1. Область техники
Изобретение относится к обработке металлов давлением, а именно к способам изготовления крупногабаритных сложноконтурных кольцевых изделий из жаропрочных сплавов на никелевой основе, в частности корпуса турбины. Предлагаемый способ включает получение кольцевой заготовки путем осадки и последующей прошивки слитка вакуумного дугового переплава диаметром 500 мм, горячую раскатку исходной кольцевой заготовки с получением кольца прямоугольного сечения. Горячую раскатку исходной кольцевой заготовки осуществляют за 3-5 циклов, каждый из которых включает методический нагрев и раскатку, причем после первого цикла горячей раскатки осуществляют отжиг заготовки. Затем после горячей штамповки производят профильную раскатку заготовки и термическую обработку. Способ позволяет получить крупногабаритные сложноконтурные кольцевые изделия из жаропрочного сплава на никелевой основе и обеспечивает максимальную производительность и экономичность процесса.
2. Предшествующий уровень техники
Известен «Способ изготовления цельнокатаных колец из жаропрочных никелевых сплавов» (Патент RU 2 349 410 (В21Н 1/06, C22F 1/10), 2007) включающий изготовление кованой кольцевой заготовки, ее нагрев, горячую раскатку в условиях, близких к изотермическим, и последующую термическую обработку полученного в результате раскатки кольца. Недостаток способа заключается в том, что техническим решением не предусмотрено изготовление сложноконтурных колец.
Известен «Способ изготовления раскатных кольцевых заготовок из высоколегированных никелевых сплавов» (Патент RU №2335372 (В21Н 1/06, C22F 1/10), 2007), включающий осадку, прошивку, просечку и разгонку по диаметру, затем раскатанную заготовку термообрабатывают в режиме перестаривания и калибруют по диаметру в нагретом состоянии. Недостатком указанного способа является невозможность его применения для изготовления крупногабаритных изделий и невозможность обеспечения полной гарантии предотвращения трещинообразования.
Известен «Способ изготовления раскатных кольцевых заготовок из высоколегированных никелевых сплавов» (Патент RU №2342215 (В21Н 1/06, B21K 21/02, B21J 5/00, B21J 1/06), 2006), включающий получение исходной кольцевой заготовки прямоугольного сечения, горячую раскатку, калибровку и термообработку раскатанной заготовки. Недостатком способа является высокие трудозатраты на изготовление крупногабаритных изделий.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе» (Патент RU 2703764 (B21K 21/08, В21Н 1/06, 2019) включающий горячую штамповку цельнокатаной заготовки, полученной путем осадки вакуумного дугового слитка весом порядка двух с половиной тонн, последующей прошивки, протяжки и раскатки прошитой заготовки, и последующую термическую и механическую обработку профилированной заготовки.
Недостаток способа-прототипа заключается в том, что техническим решением не оговаривается режим нагрева под раскатку заготовки и не предусмотрено изготовление сложноконтурных изделий.
3. Сущность изобретения
3.1. Постановка технической задачи
Задачей настоящей изобретения является получение крупногабаритного сложноконтурного изделия из жаропрочного сплава на никелевой основе, обеспечение максимальной производительности и экономичности процесса.
Результат решения технической задачи
Решение задачи достигается горячей штамповкой кольцевой заготовки прямоугольного сечения с последующей профильной раскаткой и термической обработкой. Заготовку прямоугольного сечения получают путем осадки вакуумного дугового слитка диаметром 500 мм и весом порядка двух с половиной тонн, последующей прошивки осаженной заготовки, горячей раскатки и механической обработки. При этом достигается: высокая производительность, снижение трудоемкости, улучшение структуры и механических свойств готовых изделий.
3.2. Отличительные признаки
В отличии от известного технического решения, включающего получение исходной кольцевой заготовки прямоугольного сечения, получение из нее профилированной заготовки и термообработки; в заявленном техническом решении исходную кольцевую заготовку прямоугольного сечения, полученную путем осадки и последующей прошивки вакуумного дугового слитка диаметром 500 мм, подвергают горячей раскатке за 3÷5 циклов, при этом нагрев металла осуществляют методически, и после первого цикла проводят отжиг, после чего осуществляют горячую штамповку, профильную раскатку и термическую обработку.
Горячую раскатку осуществляют с использованием гладкого валка и дорна до получения цельнокатаного кольца прямоугольного сечения. Раскатку осуществляют за 3÷5 непрерывно повторяющихся циклов. Циклы включают операции-нагрева и раскатки заготовки.
Нагрев под раскатку осуществляют по режиму: температура печи при посадке металла не должна быть выше 400°С, затем выполняют выдержку при этой температуре не менее 2-х часов, после чего увеличивают температуру до 600÷650°C с произвольной скоростью и производят выдержку не менее 1 -го часа, далее поднимают температуру до 1170÷1190°С со скоростью не более 70 град/час и осуществляют выдержку при этой температуре не менее 1-го часа.
После выполнения первого цикла раскатки производят отжиг для снятия внутренних напряжений и исключения образования трещин при последующей механической обработке и деформации. Отжиг производят по режиму: нагрев при температуре 1050÷1080°С, выдержка при этой температуре в течение 2÷3 часов, охлаждение с печью до температуры не более 600°С и далее на воздухе.
Полученное после раскатки цельнокатаное кольцо прямоугольного сечения подвергают промежуточной механической обработке и производят горячую штамповку. Штамповка цельнокатаного кольца прямоугольного сечения включает выдавливание приводным пуансоном симметричной заготовки, в объеме образованном поверхностями верхнего и нижнего инструмента.
Затем осуществляют профильную раскатку в составном калибре с использованием сборного дорна-оправки. При этом нагрев под профильную раскатку осуществляют по режиму: температура печи при посадке металла не должна быть выше 400°С, затем производят выдержку при этой температуре не менее 2-х часов, после чего увеличивают температуру до 600÷650°c с произвольной скоростью и производят выдержку не менее 1-го часа, далее поднимают температуру до 1170÷1190°C со скоростью не более 70 град/час и осуществляют выдержку при этой температуре не менее 1-го часа.
После проведения раскатки сложноконтурное кольцевое изделие подвергают термической обработке, которую производят по следующему режиму:
- закалка с температурой 1130÷1150°С, выдержка 1,0÷1,5 часа, охлаждение на воздухе;
- старение 780÷830°С, выдержка 15 часов, охлаждение на воздухе.
Далее осуществляют окончательную механическую обработку сложноконтурного изделия.
3.3. Перечень фигур чертежей
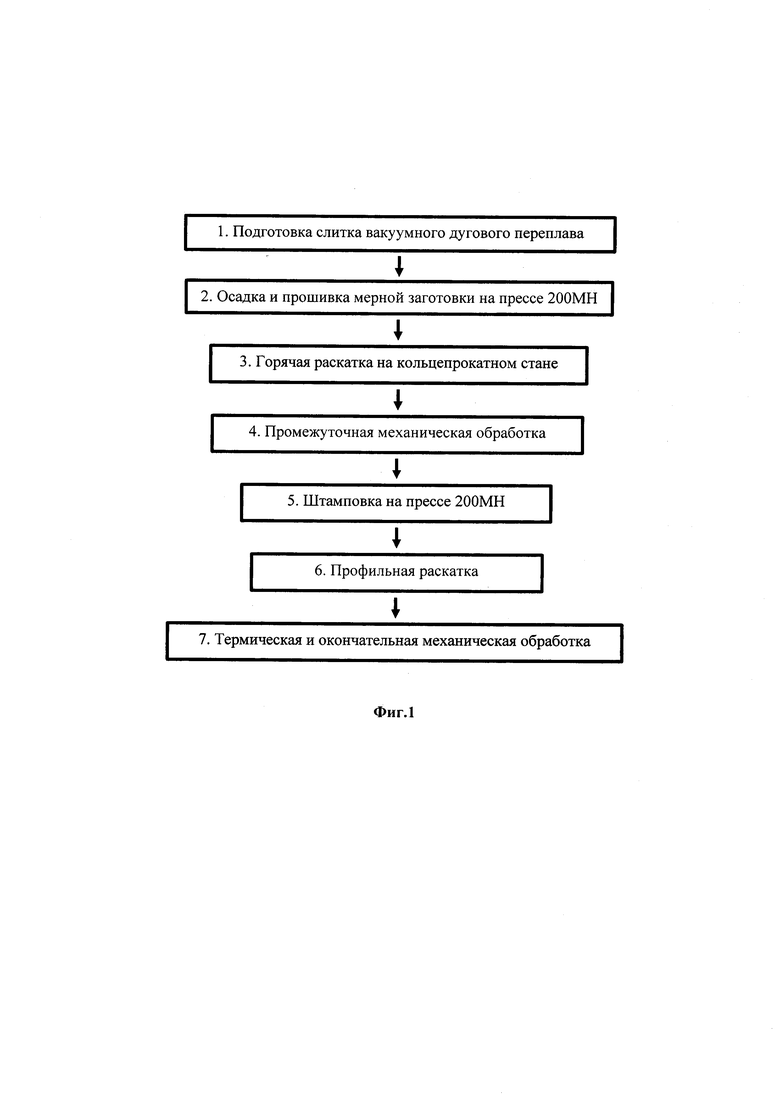
На фиг. 1 представлена структурная блок-схема способа изготовления крупногабаритных сложноконтурных кольцевых изделий из жаропрочного сплава на никелевой основе, где 1. - Подготовка слитка вакуумного дугового переплава,, 2. - Осадка и прошивка мерной заготовки на прессе 200МН, 3. - Горячая раскатка на кольцепрокатном стане, 4. - Промежуточная механическая обработка, 5 - Штамповка на прессе 200МН, 6. - Профильная раскатка, 7. - Термическая и окончательная механическая обработка.
4. Описание изобретения
В заявленном техническом решении рассмотрена возможность изготовления крупногабаритного сложноконтурного кольцевого изделия из цельной заготовки полученной горячей штамповкой с последующей профильной раскаткой. Общая схема производства, следующая:
Слиток вакуумного дугового переплава 0500 мм (~2500 кг) → механическая обработка слитка и раскрой на мерную длину → осадка + прошивка, пресс 200МН → раскатка на кольцепрокатном стане (КПС) → механическая обработка → штамповка, пресс 200МН → профильная раскатка → термическая и окончательная механическая обработка.
Слиток вакуумного дугового переплава 0500 мм (весом ~2500 кг) подвергают механической обработке (до 15 мм на сторону) и производят раскрой на мерную длину. После чего изготавливаю с двух сторон фаски 30×45° (Фиг. 1, блок 1).
Для формирования мелкозернистой структуры и получения необходимого уровня механических свойств, а также с целью исключения при деформации образования грубых поверхностных дефектов, нагрев металла осуществляют методически, исключая резкий перепад температур между поверхностными и внутренними слоями по режиму: температура печи при посадке металла не должна быть выше 400°С, затем производят выдержку при этой температуре не менее 2-х часов, после чего увеличивают температуру до 600÷650°C с произвольной скоростью и производят выдержку не менее 1-го часа, далее поднимают температуру до 1170÷1190°С со скоростью не более 60 град/час и осуществляют выдержку при этой температуре в течение 3÷4-х часов.
Осадку нагретой мерной заготовки производят на высоту 510 мм после чего за два хода осуществляют прошивку осаженной заготовки прошивнем в соотношении 1 к 3 диаметра прошивня к диаметру осаженной заготовки, с использованием графита и опилок в качестве смазки. С начала производят предварительную прошивку на глубину 1/3 высоты заготовки, затем заготовку переворачивают на 180° и выполняют окончательную прошивку (Фиг. 1, блок 2).
Затем осуществляют горячую раскатку с использованием гладкого валка и дорна до получения цельнокатаного кольца прямоугольного сечения. Раскатку осуществляют за 3÷5 непрерывно повторяющихся циклов. Циклы включают операции нагрева и раскатки заготовки (Фиг. 1, блок 3).
Нагрев под раскатку осуществляют по режиму: температура печи при посадке металла не должна быть выше 400°С, затем выполняют выдержку при этой температуре не менее 2-х часов, после чего увеличивают температуру до 600÷650°C с произвольной скоростью и производят выдержку не менее 1-го часа, далее поднимают температуру до 1170÷1190°С со скоростью не более 70 град/час и осуществляют выдержку при этой температуре не менее 1-го часа.
После выполнения первого цикла раскатки производят отжиг для снятия внутренних напряжений и исключения образования трещин при последующей механической обработке и деформации. Отжиг производят по режиму: нагрев при температуре 1050÷1080°С, выдержка при этой температуре в течение 2÷3 часов, охлаждение с печью до температуры не более 600°С и далее на воздухе.
Полученное после раскатки цельнокатаное кольцо прямоугольного сечения подвергают промежуточной механической обработке и производят штамповку (Фиг. 1, блок 4 и 5). Штамповка кольца включает выдавливание приводным пуансоном симметричной заготовки, в объеме образованном поверхностями верхнего и нижнего инструмента. Перед нагревом под деформацию на всю поверхность цельнокатаного кольца наносится суспензия, приготовленная из бустилата и огнеупорного цемента. При транспортировке кольца губки манипулятора, в зоне контакта с металлом, изолируются муллитокремнеземистым материалом. Перед штамповкой на рабочую поверхность инструмента наносится смазка, состоящая из графита и воды.
Затем осуществляют профильную раскатку в составном калибре с использованием сборного дорна-оправки (Фиг. 1, блок 6).
Нагрев под профильную раскатку осуществляют по режиму: температура печи при посадке металла не должна быть выше 400°С, затем выполняют выдержку при этой температуре не менее 2-х часов, после чего увеличивают температуру до 600÷650°C с произвольной скоростью и производят выдержку не менее 1-го часа, далее поднимают температуру до 1170÷1190°С со скоростью не более 70 град/час и осуществляют выдержку при этой температуре не менее 1-го часа.
После проведения раскатки сложноконтурное кольцевое изделие подвергают термической обработке (Фиг. 1, блок 7), которую производят по следующему режиму:
- закалка с температурой 1130÷1150°С, выдержка 1,0÷1,5 часа, охлаждение на воздухе;
- старение 780÷830°С, выдержка 15 часов, охлаждение на воздухе.
Далее осуществляют окончательную механическую обработку сложноконтурного изделия (Фиг. 1, блок 7).
В результате использования предлагаемого способа повышается качество полученных после раскатки цельнокатаных колец прямоугольного сечения за счет обеспечения прошивки оптимального отверстия и исключения трещинообразования при раскатке.
Использование предлагаемого способа позволяет получить крупногабаритные сложноконтурные кольцевые изделия из жаропрочного сплава на никелевой основе и достичь высокой производительности, снизить трудоемкость, улучшить структуру и механические свойства готовых изделий.
5. Пример конкретного выполнения (реализация способа)
Выполнение способа показано на примере сплава ЭП708-ВД. Производство изделия осуществляли по следующей схеме:
Слиток вакуумного дугового переплава ∅500 мм (~2500 кг) → механическая обработка слитка и раскрой на мерную длину → осадка + прошивка, пресс 200МН → раскатка на кольцепрокатном стане (КПС) → механическая обработка → штамповка, пресс 200МН → профильная раскатка → термическая и окончательная механическая обработка.
Вакуумный дуговой слиток диаметром 500 мм механически обработали и раскроили на мерную длину. Затем произвели осадку и осуществили прошивку осаженной заготовки за два хода. С начала произвели предварительную прошивку на глубину 1/3 высоты заготовки, затем заготовку перевернули на 180° и выполнили окончательную прошивку.
Далее произвели горячую раскатку кольцевой заготовки на кольцепрокатном стане до получения цельнокатаного кольца прямоугольного сечения. Раскатку осуществили за 4 непрерывно повторяющихся цикла, включающих операции нагрева и раскатки заготовки. При этом, после выполнения первого цикла раскатки произвели отжиг по режиму: нагрев при температуре 1050÷1080°С, выдержка при этой температуре в течение 2÷3 часов, охлаждение с печью до температуры не более 600°С и далее на воздухе.
Полученное после раскатки цельнокатаное кольцо прямоугольного сечения подвергли промежуточной механической обработке и произвели штамповку. После чего осуществили профильную раскатку в составном калибре с использованием сборного дорна-оправки и подвергли изделие термической обработке. Термообработку производили по режиму: закалка с температурой 1130÷1150°С, выдержка 1,0÷1,5 часа, охлаждение на воздухе, далее старение 780÷830°С, выдержка 15 часов, охлаждение на воздухе.
Затем выполнили окончательную механическую обработку сложноконтурного кольцевого изделия.
Полученное изделие относится к первой группе контроля по ОСТ 1 00021, который предусматривает контроль механических свойств и макроструктуры на кольцевом припуске каждого кольца.
Контроль качества изделия осуществляли в объеме ОСТ 1 90396 на образцах, вырезанных из кольцевого припуска в состоянии поставки. Уровень механических свойств при температуре 20°С на образцах, вырезанных в тангенциальном направлении, соответствует требованиям ОСТ 1 90396 и имеет достаточный запас по всем характеристикам. Макроструктура удовлетворительная. Результаты контрольно-сдаточных испытаний представлены в таблице 1.
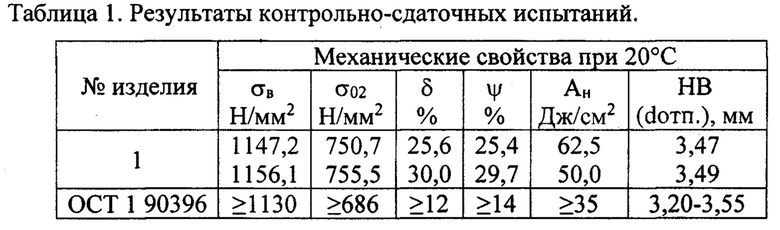
Использование вышеуказанного способа позволяет получать крупногабаритные сложноконтурные кольцевые изделия из жаропрочного никелевого сплава ЭП708-ВД, полностью соответствующие по механическим свойствам и макроструктуре требованиям ОСТ 1 90396 «Кольца цельнокатаные точные из легированных коррозионностойких, жаропрочных и жаростойких сталей и сплавов. Общие технические условия».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ДИСКОВ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2024 |
|
RU2831235C1 |
| Способ получения кожухов камеры сгорания индустриальных двигателей с применением комплексной технологии прямого лазерного выращивания | 2023 |
|
RU2830597C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ НЕГО | 2022 |
|
RU2787532C1 |
| Способ изготовления корпусных деталей МГТУ технологией прямого лазерного выращивания | 2023 |
|
RU2832100C1 |
| Способ изготовления кольцевых изделий | 2024 |
|
RU2826529C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
| Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2349410C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных сложноконтурных кольцевых изделий из жаропрочных сплавов на никелевой основе, в частности корпуса турбины. Получают кольцевую заготовку путем осадки и последующей прошивки слитка вакуумного дугового переплава диаметром 500 мм. Из кольцевой заготовки горячей раскаткой за 3-5 циклов получают кольцо прямоугольного сечения. Каждый цикл включает методический нагрев и раскатку. После первого цикла осуществляют отжиг заготовки. Затем после горячей штамповки производят профильную раскатку заготовки и термическую обработку. В результате обеспечивается повышение производительности изготовления изделий и улучшение их структуры и механических свойств.1 з.п. ф-лы, 1 ил., 1 табл.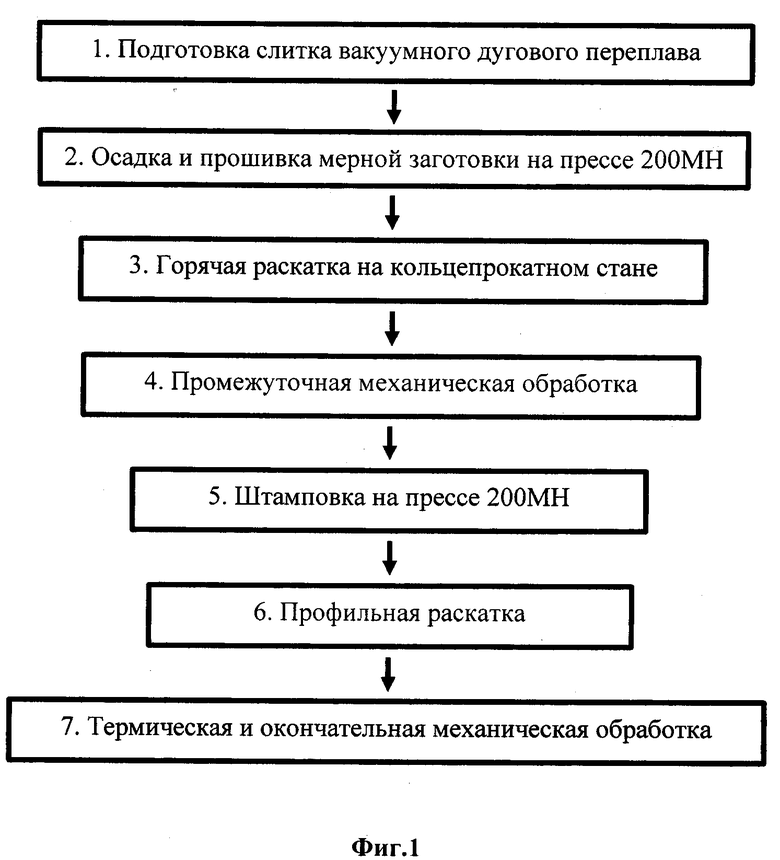
1. Способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе, включающий получение исходной кольцевой заготовки путем осадки и последующей прошивки слитка вакуумного дугового переплава диаметром 500 мм, горячую раскатку исходной кольцевой заготовки с получением кольца прямоугольного сечения, последующую горячую штамповку и термическую обработку, отличающийся тем, что горячую раскатку исходной кольцевой заготовки осуществляют за 3-5 циклов, каждый из которых включает методический нагрев и раскатку, после первого цикла горячей раскатки осуществляют отжиг заготовки, а после горячей штамповки производят профильную раскатку нагретой заготовки и термическую обработку, при этом методический нагрев заготовки перед раскаткой и ее нагрев перед профильной раскаткой осуществляют в печи, температура которой при посадке заготовки не выше 400°, осуществляют выдержку заготовки при указанной температуре не менее двух часов, затем увеличивают температуру в печи до 600-650°С с произвольной скоростью и выдерживают не менее одного часа, после чего поднимают температуру до 1170-1190°С со скоростью не более 70 град./час и осуществляют выдержку при этой температуре не менее одного часа, отжиг заготовки включает ее нагрев в печи при температуре 1050-1080°С, выдержку при указанной температуре в течение 2-3 часов, охлаждение с печью до температуры не более 600°С и далее на воздухе, а термическую обработку осуществляют путем закалки при температуре 1130-1150°С, выдержки 1,0-1,5 часа, охлаждения на воздухе, последующего старения при температуре 780-830°C с выдержкой 15 часов и охлаждения на воздухе.
2. Способ по п. 1, отличающийся тем, что перед горячей штамповкой кольцо прямоугольного сечения подвергают промежуточной механической обработке.
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2335372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2342215C2 |
| WO 2014157662 A1, 02.10.2014 | |||
| US 4612062 A1, 16.09.1986. | |||

