Изобретение относится к нефтегазодобывающей промышленности, в частности к соединениям профильных труб, расширяемых в процессе воздействия избыточного внутреннего давления для якорения внутрискважинного оборудования, перекрытия ими зон осложнения бурения или нарушения герметичности обсадных колонн в скважинах.
Известно соединение профильных труб перекрывателей скважин, содержащее профильные трубы, соединяемые концы которых выполнены цилиндрического профиля и снабжены муфтовой и ниппельной резьбой на взаимообращенных поверхностях, а также средства герметизации соединения, выполненные в виде двух уплотнительных колец, первое из которых установлено в расширенном кольцевом муфтовом конце со стороны внутреннего стыка резьбы между взаимообращенными цилиндрическими поверхностями муфтовой и ниппельной резьбы, при этом торец ниппельной резьбы снабжен цилиндрическим удлинением с концевым внутренним утолщением, а взаимообращенная цилиндрическая поверхность ниппельной резьбы дополнительно снабжена резьбой меньшего профиля, чем основная резьба, причем цилиндрический конец между профильным участком трубы и ниппельной резьбой оснащен упором с конусным торцом, снабженным вторым уплотнительным кольцом, при этом торец муфтовой резьбы удлинен цилиндрической втулкой относительно этой резьбы и выполнен в виде конуса, выполненного с возможностью герметичного взаимодействия через второе уплотнительное кольцо с конусным торцом упора, а между муфтовой резьбой и профильным участком трубы выполнена внутренняя цилиндрическая выборка с возможностью расположения напротив внутреннего утолщения цилиндрического удлинения ниппельной резьбы при окончательном свинчивании резьб (патент на полезную модель RU 62421, МПК E21B 29/10, заявл. 29.11.2006 г., опубл. 10.04.2007 г.). Недостатком полезной модели является сложность изготовления части конусного торцевого упора, необходимость контроля целостности уплотнительных колец.
Известно соединение профильных труб перекрывателей скважин, содержащее профильные трубы, соединяемые концы которых выполнены цилиндрического профиля и снабжены муфтовой и ниппельной резьбой на взаимообращенных поверхностях, а также средства герметизации соединения, выполненные в виде двух эластичных колец, одно из которых установлено в расширенном кольцевом муфтовом конце со стороны внутреннего стыка резьбы между взаимообращенными цилиндрическими поверхностями резьбового и кольцевого участков, при этом ниппельный конец снабжен сужением под второе эластичное кольцо со стороны наружного стыка резьбы между взаимообращенными цилиндрическими поверхностями резьбового и кольцевого участков, причем наружный стык выполнен в виде конусных, плотно прилегающих взаимообращенных поверхностей труб (патент на полезную модель RU 56932, МПК E21B 29/10, заявл. 20.04.2006 г., опубл. 27.09.2006 г.). Недостатком полезной модели является:
- использование двух эластичных резиновых колец, стандартизированного размера не позволяет полностью заполнить зазор, в том числе резьбовой между муфтой и ниппелем, что может привести к негерметичности соединения при подаче избыточного давления и развальцовке профильных труб.
При создании изобретения была поставлена задача обеспечить герметичность соединения без использования стандартных резиновых уплотнений с одновременным снижением требований к точности ее изготовления.
Поставленная задача решается за счет того, что способ соединения профильных труб, включающий в себя покрытие восковой смазкой соединяемых концов профильных труб, выполненных цилиндрическим профилем и снабженных муфтовой и ниппельными частями с резьбовыми и гладкими взаимообращенными поверхностями, при этом гладкая часть составляет не менее 10% от наружного диаметра муфтовой части профильной трубы, после чего производят свинчивание по резьбе до упора, далее через два или более сквозных отверстий, выполненных на гладкой поверхности муфтовой части, производят заполнение полости между гладкой поверхностью ниппельной части и гладкой поверхностью муфтовой части жидким реактопластом, вытесняющим воздух из полости и проникающим в часть резьбы, после чего оставляют соединение до полного отверждения реактопласта.
Использование восковой смазки позволяет исключить адгезию реактопласта к металлическим поверхностям, в результате получается уплотнительный элемент, полностью заполняющий имеющиеся полости между муфтовой и ниппельной частями и имеющий возможность деформироваться совместно с профильной трубой без разрыва.
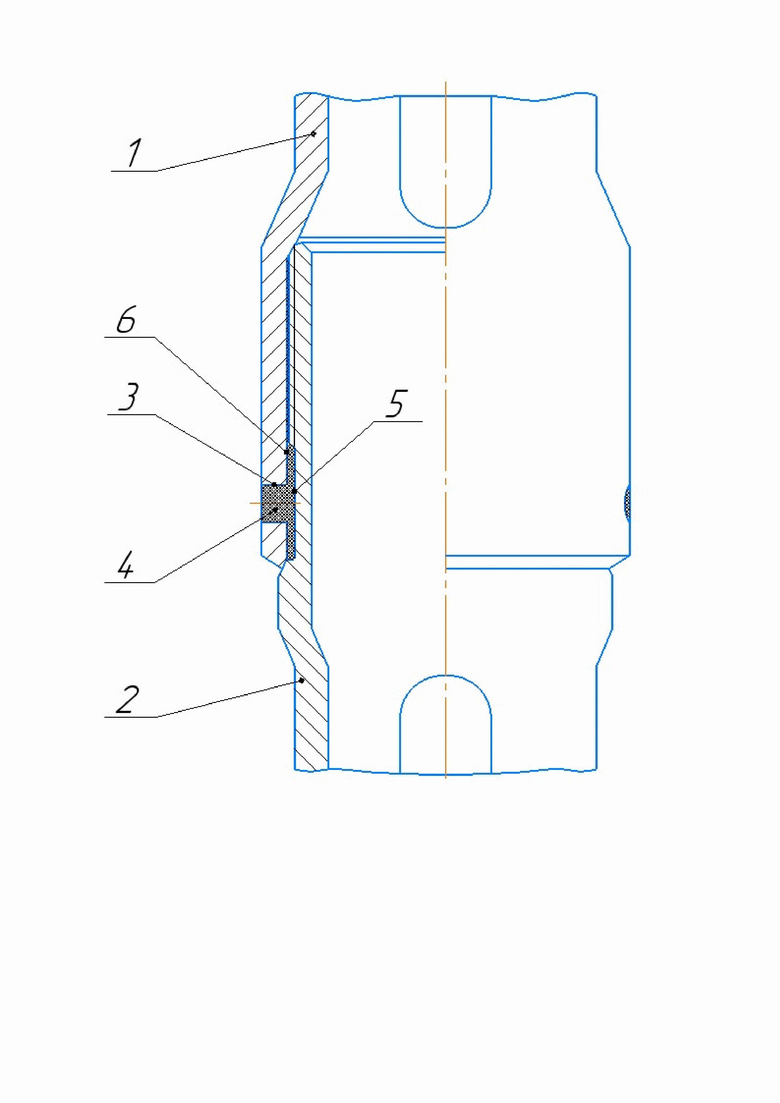
На чертеже представлен способ соединения профильных труб с использованием следующих обозначений:
1 – муфтовая часть;
2 – ниппельная часть;
3 – отверстия для заполнения реактопластом;
4 – уплотнение из реактопласта;
5 – гладкая поверхность ниппельной части;
6 – гладкая поверхность муфтовой части.
Способ соединения профильных труб включает в себя муфтовую часть 1, ниппельную часть 2, отверстия для заполнения реактопластом 3, уплотнение из реактопласта 4, гладкую поверхность ниппельной части 5, гладкую поверхность муфтовой части 6. Непосредственно перед свинчиванием муфтовую часть 1 и ниппельную часть 2 покрывают восковой смазкой, затем производят свинчивание по резьбе до упора, соединения располагают горизонтально оси профильной трубы. Через отверстия для заполнения реактопластом 3 в нижней части производят заполнение жидким реактопластом до полного заполнения полости между гладкой поверхностью ниппельной части 5 и гладкой поверхностью муфтовой части 6 до выхода избытков реактопласта через отверстия для заполнения реактопластом 3 в верхней части, оставляют до полного отверждения реактопласта.
Таким образом, заявляемое изобретение решает задачу обеспечения герметичности соединения без использования стандартных резиновых уплотнений, что позволяет снизить требования к точности изготовления муфтовой и ниппельной части профильных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕР-ЯКОРЬ ГИДРОМЕХАНИЧЕСКИЙ ИЗВЛЕКАЕМЫЙ | 2022 |
|
RU2792142C1 |
| ПЕРЕПУСКНОЕ УСТРОЙСТВО ДЛЯ ПРОМЫВКИ СКВАЖИНЫ | 2022 |
|
RU2780047C1 |
| ОСЦИЛЛЯТОР ДЛЯ БУРИЛЬНОЙ КОЛОННЫ | 2022 |
|
RU2791761C1 |
| ОСЦИЛЛЯТОР ДЛЯ БУРИЛЬНОЙ КОЛОННЫ | 2022 |
|
RU2781681C1 |
| Центратор-стабилизатор бурильной колонны с раздвижными роликами | 2022 |
|
RU2788368C1 |
| СОЕДИНЕНИЕ ПРОФИЛЬНЫХ ТРУБ ПЕРЕКРЫВАТЕЛЕЙ СКВАЖИН | 2012 |
|
RU2509863C1 |
| Герметичное резьбовое соединение труб | 2021 |
|
RU2788557C1 |
| СОЕДИНЕНИЕ ПРОФИЛЬНЫХ ТРУБ ПЕРЕКРЫВАТЕЛЕЙ СКВАЖИН | 1986 |
|
SU1367586A1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
Изобретение относится к нефтегазодобывающей промышленности, в частности к соединениям профильных труб, расширяемых в процессе воздействия избыточного внутреннего давления для якорения внутрискважинного оборудования, перекрытия ими зон осложнения бурения или нарушения герметичности обсадных колонн в скважинах. Поставленная задача решается за счет того, что предложен способ соединения профильных труб, в котором соединяемые концы профильных труб, выполненных в виде цилиндрического профиля, снабженных муфтовой и ниппельной частями с резьбовыми и гладкими взаимообращенными поверхностями и покрытых восковой смазкой, при этом гладкая часть составляет не менее 10% от наружного диаметра муфтовой части профильной трубы, муфтовая часть имеет два или более сквозных отверстий на гладкой поверхности, через которые после свинчивания труб заполняют полость между гладкой поверхностью ниппельной части и гладкой поверхностью муфтовой части жидким реактопластом, который вытесняет воздух из полости и проникает в часть резьбы, герметизируя соединение после отверждения реактопласта. Таким образом, заявляемое изобретение решает задачу обеспечения герметичности соединения без использования стандартных резиновых уплотнений, что позволяет снизить требования к точности изготовления муфтовой и ниппельной части профильных труб. 1 ил.
Способ соединения профильных труб, включающий в себя покрытие восковой смазкой соединяемых концов профильных труб, выполненных цилиндрическим профилем и снабженных муфтовой и ниппельными частями с резьбовыми и гладкими взаимообращенными поверхностями, отличающийся тем, что гладкая часть составляет не менее 10% от наружного диаметра муфтовой части профильной трубы, после чего производят свинчивание по резьбе до упора, далее через два или более сквозных отверстий, выполненных на гладкой поверхности муфтовой части, производят заполнение полости между гладкой поверхностью ниппельной части и гладкой поверхностью муфтовой части жидким реактопластом, вытесняющим воздух из полости и проникающим в часть резьбы, после чего оставляют соединение до полного отверждения реактопласта.
| Устройство для автоматического регулирования консистенция бумажной массы | 1937 |
|
SU56932A1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С УСОВЕРШЕНСТВОВАННЫМИ ЭЛАСТИЧНЫМИ УПЛОТНИТЕЛЬНЫМИ КОЛЬЦАМИ | 2009 |
|
RU2472916C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СОСТАВ ДЛЯ ФОТООТВЕРЖДАЕМОГО ПОКРЫТИЯ | 2015 |
|
RU2647282C1 |
| Дозировочное устройство для питания шлихтой корыта шлихтовальной машины | 1940 |
|
SU62421A1 |
| Электромагнитное грузозахватное устройство | 1976 |
|
SU659505A1 |
| ШАХТНАЯ ПЕЧЬ С ПЕРЕКРЕСТНОЙ ПОДАЧЕЙ ТЕПЛОНОСИТЕЛЯ | 1990 |
|
RU2043590C1 |
| Тележка для волочильных станков | 1928 |
|
SU26678A1 |

