выступах магнитного ярма и установленных парами последовательно и противоположно друг другу. Каждая обмотка соединена с одной из фаз многофазного электрического питания, а именно трехфазного или двухфазного, согласно правилам подключения, обеспечивающим необходимое скольжение магнитного поля вдоль индуктора в направлении, перпендикулярном проводникам. Этот тип многообмоточного индуктора, способного создавать скользящее магнитное поле путем соединения с многофазным питанием, подробно описан в электротехнической литературе.
Технология "электромагнитного торможения", в которую вписывается настоящее изобретение, состоит в том, чтобы действовать непосредственно на одну или несколько струй металла, поступающего в кристаллизатор. Таким образом имеется в виду ограничение глубины проникновения этих струй так же, как и уменьшение вызванной ими циркуляции жидкого металла и, таким образом, образование мениска без взбалтывания, как можно более спокойного и плоского. Действие такого торможения следует из хорошо известного принципа действия тормоза Фуко: когда жидкий металл в движении (более обобщенно электропроводная текучая среда) пересекает статическое магнитное поле, он подвергается воздействию со стороны последнего противодействующей силы, интенсивность которой зависит от напряженности этого поля и скорости движения металла.
Известен электромагнитный тормоз для кристаллизатора непрерывной разливки слябов, состоящий в основном из 2-х электромагнитов с выступающими полюсами, расположенными друг против друга с обеих сторон больших стенок кристаллизатора и с противоположной поляризацией так, чтобы образовать между полюсами пересекающиеся магнитные силовые линии. Электромагниты расположены в верхней части кристаллизатора так, чтобы воздействовать на струю металла, начиная с ее поступления в кристаллизатор. Следует подчеркнуть, что, собственно говоря, поток жидкой стали, поступающий в кристаллизатор и подвергающийся воздействию этого поля, в действительности не тормозится, а скорее переориентируется и перераспределяется в ближайшем доступном объеме. Действительно, в целом поступление расплавленного металла и скорость разливки изделия, к счастью, не меняются при таком торможении. Этот тормоз действует, по существу, как распределительный механизм, придающий большую однородность картине распределения скоростей течения металла в верхней части кристаллизатора. Термин "электромагнитное торможение", таким образом, является, строго говоря, непригодным, но он будет далее использоваться в силу удобства для общего пользования. Торможение такого типа описано, например, в документе ЕР-А-0040383, который рекомендует использование четырех электромагнитов, соединенных в пары и расположенных одна против другой на больших сторонах кристаллизатора для непрерывной разливки слябов, причем одна пара помещается с каждой стороны разливочного стакана, имеющего два боковых выходных отверстия для питающих струй, направленных к малым поверхностям кристаллизатора.
Документ РСТ WO 92/12814 предлагает усилить эффект торможения, заменяя на каждой большой стороне два электромагнита одной магнитной шиной, проходящей по всей ширине кристаллизатора, и расположить эту шину по высоте на уровне выходных боковых отверстий разливочного стакана для осуществления постоянного торможения по всей длине распространения струи, выходящей из каждого отверстия разливочного стакана в направлении малых сторон.
Совсем недавно в документе РСТ WO 96/26029 было предложено расположение не одной, а двух магнитных шин на одной стороне, размещенных на различных уровнях, одна под другой, с обеих сторон выходных отверстий разливочного стакана таким образом, чтобы создать магнитное удержание зоны струи для ее гидродинамической изоляции от оставшегося объема жидкого металла, присутствующего в кристаллизаторе. Однако, как известно, условия течения жидкого металла в кристаллизаторе могут меняться от одной разливки к другой и даже во время одной и той же разливки в зависимости от различных параметров, таких как скорость разливки, глубина погружения разливочного стакана, форма его отверстий, обеспечивающих направление струи, ширина кристаллизатора, если он имеет переменную ширину, и т.д. Оптимизация зоны действия магнитного поля в кристаллизаторе в зависимости от этих параметров не может быть выполнена без перемещения индуктора вдоль больших поверхностей кристаллизатора, что практически невыполнимо.
Цель данного изобретения состоит в том, чтобы обеспечить металлургов средством для легкого и немедленного изменения зоны действия электромагнитного тормоза в кристаллизаторе при непрерывной разливке так, чтобы иметь возможность постоянно регулировать ее положение при определенных условиях предстоящей разливки или во время литья, просто регулируя параметры электрического питания и не требуя таким образом вмешательства в работу литейной машины и не меняя положения индуктора или индукторов.
Указанная задача решается в устройстве для электромагнитного торможения расплавленного металла внутри непрерывно разливаемого изделия, содержащем источник электрического питания и связанный с ним, по меньшей мере, один электромагнитный индутор со статором многофазного типа с перемещающимся магнитным полем, монтируемый на литейной установке против одной из сторон изделия в процессе разливки, причем индуктор имеет две или три фазовые обмотки, за счет того, что источник электрического питания состоит из двух или соответственно трех элементарных источников постоянного тока, регулируемых независимо друг от друга по силе тока, при этом каждый из элементарных источников питания соединен с одной и только одной фазовой обмоткой индуктора.
Согласно предпочтительной форме выполнения электромагнитный индуктор установлен на уровне кристаллизаторов литейной установки;
устройство содержит, по меньшей мере, два индуктора, смонтированных на литейной установке один напротив другого с обеих сторон изделия в процессе его разливки;
оно содержит, по меньшей мере, два индуктора, расположенных рядом по ширине или по длине одной из сторон изделия в процессе его разливки;
оно содержит, по меньшей мере, один индуктор, имеющий проводники, направленные перпендикулярно оси разливки;
оно содержит, по меньшей мере, один индуктор, имеющий проводники, направленные параллельно оси разливки;
оно содержит, по меньшей мере, три индуктора, имеющих проводники, направленные по различным направлениям от одного индуктора к другому;
элементарный источник питания включает единый многофазный источник питания с двумя или тремя фазами и с регулируемой частотой тока, отрегулированной на нулевую частоту.
Как это несомненно станет понятно, существо изобретения состоит в соединении индуктора типа статора линейного электродвигателя с перемещающимся магнитным полем, концепция и структура которого давно и широко известны и использование которого известно для непрерывной разливки в качестве средства приведения расплавленного металла в движение по высоте кристаллизатора для разливки слябов (см., например, GB 1507444 и 1542316) с батареей индивидуальных источников питания постоянного тока, каждый из которых регулируется независимо один от другого и соединяется с одной обмоткой индуктора с целью создания статического магнитного поля, которое будет регулироваться по расположению (и, разумеется, по напряженности) по высоте или ширине больших поверхностей кристаллизатора (более обобщенно, в любом выбранном месте, но там, где расплавленное железо содержит достаточно жидкий, не затвердевший в сердцевине металл, активизируя избирательным образом обмотки индуктора при помощи простой регулировки параметров функционирования этих элементарных источников электропитания, а именно силы тока, подаваемой ими. Эта регулировка осуществляется мгновенно, при необходимости во время процесса разливки, на расстоянии от литейной машины, при полной безоопасности для операторов и полностью контролируемым образом, то есть без риска, даже минимального, нарушения нормального прохождения операции разливки.
Кроме того, указанная задача решается в способе электромагнитного торможения жидкого металла внутри непрерывно разливаемого изделия, включающем воздействие на жидкий металл постоянного электромагнитного поля для торможения его течения при помощи устройства электромагнитного торможения с многообмоточным электромагнитным индуктором со статором типа "многофазный статор с перемешивающимся магнитным полем" и с элементарными источниками электрического питания постоянного тока, регулируемыми отдельно, за счет того, что с целью регулировки в зависимости от условий литья, положения магнитного полюса или магнитных полюсов указанного индуктора без его перемещения осуществляют регулировку силы тока I, протекающего через обмотки (2......5) индуктора таким образом, чтобы в любой момент
I1=К cos ϕ и I2=К sin ϕ для индуктора (1) с двумя обмотками (А, В),
I1= К sin ϕ, I2=К sin (ϕ+2π/3) и I3=К sin (ϕ+4π/3) для индуктора с тремя обмотками,
где I1, I2 и I3 - сила тока, протекающего по обмоткам (2,...,5) индуктора,
К - константа, представляющая желаемую силу торможения в месте локализации магнитного полюса или магнитных полюсов индуктора, максимальное значение которой ограничено максимальной силой электрического тока, подаваемого каждый элементарным источником электропитания,
ϕ - коэффициент, изменяющийся от 0 до π радиан, соответствующий регулировке силы тока и определяемый в зависимости от желаемого положения максимума магнитного поля на индукторе.
Изобретение и его другие аспекты и преимущества будут более понятны при рассмотрении описания примера его выполнения, не ограничивающего изобретения, где даются ссылки на приведенные в приложении фигуры, где:
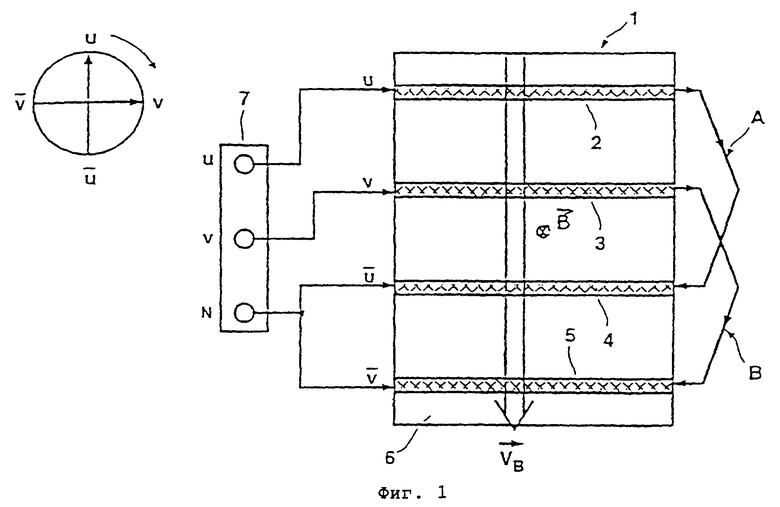
на фиг. 1 представлена схема известного электромагнитного двухфазного индуктора для перемешивания расплавленного металла в кристаллизаторе для непрерывной разливки, элементы которого имеются в устройстве для торможения согласно изобретению;
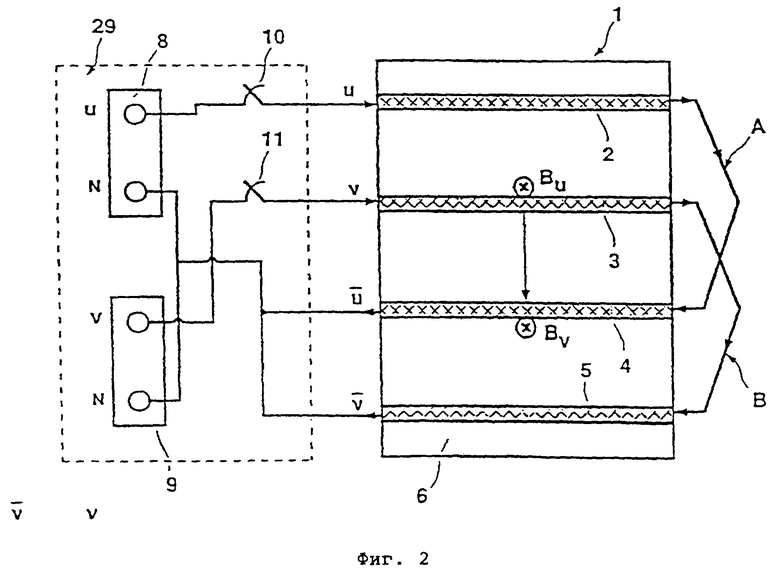
фиг.2 - схема устройства для электромагнитного торможения согласно изобретению в двухобмоточной форме реализации, аналогичной двухфазному индуктору перемешивания, известному из фиг.1;
фиг.3 - схема устройства для электромагнитного торможения согласно изобретению, соответствующая фиг. 2, когда оно установлено на корпусе кристаллизатора для непрерывной разливки стальных слябов по первому способу регулировки высоты тормозного действия;
фиг. 4 - вариант выполнения устройства по фиг.3, согласно которому структура индуктора торможения разделена на части по ширине кристаллизатора;
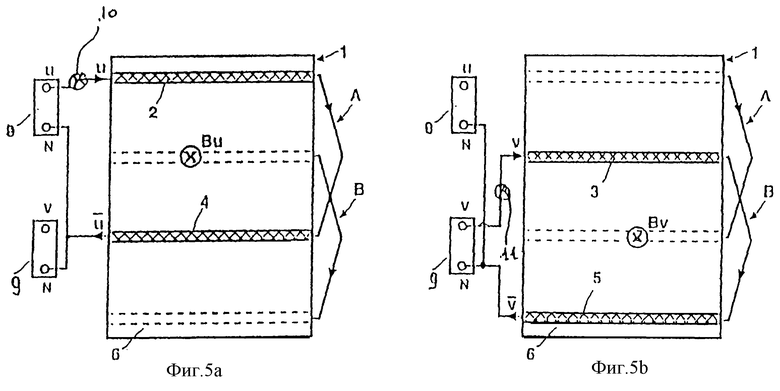
фиг.5а и 5b (каждая) - способ использования устройства торможения согласно изобретению в другой форме выполнения индуктора;
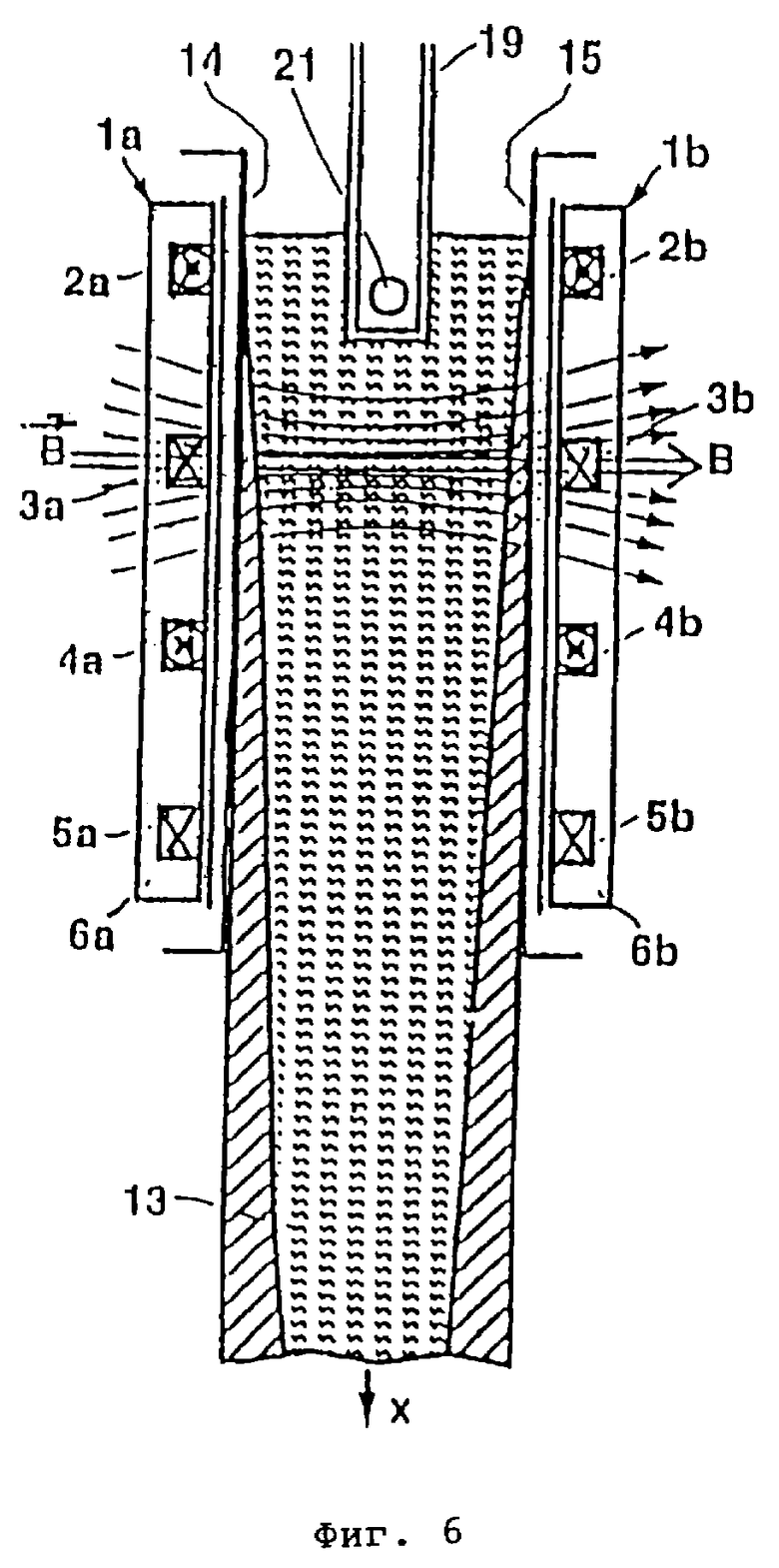
фиг. 6 - схематично показан вертикальный поперечный разрез, проходящий через ось литья Х по фиг.3 устройства, соответствующего фиг.3, иллюстрирующий способ регулировки этого устройства;
фиг. 7 - вид, аналогичный фиг.6, но иллюстрирующий другой способ регулировки устройства торможения согласно изобретению;
фиг.8 (по сравнению с фиг.3) представляет устройство торможения согласно изобретению, смонтированное на кристаллизаторе для непрерывной разливки стального слитка по второму способу выполнения с регулировкой действия торможения по ширине кристаллизатора;
фиг.9 иллюстрирует на схематическом виде сверху и в разрезе по плоскости А-А фиг.8 способ регулировки устройства торможения, показанного на фиг.8;
фиг. 10 иллюстрирует, согласно тому же расположению, что и на фиг.9, другой способ регулировки этого устройства;
фиг.11 представляет схематически вариант реализации электрического питания согласно изобретению;
фиг. 12 (по аналогии с фиг.8 и 4) представляет устройство торможения согласно изобретению, установленное на кристаллизаторе для непрерывной разливки стального слитка по третьему способу осуществления с регулировкой совместного действия торможения по ширине и по высоте кристаллизатора.
Одинаковые элементы на этих фигурах имеют идентичные ссылочные позиции.
Индуктор перемешивания 1, показанный на фиг.1, имеет функции и воздействие на течение жидкого металла, совершенно отличные от функций и воздействий устройства торможения согласно изобретению, но в некотором роде он служит основой для конструкции последнего. Эти устройства имеют тесную аналогию строения. Поэтому несколько обращений к нему и к способу его функционирования облегчат понимание изобретения.
Главная активная часть этого статического индуктора с перемещающимся полем состоит из электрических проводников, выполненных здесь в виде прямолинейных медных шин 2, 3, 4 и 5, расположенных в параллельных углублениях (или зубцах), равномерно отстоящих друг от друга и размещенных на магнитном ярме 6. Таким образом, эти шины располагаются параллельно друг другу с равномерным отделением друг от друга на расстояние, позволяющее определить полюсный шаг индуктора.
В рассматриваемом примере индуктор представлен с двухфазным статором. Поэтому он состоит из четырех шин-проводников, электрически соединенных попарно и парами встречно-последовательно, т.е. соединенных своими концами, расположенными на одной и той же стороне индуктора (справа на фигуре) таким образом, чтобы электрический ток циркулировал там в противоположных направлениях. Каждая пара шин (2-4 или 3-5) образует обмотку, свободные концы которой (слева на фигуре) подключены в порядке, показанном на фигуре, к клеммам двухфазного питания 7, две фазы которого обычно обозначаются буквами U, V и нейтраль - буквой N. Эти свободные концы обозначаются теми же буквами U или V, что и фазы, которые их запитывают, отличая концы подвода от концов возврата тока, буквы которых имеют сверху горизонтальную черту, как это делается обычно. Как видно, эти обмотки как бы наложены внахлест, так как соединенные между собой шины, образующие обмотку, не являются соседними, а разделены шиной другой обмотки. Так, шина 2 связана с шиной 4 для формирования обмотки А и шина 3 соединяется с шиной 5 для образования другой обмотки В. Аналогичные расположения встречаются в случае индуктора типа трехфазного статора, в котором, как известно, наслоение трех обмоток достигается переходом разделения двух соединенных между собой шин в виде не одной, а двух шин, каждая из которых принадлежит одной и другой из двух других обмоток.
Когда индуктор 1 запитывается от источника переменного тока, схема монтажа которого представлена на фиг.1, электрический ток, проходящий через шины 2, 3, 4, 5, создает магнитное поле, перпендикулярное плоскости фигуры, перемещающееся от одной шины к следующей в направлении, перпендикулярном направлению шин (изображенному стрелкой Vb на фиг.1), а именно сверху вниз, и это при скорости (т.е. частоте тока), с которой сила тока достигает своего максимума последовательно от шины 2 до шины 5. Маленькая схема-"вставка" слева на фигуре показывает при помощи тригонометрического круга динамическую организацию двух фаз, которая облегчит понимание последующего изложения, если проходят этот круг по часовой стрелке. Индуктор размешивания такого типа может легко поместиться в кристаллизаторе для непрерывной разливки, например, слябов, что подтверждается из различных публикаций, в частности из описаний к патентам.
Нижеследующее описание укладывается в рамки раскрытой выше структуры индуктора, соединения проводников для образования обмоток или встраивания индуктора в устройство для непрерывной разливки.
Для реализации устройства для электромагнитного торможения согласно изобретению, изображенного на фиг. 2, индукционное устройство согласно фиг.1 должно быть изменено таким образом, чтобы оно создавало не подвижное, а стационарное магнитное поле, постоянно располагающееся в выбранном, но изменяемом по желанию месте индуктора. Это статическое поле будет создаваться за счет питания постоянным электрическим током. Таким образом, оно аналогично полю, создаваемому известными устройствами электромагнитного торможения в кристаллизаторе для непрерывной разливки, но зона его действия может быть отрегулирована по высоте кристаллизатора (или по ширине согласно применяемому способу монтажа) без какого-либо вмешательства в установку для литья.
Как видно из фиг.2, это изменение состоит в замещении двухфазного питания 7 двумя источниками питания постоянного тока 8 и 9, индивидуальными и независимыми один от другого, причем единственной их общей точкой может быть нейтраль N, объединенная для удобства. Каждый из этих источников питания снабжен средством для регулировки силы тока, который они выдают. Эти средства регулировки, известные сами по себе и являющиеся совершенно обычными в этой области, таким образом, просто проиллюстрированы соответствующими элементами 10 и 11 на фигурах. Индуктор 1 не подвергся никаким изменениям; связи между проводниками, образующими обмотки А и В, остаются неизменными.
Оборудование согласно изобретению начинает функционировать, как только каждая обмотка А и В индуктора 1 соединяется с одним из двух элементарных источников питания и только с ним. В примере, проиллюстрированном на фиг.2, обмотка А связана с источником питания 8, а обмотка В связана с источником питания 9.
Устройство согласно изобретению создает в кристаллизаторе для непрерывной разливки желаемый эффект торможения с целью уменьшения глубины проникновения струи и ее нежелательного воздействия на внутреннее качество разливаемого изделия, полученного после полного затвердевания. Также отмечается, что устройство для торможения по изобретению в действительности применимо также при установке под кристаллизатором для непрерывной разливки изделия, например сляба, внутренняя часть которого находится еще в жидком состоянии.
На этом этапе следует сослаться на фиг.3, показывающую установку индуктора устройства для торможения согласно изобретению на большой стороне кристаллизатора 12 для непрерывной разливки слябов 13. Разумеется, две большие противоположные стороны кристаллизатора могут также снабжаться двумя идентичными индукторами, расположенными друг против друга с обеих сторон разливаемого изделия и каждый из которых проходит по всей ширине кристаллизатора. Продолжение описания покажет, что выбор полярности на одном из индукторов по отношению к другому, расположенных друг против друга, может благоприятствовать эффекту торможения по всей толщине разливаемого изделия (конфигурация поля, называемая "пересекающей") или локализовать его в окрестности только поверхностного слоя (конфигурация поля, называемая "продольной").
Кристаллизатор для непрерывной разливки слябов в основном, как известно, состоит из четырех вертикальных плит, изготовленных из меди или из медных сплавов, двух больших плит 14 и 15, называемых "большими сторонами", дополненных двумя плитами 16 и 17, перекрывающими их края и называемыми "малыми сторонами". Между собой эти плиты образуют литейное пространство без дна для расплавленного металла 18, поступающего сверху через разливочный стакан, установленный в донной части промежуточного ковша 19, расположенного сверху. Они интенсивно охлаждаются снаружи сильным потоком воды с целью отвода тепла, необходимого для образования слоя металла, отвердевающего при их контакте, достаточно толстого, чтобы обеспечить извлечение отлитого изделия в благоприятных условиях. Расплавленный металл выливается в кристаллизатор при помощи разливочного стакана 19, нижний конец которого, снабженный выходными боковыми отверстиями 21, 21', погружается в массу расплавленной стали, уже находящуюся в кристаллизаторе в процессе литья. Каждое из этих выходных боковых отверстий подает струю расплавленного металла 27 и 27' по направлению к малым сторонам кристаллизатора, вблизи которых происходит разделение между главным нисходящим потоком 28, вовлекающим на глубину неметаллические включения, и восходящим потоком 28', приводящим к взбалтыванию мениска 22. Именно эти струи 27 и 27' подвергаются воздействию средств торможения согласно изобретению.
В примере, проиллюстрированном на фиг. 3, описанный ранее индуктор 1 смонтирован против большой стороны 14 кристаллизатора так, чтобы проводящие шины 2-5 были горизонтальны, а ось литья Х - вертикальной. При этих условиях, если обратиться к фиг.2 с тем, чтобы рассмотреть только подключение источника питания 8, постоянный ток, который он подает на обмотку А (его сила может быть отрегулирована средствами регулировки 10), образует контур тока, расположенный в верхней половине индуктора 1 (т.е. кристаллизатора) и в котором электрический ток проходит по шине 2 слева направо, затем по шине 4 справа налево. Таким образом, в зоне, определяемой площадью этого контура тока, создается стационарное магнитное поле Вu, направленное перпендикулярно к плоскости обмотки, которая в данном случае совпадает с плоскостью фигуры. Ясно, что формируясь таким образом в верхней части кристаллизатора и по всей его ширине, стационарное магнитное поле Вu является перпендикулярным оси разливки Х и перпендикулярным плоскости распределения скоростей распространения струй металла 27, 27', максимальная напряженность которого находится в центре обмотки А, то есть на высоте пассивной шины 3 обмотки В. Если таким же образом рассмотреть теперь только один источник питания 9 и обмотку В, к которой он подводит ток, то будет создано магнитное поле Bv, идентичное рассмотренному полю Вu, но максимум которого располагается в этом случае на уровне пассивной шины 4 обмотки А.
Если оба источника электрического питания подают одновременно ток соответствующим обмоткам, поля Вu и Bv присутствуют одновременно и существование зоны перекрытия между шинами 2 и 3, вызванной наложением обмоток А и В, приводит к сложению этих полей в этой области. Максимум магнитной индукции, т.е. максимальный эффект торможения, достигается в сердцевине этой центральной зоны, если токи питания имеют одинаковую силу. Зато этот максимум может быть достигнут в центре обмотки А, если индивидуальный источник питания 9 выключен (см. фиг.5а), или в центре обмотки В, если индивидуальный источник питания 8 выключен (см.фиг.5b), или еще в бесконечном множестве возможных мест между этими двумя позициями просто путем регулировки с помощью средств регулировки 10 и 11, произвольного нарушения равновесия токов между двумя источниками питании 8 и 9, которые в этом случае одновременно являются активными (фиг.2). Для простоты следует называть "магнитным полюсом" место пространства (в данном случае, одной из больших сторон кристаллизатора, снабженной индуктором торможения), где магнитное поле торможения максимально.
Таким образом, индуктор оказывается способным играть роль тормоза, действующего на потоки расплавленного металла, поступающего в кристаллизатор, наподобие известных устройств электромагнитного торможения. Однако в настоящее время используется преимущество возможности регулировки расположения магнитного полюса поля торможения в любой момент по высоте кристаллизатора без перемещения какой бы то ни было детали индуктора, а просто воздействуя на регулировку источников электропитания.
Как уже было сказано, точное расположение магнитного полюса поля торможения в верхней части кристаллизатора в действительности может быть оптимальным при одних условиях литья и оказаться менее приспособленным для других условий, если от одной разливки к другой или в процессе одной и той же разливки изменяются параметры литья, такие как глубина погружения разливочного стакана 19, уровень мениска 22 в кристаллизаторе, скорость литья и т.д. Тогда возникает необходимость изменения положения этого полюса по высоте кристаллизатора. Как уже только что было видно, благодаря устройству по изобретению осуществление этой задачи является очень легким, так как достаточно воздействовать на регулировку параметров функционирования электрического питания.
Как показано на фиг.4, можно "накрыть" большие стороны кристаллизатора не только одним индуктором, занимающим всю их ширину, но и при помощи трех функционально эквивалентных индукторов 1а, 1b, 1с, расположенных бок о бок по ширине больших сторон кристаллизатора, и иметь возможность модулировать действие электромагнитного торможения на разливаемый металл различным образом в центральном положении и по краям больших сторон.
Вместо того, чтобы покрывать всю ширину кристаллизатора, индуктор торможения согласно изобретению может затрагивать только часть этой ширины. Например, он может затрагивать только центральную часть или только боковые части по одну и по другую стороны от разливочного стакана 19 или еще, как уже было сказано, ссылаясь на фиг.4, всю ширину, но при помощи последовательных независимо действующих зон с использованием нескольких примыкающих друг к другу индукторов. Тогда возможно регулировать по-разному интенсивность действия торможения на уровне магнитного полюса по ширине разливаемого сляба, просто используя электрический ток различной величины в каждом таком индукционном модуле. Кроме того, можно располагать магнитный полюс торможения на различных уровнях высоты, в центре или по бокам больших сторон кристаллизатора. Также становится возможным адаптировать зону действия магнитного поля торможения к ширине отливаемого изделия в кристаллизаторе изменяемого формата.
В общем случае, когда "К" обозначает выбранную константу, представляющую желаемую силу торможения в месте расположения магнитного полюса каждого индуктора, максимальное значение которой ограничено максимальной силой электрического тока, подаваемого элементарными источниками питания 8, 9..., можно при помощи воздействия на средства регулировки 10, 11 отрегулировать расположение этого магнитного полюса там, где это необходимо, просто изменяя от 0 до π радиан параметр регулировки ϕ, который функционально связывает между собой элементарные источники питания так, чтобы сила тока I1, проходящего через обмотки, устанавливалась следующими соотношениями: I1=K cos ϕ, I2= K sin ϕ - в случае оборудования с двумя элементарными источниками (две различные обмотки в индукторе) или по следующим соотношениям I1=K sin ϕ, I2= K sin (ϕ+2π/3) и I3=К sin (ϕ+4π/3) - в случае оборудования с тремя элементарными источниками питания (т.е. имеющего три различные обмотки в индукторе).
Также будет отмечено, что индуктор 1 или 1' оборудования торможения согласно изобретению может быть установлен против каждой большой стороны кристаллизатора. Таким образом, возможно, варьируя полярность активных обмоток, одновременно с обеих сторон разливаемого сляба усилить действие торможения в расплавленном центре разливаемого изделия или сконцентрировать его в поверхностных слоях. Эти расположения являются объектом фиг.6 и 7, на которых индуктор 1 обозначен индексом "а", чтобы отличить его от индуктора с другой стороны кристаллизатора, обозначенного индексом "b". Магнитные поля с одинаковым направлением от двух противоположных индукторов, пересекаясь, взаимно усилятся и таким образом усилят торможение в сердцевине расплавленного металла (фиг.6), в то время как противоположные магнитные поля будут ослабляться в центре слитка металла и соответственно концентрировать эффект торможения по периферии расплавленного металла, принимая неизбежно типовую конфигурацию "продольного поля" (фиг.7).
Само собой разумеется, что применение изобретения не ограничено приведенными выше примерами использования, но охватывает многочисленные варианты или эквиваленты, не выходящие за рамки его определения, данного в прилагающейся формуле изобретения.
Так, как это показано на фиг.8, индуктор 1a1 может монтироваться в кристаллизаторе с шинами-проводниками 2...5, направленными параллельно оси разливки X, т.е. вертикально, вместо горизонтального положения. На уровне заданной высоты можно изменить место действия магнитного поля торможения на половину ширины разливаемого изделия с необходимой точностью вдоль прохождения струи металла 27, поступающей из отверстия 21 разливочного стакана 19. Используя два таких индуктора 1a1 и 1a2 с проводниками, вертикально расположенными на большой стороне кристаллизатора с обеих сторон от разливочного стакана 19, можно обеспечить весь диапазон для точной регулировки положения магнитных полюсов торможения на нужном расстоянии от каждого выходного отверстия 21 и 21' разливочного стакана. Кроме того, возможности расширяются благодаря использованию двух других аналогичных индукторов на другой большой стороне кристаллизатора, поскольку в этом случае возможно, как уже было показано ранее, сконцентрировать действие поля в выбранном месте по толщине изделия: скорее в сердцевине, чем на периферии, или наоборот.
На фиг.9 поясняется способ регулировки устройства с двумя парами индукторов такого типа, обеспечивающими действие торможения по всей толщине разливаемого изделия 13. Как видно, принцип такой регулировки очень прост. В активных обмотках, расположенных противоположно, достаточно прохождения тока в расположенных друг против друга проводниках в одинаковом направлении с каждой стороны разливаемого изделия. Действительно в данных условиях магнитные поля, созданные этими обмотками в жидком металле, складываются, силовые линии пересекают изделие перпендикулярно к его стенке без отклонения от своей первоначальной траектории, заданной на уровне индуктора. Появляется конфигурация "пересекающего поля", которая обеспечивает действие торможения по толщине разливаемого изделия и, в частности, в центре. Ясно, что в этом случае можно обеспечить преимущество, активизируя в основном обмотки, наиболее близкие к выходным отверстиям 21 и 21' разливочного стакана 19, так как струи 27 и 27' являются более мощными и концентрированными при выходе из разливочного стакана, в то время как они рассеиваются и расширяются по мере их продвижения к малым сторонам кристаллизатора.
На фиг.10 показано это же устройство, но, напротив, отрегулированное для максимального увеличения действия торможения в поверхностном слое разливаемого изделия. Для этой цели, как видно, достаточно изменить направление тока в двух располагающихся друг против друга активных обмотках так, чтобы магнитные поля, создаваемые этими двумя обмотками, были противоположны. При этом имеет место возникновение типовой конфигурации "поле продольное": магнитная индукция является минимальной в центре изделия, так как силовые линии значительно отклоняются (на 90o) в среднем центральном сечении изделия по сравнению с их первоначальным направлением на уровне индуктора. Так как единственная составляющая магнитного поля, перпендикулярная линиям тока струй 27, 27', действует на эти струи, то действие торможения будет максимально у фронта отвердевания застывающего металла в местах, расположенных точно против активных обмоток индукторов.
В варианте, показанном на фиг.12, можно использовать индукторы, расположенные рядом друг с другом по ширине большой стороны кристаллизатора и имеющие между собой различные направления электрических проводников. В примере, показанном на этой фигуре, три индуктора располагаются рядом: один (1с) в центральном положении, в районе разливочного стакана 19, а два другие (1а и 1b) с обеих сторон по бокам от центрального индуктора 1с. Проводники этого центрального индуктора направлены горизонтально, т.е. перпендикулярны оси литья X, с тем чтобы иметь возможность регулировать по высоте расположение его магнитного полюса торможения на уровне места поступления металла в кристаллизатор. Проводники боковых индукторов, напротив, ориентированы вертикально с тем, чтобы иметь возможность регулировать по ширине большой стороны расположение их магнитных полюсов торможения в окрестности малых сторон кристаллизатора. Конечно, эти относительные расположения могут быть и обратными, с тем чтобы иметь возможность осуществлять регулировку по высоте в окрестности малых сторон и регулировку по ширине в окрестности зоны поступления металла в кристаллизатор. Кроме того, под выражением "элементарные источники постоянного тока", употребляемым в описании с тем, чтобы определить одну из основных характеристик изобретения, следует понимать не только добавление единичных структурно-независимых источников питания, которые рассматривались выше со ссылками на фигуры, но еще и единое многофазное питание с двумя или тремя фазами и с регулируемой частотой, которую регулируют на нулевую частоту, чтобы получить постоянный электрический ток. Источники многофазного электропитания такого типа хорошо известны. Обычно они используются для приведения в действие электрических двигателей с вращающимися или скользящими магнитными полями. Как показано на фиг.11, они представляют собой инвертор 28 с регулируемым порогом прерывания. Этот инвертор обычно питается выпрямленным током из выпрямителя 29, установленного на выходе вращающегося электрогенератора 30 через согласующий трансформатор напряжения 31 и выключатель 32.
Каждая фаза U, V, W источника питания (в рассматриваемом примере трехфазное) сконструирована согласно этому способу. Инвертор обеспечивает соблюдение сдвига фаз между фазами, производимыми генератором 30, и совокупность фаз питания делается пригодной для использования посредством блока соединения 33, снабженного общей нейтралью N.
В соответствии с изобретением обеспечение функционирования такого источника электрического питания с целью запитывания обмоток устройства торможения, схематично обозначенного 34, с целью подачи одной фазы на одну обмотку заключается в регулировке инвертора 28 на нулевую частоту, производя эту регулировку в выбранные моменты с тем, чтобы токи в эти моменты в каждой фазе были такими, какие желательно обеспечить в обмотках, подключенных к этим фазам.







Изобретение относится к непрерывной разливке металла, в частности стали, и касается воздействия на движение расплава при помощи магнитного поля. Устройство состоит из источника электрического питания и индуктора со статором многофазного типа с перемещающимся полем. Индуктор содержит две или три фазовые обмотки. Источник питания состоит из двух или трех элементарных источников постоянного тока. Каждая обмотка соединена с одним из этих элементарных источников питания. Каждый источник питания постоянного тока имеет средство регулировки силы тока, который он выдает. Регулировкой силы тока осуществляют изменение места действия электромагнитного торможения. Изобретение позволяет осуществлять регулировку положения электромагнитного тормоза без изменения положения индуктора и вмешательства в работу литейной установки. 2 с. и 7 з.п.ф-лы, 12 ил.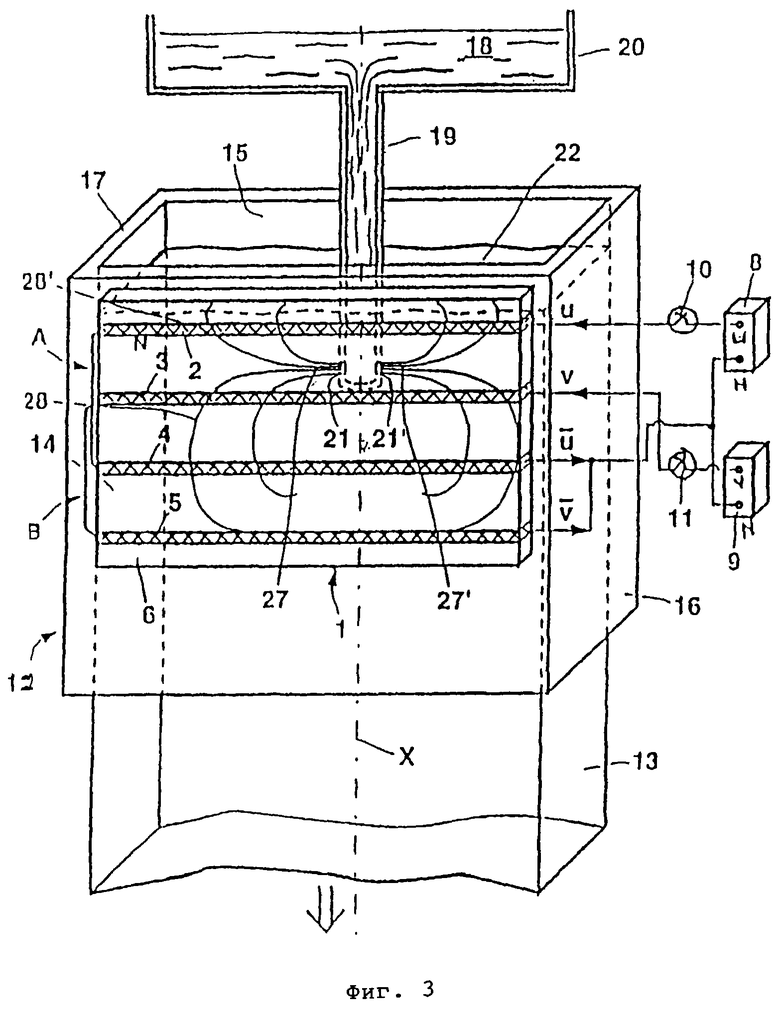
| WO 9626029 А1, 06.08.1992 | |||
| Машина для подачи сопельной части фурменного рукава при смене фурм и амбразур доменной печи | 1933 |
|
SU40383A1 |
| JP 10328790, 15.12.1998 | |||
| ДВУСТВОЛЬНОЕ МНОГОЗАРЯДНОЕ РУЖЬЕ | 2007 |
|
RU2358222C1 |
| АРБАЛЕТ | 2008 |
|
RU2358223C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ, АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО ПРОМЕЖУТОЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111826C1 |

