Изобретение относится к обработке металлов давлением и может быть использовано для получения кольцевых изделий, а именно цельнокатаных колец.
Из уровня техники известен способ производства кольцевых изделий (патент на изобретение № 2465979, опубл. 10.11.2012г), заключающийся в том, сначала осуществляют осадку заготовки коническими бойками с плоскими площадками диаметром, равным диаметру прошиваемого отверстия, затем плоскими бойками. Затем осуществляют прошивку осевого отверстия заготовки и раскатку до конечных размеров кольцевого изделия.
Также известен способ изготовления крупногабаритных профильных кольцевых изделий из коррозионностойкой жаропрочной стали (патент на изобретение № 2792019, опубл. 15.03.2023г.), заключающийся в том, что кольцевую заготовку получают путем осадки и последующей прошивки слитка электрошлакового переплава диаметром 700 мм. Из кольцевой заготовки горячей протяжкой, калибровкой и горячей раскаткой получают кольцевую заготовку прямоугольного сечения. Заготовку подвергают деформации на экспандере до формирования необходимого профиля за три цикла, каждый из которых включает нагрев и экспандирование. Термическую обработку профильного изделия осуществляют путем закалки при температуре 1110-1130°С, выдержки 2,0-3,0 часа, охлаждения в масле в течение 3-4 минут. Затем производят отпуск при температуре 670-690°С с выдержкой 7 часов и охлаждение на воздухе.
Известен способ изготовления кольцевых изделий (патент на изобретение № 2780796, опубл. 30.09.2022г.), включающий осадку заготовки, формование из нее кольцевой поковки методом горячей объемной штамповки в закрытых штампах, прошивку центрального отверстия и раскатку поковки, при этом формование кольцевой поковки осуществляют за три перехода, включающих осадку, предварительную штамповку и окончательную штамповку, а раскатанную поковку подвергают экспандированию внутреннего диаметра в горячем состоянии на разжимном станке с числовым программным управлением.
Указанное решение выбрано заявителем в качестве ближайшего аналога.
Недостатками известных аналогов является отсутствие стабильности геометрических параметров цельнокатаных колец из углеродистой стали марки 55 по ГОСТ 1050-2013 из-за разнозернистой микроструктуры после операции экспандирования.
Технической проблемой, решаемой заявляемым решением, является обеспечение стабильного уровня физико-механических свойств и геометрических параметров цельнокатаных колец.
Техническим результатом является получение равномерной мелкозернистой микроструктуры стали, что в свою очередь обеспечивает стабильность физико-механических свойств стали и геометрических параметров цельнокатаных колец.
Заявленный технический результат достигается тем, что в известном способе изготовления кольцевых изделий, включающем нагрев заготовки и ее осадку, прошивку отверстия, раскатку поковки с последующим экспандированием ее внутреннего диаметра, согласно предлагаемому изобретению, нагрев заготовки осуществляют до температуры 1250°С, раскатку поковки осуществляют при температуре 1150-1200°С, экспандирование производят при температуре 800-900°С с последующим ускоренным охлаждением заготовки сжатым воздухом с расходом 140 м3/час.
С увеличением степени переохлаждения, то есть с понижением температуры изотермической выдержки, количество феррита избыточного (цементита вторичного) уменьшается и при некоторой температуре его выделение подавляется совсем. В связи с чем предложенный температурный режим обработки заготовки с последующим ускоренным охлаждением заготовки после экспандирования внутреннего диаметра в струе сжатого воздуха с расходом 140 м3/час обеспечивает получения равномерной мелкозернистой микроструктуры, что в свою очередь приводит к обеспечению стабильного уровня физико-механических свойств и геометрических параметров цельнокатаных колец.
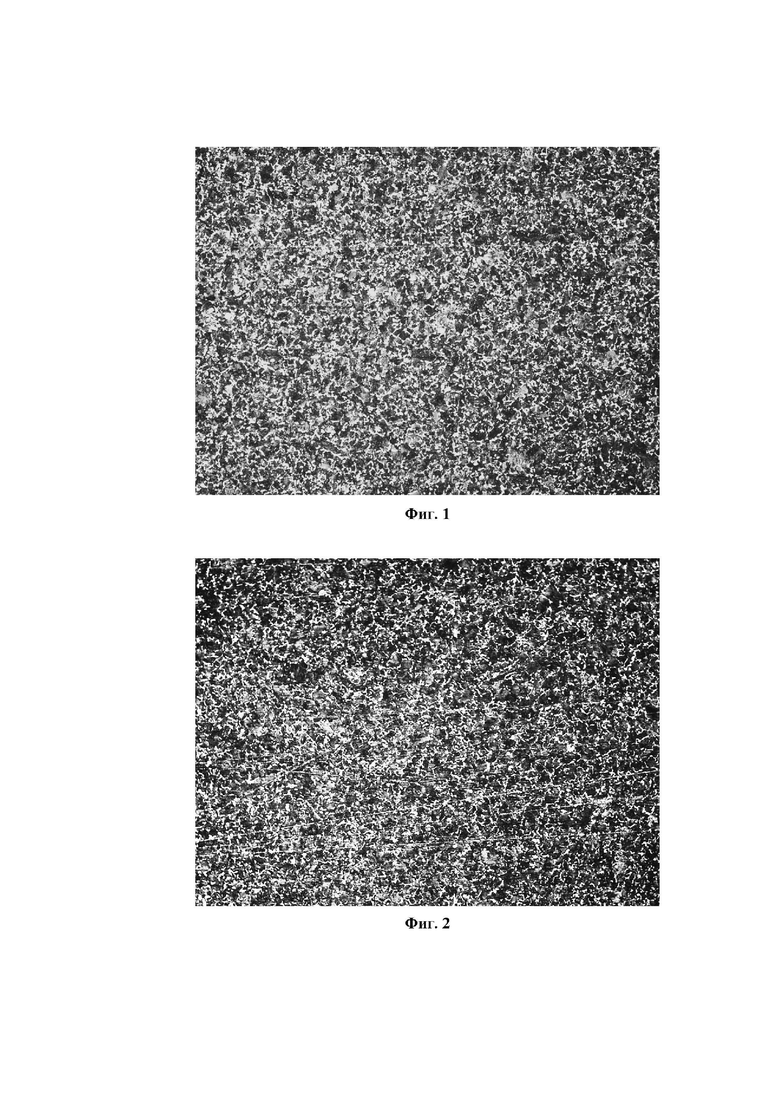
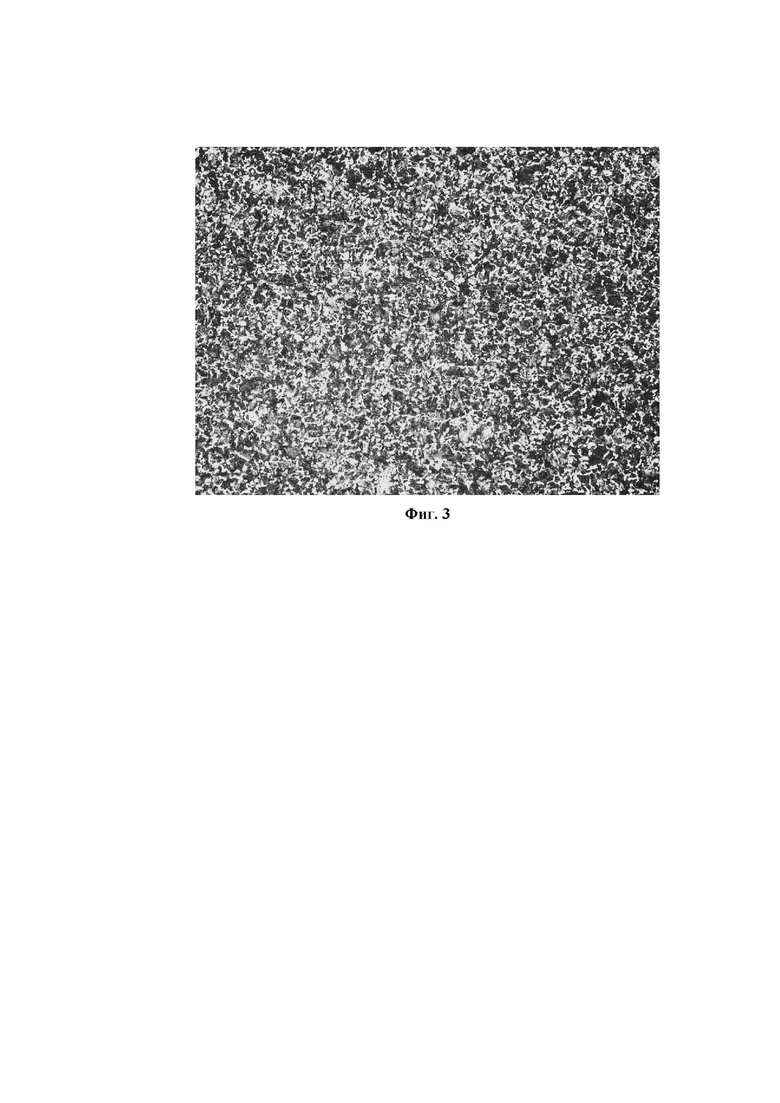
Сущность заявляемого технического решения поясняется на фотографиях, содержащих изображение микроструктуры материала, полученной в результате применения заявляемого способа, а именно, на фиг. 1 представлен образец №1, фото микроструктуры, увеличение х100, на фиг. 2 - образец №2, фото микроструктуры, увеличение х100 образец №1, на фиг. 3 – образец №3 - фото микроструктуры, увеличение х100.
Способ изготовления кольцевых изделий включает нагрев заготовки до температуры 1250°С и ее осадку. Затем осуществляют прошивку отверстия и раскатку поковки при температуре 1150-1200°С с последующим экспандированием ее внутреннего диаметра при температуре 800-900°С. После операции экспандирования осуществляют ускоренное охлаждение заготовки сжатым воздухом с расходом 140 м3/час.
Стабильность процесса обеспечивается связью технологических температур ковки, раскатки и соответствующих операций с выходом на конечный температурный режим (800-900°С) при экспандировании.
В качестве примеров конкретного выполнения были изготовлены три образца цельнокатаных колец из стали марки 55 (ГОСТ 1050-2013) ø1914±5 х ø1710+5-8 х 144±4 мм (критические точки полиморфного превращения стали 55 Ac1=725, Ac3(Acm) = 755, Ar3(Arcm) = 750, Ar1= 690).
Все образцы нагревали до ковочной температуры от 1250°С, после чего осуществляли пластическую деформацию - осадку заготовок и прошивку отверстий. Далее производилась раскатка при температуре 1150-1200°С.
Таблица 1. Величина действительного зерна от параметров температуры процесса изготовления колец.
Экспандирование первого образца осуществлялось при температуре 800°С, экспандирование второго образца – при температуре 860°С, экспандирование третьего образца – при температуре 900°С, при этом параметр температуры раскатки первого образца составил 1150°С, второго-1180°С и третьего-1200°С.
После операции экспандирования образцы прошли ускоренное охлаждение при помощи промышленного аэратора ПАМ-32 мощностью 5,5 кВт при расходе сжатого воздуха 140 м3/час.
Полученная микроструктура равномерно распределена, однородна и представляет собой перлит и феррит по границам зерен, величина зерна по ГОСТ 5639 соответствует 6 номеру на образце №3 и 7 номеру на образцах №№1,2.
При этом уровень физико-механических свойств подтверждает технические требования, предъявляемые к цельнораскатным кольцам из стали марки 55 ГОСТ 1050-2013:
Таблица 2. Уровень физико-механических свойств.
Геометрические параметры цельнокатаных колец соответствуют требуемым. Овальность конусность, неплоскостность обеспечены в пределах допуска на размеры.
Таблица 3. Стабильность геометрических параметров по результатам измерительного контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕЦ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2236322C1 |
| Способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе | 2020 |
|
RU2741046C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2349410C2 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ НЕГО | 2022 |
|
RU2787532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706392C1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387499C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения кольцевых изделий. Используют заготовку из стали, которую нагревают до температуры 1250°С. Осуществляют осадку заготовки и прошивку в ней отверстия. Производят раскатку полученной поковки при температуре 1150-1200°С с последующим экспандированием ее внутреннего диаметра. Экспандирование осуществляют при температуре 800-900°С с последующим ускоренным охлаждением сжатым воздухом с расходом 140 м3/ч. В результате обеспечивается получение равномерной мелкозернистой микроструктуры и, следовательно, стабильность физико-механических свойств и геометрических параметров цельнокатаных колец. 3 ил., 3 табл., 3 пр.
Способ изготовления кольцевых изделий, включающий нагрев заготовки, ее осадку, прошивку отверстия, раскатку полученной поковки с последующим экспандированием ее внутреннего диаметра, отличающийся тем, что используют заготовку из стали, которую нагревают до температуры 1250°С, раскатку поковки осуществляют при температуре 1150-1200°С, а экспандирование внутреннего диаметра поковки проводят при температуре 800-900°С с последующим ускоренным охлаждением сжатым воздухом с расходом 140 м3/ч.
| Способ изготовления кольцевых изделий | 2021 |
|
RU2780796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2005 |
|
RU2286862C1 |
| Способ изготовления кольцевых изделий | 1980 |
|
SU912393A1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 2011 |
|
RU2465979C1 |
| US 5577323 A1, 26.11.1996 | |||
| JP 2001129636 A, 15.05.2001. | |||

