(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых изделий | 2021 |
|
RU2780796C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1630867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ изготовления заготовок колец подшипников | 1982 |
|
SU1074652A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления заготовок колец подшипников | 1983 |
|
SU1177024A1 |
| Способ получения заготовок колец подшипников и поточная линия для его осуществления | 1991 |
|
SU1838024A3 |
| Способ изготовления изделий кольцевой формы | 1982 |
|
SU1134269A1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
1
Изобретение относится к обработке металлов давлением, в частности к изтотовлению кольцевых изделий, и .может быть использовано при изготовлении колец подшипников.
Известен способ изготовления кольцевых изделий, заключающийся в том, что штучную цилиндрическую заготовку осаживают, затем формуют из нее кольцевую поковку, из полученной кольцевой поковки штампуют комплектную поковку, содержащую, по меньшей мере, две кольцевые заготовки разных диаметров, после чего разделяют ее на отдельные кольцевые изделия 1.
Недостатками известного способа являются ограниченная номенклатура получаемых изделий и повышенный расход металла.
Целью изобретения является расширение номенклатуры получаемых изделий и повышение экономии металла.
Поставленная цель достигается тем, что согласно способу изготовления кольцевых изделий, включающему операции осадки штучной цилиндрической заготовки, формовки кольцевой поковки, штамповки комплектной поковки, содержащей, по меньшей
.море, две ко,1ь,чсвые заготовки разных диаметров и разде.ленпя ее на отдельные кольиевые изделия, перед /птамповкой комплекTH:; i поковки ко, 1ьцсв -н) поковку подвергают раскатке.
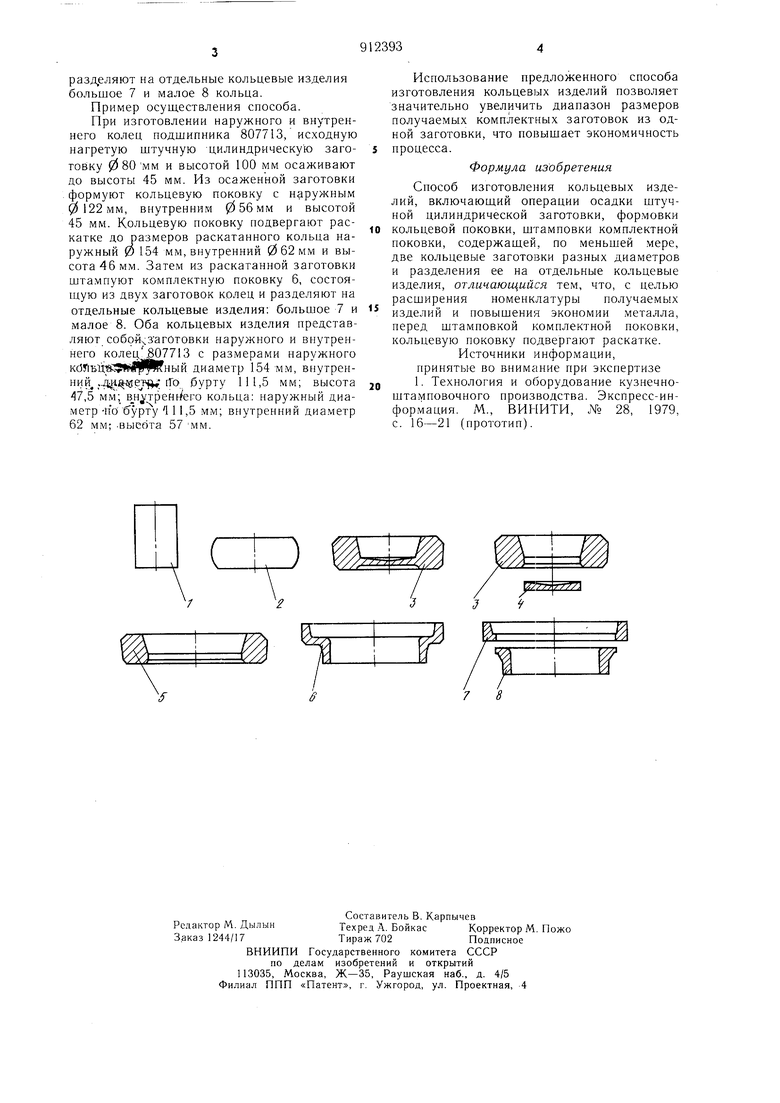
На чертеже показана схе.ма технологического процесса изготовления кольцевых изделий.
Способ изготовления кольцевых изделий заключается в том. что штхчную ци10линдрическую заготовку 1 осаживают, получая поковку 2, зате.м формуют из нее кольцевую поковку 3, отде.1яя от нее отход в виде донышка 4. Zla.iee кольцевую поковку 3 раскатывают, полхч ая раскатанную кольцевую заготовку 5. Раскатка кольцевой по15ковки 3 увеличивает диа.метр раскатанной кольцевой заготовки 5, доводя его до требуемого размера. При этом раскатка позволяет получать кольцевые заготовки широ2Q кого диапазона размеров под последующую штамповку ко.мплектных заготовок. Из раскатанной кольцевой заготовки 5 штампуют комплектную поковку 6, содержащую, по меньшей .мере, две кольцевые заготовки разных диаметров. Комплектную поковку 6
разлюбляют на отдельные кольцевые изделия большое 7 и малое 8 кольца.
Пример осуществления способа.
При изготовлении наружного и внутреннего колец подшипника 807713, ис.ходную нагретую штучную цилиндрическую заготовку 080мм и высотой 100 мм осаживают до высоты 45 мм. Из осаженной заготовки формуют кольцевую поковку с наружным 0122мм, внутренним 056мм и высотой 45 мм. Кольцевую поковку подвергают раскатке до размеров раскатанного кольца наружный 0 154 мм, внутренний 0 62 мм и высота 46 мм. Затем из раскатанной заготовки штампуют комплектную поковку 6, состояшую из двух заготовок колец и разделяют на отдельные кольцевые изделия: большое 7 и малое 8. Оба кольцевых изделия представляют собой загОтовки наружного и внутреннего колец 077 3 с размерами наружного Kc)yibi:№ lff4fHbm диаметр 154 мм, внутренний ../iU j«;ej гГо бурту 111,5 мм; высота 7,5 мм; в н трень его кольца: наружный диаметр -пЪ бурту 111,5 .мм; внутренний диаметр 62 мм; .высота 57 мм.
Использование предложенного способа изготовления кольцевых изделий позволяет значительно увеличить диапазон размеров получаемых комплектных заготовок из одной заготовки, что повышает экономичность процесса.
Формула изобретения
Способ изготовления кольцевых изделий, включающий операции осадки штучной цилиндрической заготовки, фор.мовки кольцевой поковки, штамповки комплектной поковки, содержащей, по меньшей мере, две кольцевые заготовки разных диаметров и разделения ее на отдельные кольцевые изделия, отличающийся тем, что, с целью расширения номенклатуры получаемых изделий и повышения экономии металла, перед штамповкой комплектной поковки, кольцевую поковку подвергают раскатке.
Источники информации, принятые во внимание при экспертизе 1. Технология и оборудование кузнечноштампоБОчного производства. Экспресс-информация. М., ВИНИТИ, № 28, 1979, с. 16-21 (прототип).
