Область техники
Настоящее изобретение относится к непрерывному литью металлических слябов, в частности стальных слябов. В частности, оно касается применения скользящих магнитных полей в изложнице, действие которых на разливаемый жидкий металл сообщает ему движение вращения вокруг оси разливки.
Предшествующий уровень техники
Известно, что непрерывное литье стальных слябов классически осуществляют в вертикальной или в основном вертикальной изложнице, содержащей две расположенные друг против друга большие стороны (или стенки) из меди или медного сплава, интенсивно охлаждаемые циркулирующей водой, и две малые боковые стороны, герметично установленные в конце больших сторон, образуя с ними литейное пространство, которое определяет формат отливаемого изделия. Расплавленный металл выливается в это пространство за счет силы тяжести и постепенно затвердевает в нем при контакте с охлаждаемыми металлическими стенками изложницы, по мере того как затвердевший конец на периферии извлекают в нижнем направлении для завершения затвердевания в ступенях вторичного охлаждения литейной машины. Таким образом, в ходе всего процесса литья расплавленный металл заполняет литейное пространство до определенного уровня высоты, образуя в нем мениск (открытая поверхность жидкого металла), покрытый шлаком, и равномерный поток расплавленного металла непрерывно подается в изложницу при помощи погруженного (на несколько десятков сантиметров под мениском) разливочного стакана, как правило, единственного и центрованного по оси литья и оборудованного открытыми боковыми выходными отверстиями напротив малых концевых сторон.
Давно разработаны и известны принципы приведения во вращение расплавленного металла в изложнице установки непрерывного литья слябов при помощи скользящих магнитных полей. Схематично они заключаются в сообщении металлу общего вращения вокруг оси литья единым вытянутым движением за счет применения движущих сил, создаваемых горизонтально скользящими магнитными полями, генерируемыми многофазными статическими индукторами, установленными на больших сторонах изложницы.
Например, в документе ЕР 0151648 предложено применять четыре отдельных идентичных индуктора, симметрично установленных на больших сторонах изложницы из расчета двух индукторов на каждую большую сторону, расположенных по обе стороны от разливочного стакана, при этом каждый из них частично перекрывает половину ширины большой стороны, на которой они установлены, между разливочным стаканом и малыми концевыми сторонами. Эти трехфазные индукторы генерируют, каждый, горизонтально скользящее магнитное поле, направление скольжения которого одинаково на двух индукторах одной стороны и противоположно направлениям скольжения полей, создаваемых находящимися напротив двумя индукторами другой большой стороны. В результате взаимодействия между магнитным полем, генерируемым каким-либо индуктором, и расплавленным металлом, находящимся рядом с этим индуктором, возникает сила толкающего действия на металл по ширине изложницы. Из этого взаимодействия, повторяющегося четыре раза в прямом сечении изложницы, то есть по одному разу на индуктор, возникает система с четырьмя движущими силами, две из которых, расположенные по диагонали относительно оси литья, толкают металл от разливочного стакана к малым сторонами, то есть «наружу», тогда как две другие силы, находящиеся напротив на другой диагонали, толкают металл «внутрь», от малых сторон к разливочному стакану.
Другой пример: в японской патентной заявке JP 57075268 изложен принцип частичного индуктора, единственного на большой стороне. Каждый индуктор в диагональном положении друг от друга относительно оси литья занимает примерно ¼ большой стороны, на которой он установлен. Таким образом, остальная ¼ стороны остается свободной от действия скользящего магнитного и позволяет вращающемуся металлу замедлить движение до фронтального столкновения с малой концевой стороной, находящейся под прямым углом, что ослабляет энергию столкновения.
Следуя тому же принципу, европейский патент ЕР 0096077 предлагает устройство, конфигурированное на базе трех индукторов, расположенных в линию на большой стороне, совместно генерирующих магнитные поля, горизонтально скользящие в одном направлении, но связанные со средствами, заставляющие их действовать дифференцированными толкающими силами на разливаемый металл. Если смотреть в направлении скольжения поля, то первый индуктор, находящийся вблизи малой концевой стороны, должен ускорять массу находящегося напротив него расплавленного металла, второй должен обеспечивать сохранение скорости металла в средней части большой стороны, тогда как третий индуктор регулируют таким образом, чтобы обеспечивать замедление проходящего перед ним потока металла до фронтального столкновения с другой малой концевой стороной.
Более поздний европейский патент ЕР 0750958 переходит на другой этап и предлагает устройство для приведения во вращение металла на мениске, содержащее единственный интегральный индуктор на каждой большой стороне, то есть типа индуктора, описанного в вышеуказанном документе JP 57075268, но с более сложным подключением к трехфазному электрическому питанию. Это усложнение электрического монтажа, предусмотренное для индуктора старой конструкции, тоже предполагает применение средств модулирования движущей силы по ширине изложницы. При этом ставится цель создания более интенсивной силы в концевой области большой стороны, чтобы «толкать» металл наружу, чем сила, действующая в такой же концевой области напротив на другой большой стороне и ориентированная в противоположном направлении (то есть толкающая внутрь). Таким образом, в отличие от предыдущих решений с желательным замедлением потока металла до фронтального столкновения с малыми концевыми сторонами этот способ должен согласно этому документу обеспечивать одновременно однородность движения осевого вращения металла на мениске и температуры металла при контакте со стенкой изложницы в этом месте. По сути дела, хотя данный документ и не распространяется подробно по этому поводу, из анализа вытекает, что достижение такого результата при помощи вышеупомянутых применяемых средств можно предполагать только, если естественная гидродинамика металлической ванны расплава в изложнице следует конфигурации типа «двойной петли».
Ниже при описании режима циркуляции расплавленного металла внутри изложницы будет более подробно пояснено, что подразумевается под выражением, в частности, в отличие от «простой петли». Пока же можно только отметить, что, несмотря на то, что предложенные решения для приведения металла на мениске в вытянутое осевое вращение являются достаточно пространными и много лет обсуждаются в литературе, оптимальное решение до сих пор так и не найдено.
Краткое изложение существа изобретения
Настоящее изобретение в первую очередь учитывает режим циркуляции расплавленного металла внутри изложницы. Задачей настоящего изобретения является предложение оптимального решения для обеспечения на мениске стабильного и однородного вытянутого движения осевого вращения жидкого металла в течение всего или почти всего литья.
В этой связи объектом настоящего изобретения является способ электромагнитного приведения в осевое вытянутое вращение расплавленного металла в изложнице установки непрерывного литья слябов, оборудованной погружным разливочным стаканом, центрованным по оси разливки и содержащим открытые боковые выходные отверстия напротив малых концевых сторон изложницы, в котором устанавливают, по меньшей мере, четыре многофазных индуктора с магнитным полем, скользящим по ширине изложницы, на больших сторонах изложницы из расчета двух индукторов на одну большую сторону, и индукторы, расположенные рядом друг с другом на одной большой стороне изложницы, регулируют таким образом, чтобы создать систему с четырьмя движущими силами, из которых две силы, связанные с любой одной парой индукторов, расположенных диагонально друг к другу относительно оси литья, толкают металл от разливочного стакана к малым сторонами, то есть «наружу», тогда как две другие силы, связанные с другой парой индукторов, расположенных диагонально друг к другу, толкают металл от малых сторон к разливочному стакану, то есть «внутрь», при этом совместное применение этих четырех сил позволяет сообщить расплавленному металлу общее вытянутое осевое движение вращения на мениске,
при этом способ характеризуется тем, что для обеспечения однородности указанного движения вращения на мениске во время литья интенсивность движущих сил регулируют дифференцированно таким образом, чтобы вблизи большой стороны, если естественный поток металла в этом месте более сильный в направлении «внутрь», чем «наружу», применять более высокие значения интенсивности для двух сил, которые толкают металл «наружу», и, наоборот, если указанный поток является менее сильным в направлении «внутрь», чем «наружу», применять более высокие значения для двух сил, которые толкают металл «внутрь».
Под «естественным потоком металла» следует понимать поток, который устанавливается в зависимости от условий литья при отсутствии подачи питания на индукторы.
В предпочтительном варианте выполнения уравнивают значения интенсивности движущих сил каждой пары индукторов, расположенных по диагонали друг от друга относительно оси литья.
В другом предпочтительном варианте выполнения уравнивают по интенсивности все движущие силы, если и только если естественный поток жидкого металла в изложнице является потоком типа «нестабильного потока».
Согласно первому основному варианту этого способа, в котором напрямую учитывают циркуляцию расплавленного металла на мениске, вблизи одной большой стороны изложницы измеряют скорость на мениске расплавленного металла, поток которого направлен «внутрь», и расплавленного металла, поток которого направлен «наружу», вырабатывают дифференциальный сигнал, характеризующий по амплитуде и знаку разность между упомянутыми измеренными скоростями, и регулируют дифференцирование упомянутых движущих сил между силами, толкающими «внутрь», и силами, толкающими «наружу», применяя для них разность интенсивности, которая заставляет упомянутый дифференциальный сигнал постоянно стремиться к нулю.
Согласно второму варианту воплощения, в котором учитывают прогнозируемую циркуляцию металла на мениске, прогнозируют режим естественного потока расплавленного металла в изложнице, затем движущие силы дифференцируют между собой таким образом, чтобы увеличить интенсивность сил, толкающих металл «внутрь», если режим естественного потока ванны расплава металла является потоком типа «простой петли», и, наоборот, чтобы увеличить интенсивность сил, толкающих металл «наружу», если режим естественного потока расплава металла является потоком типа «двойной петли».
Предпочтительно прогнозируют не только режим естественного потока, но также естественную скорость циркуляции металла на мениске и регулируют разность между движущими силами, толкающими «наружу», и движущими силами, толкающими «внутрь», таким образом, чтобы эта разность была пропорциональной упомянутой спрогнозированной естественной скорости на мениске.
Объектом настоящего изобретения является также электромагнитное устройство для осуществления способа в варианте, в котором измеряют скорость циркуляции расплавленного металла на мениске, чтобы реализовать приведение расплавленного металла в вытянутое вращение в верхней части изложницы установки непрерывного литья слябов, оборудованной погружным разливочным стаканом, центрованным по оси литья и содержащим открытые выходные боковые отверстия напротив малых концевых сторон изложницы, при этом устройство содержит, по меньшей мере, четыре отдельных многофазных индуктора со скользящим магнитным полем, установленные на больших сторонах изложницы из расчета двух индукторов на каждую большую сторону, при этом индукторы, расположенные рядом друг с другом на одной большой стороне изложницы, создают движущие силы, которые толкают расплавленный металл по ширине изложницы в одном направлении между собой и в направлении, противоположном направлению движущих сил, создаваемых двумя индукторами, находящимися напротив на другой большой стороне, что создает систему с четырьмя силами, из которых две силы, связанные с какой-либо одной парой индукторов, расположенных по диагонали относительно оси литья, толкают металл от разливочного стакана к малым сторонам, то есть «наружу», тогда как две другие силы, связанные с другой парой расположенных по диагонали индукторов, толкают металл «внутрь» от малых сторон к разливочному стакану, при этом устройство характеризуется тем, что для создания на мениске однородного движения осевого вращения содержит:
- блок многофазного питания индукторов электрическим током, оборудованный средствами для дифференцирования движущих сил каждого индуктора, действующих на разливаемый расплавленный металл в изложнице;
- средства измерения скорости, предназначенные для измерения вблизи одной большой стороны изложницы скоростей расплавленного металла на мениске, поток которого движется «внутрь», и расплавленного металла, поток которого движется «наружу», и для выработки дифференциального сигнала, характеризующего по амплитуде и знаку разность между упомянутыми измеренными скоростями;
- и средства управления блоком электрического питания, выполненные с возможностью реагирования на упомянутый дифференциальный сигнал и воздействия на упомянутые средства дифференцирования движущих сил, чтобы заставить упомянутый дифференциальный сигнал стремиться к нулю.
Объектом настоящего изобретения является также электромагнитное устройство для осуществления способа в варианте, в котором прогнозируют циркуляцию расплавленного металла на мениске, чтобы реализовать приведение ванны расплава расплавленного металла в вытянутое осевое вращение в изложнице установки непрерывного литья слябов, оборудованной погружным разливочным стаканом, центрованным по оси литья и содержащим открытые выходные боковые отверстия напротив малых концевых сторон изложницы, при этом устройство содержит, по меньшей мере, четыре отдельных многофазных индуктора со скользящим магнитным полем, установленные на больших сторонах изложницы из расчета двух индукторов на каждую большую сторону, при этом индукторы, расположенные рядом друг с другом на одной большой стороне изложницы, создают движущие силы, которые толкают расплавленный металл по ширине изложницы в одном направлении между собой и в направлении, противоположном направлению движущих сил, создаваемых двумя индукторами, находящимися напротив на другой большой стороне, что создает систему с четырьмя силами, из которых две силы, связанные с какой-либо одной парой индукторов, расположенных по диагонали относительно оси литья, толкают металл от разливочного стакана к малым сторонам, то есть «наружу», тогда как две другие силы, связанные с другой парой расположенных по диагонали индукторов, толкают металл «внутрь» от малых сторон к разливочному стакану, при этом устройство характеризуется тем, что для создания на мениске однородного движения осевого вращения содержит:
- блок многофазного питания индукторов электрическим током, оборудованный средствами для дифференцирования движущих сил каждого индуктора, действующих на разливаемый расплавленный металл в изложнице;
- средства идентификации режима естественного потока ванны расплава расплавленного металла внутри изложницы;
- и средства управления электрическим питанием, выполненные с возможностью реагирования на средства идентификации режимов потока и воздействия на упомянутые средства дифференцирования движущих сил таким образом, чтобы повысить интенсивность сил, толкающих металл «внутрь», если режим естественного потока ванны расплава металла является потоком типа «простой петли», и, наоборот, повысить интенсивность сил, толкающих металл «наружу», если режим естественного потока ванны расплава металла является потоком типа «двойной петли».
В предпочтительном варианте выполнения упомянутые средства управления питанием воздействуют на средства дифференцирования движущих сил, чтобы уравнять интенсивность всех сил, если и только если режим естественного потока ванны расплава металла является потоком типа «нестабильного потока».
В предпочтительном и полностью автоматизированном варианте выполнения средства идентификации режима потока металлической ванны расплава внутри изложницы являются прогнозирующими средствами и представляют собой информационную систему, содержащую программируемый компьютер с оперативной памятью, в которую записывают номограммы идентификации (и/или их аналитическую форму), построенные при помощи математической модели механики текучих сред, описывающей естественные потоки на основании параметров литья, каковыми являются расход аргона, прямое сечение отливаемого сляба, геометрия, глубина погружения разливочного стакана и скорость литья.
На этой стадии следует отметить, что под «простой петлей», «двойной петлей» и «нестабильным потоком» следует понимать возможные конфигурации, которые принимает естественная гидродинамика ванны расплава металла внутри изложницы во время литья. Как будет более очевидно ниже, действительно, согласно самим принципам изобретения именно эти конфигурации и только они обуславливают топологию поля электромагнитных движущих сил, прикладываемых в изложнице для создания на мениске вытянутого движения осевого вращения, однородного и хорошо развитого. Точно так же необходимо уточнить, что следует понимать под однородным движением вращения, а также какие преимущества следует ожидать от его влияния на качество разливаемого металла.
Краткое описание чертежей
В дальнейшем изобретение поясняется подробным описанием предпочтительных вариантов воплощения со ссылками на прилагаемые в качестве примеров чертежи, на которых:
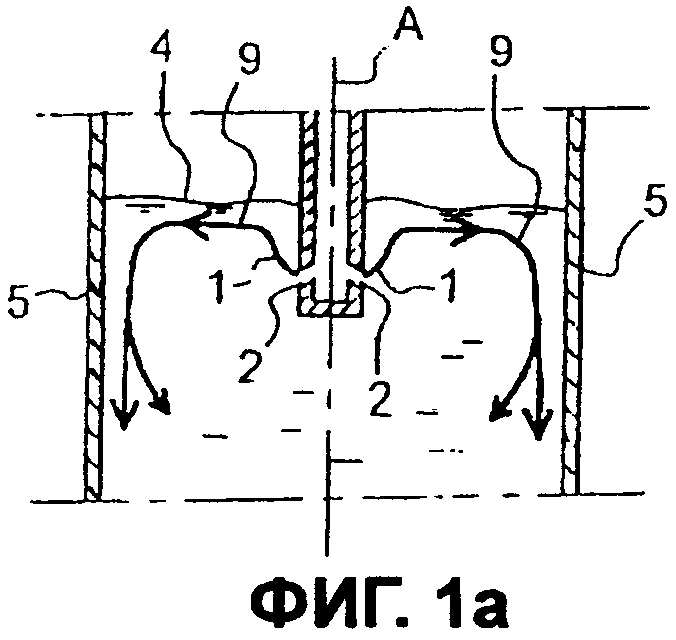
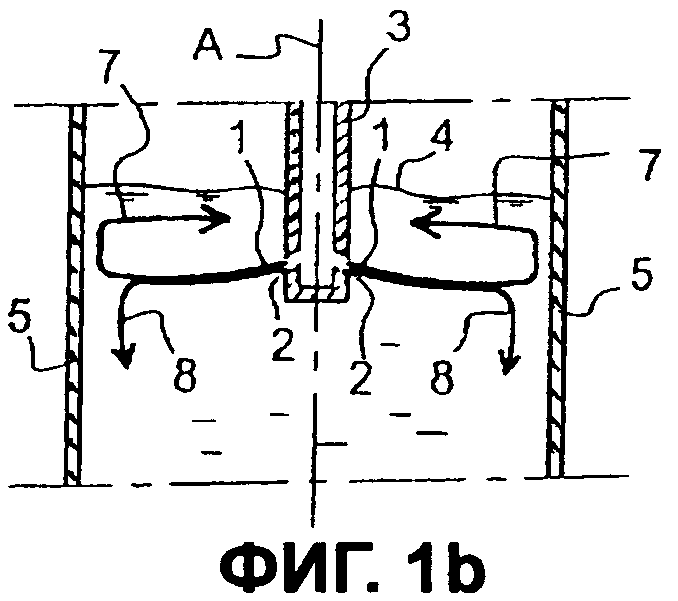
Фиг.1а и 1b изображают соответственно конфигурацию типа «простой петли» и конфигурацию типа «двойной петли» в том виде, как они возникают во время литья внутри изложницы установки непрерывного литья слябов, в главной центральной плоскости В изложницы, параллельной ее большим сторонам и проходящей через ось литья, по которой центрован разливочный стакан;
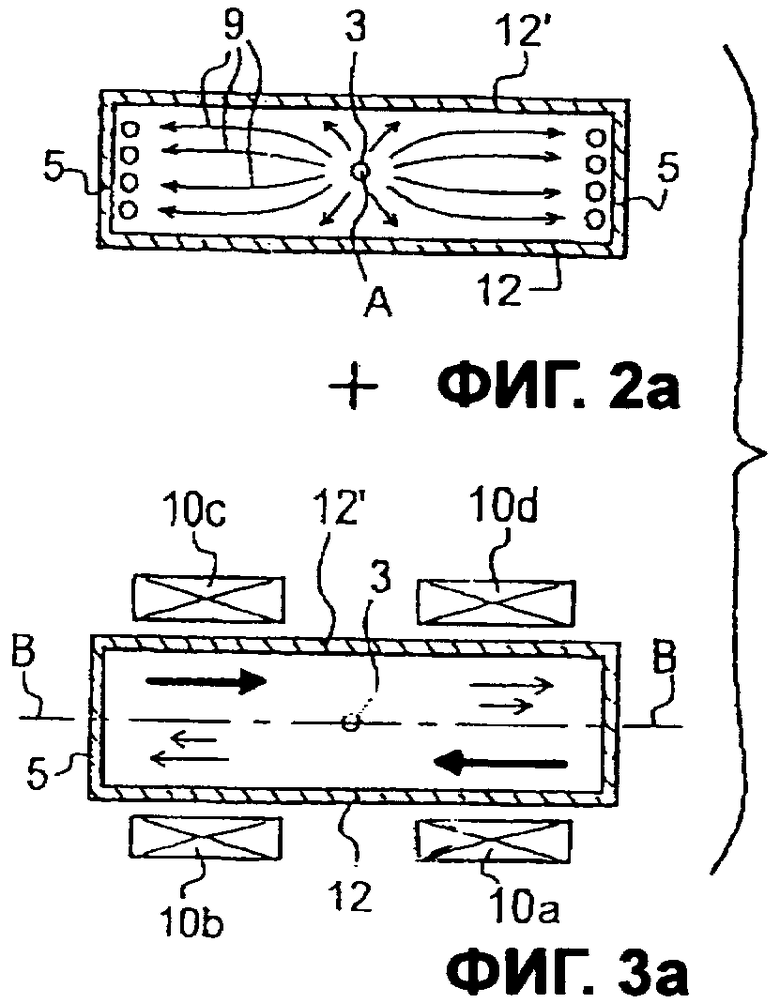
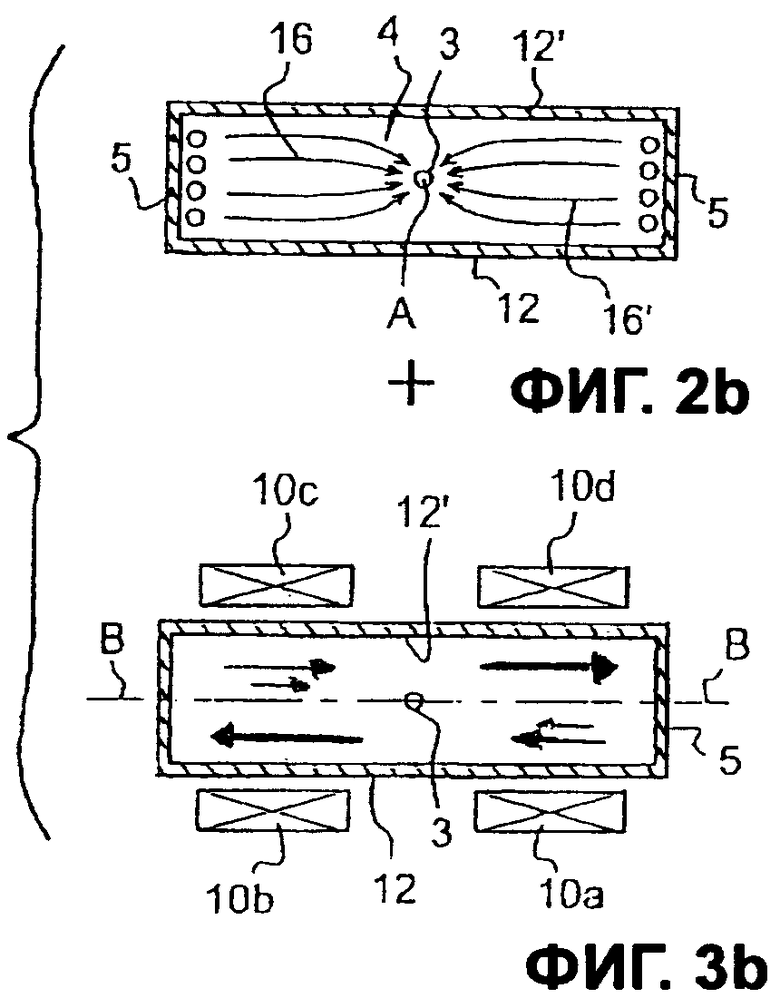
Фиг.2а и 2b - вид сверху на изложницу, иллюстрирующий движения циркуляции металла на мениске в случае естественного потока типа «простой петли» и соответственно «двойной петли» расплавленного металла в изложнице;
Фиг.3а - схему картографии поля электромагнитных движущих сил согласно изобретению на уровне мениска, прикладываемых к естественному потоку расплавленного металла типа «простой петли», показанному на фиг.2а;
Фиг.3b - схему другой картографии поля электромагнитных движущих сил согласно изобретению на уровне мениска, прикладываемых к естественному потоку расплавленного металла типа «двойной петли», показанному на фиг.2b;
Фиг.4 - вид сверху однородного кругового движения расплавленного металла, получаемого на мениске путем применения поля движущих сил, показанного на фиг.3, к топологии движений на поверхности типа «простой петли», показанных на фиг.2а, или путем применения поля сил, показанного на фиг.3b, к топологии движений на поверхности типа «двойной петли», показанных на фиг.2b;
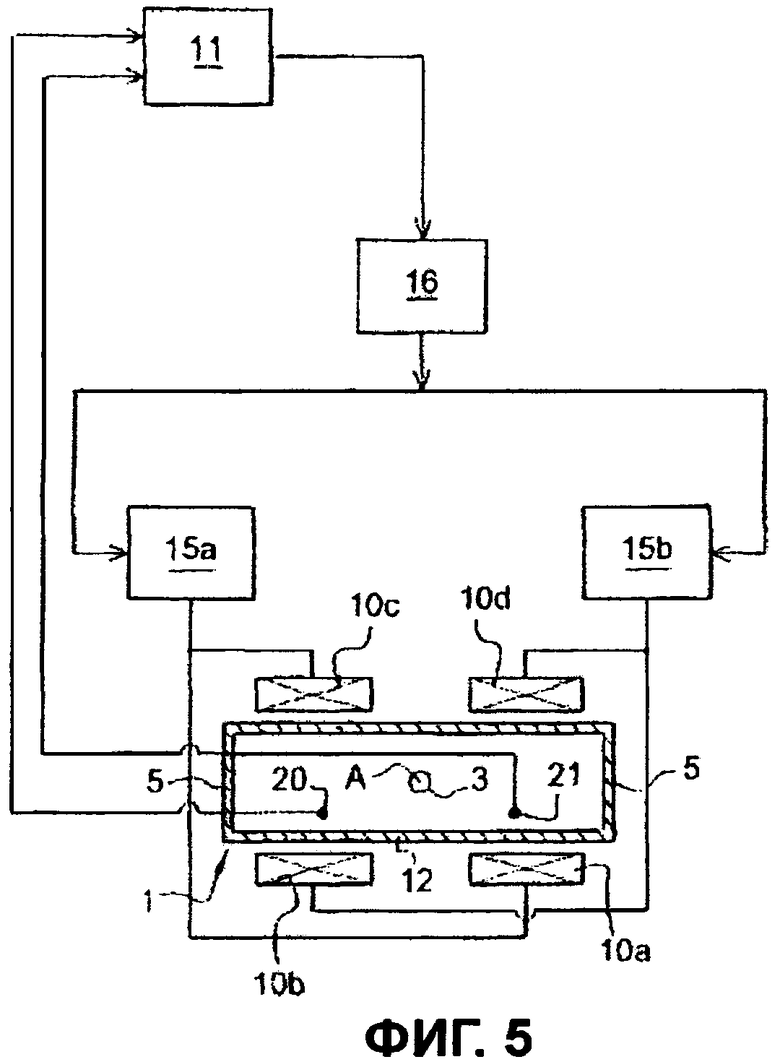
Фиг.5 - схему устройства в соответствии с настоящим изобретением в версии управления при помощи измерения режима потока расплавленного металла на мениске изложницы установки непрерывного литья стальных слябов для получения в нем однородного движения осевого вращения расплавленного металла, показанного на фиг.4;
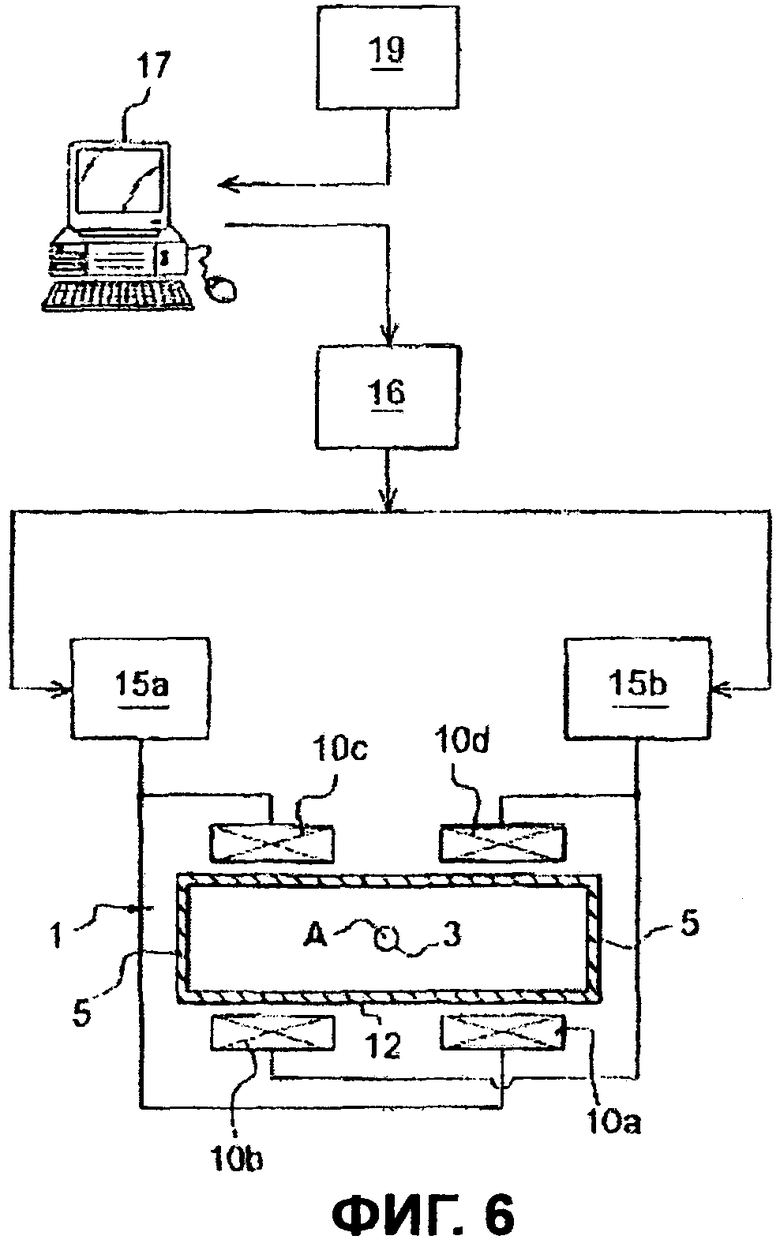
Фиг.6 - схему устройства в соответствии с настоящим изобретением в версии управления при помощи прогнозирования режима естественного потока расплавленного металла внутри изложницы установки непрерывного литья стальных слябов для получения на мениске однородного движения осевого вращения металла, показанного на фиг.4.
Описание предпочтительных вариантов воплощения изобретения
Прежде всего следует напомнить, что электромагнитную силу F, действующую на элементарный объем жидкого металла, увлекающую его в направлении распространения магнитного поля, создающего эту силу, можно определить отношением F = σ·V·Beff 2, где σ является электропроводимостью металла, Beff является действующим значением интенсивности магнитной индукции и V является относительной скоростью скольжения поля по отношению к металлу. Эта относительная скорость отвечает отношению V = 2τ·f-v, где τ является полюсным шагом индуктора, f является частотой электрического тока, питающего этот индуктор, и v является скоростью металла, на который действует поле и который предположительно движется в том же направлении, что и поле. Напомним также, что Beff выводится непосредственно через теорему Ампера из эффективной силы Ieff электрического тока, проходящего в проводниках индуктора.
Поскольку, как правило, полярный шаг τ индуктора является величиной фиксированной, определенной конструкцией, то интенсивностью движущей силы F можно управлять либо при помощи силы Ieff электрического тока, либо при помощи частоты f тока, если для этого располагают электрическим питанием переменной частоты. В дальнейшем для упрощения будем считать, что движущая сила управляется силой электрического тока питания, при этом электрическое питание регулируют таким образом, чтобы частота тока находилась в нижнем значении - 3 Гц и даже меньше, чтобы получить достаточную глубину проникновения магнитной индукции в расплавленный металл вблизи индуктора с учетом толщины стенки изложницы и состава металла, из которого изготовлена изложница.
Из соображений ясности пояснение применения настоящего изобретения связано скорее с движущими силами, действующими на жидкий металл, чем со скользящими магнитными полями, при этом понятно, что именно поля создают эти силы при взаимодействии с металлом и что эти поля генерируются индукторами, работой которых управляют путем управления питающим их электрическим током (по силе или по частоте).
Что касается естественной гидродинамики ванны расплава расплавленного металла внутри изложницы установки непрерывного литья слябов, питаемой расплавленным металлом при помощи центрального погружного разливочного стакана с боковыми выходными отверстиями, то было установлено, что эта гидродинамика может быть представлена в виде трех возможных режимов циркуляции: двух основных стабильных режимов и одного нестабильного режима.
Первый стабильный режим является режимом «двойной петли» (более известным под английским названием «double roll»). Согласно этому режиму, показанному на фиг.1b и 2b, каждая струя металла, поступающая в изложницу через боковое отверстие 2 погружного разливочного стакана 3, центрованного по оси литья А, доходит до малой концевой стороны 5 изложницы с таким углом падения и с таким количеством движения, что после столкновения делится на два противоположных потока 7 и 8. Поток 8 опускается в глубину, а поток 7 поднимается вдоль малой стороны 5 до мениска 4, затем, дойдя до этого уровня, он развивается в виде волны 16, которая распространяется вдоль больших сторон 12, 12' в сторону оси А изложницы и встречается там с аналогичной волной 16', отходящей от другой малой стороны 5'.
Второй стабильный режим называют «простой петлей» (или «single roll»). В этом режиме, показанном на фиг.1а и 2а, предыдущие условия в плане относительной мощности входящих струй 1 не выполняются. В этом случае определяющей является выталкивающая сила пузырьков газа, рассеянных в потоке металла и появляющихся в результате нагнетания аргона в разливочный стакан: вскоре после выхода из отверстий 2 разливочного стакана поток 9, почти полностью образованный струей 1 металла, поднимается к мениску 4, который, таким образом, становится местом циркуляции расплавленного металла в направлении от разливочного стакана 3 к каждой из малых сторон 5 и 5', и, дойдя до них, этот поток от поверхности опускается в нижнюю часть изложницы.
В случае необходимости, подробное описание этих двух режимов потока металла можно найти в статье Pierre H.Dauby et al., представленной на 4-м европейском конгрессе, посвященном непрерывному литью и состоявшемся 14, 15 и 16 октября 2002 года в Бирмингеме (Великобритания), под названием “On the effect of liquid steel flow pattern on slab quality and the need for dynamic electromagnetic control in the mold”, содержание которой приводится в настоящем описании в качестве ссылки.
Эти два основных режима дополняются режимом, не показанным на фигурах, поскольку, к счастью, он встречается не часто, который отражает, как правило, но не всегда, переходную нестабильность потоков внутри изложницы. Известно, что причина заключается в том, что во время литья параметр литья изменяется, причем либо намеренно (например, изменение форматов во время литья), либо случайно (например, расход аргона). Этого может оказаться достаточно, чтобы заставить циркуляцию металла в изложнице перейти от потока в виде «простой петли» к «двойной петле» и наоборот, причем этому невозможно противостоять и даже о таком переходе невозможно узнать. Другая причина может крыться в появлении асимметрии выходящих струй, например, в результате частичного забивания бокового отверстия разливочного стакана. Еще одной причиной, которая может быть самой распространенной, является «неблагоприятное» сочетание значений четырех основных параметров, действующих на литье (ширина сляба, скорость литья, расход аргона и глубина погружения отверстий разливочного стакана), которое в этом случае приводит к хаотичным гидродинамическим явлениям, при которых пространственное распределение энергии оказывается сложным и случайным и может выражаться в постоянном колебании между режимом «двойной петли» и режимом «простой петли» и обратно. По сути дела трудно описать этот третий режим иначе, как явления качания «влево-вправо» массы расплавленного металла в изложнице по обе стороны от разливочного стакана, что на уровне мениска выражается в появлении поперечных и продольных волн, которые могут сказаться даже на самом литье, если они сохраняются достаточно долго. Этот режим определяют как «нестабильный поток», если измерение скорости металла на мениске, например примерно на половине расстояния между разливочным стаканом и малой стороной, колеблется и при усреднении дает нулевой результат.
Далее необходимо также уточнить, что следует понимать под термином «однородный», если его употребляют для определения движения осевого вращения расплавленного металла на мениске, а также в чем заключается интерес такого осевого вращения в металлургии, схематично показанного на фиг.4. Однородное движение осевого вращения расплавленного металла на мениске устанавливается, когда во всех точках мениска скорости вдоль всех стенок равны (или по существу равны). В противном случае, поскольку расплавленный металл является несжимаемой жидкостью, спорадически и не контролируемым образом неизбежно появляются мини-потоки обратной циркуляции, которые могут превратиться в локальные завихрения, что, как известно, очень отрицательно сказывается на металлургическом качестве разливаемого металла.
С учетом вышеизложенного, необходимость приведения металла на мениске в осевое вращение вытекает из двух основных функций этого кругового движения.
Первой функцией является «перемешивание» ванны (расплава) металла, которое обеспечивает температурную гомогенизацию на мениске. В противном случае здесь появляются температурные градиенты, которые неизбежно приводят к неравномерности затвердевания первой корки при контакте с охлаждаемой медной стенкой изложницы, следствием чего, как известно, является появление трещин на изделии во время затвердевания и связанные с ними прорывы.
Второй функцией является «промывка» фронта кристаллизации. Пузырьки газа или неметаллические частицы, неизбежно присутствующие в расплавленном металле, часто оказываются захваченными в неровности фронта кристаллизации в состоянии дендритного роста и становятся тем, что обычно называют включениями. Если скорость омывающего потока превышает пороговое значение, характерное для каждого случая, эти пузырьки газа и частицы высвобождаются и увлекаются потоком металла, осаждаясь на поверхности, где они захватываются покрывающим жидкий металл шлаком. Таким образом, корка отливаемого и затвердевающего изделия оказывается свободной от включений и обеспечивается хорошее качество изделия.
Следует отметить, что промывка образующегося фронта потоком металла, омывающим его горизонтально, тоже способствует температурной однородности свободной поверхности расплавленного металла за счет однородности на ней скоростей. Как было указано выше, поскольку расплавленная сталь является жидкостью, то есть характеризуется несжимаемым состоянием, любые неоднородности скорости на поверхности могут стать причиной спорадического появления локальных завихрений, приводящих к загрязнению металла при увлечении поверхностного порошка в глубину металлической ванны расплава.
Далее рассмотрим случай, когда циркуляция металлической ванны расплава происходит в режиме «простой петли».
Вид сверху изложницы на фиг.2а иллюстрирует естественные круговые движения металла, происходящие на мениске. Как видно из этой фигуры, появляются в некотором роде две противоположные головки веника, раскрывающиеся по обе стороны вблизи от разливочного стакана 3, начальные ветви 1 которых, пока сгруппированные на уровне разливочного стакана (выходящие струи 1), быстро удаляются и развиваются в виде пучка параллельных ветвей 9, распространяющихся к малым сторонам 5, где они поворачивают вниз и опускаются в глубину изложницы (см. фиг.1а).
Далее рассмотрим соответствующую фиг.3а, иллюстрирующую применение изобретения для случая «простой петли». Изложница имеет удлиненное прямоугольное поперечное сечение, определяющее форму отливаемого сляба. Центр погружного разливочного стакана 3 находится на оси литья А. Напротив больших сторон 12 и 12' изложницы установлены четыре плоских многофазных (в этом примере трехфазных) индуктора 10а, 10b, 10c и 10d с магнитным полем, скользящим по ширине изложницы, из расчета двух индукторов на каждую большую сторону. Индукторы 10а и 10b установлены в линию на большой стороне 12 по обе стороны от разливочного стакана 3, и индукторы 10с и 10d точно так же установлены в линию на противоположной большой стороне 12'. Эти четыре индуктора образуют симметричную систему в геометрии изложницы одновременно с осевой симметрией относительно оси литья А и с плоской симметрией относительно главной центральной плоскости В изложницы, параллельной большим сторонам 12, 12' и проходящей через ось литья А. Таким образом, например, индуктор 10а одновременно является симметричным с находящимся напротив индуктором 10d относительно главной центральной плоскости В, симметричным с находящимся рядом индуктором 10b относительно вспомогательной центральной плоскости (не показана) и симметричным с находящимся по диагонали индуктором 10с относительно оси литья 3 (которая находится на пересечении главной центральной плоскости В и вспомогательной центральной плоскости).
Отсюда понятно, что при такой архитектуре каждый индуктор перекрывает примерно половину ширины большой стороны 12, 12', на которой он установлен. Это перекрывание может быть лишь частичным, так как нет необходимости, чтобы магнитное поле действовало до уровня малых концевых сторон 5, 5', как, впрочем, и до уровня разливочного стакана 3. Наоборот, предпочтительно оставляют свободное пространство в несколько сантиметров между двумя расположенными рядом индукторами, в котором можно разместить механическое усиление конструкции изложницы.
Подключение индукторов к электрическому питанию осуществляют таким образом, чтобы индукторы, расположенные рядом на одной большой стороне изложницы, создавали магнитные поля, скользящие в одинаковом направлении между собой и в направлении, противоположном магнитным полям, создаваемым двумя индукторами, находящимися напротив на другой большой стороне. В присутствии расплавленного металла в изложнице создается система четырех движущих сил, каждая из которых связана с отдельным индуктором:
- первая пара сил, находящихся друг против друга по диагонали на каждой большой стороне 12 и 12' (силы, связанные с индукторами 10а и 10с), толкает металл от малых сторон 5 и 5' к оси литья 3, и для упрощения в дальнейшем они будут называться силами, толкающими «внутрь»;
- и вторая пара сил, находящихся друг против друга по другой диагонали (силы, связанные с индукторами 10b и 10d), толкает металл от оси литья 3 к малым сторонам 5, 5', и в дальнейшем они будут называться силами, толкающими «наружу».
Для большей ясности эти силы показаны в виде векторов, находящихся внутри изложницы вблизи больших сторон вдоль соответствующих индукторов.
Согласно основному отличительному признаку настоящего изобретения силы, движущие жидкий металл и создаваемые двумя индукторами, находящимися рядом друг с другом напротив большой стороны, имеют разную интенсивность.
В применении к данному случаю циркуляции металла типа «простой петли» внутри изложницы, этот признак означает, как показано на фиг.3а, что пара диагональных сил, толкающих «внутрь» (толстые стрелки), имеет более высокое значение интенсивности, чем другая пара диагональных сил, которая толкает металл «наружу» (тонкие стрелки).
Действительно, поскольку индукторы 10а и 10с действуют «противотоком» на естественный поток на мениске (см. фиг.2а), они должны создавать движущую силу, превышающую силу соседних индукторов, соответственно 10b и 10d, которые действуют «по потоку» естественного потока на мениске. Понятно, что это преследует цель получения принудительного потока со скоростью, по существу идентичной по интенсивности во всех точках ширины изложницы вблизи больших сторон. Если бы силы, создаваемые двумя находящимися рядом на большой стороне индукторами, были равны, то сила, толкающая «внутрь» и, следовательно, вынужденная преодолевать напор (противоток) естественного потока на рассматриваемой половине ширины, неизбежно создавала бы меньший поток, чем на другой половине ширины рядом, что привело бы к общему неоднородному потоку.
Поэтому понятно, что согласно изобретению приложение набора пар дифференцированных движущих сил, показанных на фиг.3а (силы 10а, 10с толкают сильнее, чем силы 10b, 10d), позволяет сообщить расплавленному металлу на мениске 4 общее движение, которое переходит от естественной конфигурации, показанной на фиг.2а, к стабильной и хорошо сформированной круговой вытянутой конфигурации вокруг оси литья А, как показано на фиг.4.
Как было указано выше, для применения изобретения главным движущим фактором управления величиной сил и, следовательно, разностью между парами сил, толкающими «внутрь», и парами, толкающими «наружу», является сила электрических токов питания индукторов. Таким образом, эта разность должна быть тем больше, чем разнороднее происходит циркуляция металла вдоль больших стенок, чтобы лучше уравнять скорости металла, перемещающегося напротив каждого индуктора, и тем более однородным и более развитым будет вытянутое движение осевого вращения металла на поверхности мениска. Разумеется, положение оптимальной регулировки будет меняться в соответствии с особенностями каждого литья. Его можно достигать или, во всяком случае, приблизиться к нему, например, путем установки инструментов прямого измерения локальной скорости на мениске по обе стороны от разливочного стакана или путем прогнозирования, что будет описано ниже со ссылками на фиг.5 и 6.
Аналогичный результат с точки зрения стабильности и однородности движения вращения металла на мениске можно также получить в случае, если естественная циркуляция металлической ванны расплава в изложнице происходит по типу «двойной петли» (см. фиг.2b).
Если рассмотреть для этого фиг.3b, то можно отметить, что здесь превалирует расположение, обратное расположению, показанному на фиг.3а: в данном случае «наружу» толкает пара сил 10b, 10d, которая в данном случае обладает большей энергией, чем пара 10а, 10с, толкающая «внутрь». При таком расположении приложение такого набора дифференцированных сил позволяет сообщать расплавленному металлу на мениске общее движение, которое переходит от естественной конфигурации, показанной на фиг.2b, к стабильной и однородной вытянутой круговой конфигурации вокруг оси литья А, показанной на фиг.4.
С другой стороны, в случае «нестабильного потока» разность между интенсивностью сил, толкающих «внутрь», и сил, толкающих «наружу», предпочтительно должна быть равна нулю, и интенсивность сил увеличивают, чтобы получить максимально однородное движение осевого вращения на мениске.
Далее со ссылками на фиг.5 и 6 следует более конкретное описание электромагнитного устройства в соответствии с настоящим изобретением согласно двум вариантам выполнения, а также электрических подключений четырех индукторов между собой и к многофазному блоку электрического питания. Устройство показано в рабочем положении на изложнице установки непрерывного литья слябов, при этом, для простоты изложения, показаны только единственный погружной разливочный стакан 3, центрованный по оси литья А, большие стороны 12, 12' и малые концевые стороны 5.
В рассматриваемом примере два индуктора, установленные по диагонали друг от друга, подключены к одному источнику питания. Так, индукторы 10а и 10с подключены к источнику питания 15а, а индукторы 10b и 10d подключены к источнику питания 15b.
Разумеется, следует соблюдать такой порядок полярности, который обеспечит скольжение магнитных полей в нужных направлениях. Таким образом, согласно данному примеру монтажа индукторы создают соответствующие магнитные поля, которые проходят горизонтально, как показано на фиг.1с и 2с, чтобы получить круговое движение металла на мениске, которое, если смотреть сверху, развивается по часовой стрелке, как показано на фиг.3. Понятно, что, если по какой-либо причине необходимо получить движение на мениске против часовой стрелки, достаточно поменять полярность индукторов на противоположную.
Блок питания состоит из двух отдельных идентичных источников 15а и 15b питания, каждый из которых оборудован средствами для дифференцирования интенсивности движущих сил для пары индукторов. Каждая пара индукторов, расположенных по диагонали, соединена с одним и только одним источником питания: пара 10а, 10с получает питание от источника 15а, а пара 10b, 10d - от источника 15b. Следует напомнить, что речь идет о многофазных, предпочтительно двухфазных или трехфазных, источниках питания, чтобы индукторы могли создавать скользящее магнитное поле. Как уже было сказано, предпочтительно используют транзисторные источники питания переменной частоты типа VVVF (Variable Voltage Variable Frequency), чтобы можно было легко регулировать силу электрического тока питания индукторов, и, следовательно, интенсивность магнитного поля, и его частоту, следовательно, скорость перемещения скользящих полей.
Если естественная циркуляция металлической ванны расплава происходит по типу «простой петли», источники питания регулируют таким образом, чтобы источник питания 15а, который за счет выбора силы тока (а также, в случае необходимости, его частоты) позволяет производить силу, движущую металл, двумя диагональными индукторами 10а и 10с большего значения, чем сила, производимая двумя другими диагональными индукторами 10b и 10d, подключенными к источнику питания 15b. Если же циркуляция происходит по типу «двойной петли», то источники питания регулируют наоборот. В случае «нестабильного потока» два источника питания 15а и 15b регулируют таким образом, чтобы выдавать на четыре индуктора одинаковую силу тока.
Два варианта выполнения устройства в соответствии с настоящим изобретением отличаются режимом управления этими источниками электрического питания.
Согласно первому варианту, показанному на фиг.5 и основанному на прямом измерении скоростей на мениске, управление источниками 15а и 15b электрического питания в соответствии с вышеуказанными критериями осуществляют при помощи регулятора 11. Он предназначен для постоянного регулирования разности силы подаваемых токов между парой индукторов, которая должна создавать более мощную движущую силу, и другой парой, в зависимости от данных скорости на мениске, которые он получает от средств измерения скорости текучих сред.
Эти средства измерения представляют собой два датчика 20 и 21 измерения скорости. Эти датчики слегка погружены в расплавленный металл в разных местах мениска по обе стороны от разливочного стакана 3, предпочтительно на одинаковом расстоянии от него, а также на одинаковом расстоянии от одной большой стенки изложницы, в данном случае от большой стенки 12. Речь может идти о механических датчиках, в которых под действием потока металла образуется момент кручения, который, таким образом, напрямую зависит от скорости металла в потоке. Эти датчики скорости передают данные измерения в регулятор 11 в виде сигналов, содержащих знак, указывающий на направление измеряемой скорости.
Регулятор 11, который принимает сигналы скорости, выводит из них алгебраическую разность для выработки командного сигнала, пропорционального разности скоростей, знак которого указывает на тот из двух потоков металла, входящих в контакт с датчиками 20 и 21 по обе стороны от разливочного стакана, который является более сильным, и, следовательно, на то, какая из двух пар индукторов должна генерировать более слабую толкающую силу. Этот командный сигнал позволяет источникам питания 15а, 15b выдавать на индукторы силу тока соответствующих значений, то есть дифференцированных между собой с разностью, которая будет выражаться дифференцированными толкающими силами, действие которых на металл заставит командный сигнал стремиться к нулю, обеспечивая требуемую однородность движения вращения металла на мениске.
Если сигналы скорости двух датчиков начинают колебаться вокруг нуля, движение расплавленного металла на мениске становится нестабильным и разность значений силы тока, прикладываемого между двумя парами индукторов, следует привести к нулю.
Разумеется, такой цикл регулирования сил, действующих на скорости на мениске, предполагает фазу запуска.
В начале литья четыре движущие силы будут равны по интенсивности. Следует упомянуть, что силы, толкающие «внутрь» (индукторы 10а, 10с), как и силы, толкающие «наружу» (индукторы 10b, 10d), могут быть произведены, например, током в 500 А на каждый индуктор.
После этого регулятор 13 производит первое измерение скоростей потоков металла при помощи датчиков 20 и 21, установленных вблизи стенки 12 напротив индукторов 10b и 10а соответственно, и вырабатывает сигнал, характеризующий их разность. Понятно, что этот дифференциальный сигнал по силе и по знаку будет зависеть от режима естественного потока металла в изложнице. Если нужно, можно обратиться к фиг.2а и 2b, чтобы убедиться, что, если режим потока является «простой петлей» (фиг.2а), датчик 20 измерит скорость, существенно превышающую скорость, измеренную датчиком 21, и наоборот, если поток протекает в режиме «двойной петли» (фиг.2b). Следовательно, знак этого дифференциального сигнала указывает регулятору 13 на режим потока, и его амплитуда позволит выработать сигнал разности по силе для управления источниками питания 15а, 15b. После этого можно начать цикличное регулирование сил и производить его для основной части периода литья, независимо от изменений режима естественного потока ванны расплава в изложнице.
В более широком смысле, выбирают заранее заданное значение силы тока (и частоты) и применяют его для четырех индукторов при запуске приведения во вращение металла непосредственно перед самой фазой регулирования. Этот предварительный выбор производят либо вручную, либо автоматически по значениям, записанным, например, в программируемом автомате, в зависимости от марок разливаемого металла и/или от требуемого качества. Такой программируемый автомат (например, типа PLC) может содержать регулятор 13.
Второй вариант выполнения устройства, показанный на фиг.6, основан на прогнозировании естественных потоков расплавленного металла. Управление источниками 15а и 15b электрического питания согласно вышеуказанным критериям производят при помощи средств 16 управления. Предпочтительно эти средства управления представляют собой программируемый автомат типа “PLC”, сам по себе известный и имеющийся в продаже (PLC = Programmable Logic Controller) (программируемый логический контроллер), предназначенный для вычисления и установки заданных значений силы тока (и, если нужно, частоты) для каждого из источников питания 15а и 15b. Таким образом, PLC 16 является элементом системы, который определяет, какая из пар индукторов должна создавать более интенсивную силу, но в данном случае в ответ на прогнозируемую идентификацию естественного потока металлической ванны расплава в изложнице, а не в режиме «регулирования» для аннулирования сигнала разности, поступающего при прямом измерении скоростей на мениске.
Поэтому PLC 16 получает необходимую для этой задачи информацию от средств 17 идентификации режима потока металлической ванны расплава в изложнице.
Следует отметить, что эти средства идентификации заменяют датчики скорости первого варианта выполнения, так как эти датчики, как будет показано ниже, трудно применять в изложнице установки непрерывного литья.
Эти средства 17 идентификации представляют собой стандартный компьютер типа РС (Personal Computer), содержащий оперативную память с инструментами, необходимыми для этой идентификации.
На этой стадии следует уточнить, что под идентификацией режима потока» следует понимать не только качественное прогнозирование, будь то поток типа «простой» или «двойной петли» или «нестабильный поток», но также количественное прогнозирование скорости потока металла на мениске, учитывая при этом, что спрогнозированная нулевая скорость соответствует нестабильному состоянию.
По сути, эти инструменты представляют собой соответствующую прикладную программу, построенную на математической модели механики текучих сред с возможностью прогнозирования режима потока ванны расплава в изложнице на основании, с одной стороны, двух изначально фиксированных параметров литья, таких как толщина изложницы и геометрия разливочного стакана, и, с другой стороны, четырех величин, которые могут меняться в ходе литья, таких как ширина отливаемого сляба, скорость литья, глубина погружения отверстия разливочного стакана и расход нагнетаемого аргона. Все эти данные - фиксированная пара и переменная четверка - предпочтительно вводятся автоматически с общего компьютера 19 установки литья, управляющего операциями литья. Для быстрой идентификации режима потока результаты, получаемые от прикладной программы, могут быть конкретизированы в виде номограмм, которые PLC может использовать путем автоматического считывания или после их транскрипции в аналоговую форму.
Речь может также идти о базе данных, связывающей все возможные значения этих «пар-четверок» величин с режимом потока, который каждое из них обозначает. В ходе литья регулярное во времени сравнение моментального набора «пара-четверка», характерного для литья, с данными базы позволяет выбрать записанный в памяти элемент, который наиболее соответствует данным литья, и, таким образом, качественно и количественно идентифицировать режим естественного потока расплавленного металла внутри изложницы.
В конечном счете, для каждого определенного таким образом режима потока результаты, выдаваемые PC 17, могут дать закодированное значение средней естественной скорости металла на мениске, которое позволит PLC 16 управления определить значение разности, например 200 А (то есть 600 А для двух более активных индукторов и 400 А для двух других индукторов, если первоначальный ток запуска был предварительно выбран в значении 500 А), и подать соответствующую команду на источники 15а и 15b электрического питания, чтобы они выдали ток соответствующей силы на соответствующие пары индукторов.
Таким образом, средства 17 идентификации выдают в средства 16 управления сигнал, амплитуда которого пропорциональна скорости естественного потока расплавленного металла на мениске и знак которого (в зависимости от того, направлена ли эта скорость внутрь или наружу) указывает на тип потока в режиме «простой петли» или «двойной петли». Контроллер 16 определяет, какая из двух пар индукторов должна производить более интенсивную силу в зависимости от превалирующего типа потока. Он вычисляет также разность силы токов питания между двумя парами соответствующих индукторов таким образом, чтобы эта разность была пропорциональна средней скорости металла на мениске, и передает соответствующие команды на источники 15а и 15b электрического питания.
Если PLC 16 получает от РС 17 сигнал нулевой амплитуды, он аннулирует разность силы токов питания (и частоты) и выдает одинаковое заданное значение тока питания (и частоты) на четыре индуктора, которое соответствует значению, предварительно выбранному или предварительно записанному в память в зависимости от марок разливаемого металла и/или от требуемого качества.
Понятно, что изобретение позволяет добиваться в режиме «он-лайн» однородности осевого вращения металла на мениске в ходе литья. Благодаря автоматическому определению четверки переменных параметров, которая обуславливает режим потока, можно в любой момент, в ответ на значения этих четверок, поступающие в РС 17 в процессе литья, применять соответствующее дифференцирование для толкающих сил индукторов, которое будет постоянно обеспечивать однородное вращение на мениске, причем независимо от режимов потока, которые могут сменять друг друга внутри изложницы в ходе литья. Таким образом, в отличие от известных систем, предназначенных для одного и только для одного режима потока, то есть адаптированных для одного этапа литья, который является только частью времени общего процесса литья, изобретение предлагает активное оптимальное обеспечение литья на всей его продолжительности или почти всей продолжительности с учетом возможных периодов нестабильного потока.
Выбор между системой «регулирования» и системой «прогнозирования» отдается на усмотрение пользователю, который делает его в зависимости от своих пожеланий или потребностей. В данном случае следует просто отметить, что вариант выполнения с «прогнозированием», естественно, является более зависимым от программного обеспечения, но зато дает преимущества, которые зачастую являются определяющими, связанные с отсутствием на мениске какого-либо погружного инструмента и со сроком службы, который максимально ограничен несколькими часами в случае датчиков скорости.
Само собой разумеется, что настоящее изобретение не ограничивается представленными примерами и охватывает многие варианты и эквиваленты, если они не выходят за рамки, определяемые прилагаемой формулой изобретения.
Так, индукторы, образующие пару, подключенную к данному источнику электрического питания, 15а или 15b, можно соединить электрически между собой параллельно, как показано на фиг.5 и 6, или последовательно.
Точно так же можно предусмотреть источники электрического питания в том же числе, что и индукторы. В этом случае каждый из индукторов может получать питание током от своего собственного источника питания, что позволяет, в частности, добавить гибкости в регулирование и, в случае необходимости, вводить небольшой дисбаланс между значениями интенсивности сил, производимых диагональными индукторами.
Действительно, даже если иногда может показаться более рациональным, чтобы движущие силы двух диагональных индукторов были равны, вместе с тем, это не является обязательным условием изобретения. На самом деле эти силы могут даже отличаться друг от друга по интенсивности, если считают, что в первую очередь необходимо обеспечить критерий однородности вращения на мениске, то есть равенство скоростей расплавленного металла перед каждым индуктором.
Точно так же число индукторов может быть больше четырех, при этом подразумевается, что это число должно оставаться четным, чтобы каждая большая сторона изложницы была оборудована одинаковым числом индукторов.
Кроме того, может встать вопрос, на какой высоте изложницы следует устанавливать индукторы, и ответ на этот вопрос может быть таким, что в принципе не обязательно их поднимать вверх до уровня мениска. Если индукторы спроектированы для достаточной электрической мощности, то есть для достаточной силы, установка индукторов даже в нескольких десятках сантиметров ниже мениска позволит создать на нем стабильное и однородное движение вращения.
Изобретение относится к металлургии. Четыре отдельных многофазных индуктора (10а, 10b, 10с, 10d) со скользящим магнитным полем устанавливают на больших сторонах (12, 12') изложницы из расчета двух индукторов на каждую большую сторону. Индукторы (10а, 10b), расположенные рядом друг с другом, создают движущие силы, которые толкают расплавленный металл по ширине изложницы в одном направлении между ними и в направлении, противоположном направлению движущих сил, производимых двумя индукторами (10с, 10d), находящимися напротив. После предварительной идентификации режима естественного потока по «простой петле» или по «двойной петле» дифференцированно регулируют интенсивность движущих сил. Если режим естественного потока металла является потоком типа «простой петли», увеличивают интенсивность сил, толкающих металл «внутрь» и наоборот. Если естественный поток металла является потоком типа «нестабильного потока», уравнивают по интенсивности все движущие силы. Достигается получение однородного осевого вращения расплавленного металла в области мениска на протяжении всего литья, независимо от режима естественного потока ванны расплава металла внутри изложницы. 2 н. и 2 з.п. ф-лы, 6 ил.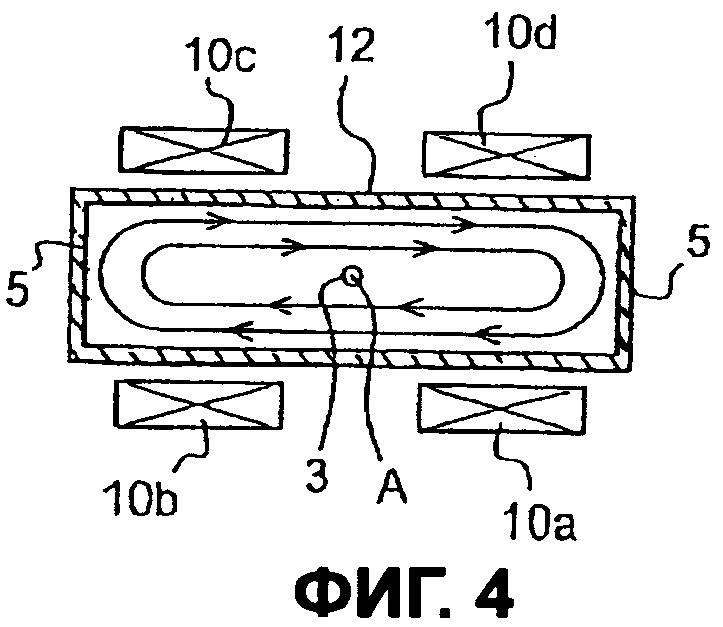
1. Способ электромагнитного приведения в осевое вращение расплавленного металла в изложнице установки непрерывного литья слябов, оборудованной погружным разливочным стаканом, содержащим открытые боковые выходные отверстия напротив малых концевых сторон изложницы, содержащий этапы, на которых устанавливают четыре отдельных многофазных индуктора с магнитным полем, скользящим по ширине изложницы, на больших сторонах изложницы из расчета два индуктора на одну большую сторону, причем индукторы регулируют таким образом, чтобы создать систему с четырьмя движущими силами, из которых две силы, связанные с любой одной парой индукторов, расположенных диагонально друг к другу относительно оси литья, толкают металл от разливочного стакана к малым сторонам, то есть «наружу», тогда как две другие силы, связанные с другой парой индукторов, расположенных диагонально друг к другу, толкают металл от малых сторон к разливочному стакану, то есть «внутрь», при этом совместное применение этих четырех сил позволяет сообщить расплавленному металлу общее осевое движение вращения на мениске,
отличающийся тем, что для обеспечения однородности указанного движения вращения расплавленного металла на мениске во время литья после предварительной идентификации режима естественного потока по «простой петле» или по «двойной петле» расплавленного металла в изложнице дифференциально регулируют интенсивность движущих сил между собой таким образом, чтобы увеличить интенсивность сил, толкающих металл «внутрь», если режим естественного потока ванны металла является потоком типа «простой петли», или, наоборот, чтобы увеличить интенсивность сил, толкающих металл «наружу», если режим естественного потока ванны металла является потоком типа «двойной петли», или уравнивают по интенсивности все движущие силы, если естественный поток металла в изложнице является потоком типа «нестабильного потока».
2. Способ по п.1, отличающийся тем, что уравнивают значения интенсивности двух движущих сил, связанных с двумя индукторами одной пары, расположенными по диагонали.
3. Электромагнитное устройство для приведения в осевое вращение расплавленного металла в изложнице установки непрерывного литья слябов, оборудованной погружным разливочным стаканом (3), центрованным по оси литья (А) и содержащим открытые выходные боковые отверстия (4) напротив малых концевых сторон изложницы, при этом устройство содержит четыре отдельных многофазных индуктора (10а, 10b, 10с, 10d) со скользящим магнитным полем, установленных на больших сторонах (12, 12') изложницы из расчета два индуктора на каждую большую сторону, при этом индукторы (10а, 10b), расположенные рядом друг с другом на одной большой стороне (12) изложницы, создают движущие силы, которые толкают расплавленный металл по ширине изложницы в одном направлении между собой и в направлении, противоположном направлению движущих сил, создаваемых двумя индукторами (10с, 10d), находящимися напротив на другой большой стороне (12'), средства (17) идентификации режима естественного потока по «простой петле», или «по двойной петле», или по «нестабильному потоку», отличающееся тем, что дополнительно содержит многофазный блок (15а, 15b) электрического питания индукторов электрическим током, оборудованный средствами для дифференцирования движущих сил каждого индуктора, действующих на разливаемый расплавленный металл в изложнице,
средства (16) управления упомянутым блоком электрического питания, выполненные с возможностью реагирования на упомянутые средства (17) идентификации режимов потока и воздействия на средства дифференцирования движущих сил таким образом, чтобы повысить интенсивность сил, толкающих металл «внутрь», если режим естественного потока ванны металла является потоком типа «простой петли», и, наоборот, повысить интенсивность сил, толкающих металл «наружу», если режим естественного потока ванны металла является потоком типа «двойной петли», или уравнять интенсивность всех движущих сил, если и только если режим естественного потока ванны металла является потоком типа «нестабильного потока».
4. Электромагнитное устройство по п.3, отличающееся тем, что блок (15а и 15b) электрического питания, оборудованный средствами дифференцирования движущих сил, является блоком типа Variable Voltage Variable Frequency (регулируемое напряжение, перестройка частоты).
| ЕР 0750958 А1, 02.01.1997 | |||
| JP 2007007719 A, 18.01.2007 | |||
| Форсунка с внутренней пульверизацией | 1926 |
|
SU5949A1 |
| Приспособление для отрезки уточной нити у кромки ткани со стороны прокидывающего элемента на бесчелночных ткацких станках | 1962 |
|
SU151648A1 |
| WO 2004035248 A1, 29.04.2004 | |||
| JP 06000607 A, 11.01.1994 | |||
| RU 2005114523 A, 27.10.2005. | |||

