ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к резьбовому соединению для труб нефтепромыслового сортамента и составу для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытию для выполнения на резьбовом соединении для труб нефтепромыслового сортамента.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Трубы нефтепромыслового сортамента (сокращенно "нефтегазопромысловые трубы") применяются в бурении нефтяных скважин и газовых скважин (здесь именуются "нефтяными скважинами"). Примеры труб нефтепромыслового сортамента включают в себя насосно-компрессорные трубы и обсадные трубы. Текучая среда, такая как нефть или газ, проходит внутри насосно-компрессорной трубы. Трубы нефтепромыслового сортамента в нормальных условиях соединяют друг с другом, применяя резьбовое соединение для труб нефтепромыслового сортамента. В прошлом глубина нефтяной скважины составляла между 2000 и 3000 метров. Вместе с тем, в морских нефтяных скважинах и т.п. последних лет, глубина скважины достигает 8000-10000 метров. Длина одной трубы, которая применяется, как труба нефтепромыслового сортамента, обычно составляет порядка десяти метров. Соответственно, число трубных изделий нефтепромыслового сортамента, которые используют в бурении нефтяной скважины, достигает 1000 или больше.
[0003] Резьбовое соединение для труб нефтепромыслового сортамента, в общем, включает в себя замковый ниппель и замковую муфту. В обычном резьбовом соединении для труб нефтепромыслового сортамента замковый ниппель образован на наружной поверхности на концевом участке труб нефтепромыслового сортамента и имеет наружную резьбу. Замковая муфта образована на внутренней поверхности на обоих концах соединительной муфты, то есть элемента резьбового соединения для труб нефтепромыслового сортамента, и имеет внутреннюю резьбу.
[0004] Не резьбовой металлический контактный участок образован на передней концевой части наружной резьбы замкового ниппеля и на нижнем участке на внутренней резьбе замковой муфты, соответственно. Один конец (замковый ниппель) трубного изделия нефтепромыслового сортамента вставляют в соединительную муфту (замковую муфту), и наружную резьбу и внутреннюю резьбу свинчивают вместе. Ниже в данном документе, свинчивание резьбового соединения именуется скреплением. Развинчивание резьбового соединения именуется раскреплением. Посредством данного средства не имеющие резьбы металлические контактные участки замкового ниппеля и замковой муфты входят в контакт друг с другом, и образуется уплотнение металла к металлу. Уплотнение обеспечивает газонепроницаемость резьбового соединения.
[0005] В вышеуказанной эксплуатационной окружающей среде от резьбовых соединений для труб нефтепромыслового сортамента требуется выдерживать аксиальную силу растяжения от веса труб нефтепромыслового сортамента, которые соединены вместе, а также давления внутренней и наружной текучих сред. Резьбовому соединению для труб нефтепромыслового сортамента также требуется стойкость к поверхностному повреждению резьбы. Более конкретно, резьбовому соединению для труб нефтепромыслового сортамента требуется предпочтительная стойкость к поверхностному повреждению резьбы даже при повторном применении четыре раза или больше по отношению к обсадным трубам (большой диаметр) и 10 раз или больше по отношению к насосно-компрессорным трубам (малый диаметр).
[0006] Обычно, для улучшения стойкости резьбы к поверхностному повреждению, наносят медную пленку на контактную поверхность замкового ниппеля или замковой муфты резьбового соединения для труб нефтепромыслового сортамента, и на ней выполняют обработку поверхности, такую как фосфатирование. В данном случае контактная поверхность является участком поверхности, на котором замковый ниппель и замковая муфта входят в контакт друг с другом, и включает в себя резьбовой участок и не резьбовой металлический контактный участок.
[0007] Для дополнительного улучшения стойкость резьбы к поверхностному повреждению жидкая смазка, именуемая "консистентной смазкой" наносится на контактную поверхность замкового ниппеля или замковой муфты перед соединением. Такая консистентная смазка рекомендована, например, в API BUL 5A2.
[0008] Поскольку консистентная смазка содержит большое количество порошков тяжелых металлов, представленных цинком, свинцом и медью, имеется озабоченность по поводу влияния консистентной смазки на окружающую среду и на людей. Как следствие, применение консистентной смазкой в последнее время ограничивается. Соответственно, требуется создание резьбового соединения для труб нефтепромыслового сортамента, которое демонстрирует исключительную стойкость резьбы к поверхностному повреждению без применения консистентной смазки.
[0009] Резьбовые соединения для труб нефтепромыслового сортамента, в которых не применяется консистентная смазка, предложены заявителями в международных публикациях No. WO2006/104251 (Патентная литература 1), No. WO2007/42231 (Патентная литература 2), No. WO2009/72486 (Патентная литература 3) и No. WO2013/053450 (Патентная литература 4).
[0010] В резьбовом соединении, раскрытом в патентной литературе 1, контактная поверхность по меньшей мере одного из замкового ниппеля и замковой муфты выполнена с двухслойным покрытием. Двухслойное покрытие состоит из вязкой жидкости или полутвердого смазывающего покрытия и сухого твердого покрытия, выполненного на смазывающем покрытии. Сухое твердое покрытие выполнено из термореактивной смолы, например, акриловой смолы или отверждаемой ультрафиолетовым излучением смолы. Смазывающее покрытие имеет клейкость и посторонние вещества легко прилипают к нему. Вместе с тем, клейкость сверху контактной поверхности сдерживается сухим твердым покрытием на смазывающем покрытии. Сухое твердое покрытие ломается во время свинчивания резьбового соединения. При этом обеспечивается действие смазочных свойств смазывающего покрытия.
[0011] В резьбовом соединении, раскрытом в патентной литературе 2, смазывающее покрытие выполнено на резьбовом участке замкового ниппеля и замковой муфты. Смазывающее покрытие содержит твердую матрицу, которая демонстрирует пластические или вязкопластические свойства в реологическом поведении (характеристики текучести), и твердые частицы смазки, которые диспергированы в твердой матрице. Предпочтительная температура плавления твердой матрицы находится в диапазоне около 80-320°C. Смазывающее покрытие выполняют напылением покрытия (напылением расплава), напылением с применением порошка, или напылением покрытия в виде водной эмульсии. Состав, применяемый в напылении расплава содержит, например, термoпластичный полимер (например полиэтилен), воск (например карнаубский воск), как компонент смазки, металлическое мыло (такое, как стеарат цинка) и ингибитор коррозии (такой как сульфонат кальция).
[0012] В резьбовом соединении, раскрытом в патентной литературе 3, твердое антикоррозионное покрытие выполняют на контактной поверхности замкового ниппеля, и твердое смазывающее покрытие выполняют на контактной поверхности замковой муфты. Твердое антикоррозионное покрытие содержит отверждаемую ультрафиолетовым излучением смолу как основной ингредиент и предпочтительно является прозрачным. Твердое смазывающее покрытие выполняют напылением расплава, применяя состав, содержащий термопластичный полимер, воск, металлическое мыло, ингибитор коррозии, нерастворимую в воде жидкую смолу и твердую смазку.
[0013] В резьбовом соединении, раскрытом в патентной литературе 4, концевой участок резьбового соединения, который включает в себя по меньшей мере одну резьбовую зону, по меньшей мере частично снабжен покрытием с сухой пленкой. Сухая пленка содержит термопластичную или термореактивную матрицу, которая содержит микрокапсулы, заполненные компаундом в жидкой форме. Микрокапсулы синтезируют, применяя способ химической полимеризации межфазного водного раствора. Согласно патентной литературе 4, предпочтительно меламин-формалин мономер применяетcя как тонкопленочный материал микрокапсулы.
[0014] Резьбовые соединения, раскрытые в патентной литературе 1-3 демонстрируют отличные смазочные свойства и стойкость резьбы к поверхностному повреждению в холодной и жаркой окружающих средах в диапазоне около -10°C - +50°C. Вместе с тем, когда данные резьбовые соединения подвергаются воздействию экстремально низкой температуры окружающей среды ниже -10°C (например, в диапазоне около -60°C - -20°C), смазывающее покрытие, выполненное на контактных поверхностях, отслаивается и становится хрупким. В таком случае крутящий момент, требуемый для скрепления или раскрепления, заметно увеличиваются и смазочные свойства уменьшаются. Как следствие, стойкость резьбы к поверхностному повреждению также уменьшается. Аналогично, в варианте резьбового соединения, раскрытого в патентной литературе 4, также имеются случаи, когда смазочные свойства и стойкость резьбы к поверхностному повреждению являются низкими в окружающей среде с экстремально низкой температурой.
[0015] Кроме того, предпочтительным является подавление возникновения коррозии на контактной поверхности резьбового соединения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0016] Задачей настоящего изобретения является создание резьбового соединения для труб нефтепромыслового сортамента, которое имеет исключительные смазочные свойства, антикоррозийные свойства и стойкость резьбы к поверхностному повреждению без применения консистентной смазки, даже в окружающей среде с экстремально низкой температурой.
[0017] Резьбовое соединение для труб нефтепромыслового сортамента согласно предложенному варианту осуществления содержит замковый ниппель и замковую муфту. Оба, замковый ниппель и замковая муфта, включают в себя контактную поверхность, имеющую резьбовой участок и не резьбовой металлический контактный участок. Контактная поверхность замкового ниппеля включает в себя фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие в качестве самого верхнего слоя. Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие содержит фотоотверждаемую (отверждаемую ультрафиолетовым излучением) смолу и перфторполиэфир. Контактная поверхность замковой муфты включает в себя твердое смазывающее покрытие в качестве самого верхнего слоя.
[0018] Резьбовое соединение для труб нефтепромыслового сортамента согласно предложенному варианту осуществления имеет исключительные смазочные свойства, антикоррозийные свойства и стойкость резьбы к поверхностному повреждению без применения консистентной смазки даже в окружающей среде с экстремально низкой температурой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
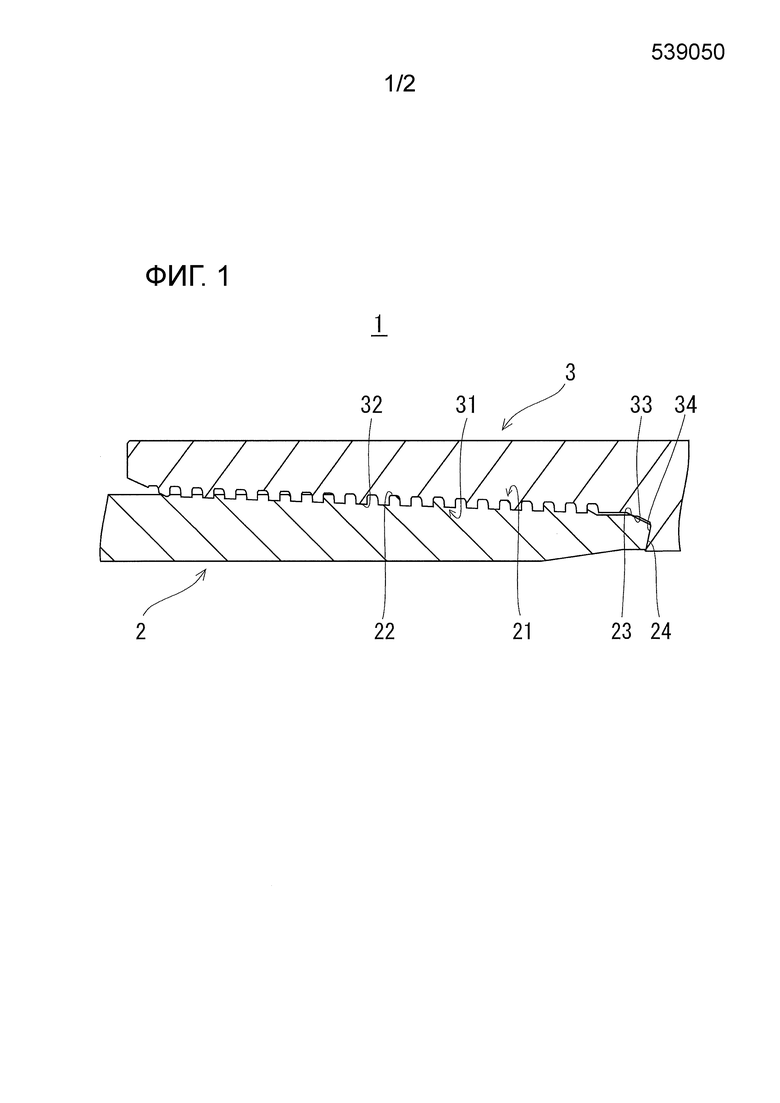
[0019] На фиг.1 показано сечение резьбового соединения для труб нефтепромыслового сортамента.
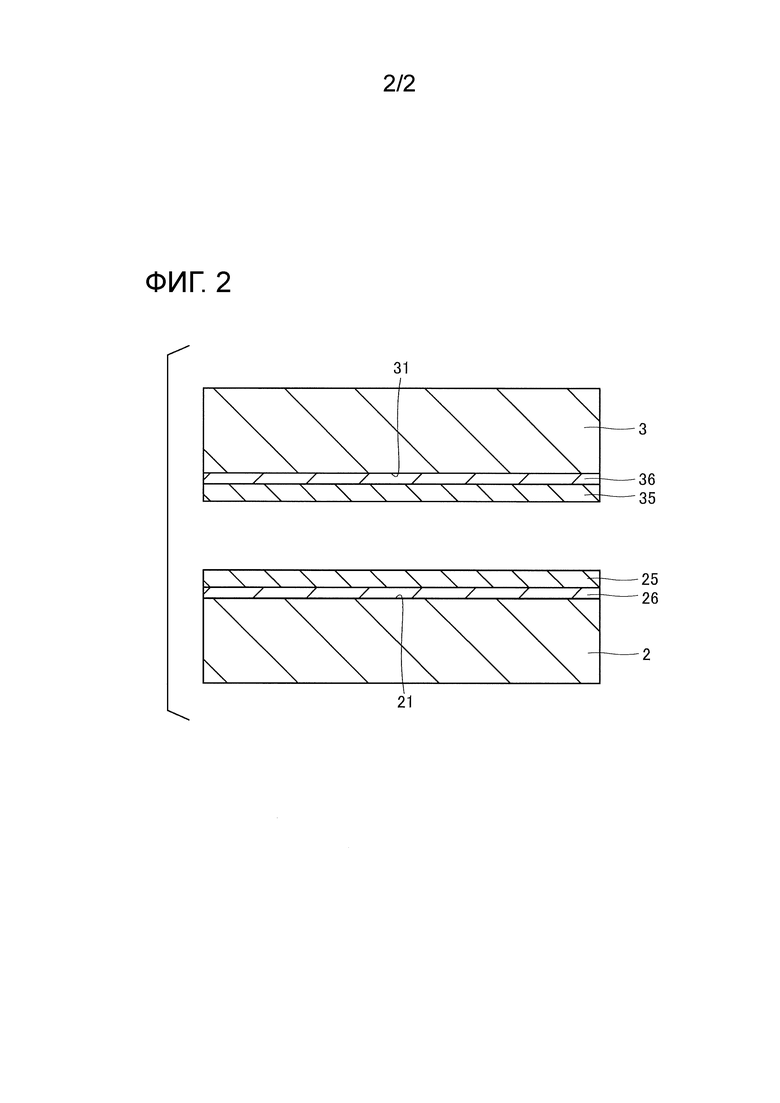
На фиг.2 показан сводный чертеж, включающий в себя увеличенный вид окрестности контактной поверхности замкового ниппеля и увеличенный вид окрестности контактной поверхности замковой муфты фиг.1.
ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0020] Здесь подробно описан вариант осуществления настоящего изобретения. Авторы провели исследования и изучение, касающиеся стойкости резьбы к поверхностному повреждению, смазочных свойств и свойств предотвращения появления коррозии в окружающей среде с экстремально низкой температурой. В результате, авторы получили следующие сведения.
[0021] Когда фотоотверждаемое (отверждаемое ультрафиолетовым излучением) покрытие, содержащее фотоотверждаемую (отверждаемую ультрафиолетовым излучением) смолу и перфторполиэфир, выполнено на контактной поверхности, может сдерживаться увеличение крутящего момента скрепления в окружающей среде с экстремально низкой температурой. Как следствие, смазочные свойства увеличиваются и исключаются предпосылки поверхностного повреждения резьбы, даже если скрепление и раскрепление повторяется в окружающей среде с экстремально низкой температурой. В дополнение, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие, содержащее перфторполиэфир, демонстрирует исключительные свойства предупреждения коррозии.
[0022] Резьбовое соединение для труб нефтепромыслового сортамента настоящего варианта осуществления, которое комплектовали на основе указанных выше сведений, включает в себя замковый ниппель и замковую муфту. Оба, замковый ниппель и замковая муфта, включают в себя контактную поверхность, имеющую резьбовой участок, и не резьбовой металлический контактный участок. Контактная поверхность замкового ниппеля включает в себя фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие в качестве самого верхнего слоя. Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие содержит фотоотверждаемую (отверждаемую ультрафиолетовым излучением) смолу и перфторполиэфир. Контактная поверхность замковой муфты включает в себя твердое смазывающее покрытие в качестве самого верхнего слоя.
[0023] В резьбовом соединении для труб нефтепромыслового сортамента настоящего варианта осуществления фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие контактной поверхности замкового ниппеля содержит перфторполиэфир. Соответственно фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие имеет высокий уровень смазочных свойств, даже в окружающей среде с экстремально низкой температурой. Соответственно, даже если скрепление и раскрепление по отношению к резьбовому соединению для труб нефтепромыслового сортамента повторяется, исключаются предпосылки возникновения поверхностного повреждения резьбы. В дополнение, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие имеет исключительные антикоррозийные свойства. Соответственно, контактная поверхность замкового ниппеля не имеет предрасположенности к ржавчине.
[0024] Предпочтительно, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие содержит 0,2-20% по массе перфторполиэфира.
[0025] В данном случае смазочные свойства, стойкость резьбы к поверхностному повреждению и антикоррозийные свойства фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия дополнительно улучшаются.
[0026] Предпочтительно, средневесовая молекулярная масса перфторполиэфира составляет 3000 или больше.
[0027] В данном случае смазочные свойства фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия дополнительно улучшаются.
[0028] Предпочтительно, толщина вышеуказанного твердого смазывающего покрытия составляет 10-150 мкм, и толщина вышеуказанного фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия составляет 5-40 мкм.
[0029] По меньшей мере одна из контактной поверхности замкового ниппеля и контактной поверхности замковой муфты вышеуказанного резьбового соединения для труб нефтепромыслового сортамента может подвергаться предварительной обработке поверхности способами одного или более типов, выбранными из группы, состоящей из следующего: струйная обработка, обработка травлением, химическая конверсия и металлизация.
[0030] В данном случае шероховатость контактной поверхности увеличивается посредством предварительной обработки поверхности. Соответственно, адгезионная способность по отношению к контактной поверхности фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия и/или твердого смазывающего покрытия увеличивается.
[0031] Состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия согласно настоящему варианту осуществления образуется на контактной поверхности резьбового соединения для труб нефтепромыслового сортамента. Состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия содержит фотоотверждаемый (отверждаемый ультрафиолетовым излучением) состав смолы и перфторполиэфир.
[0032] Состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия настоящего варианта осуществления содержит перфторполиэфир. Соответственно, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие, которое выполнено посредством фотоотверждения (отверждения ультрафиолетовым излучением) вышеуказанного состава, демонстрирует высокий уровень смазочных свойств. Поэтому, исключаются предпосылки возникновения поверхностного повреждения резьбы даже если скрепление и раскрепление по отношению к резьбовому соединению для труб нефтепромыслового сортамента повторяется. В дополнение, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие демонстрирует исключительные антикоррозийные свойства.
[0033] Ниже подробно описано резьбовое соединение для труб нефтепромыслового сортамента согласно предложенному варианту осуществления изобретения.
[0034] [Конструкция резьбового соединения для труб нефтепромыслового сортамента]
На фиг.1 показано сечение резьбового соединения для труб нефтепромыслового сортамента. Как проиллюстрировано на фиг.1, резьбовое соединение для труб 1 нефтепромыслового сортамента включает в себя замковый ниппель 2 и замковую муфту 3. Замковый ниппель 2 включает в себя контактную поверхность 21. Контактная поверхность 21 включает в себя резьбовой участок 22 то есть наружную резьбу, и не резьбовой металлический контактный участок 23. Не резьбовой металлический контактный участок 23 расположен дальше сбоку на переднем конце замкового ниппеля 2 впереди резьбового участка 22. Контактная поверхность 21 дополнительно включает в себя упорную часть 24 на своем переднем конце.
[0035] Муфта 3 включает в себя контактную поверхность 31. Контактная поверхность 31 включает в себя резьбовой участок 32, то есть, внутреннюю резьбу, и не резьбовой металлический контактный участок 33. Не резьбовой металлический контактный участок 33 расположен дальше сбоку на нижнем участке (базовом) муфты 3 вглубь от резьбового участка 32. Контактная поверхность 31 дополнительно включает в себя упорную часть 34 на своем нижнем участке (базовом).
[0036] При скреплении резьбового соединения 1 замковый ниппель 2 вставляют в замковую муфту 3 и закрепляют в ней. В это время, контактная поверхность 21 замкового ниппеля 2 и контактная поверхность 31 замковой муфты 3 входят в контакт друг с другом. Более конкретно, резьбовые участки 22 и 32 входят в контакт друг с другом, и не имеющие резьбы металлические контактные участки 23 и 33 входят в контакт друг с другом. Скрепление завершается, когда упорная часть 24 ниппеля 2 входит в контакт с упорной частью 34 замковой муфты 3, и таким образом поддерживается газонепроницаемость резьбового соединения 1.
[0037] Резьбовое соединение 1 является, например, резьбовым соединением типа T&C (threaded and coupled - с резьбой и соединительной муфтой), которое включает в себя соединительную муфту. В данном случае, резьбовое соединение 1 включает в себя замковый ниппель, который выполнен на концевой части трубного изделия нефтепромыслового сортамента, и замковую муфту, которая выполнена в соединительной муфте. Резьбовое соединение 1 может также являться резьбовым соединением интегрального типа. В таком случае замковый ниппель выполнен на одном конце трубного изделия нефтепромыслового сортамента, и замковая муфта выполнена на другом конце трубного изделия нефтепромыслового сортамента.
[0038] Как описано выше, контактные поверхности 21 и 31 входят в контакт друг с другом в результате скрепления. Поэтому контактные поверхности 21 и 31 должны иметь исключительную стойкость резьбы к поверхностному повреждению и смазочные свойства. Дополнительно, газонепроницаемость должна уменьшаться, если возникает коррозия на контактной поверхности 21. Соответственно, замковый ниппель 2 в нормальных условиях до применения закрыт колпачком, который называют "протектором". Вместе с тем, в некоторых случаях коррозия может появляться на контактной поверхности 21 замкового ниппеля 2, даже если замковый ниппель 2 закрыт протектором. Поэтому, контактная поверхность 21 также должна иметь исключительные свойства по предотвращению коррозии.
[0039] На фиг.2 показан объединенный чертеж, включающий в себя увеличенный вид окрестности контактной поверхности 21 замкового ниппеля 2 и увеличенный вид окрестности контактной поверхности 31 замковой муфты 3 фиг.1. Как проиллюстрировано на фиг.2, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 выполнено в самом верхнем слое на контактной поверхности 21. С другой стороны, твердое смазывающее покрытие 35 образовано в самом верхнем слое на контактной поверхности 31.
[0040] При скреплении резьбового соединения 1 фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 на контактной поверхности 21 и твердое смазывающее покрытие 35 на контактной поверхности 31 входят в контакт друг с другом. Поскольку фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 имеет исключительные смазочные свойства, увеличение в крутящем моменте закрепления сдерживается даже в окружающей среде с экстремально низкой температурой. Соответственно, стойкость резьбы к поверхностному повреждению резьбового соединения 1 улучшается. Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 также имеет исключительные антикоррозийные свойства. Соответственно, возникновение коррозии на контактной поверхности до скрепления сдерживается.
[0041] Как показано на фиг.2, грунтовка 26 или 36 может также быть выполнена на контактной поверхности 21 и 31, соответственно. Грунтовки 26 и 36 выполняются после предварительной обработки поверхности. Грунтовки 26 и 36 улучшают адгезионную способность фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 и твердого смазывающего покрытия 35. Либо одну из грунтовок 26 и 36, или обе из грунтовок 26 и 36 можно не выполнять. То есть, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 может быть выполнено непосредственно на контактной поверхности 21, и твердое смазывающее покрытие 35 может быть выполнено непосредственно на контактной поверхности 31.
[0042] [Фотоотверждаемое (отверждаемое ультрафиолетовым излучением) покрытие]
Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 ниже описано подробно. Фотоотверждаемое (отверждаемое ультрафиолетовым излучением) покрытие 25 содержит фотоотверждаемую (отверждаемую ультрафиолетовым излучением) смолу и перфторполиэфир.
[0043] [Фотоотверждаемая (отверждаемая ультрафиолетовым излучением) смола]
Фотоотвержденная (отвержденная ультрафиолетовым излучением) смола образуется отверждением фотоотверждаемого (отверждаемого ультрафиолетовым излучением) состава смолы. Фотоотверждаемый (отверждаемый ультрафиолетовым излучением) состав смолы конкретно не ограничен, если только реакция фотополимеризации обусловлена световым облучением для образования отвержденного покрытия. Реакция фотополимеризации может быть реакцией радикальной полимеризации или может быть реакцией катионной полимеризация. Световые лучи являются, например, ультрафиолетовыми лучами. Фотоотверждаемый (отверждаемый ультрафиолетовым излучением) состав смолы содержит мономер и/или олигомер, а также инициатор фотополимеризации.
[0044] Примеры мономера включают в себя поливалентные (с валентностью два, три или больше) сложные эфиры многоатомных спиртов с (мет)акриловой кислотой, различные (мет)акрилатные составы, N-винилпирролидон, N-винилкапролактам и стиролы.
[0045] Примеры олигомера включают в себя эпокси(мет)акрилаты, уретан(мет)акрилаты, полиэстер(мет)акрилаты, полиэфир(мет)акрилаты и силикон(мет)акрилаты.
[0046] Фотополимеризационный инициатор не является особенным образом ограниченным. Предпочтительные фотополимеризационные инициаторы являются химическим соединениями, имеющими поглощающую способность в зоне длин волны 260-450 нм, такими, например, как бензоин и его производные, бензофенон и его производные, ацетофенон и его производные, Кетон Михлера, бензил и его производные, тетраалкилтиурам моносульфиды и тиоксаны. Тиоксаны являются более предпочтительными, в качестве фотополимеризационного инициатора.
[0047] [Перфторполиэфир]
Перфторполиэфир (далее PFPE) является фторированным синтетическим маслом, которое представляет собой полимерный материал, содержащий углерод (C), кислород (O) и фтор (F). Более конкретно, PFPE содержит одну или множество групп CF2 и O. PFPE является термически и химически устойчивым и инертным, и имеет высокий индекс вязкости и низкую температуру затвердевания. Даже когда PFPE применяется в течение продолжительного времени при 150°C, исключаются предпосылки возникновения химических изменений, таких как окисление, полимеризация или молекулярный разрыв. В дополнение, давление паров PFPE является низким.
[0048] Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 согласно предложенному варианту осуществления содержит PFPE. Соответственно, смазочные свойства фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 поддерживаются даже в окружающей среде с чрезвычайно низкой температурой. Соответственно, крутящий момент закрепления может быть уменьшен в варианте скрепления резьбового соединения 1, на котором выполнено фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25. В частности, крутящий момент при упоре в заплечик, то есть крутящий момент в то время, когда упорная часть 24 на переднем конце замкового ниппеля 2 и упорная часть 34 замковой муфты 3 входят в контакт и начинают создавать препятствия друг другу, может быть уменьшен. Соответственно, стойкость к поверхностному повреждению резьбового соединения 1 улучшается. Антикоррозийные свойства вышеуказанного фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 также улучшаются, благодаря содержанию PFPE.
[0049] Предпочтительно, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 содержит 0,2-20% по массе PFPE. Если содержание PFPE в фотоотвержденном (отвержденном ультрафиолетовым излучением) покрытии 25 составляет 0,2% или больше, смазочные свойства дополнительно улучшаются. Если содержание PFPE составляет 20% или меньше, прочность фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 и его адгезионная способность по отношению к контактной поверхности 21 может поддерживаться на высоком уровне. Дополнительно, предпочтительный нижний предел содержания PFPE составляет 0,5%.
[0050] Предпочтительная средневесовая молекулярная масса PFPE составляет 3000 или больше. Если средневесовая молекулярная масса составляет 3000 или больше, дисперсия PFPE в фотоотверждаемой (отверждаемой ультрафиолетовым излучением) смоле облегчается. Соответственно, смазочные свойства фотоотверждаемой (отверждаемой ультрафиолетовым излучением) смолы дополнительно улучшаются, и крутящий момент во время скрепления уменьшается. Дополнительно предпочтительная средневесовая молекулярная масса PFPE составляет 5000 или больше, и более предпочтительно составляет 7000 или больше. Хотя верхний предел средневесовой молекулярной массы PFPE не является особенным образом ограниченным, для примера, верхний предел составляет 12000.
[0051] PFPE, например, содержит повторяющиеся блоки одного или более типов, выбранные из (CF2O), (CF2CF2O), (CF2CF(CF3)O) и (CF2CF2CF2O). Имеющийся в производстве и продаже продукт можно применять, как PFPE. Например, PFPE является продукт, производимый компанией E.I. du Pont de Nemours and Company, Inc. под названием "KRYTOX", который раскрыт в публикации японской заявки Publication No. 2011-256397, или продукты, производимые компанией Ausimont/Montedison GROUP под названиями FOMBLIN и GALDEN, или продукт, производимый компанией Daikin Industries, Ltd. под названием "DEMNUM".
[0052] Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 может дополнительно содержать антикоррозийное средство одного или более типов и краситель в качестве добавок.
[0053] Антикоррозийным средством является, например, триполифосфат алюминия или фосфит алюминия или т.п. Верхний предел содержания антикоррозийного средства составляет 0,10 частей по массе относительно одной части по массе фотоотверждаемого (отверждаемого ультрафиолетовым излучением) состава смолы.
[0054] Красителем является, например, пигмент, красящее вещество или флюоресцентный материал. Фотоотверждаемая (отверждаемая ультрафиолетовым излучением) смола является прозрачной. Поэтому, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 может содержать краситель для облегчения технического контроля качества (например контроля для обнаружения присутствия или отсутствия фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 или проверки одинаковости толщины фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25) посредством визуального обследования или обработки изображения выполненного фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25.
[0055] Предпочтительным пигментом является пигмент, имеющий высокий уровень яркости, например, желтый или белый пигмент. С позиции антикоррозионных свойств, пигмент, имеющий частицы малого диаметра, является предпочтительным. Средний диаметр частиц предпочтительного пигмента составляет не больше 5 мкм. Поскольку легко поддерживать прозрачность фотоотверждаемой (отверждаемой ультрафиолетовым излучением) смолы, красящее вещество, имеющее прочный цвет, такой как красный или голубой, можно применять как красящее вещество.
[0056] Предпочтительное максимальное значение общего содержания пигмента и красящего вещества составляет 0,05 части по массе к одной части по массе фотоотверждаемого (отверждаемого ультрафиолетовым излучением) состава смолы. Если общее содержание пигмента и красящего вещества составляет больше 0,05, в некоторых случаях антикоррозийные свойства фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 могут снижаться. Предпочтительный верхний предел общего содержания пигмента и красящего вещества составляет 0,02.
[0057] Флюоресцентный материал может являться любым из следующего: люминофора, применяемого во флюоресцентном пигменте, флюоресцентного красящего вещества и флюоресцентной краски. Флюоресцентные пигменты приблизительно разделяют на неорганические флюоресцентные пигменты и пигменты, флуоресцирующие при свете.
[0058] Примеры неорганических флюоресцентных пигментов включают в себя пигменты на основе сульфида цинка или сульфида цинка и кадмия (содержащие металлический активатор), галогенизированных фосфатов кальция, активированный редкоземельным элементом стронций хлорапатит и т.п. и два или больше данных неорганических флюоресцентных пигментов могут смешиваться. Неорганические флюоресцентные пигменты имеют исключительные свойства теплового сопротивления и устойчивость к атмосферным воздействиям.
[0059] Флюоресцирующим при дневном свете пигментом является, например, флюоресцентный пигмент типа твердого раствора синтетической смолы, где флюоресцентное красящее вещество включено в бесцветную синтетическую смолу для образования пигмента. Само флюоресцентное красящее вещество может также применятьcя. Различные виды неорганических или органических флюоресцентных пигментов и, в особенности, флюоресцентных пигментов типа твердого раствора синтетической смолы также применяются в флюоресцентных красках и флюоресцентных чернилах для печати, и такие люминофоры можно применять, как флюоресцентные пигменты или флюоресцентные красители.
[0060] Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25, содержащее флюоресцентный материал, является бесцветным или имеет прозрачный цвет в видимом свете. Вместе с тем, когда фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 облучается невидимым излучением или ультрафиолетовыми лучами, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 флюоресцирует или окрашивается. Соответственно, можно определить, имеется или нет фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 и проверить неодинаковость или т.п. толщины фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия. В дополнение, флюоресцентный материал является прозрачным в видимом свете. Соответственно, контактную поверхность 21 можно наблюдать и можно обследовать для обнаружения повреждений контактной поверхности 21 (резьбового участка 22 и лишенного резьбы металлического контактного участка 23) резьбового соединения.
[0061] Максимальная величина содержания данных флюоресцентных материалов составляет 0,05 части по массе относительно одной части по массе фотоотверждаемого (отверждаемого ультрафиолетовым излучением) состава смолы. Если максимальная величина составляет больше 0,05, в некоторых случаях антикоррозийные свойства фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 могут снижаться. Более предпочтительный верхний предел содержания флюоресцентного материала составляет 0,02.
[0062] [Способ получения фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25]
Способ получения фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 заключается в следующем.
[0063] Готовят состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия в жидкой форме, то есть исходный материал для вышеописанного фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25. Состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия содержит вышеописанный фотоотверждаемый (отверждаемый ультрафиолетовым излучением) состав смолы, PFPE и фотополимеризационный инициатор, и может также содержать вышеописанные добавки.
[0064] Жидкий состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия наносят на контактную поверхность 21 замкового ниппеля 2 резьбового соединения 1. Способ нанесения не является особенным образом ограниченным. Жидкий состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия может наносить рабочий, или его можно наносить другим способом. После нанесения состава для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия, лучами видимой области спектра (например, ультрафиолетовыми лучами) облучают нанесенный состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия. Облучение лучами видимой области спектра отверждает состав для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия для создания при этом фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия.
[0065] Вышеописанное нанесение и облучение светом состава для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия можно повторять для выполнения двух или больше слоев фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия. Прочность фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 улучшается при выполнении многочисленных слоев фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25. В данном случае, поскольку фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 не подлежит разрушению крутящим моментом при скреплении резьбового соединения 1, поддерживаются смазочные свойства, стойкость резьбы к поверхностному повреждению и антикоррозийные свойства контактной поверхности 21.
[0066] В варианте выполнения многослойного покрытия на контактной поверхности 21, достаточно, если самый верхний слой является вышеописанным фотоотвержденным (отвержденным ультрафиолетовым излучением) покрытием 25, и слои, иные чем самый верхний слой, могут быть другими покрытиями, отличающимися от вышеуказанного фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25.
[0067] В варианте использования состава смолы, который относится к фотоотверждаемому (отверждаемому ультрафиолетовым излучением типу), облучение светом можно выполнят, применяя устройство облучения ультрафиолетовыми лучами, имеюе на выходе длину волны в зоне 200-450 нм. Примеры источника облучения ультрафиолетовыми лучами включают в себя лампу с ртутными парами высокого давления, лампу с ртутными парами сверхвысокого давления, ксеноновую лампу, дуговую лампу с угольным электродом, металлогалоидные лампы и солнечный свет. Продолжительность времени облучения и интенсивность облучения ультрафиолетовыми лучами может надлежащим образом установить специалист в данной области техники.
[0068] Если толщина фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 (общая толщина множества фотоотвержденных (отвержденных ультрафиолетовым излучением) покрытий в варианте, где выполнены два или больше слоев фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия, 25 слишком мала, антикоррозийные свойства, смазочные свойства и стойкость резьбы к поверхностному повреждению резьбового соединения 1 должна снижаться. С другой стороны, если толщина слишком большая, в варианте, где вышеуказанный протектор установлен на ниппеле, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 может повреждаться наружной силой при установке протектора. В таком случае антикоррозийные свойства, смазочные свойства и стойкость резьбы к поверхностному повреждению резьбового соединения 1 уменьшается. Соответственно, предпочтительная толщина фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 составляет 5-50 мкм. Дополнительно, предпочтительный нижний предел толщины фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 составляет 10 мкм. Дополнительно предпочтительный верхний предел толщины фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 составляет 40 мкм.
[0069] Как описано выше, фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 настоящего варианта осуществления является прозрачным. Соответственно, базовый металл (контактную поверхность) можно осматривать без удаления фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25. Более конкретно, наличие или отсутствие повреждения резьбового участка 22 или т.п. можно визуально проверить через фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 до скрепления. Согласно предложенному варианту осуществления, выполнено фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 на контактной поверхности 21 замкового ниппеля 2 которая подвержена повреждениям. Поэтому, не снимая фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25, можно без затруднений провести осмотр и проверку на предмет наличия или отсутствия повреждений замкового ниппеля 2.
[0070] [Твердое смазывающее покрытие 35]
В настоящем варианте осуществления твердое смазывающее покрытие 35 выполнено на контактной поверхности 31 замковой муфты 3. Предпочтительным твердым смазывающим покрытием 35 является твердое смазывающее покрытие 35, раскрытое в заявке международной публикации No. WO2007/42231 или No. WO2009/72486.
[0071] Конкретно, твердое смазывающее покрытие 35 настоящего варианта осуществления является покрытием, в котором твердая смазка диспергирована в матрице термореактивной смолы, и в отличие от более обычного твердого покрытия является покрытием, которое имеет пластические или вязкопластические свойства в реологическом поведении при комнатной температуре, то есть служит примером покрытия в виде расплава. Более конкретно, хотя твердое смазывающее покрытие 35 является твердым и не течет при нормальном давлении, твердое смазывающее покрытие 35 течет при высоком давлении.
[0072] Твердое смазывающее покрытие 35 содержит матрицу, которая демонстрирует пластические или вязкопластические свойства в реологическом поведении, и твердую смазку, диспергированную в матрице.
[0073] Как раскрыто, например, в международной публикации No. WO2007/42231, твердое смазывающее покрытие 35 может быть выполнено нанесением и сушкой водной эмульсии или может быть выполнено способом напыления. Предпочтительным способом выполнения твердого смазывающего покрытия 35 является способ напыления расплавленного состава покрытия.
[0074] Предпочтительное твердое смазывающее покрытие 35 содержит 70-95% по массе матрицы, и 5-30% по массе твердой смазки. В данном случае содержание твердой смазки ниже содержания матрицы. Соответственно, в целом твердое смазывающее покрытие 35 также демонстрирует пластические или вязкопластические свойства в реологическом поведении, то есть свойства матрицы.
[0075] [Матрица]
Предпочтительная температура плавления матрицы (имеющей пластические или вязкопластические свойства в реологическом поведении при комнатной температуре) твердого смазывающего покрытия 35 составляет 80°C - 320°C. В данном случае расплавленный состав при температуре равной или больше температуры плавления матрицы может напыляться, как покрытие с применением хорошо известного распылительного пистолета, и твердое смазывающее покрытие 35 может быть легко выполнено на контактной поверхности 31 замковой муфты 3.
[0076] Вышеуказанная матрица предпочтительно содержит термопластичный полимер, металлическое мыло и воск и дополнительно предпочтительно содержит ингибитор коррозии и нерастворимую в воде жидкую смолу.
[0077] Полиэтилен является предпочтительным термопластичным полимером. Температура плавления полиэтилена является низкой. Поэтому, нанесение покрытия из него напылением в состоянии расплава может быть выполнено даже при температуре 150°C или меньше, и смазочные свойства твердого смазывающего покрытия 35, которое образуется, также являются исключительно хорошими.
[0078] В настоящем описании термин "металлическое мыло" относится к соли металла, иного, чем щелочной металл, высшей жирной кислоты (жирной кислоты с 12 атомами углерода или больше). Металлическое мыло захватывает фрагменты, которые возникают при скреплении или раскреплении резьбового соединения 1, для пресечения выпуска фрагментов во внешнюю окружающую среду. Металлическое мыло также уменьшает коэффициент трения твердого смазывающего покрытия 35 и при этом улучшает смазочные свойства. Кроме того, металлическое мыло улучшает коррозионную стойкость и задерживает время возникновения коррозии при испытании в солевом тумане. Предпочтительными видами металлического мыла являются стеарат цинка и стеарат кальция.
[0079] Воск выполняет функцию аналогичную металлическому мылу. Соответственно, либо металлическое мыло или воск могут содержаться в твердом смазывающем покрытии 35. Вместе с тем, если твердое смазывающее покрытие 35 содержит оба вещества, металлическое мыло и воск, смазочные свойства твердого смазывающего покрытия 35 должны дополнительно улучшаться. В дополнение, поскольку воск имеет низкую температуру плавления, воск также имеет преимущество снижения температуры плавления состава, который служит в качестве исходного материала твердого смазывающего покрытия 35, другими словами, температуры нанесения покрытия напылением.
[0080] Воск является, например, воском одного или более типов из следующего: животный воск, растительный воск, минеральный воск и синтетический воск. Более конкретно, примеры воска включают в себя пчелиный воск и воск жировых тканей кита (вышеуказанные виды животного воска); японский воск, карнаубский воск, канделильский воск и рисовый воск (вышеуказанные виды растительного воска); парафиновый воск, микрокристаллический воск, пертолатум, горный воск, озокерит и церезин (вышеуказанные виды минерального воска); и оксидный воск, полиэтиленовый воск, воск Фишера-Тропша, амидный воск и отвержденное касторовое масло (гидрированное касторовое масло) (вышеуказанные виды синтетического воска). Карнаубский воск является более предпочтительным.
[0081] Массовая доля воска по отношению к металлическому мылу имеет предпочтительно величину в диапазоне 0,5-3 относительно одной части по массе металлического мыла. Более предпочтительно, верхний предел доли воска по массе составляет 2, и верхний предел, составляющий 1, является дополнительно предпочтительным.
[0082] Предпочтительными ингибиторами коррозии являются ингибиторы таких типов, которые обычно добавляют к смазочным маслам, как ингибиторы коррозии, поскольку такие ингибиторы коррозии имеют исключительные смазочные показатели. Представленные примеры ингибиторов коррозии таких типов включают в себя производную сульфоната кальция (например, продукт, производимый компанией Lubrizol Corporation под названием AloxTM 606), стронций цинк фосфоросиликат (например, продукт, производимый компанией Halox под названием HaloxTM SZP-391), и продукт, производимый компанией King Industries, Inc. под названием NA-SULTM Ca/W1935. Если твердое смазывающее покрытие 35 содержит ингибитор коррозии, антикоррозийные свойства контактной поверхности 31 могут улучшаться. Предпочтительный нижний предел содержания ингибитора коррозии в твердом смазывающем покрытии 35 составляет 5% по массе.
[0083] Нерастворимая в воде жидкая смола (смола, которая является жидкой при комнатной температуре) увеличивает способность к течению в расплавленном состоянии состава, то есть исходного материала твердого смазывающего покрытия 35 и, таким образом, уменьшает закупоривание во время нанесения покрытия напылением и т.п. Предпочтительная нерастворимый в воде жидкая смола является смолой одного или более типов, выбранных из следующего поли(алкилметакрилат), полибутен, полиизобутен и полидиалкилсилоксан (жидкая силиконовая смола, такая как диметилполисилоксан). Жидкий полидиалкилсилоксан также функционирует, как поверхностно-активное вещество.
[0084] В дополнение к описанному выше, матрица может содержать выбранные из одного или более типов поверхностно-активное вещество, краситель, антиоксидант и т.п. В дополнение, матрица может содержать общее количество не больше 2% по массе противозадирного вещества и жидкой смазки и т.п.
[0085] Ниже приведен пример предпочтительного состава (в процентах по массе) матрицы:
Термопластичный полимер: 5-40%,
Воск: 5-30%,
Металлическое мыло: 5-30%,
Ингибитор коррозии: 0-50%,
Нерастворимая в воде жидкая смола: 0-17%,
Поверхностно-активное вещество, краситель, антиоксидант: 0-2% каждого,
Противозадирное вещество, жидкая смазка: 0-2% каждого.
[0086] Ниже приведен более конкретный пример предпочтительного состава (в процентах по массе) матрицы твердого смазывающего покрытия 35:
Полиэтилен гомополимер: 5-40%,
Карнаубский воск: 5-30%,
Стеарат цинка: 5-30%,
Ингибитор коррозии: 5-50%,
Поли(алкилметакрилат): 0-15%,
Диметилполисилоксан: 0-2%
Краситель: 0-1%,
Антиоксидант: 0-1%.
[0087][Твердая смазка]
В настоящем описании, термин "Твердая смазка" означает порошок, который имеет смазочные свойства. Твердые смазки приблизительно классифицируют на порошки твердой смазки следующих четырех типов:
(1) порошки твердой смазки, которые имеют смазочные свойства вследствие наличия специфической кристаллической структуры, которая легко скользит, например, гексагональной ламинарной кристаллической структуры (например, графит, оксид цинка и нитрид бора),
(2) порошки твердой смазки, которые имеют смазочные свойства вследствие наличия реакционноспособного элемента в дополнение к кристаллической структуре (например, дисульфид молибдена, дисульфид вольфрама, фторированный графит, сульфид олова и сульфид висмута),
(3) порошки твердой смазки, которые имеют смазочные свойства вследствие химической реакционноспособности (например, некоторые виды тиосульфатных химических соединений), и
(4) порошки твердой смазки которые имеют смазочные свойства вследствие пластического или вязкопластического поведения под напряжением от трения (например, политетрафторэтилен и полиимиды).
[0088] Твердая смазка может содержать вещество одного или более типов из описанных выше в пунктах (1) - (4). Предпочтительные твердые смазки являются порошками твердой смазки, описанными в пункте (2). Более предпочтительно, твердая смазка содержит порошок твердой смазки, описанный в пункте (2) и порошок твердой смазки, описанный в пункте (1) и/или пункте (4).
[0089] Твердая смазка может дополнительно содержать вышеописанные порошки твердой смазки и неорганический порошок для улучшения скользящих свойств (именуемый "скользящим неорганическим порошком"). Примерами скользящих неорганических порошков являются диоксид титана и оксид висмута. Данные неорганические порошки могут содержаться в твердом смазывающем покрытии в количестве не больше 20% по массе.
[0090] [Способ получения твердого смазывающего покрытия 35]
Как описано выше, согласно предложенному варианту осуществления, выполняют твердое смазывающее покрытие 35, например, посредством напыления расплава. Более конкретно, состав (состав, содержащий выше описанную матрицу и твердую смазку), то есть, исходный материал для твердого смазывающего покрытия 35 нагревается и расплавляется. Расплавленный состав (где матрица расплавлена, и твердая смазка осталась в твердом состоянии) напыляется с применением распылительного пистолета с поддержанием температуры. Температуру нагрева состава предпочтительно устанавливают на 10°C - 50°C выше, чем температуры плавления матрицы. Посредством выполнения вышеописанных этапов, нанесенный состав твердеет и образуется твердое смазывающее покрытие 35.
[0091] Контактная поверхность 31, на которую расплавленный состав твердого смазывающего покрытия 35 подлежит нанесению, также предпочтительно предварительно нагревается до температуры выше температуры плавления матрицы. В таком случае улучшается способность принятия покровного слоя. В варианте, где состав твердого смазывающего покрытия 35 содержит небольшое количество (например, не больше 2% по массе) поверхностно-активного вещества, принятого по типу, как диметилполисилоксан, получается предпочтительное твердое смазывающее покрытие 35, даже если температура контактной поверхности 31 ниже температуры плавления матрицы.
[0092] Если толщина твердого смазывающего покрытия 35 слишком мала, смазочные свойства резьбового соединения 1 должны снижаться и стойкость резьбы к поверхностному повреждению должна также уменьшаться. В дополнение, должны снижаться антикоррозийные свойства резьбового соединения 1. С другой стороны, если толщина твердого смазывающего покрытия 35 слишком велика, твердое смазывающее покрытие 35 должно легко соскребаться. Соответственно, предпочтительная толщина твердого смазывающего покрытия 35 составляет 10-150 мкм. Предпочтительный нижний предел толщины твердого смазывающего покрытия 35 составляет 25 мкм. Предпочтительный верхний предел толщины твердого смазывающего покрытия 35 составляет 80 мкм.
[0093] [Предварительная обработка поверхности]
Предпочтительным является выполнение предварительной обработки поверхности по отношению к контактным поверхностям 21 и 31 замкового ниппеля 2 и замковой муфты 3 до выполнения вышеописанного фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 и твердого смазывающего покрытия 35.
[0094] Резьбовые участки 22 и 32 и лишенные резьбы металлические контактные участки 23 и 33 контактных поверхностей 21 и 31 выполняют операциями резки, в том числе нарезки резьбы. Шероховатость контактных поверхностей 21 и 31 составляет около 3-5 мкм. Если шероховатость контактных поверхностей 21 и 31 больше данной величины, адгезионная способность покрытия (фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 или твердого смазывающего покрытия 35), которое выполнено на контактных поверхностях 21 и 31 может дополнительно увеличиваться. В таком случае смазочные свойства, стойкость резьбы к поверхностному повреждению и антикоррозийные свойства также улучшаются. Соответственно, предварительную обработку поверхности предпочтительно выполняют на одной или обеих контактных поверхностях 21 и 31 замкового ниппеля 2 и замковой муфты 3.
[0095] Примерами предварительной обработки поверхности являются струйная обработка, обработка травлением, химическая обработка и металлизация.
[0096] В струйной обработке выбрасываемый материал, который делится по типам на сферическую дробь или угловатый абразивный материал выбрасывается на контактные поверхности 21 и 31 для увеличения шероховатости контактных поверхностей 21 и 31. В травлении контактные поверхности 21 и 31 погружают в сильнокислый раствор кислоты, такой как, серная кислота, соляная кислота, азотная кислота, или фтористоводородная кислота для увеличения шероховатости контактных поверхностей 21 и 31.
[0097] Примерами химической обработки являются химическая конверсия в виде фосфатирования, химическая обработка в виде оксалатирования и химическая обработка боратами. Химическое покрытие (грунтовку 26 и грунтовку 36) выполняют из игловидных кристаллов, которые дают большую шероховатость поверхности, выполненной данными видами химической обработки.
[0098] Примеры обработки металлизацией включают в себя способ электролитической металлизации, способ ударной металлизации и способ композитной металлизации. В способе электролитической металлизации наносимое покрытие, такое как покрытие из меди, железа или их сплавов получают, как грунтовки 26 и 36. В способе ударной металлизации, частицы, имеющие железный сердечник, покрытый цинком или сплавом цинка с железом или т.п. выбрасываются с применением центробежной силы или давления воздуха. Посредством указанного получают пористое металлическое покрытие (грунтовки 26 и 36), образованное осаждением частиц цинка или сплава цинка с железом на контактные поверхности. В способе композитной металлизации покрытия получают металлическое покрытие (грунтовки 26 и 36), в котором твердые частицы диспергированы в металле.
[0099] С применением любого из вышеописанных вариантов предварительной обработки поверхности шероховатость Rmax контактных поверхностей 21 и 31 после предварительной обработки поверхности составляет предпочтительно 5-40 мкм. Если шероховатость Rmax поверхности составляет 5 мкм или больше, адгезионная способность фотоотвержденного покрытия 25 и твердого смазывающего покрытия 35 увеличивается. Дополнительно, если шероховатость Rmax поверхности составляет 40 мкм или меньше, увеличение трения при скреплении резьбового соединения 1 может сдерживаться, и фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 и твердое смазывающее покрытие 35 должны становиться трудноповреждаемыми. Могут выполняться два или больше видов выше описанных вариантов предварительной обработки поверхности. Может выполняться предварительная обработка поверхности отличающихся типов для замкового ниппеля 2 и замковой муфты 3, соответственно, или предварительная обработка поверхности может выполняться на любом одном из замкового ниппеля 2 и замковой муфты 3.
[0100] Среди вышеописанных вариантов предварительной обработки поверхности, предпочтительным является фосфатирование с применением фосфата марганца, фосфата цинка, фосфата железа и марганца или фосфата цинка и кальция, или ударная металлизация для выполнения грунтовки из цинка или сплава цинка с железом, как предварительной обработки поверхности. Более конкретно, с позиции адгезионной способности фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия 25 и твердого смазывающего покрытия 35, покрытие из фосфата марганца является предпочтительным, и с позиции коррозионной стойкости, покрытие из цинка или сплава цинка с железом в котором действие защитной коррозии, производимой цинком, может быть прогнозируемым, является предпочтительным.
[0101] Каждая из грунтовок 26 и 36, которые выполнены фосфатированием и грунтовок 26 и 36 из цинка или сплава цинка с железом, которые выполнены ударной металлизацией, являются пористыми покрытиями. Когда фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 и твердое смазывающее покрытие 35 выполняют на грунтовках 26 и 36, адгезионная способность верхних покрытий увеличивается так называемым "анкерным действием" пористых покрытий. В результате, становится сложнее ободрать фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие 25 и твердое смазывающее покрытие 35 даже при повторном скреплении и раскреплении. Соответственно, прямой контакт металла к металлу эффективно предотвращается, и смазочные свойства, стойкость резьбы к поверхностному повреждению, антикоррозийные свойства и коррозионная стойкость улучшаются.
[0102] Фосфатирование можно проводить посредством погружения или напыления. Кислотообразующий фосфатирующий раствор, который обычно применяется для оцинкованной стали может применятьcя, как раствор для обработки с химической конверсией. Например, обработка с химической конверсией фосфата цинка может проводиться с применением раствора обработки, содержащего 1-150 г/л фосфат-ионов, 3-70 г/л ионов цинка, 1-100 г/л нитрат-ионов и 0-30 г/л ионов никеля. Фосфатирующий раствор марганца, который в нормальных условиях применяют для резьбовых соединений можно также применять. Температура раствора может быть от нормальной температуры до 100°C, и продолжительность обработки может составлять до 15 минут согласно требуемой толщине покрытия. Для ускорeния образования покрытия водный раствор модификатора поверхности, содержащий коллоидный титан, может также подаваться на поверхность, подлежащую обработке до фосфатирования. После фосфатирования, предпочтительной является промывка контактных поверхностей 21 и 31 холодной или горячей водой с последующей сушкой.
[0103] Механическое нанесение покрытия, в котором частицы ударяются в материал, на который наносится покрытие, находящийся внутри вращающегося барабана, или струйного нанесения покрытия, в котором частицы ударяются в материал, на который наносится покрытие с применением струйного устройства, могут быть задействованы для обработки ударной металлизацией. В настоящем варианте осуществления, поскольку достаточным является металлизация только контактных поверхностей 21 и 31, предпочтительным является применение струйной металлизации, которой может выполняться локализованная металлизация.
[0104] Например, материал для струйной обработки в виде частиц, имеющих железный сердечник, поверхность которого покрыта цинком или цинковым сплавом (например, сплав цинка и железа) подается струей на контактные поверхности 21 и 31. Содержание цинка или сплава цинка в частицах предпочтительно находится в диапазоне 20-60% по массе, и диаметр частиц предпочтительно находится в диапазоне 0,2-1,5 мм. Струйная подача частиц обеспечивает прилипание только цинка или сплава цинка, которые являются слоем покрытия частиц, к контактным поверхностям 21 и 31, и пористое покрытие (грунтовки 26 и 36), из цинка или сплава цинка при этом выполняется на соответствующих контактных поверхностях 21 и 31. Данная струйная металлизация может создавать покрытие, имеющее хорошую адгезионную способность по отношению к стальной поверхности вне зависимости от качества стали.
[0105] С позиции коррозионной стойкости и адгезионной способности, толщина слоя цинка или сплава цинка, созданного вышеописанной обработкой ударной металлизации предпочтительно составляет 5-40 мкм. Если толщина составляет 5 мкм или больше, достаточная коррозионную стойкость может быть гарантрована. Если толщина составляет 40 мкм или меньше, может поддерживаться адгезионная способность по отношению к фотоотвержденному (отвержденному ультрафиолетовым излучением) покрытию 25 или твердому смазывающему покрытию 35. Аналогично, толщина фосфатного покрытия (грунтовки 26 и 36) также предпочтительно находится в диапазоне 5-40 мкм.
[0106] Конкретный вид однослойной или электролитической металлизации является эффективным для увеличения стойкости резьбы к поверхностному повреждению, когда применяется для образования подложки для твердого смазывающего покрытия 35, в частности, хотя данный вид предварительной обработки поверхности не обеспечивает создания шероховатой поверхности. Примеры электролитической металлизации такого типа включают в себя однослойную металлизацию Cu, Sn или Ni, однослойную металлизацию сплавом Cu-Sn, как раскрыто в публикации японской заявки No. 2003-74763, двухслойную металлизацию слоем Cu и слоем Sn слой, а также трехслойную металлизацию слоем Ni, слоем Cu и слоем Sn.
[0107] Металлизация сплавом Cu-Sn, двухслойная металлизация со слоем Cu и слоем Sn и трехслойная металлизация со слоем Ni, слоем Cu и слоем Sn являются предпочтительными для трубы из стали с содержанием Cr 5% или больше. Более предпочтительной являются двухслойная металлизация со слоем Cu и слоем Sn, ударная трехслойная металлизация со слоем Ni, слоем Cu и слоем Sn, а также металлизация из сплава Cu-Sn-Zn. Такая металлизация (в том числе металлизация из сплава металлов) может проводиться, например, согласно способу, описанному в публикации японской заявки No. 2003-74763. В варианте многослойной металлизации самое нижнее покрытие металлизации (обычно металлизация из Ni) именуется "ударной металлизацией". Предпочтительная толщина ударной металлизации составляет меньше 1 мкм. Предпочтительная толщина покрытия металлизации (общая толщина покрытия в варианте многослойной металлизации) находится в диапазоне 5-15 мкм.
ПРИМЕРЫ
[0108] Настоящее изобретение представлено здесь в виде примеров. Вместе с тем, настоящее изобретение не ограничено следующими примерами. В примерах, контактная поверхность замкового ниппеля называется "поверхностью замкового ниппеля" и контактная поверхность замковой муфты называется "поверхностью замковой муфты". Если не указано иное, "процент" при использовании в примерах означает "процент по массе".
[0109] Было подготовлено множество резьбовых соединений для труб нефтепромыслового сортамента (название изделия "VAM 21"), изготовленных компанией Nippon Steel & Sumitomo Metal Corporation. Наружный диаметр каждого из трубных изделий нефтепромыслового сортамента составлял 244,48 мм (9-5/8 дюймов) и толщина стенки составляла 1,199 см (0,472 дюйма). Трубы нефтепромыслового сортамента были выполнены из углеродистой стали и ее химический состав включал C: 0,21%, Si: 0,25%, Mn: 1,1%, P: 0,02%, S: 0,01%, Cu: 0,04%, Ni: 0,06%, Cr: 0,17%, и Mo: 0,04%, остальное составляли железо и примеси.
[0110] [Способ выполнения покрытия на поверхности замкового ниппеля]
Следующая предварительная обработка поверхности была выполнена по отношению к поверхности замкового ниппеля. Поверхность замкового ниппеля прошла финишную обработку на шлифовальном станке для обеспечения поверхности замкового ниппеля шероховатости 3 мкм. Затем замковый ниппель погрузили на 10 минут в раствор цинкового фосфатирования при 75°C - 85°C для выполнения покрытия из фосфата цинка с толщиной 10 мкм (шероховатость поверхности 8 мкм).
[0111] После завершения предварительной обработки поверхности замкового ниппеля было выполнено фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие. Был приготовлен состав покрытия из обычной акриловой смолы, как фотоотверждаемый (отверждаемый ультрафиолетовым излучением) состав смолы. Были приготовлены составы для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия, которые содержали PFPE, имеющие средневесовую молекулярную массу, показанную в таблице 1 в процентах по массе, показанных в таблица 1 по отношению к 100 частям по массе фотоотверждаемого (отверждаемого ультрафиолетовым излучением) состава смолы, и дополнительно содержащие фотополимеризационный инициатор. Для сравнительного Примера 1 вышеописанный состав покрытия из акриловой смолы, который не содержал PFPE, был нанесен на поверхность замкового ниппеля.
[0112] [Таблица 1]
ТАБЛИЦА 1
[0113] Продукт, производимый компанией Daikin Industries, Ltd. под названием "DEMNUM S-200", использовали как PFPE для испытаний под номерами 1-3 и 6-8. Продукт, производимый компанией Daikin Industries, Ltd. под названием "DEMNUM S-20", использовали как PFPE для испытания под номером 4. Продукт, производимый компанией Daikin Industries, Ltd. под названием "DEMNUM S-65", использовали как PFPE для испытания под номером 5.
[0114] Вышеуказанные составы для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия в жидкой форме были соответственно нанесены на поверхность замкового ниппеля. Затем было выполнено облучение ультрафиолетовыми лучами в следующих условиях для отверждения состава для фотоотверждаемого (отверждаемого ультрафиолетовым излучением) покрытия и выполнения фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия.
Лампа ультрафиолетового излучения: ртутная лампа с воздушным охлаждением, выходная мощность лампы ультрафиолетового излучения: 4 КВт, длина волны ультрафиолетового излучения: 260 нм.
[0115] Толщина фотоотвержденного (отвержденного ультрафиолетовым излучением) покрытия для каждого из испытаний составляла 20 мкм.
[0116] [Способ выполнения покрытия на поверхности замковой муфты]
Следующая предварительная обработка поверхности была выполнена на поверхности замковой муфты. Поверхность замковой муфты прошла финишную обработку на шлифовальном станке для обеспечения поверхности замкового ниппеля шероховатости 3 мкм. Затем, на ней была выполнена ударная металлизация из Ni посредством электролитической металлизации. Была выполнена металлизация из сплава Cu-Sn-Zn, с общей толщиной 8 мкм, включающая ударную металлизацию.
[0117] Твердое смазывающее покрытие, имеющее пластические или вязкопластические свойства в реологическом поведении, состоящее из состава, содержащего термопластичный полимер, воск, металлическое мыло, ингибитор коррозии, нерастворимую в воде жидкую смолу и твердую смазку, описанную в международной публикации No. WO2009/72486, было выполнено на покрытии, выполненном металлизацией. Более конкретно, был приготовлен состав для твердого смазывающего покрытия, содержащий следующие ингредиенты.
Полиэтилен гомополимер (название продукта Licowax PE 520, производимый компанией Clariant): 9%,
Карнаубский воск: 15%,
Стеарат цинка: 15%,
Жидкий поли(алкилметакрилат) (название продукта VISCOPLEX 6-950, производимый компанией RohMax): 5%
Ингибитор коррозии (название продукта Alox 606, производимый компанией Lubrizol Corporation): 40%,
Фторированный графит: 35%,
Оксид цинка: 1%,
Диоксид титана: 5%,
Триоксид висмута: 5%,
Силоксан (диметилполисилоксан): 1%,
Антиоксидант (название продукта Irganox L150, производимый компанией Ciba-Geigy): 0.3%, и
Антиоксидант (название продукта Irgafos 168, производимый компанией Ciba-Geigy): 0,2%.
[0118] Вышеописанный состав был нагрет до 120°C в баке, оборудованном мешалкой, для получения состава в расплавленном состоянии с вязкостью, подходящей для покрытия. Дополнительно, поверхность замковой муфты предварительно нагрели до 130°C посредством индукционного нагрева. Состав в расплавленном состоянии наносили, применяя распылительный пистолет, имеющий распылительную головку с функцией поддержания температуры, и затем охлаждали. Твердое смазывающее покрытие с толщиной 30 мкм было выполнено вышеописанным способом.
[0119] [Испытания повторяющимся скреплением и раскреплением в окружающей среде с экстремально низкой температурой]
Вышеописанное резьбовое соединение для труб нефтепромыслового сортамента патентоспособных примеров 1-8 настоящего изобретения и сравнительного примера 1 каждое подвергалось испытанию, в котором скрепление и раскрепление были повторены до 10 раз при низкой температуре -40°C. Более конкретно, каждый раз перед выполнением скрепления и раскрепления периферию ниппеля и замковой муфты охлаждали до -40°C, применяя сухой лед для создания чрезвычайно низкой температуры окружающей среды. Затем, выполняли скрепление и раскрепление. Скорость закрепления составляла 10 об/мин, и крутящий момент закрепления составлял 42,8 КНм.
[0120] В дополнение, аналогичное описанному выше испытание скреплением и раскреплением также выполняли при комнатной температуре окружающей среды 20°C. Отношение крутящих моментов при упоре в заплечик во время начального скрепления в окружающей среде с экстремально низкой температурой -40°C определяли, взяв крутящий момент при упоре в заплечик во время начального скрепления при комнатной температуре окружающая среда за 100 процентов.
[0121] В дополнение, каждый раз при проведении испытания скреплением и раскреплением поверхность замкового ниппеля и замковой муфты визуально осматривали для проверки на возникновение поверхностного повреждения резьбы. Если обнаруживали поверхностное повреждение резьбы, испытание скреплением и раскреплением заканчивали.
[0122] [Испытание в солевом тумане]
Испытание в солевом тумане было выполнено согласно JIS Z2371 (2000) для поверхностей замкового ниппеля для каждого номера испытания, на котором было выполнено фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие, и было измерено время испытания до подтверждения появления коррозии.
[0123] [Результаты испытаний]
Результаты испытаний показаны в таблице 1. Как показано в таблице 1, в каждом из патентоспособных примеров 1-8 настоящего изобретения поверхностное повреждение резьбы не наблюдалось даже после выполнения скрепления и раскрепления 10 раз и, таким образом, патентоспособные примеры 1-8 настоящего изобретения демонстрируют исключительную стойкость резьбы к поверхностному повреждению. В дополнение, в каждом из патентоспособных примеров 1-8 настоящего изобретения отношение крутящих моментов при упоре в заплечик было меньше 150%, что демонстрирует исключительные смазочные свойства. Кроме того, для каждого из номеров испытания возникновение коррозии не наблюдалось ранее 1000 часов испытания в солевом тумане, и таким образом патентоспособные примеры 1-8 настоящего изобретения демонстрировали исключительные антикоррозийные свойства.
[0124] Дополнительно, содержание PFPE находилось в диапазоне 0,2-20% в патентоспособных примерах 2-8 настоящего изобретения. Поэтому, патентоспособные примеры 2-8 настоящего изобретения демонстрировали более хорошие смазочные свойства с отношением крутящих моментов при упоре в заплечик, составлявшим не больше 120%. Дополнительно, возникновение коррозии не наблюдалось ранее 1500 часов испытания в солевом тумане.
[0125] В дополнение, для патентоспособных примеров 4-6 настоящего изобретения, в которых содержание PFPE было одинаковым со сравниваемым, было обнаружено, что средневесовая молекулярная масса PFPE в патентоспособных примерах 5 и 6 настоящего изобретения была 3000 или больше. Соответственно, в сравнении с патентоспособным примером 4 настоящего изобретения, в патентоспособных примерах 5 и 6 настоящего изобретения отношение крутящих моментов при упоре в заплечик было низким и демонстрировало более хорошие смазочные свойства. В дополнение, средневесовая молекулярная масса патентоспособного примера 6 настоящего изобретения была выше, чем в патентоспособном примере 5 настоящего изобретения. Соответственно, отношение крутящих моментов при упоре в заплечик для патентоспособного примера 6 настоящего изобретения было также ниже, чем в патентоспособном примере 5 настоящего изобретения.
[0126] В отличие от указанного, сравнительный пример 1 не содержал PFPE в фотоотвержденном (отвержденном ультрафиолетовым излучением) покрытии. Соответственно, отношение крутящих моментов при упоре в заплечик было больше 200%, и поверхностное повреждение резьбы было подтверждено после выполнения скрепления и раскрепления пять раз. В дополнение, коррозия была подтверждена через 500 часов испытания в солевом тумане.
[0127] [Примеры применения соединений для труб нефтепромыслового сортамента других размеров]
В вышеописанных примерах, использовали соединение для труб нефтепромыслового сортамента с наружным диаметр 244,48 мм (9-5/8 дюймов) (название изделия: VAM 21). Для перевода оценки показателей работы соединений для труб нефтепромыслового сортамента на другие размеры, выполнены испытания способом, аналогичным вышеописанным примерам, для других наружных диаметров (наружных диаметров от 2-3/8 дюймов до 14 дюймов) (60-356 мм), марок стали, иных чем углеродистая сталь (сталь 13Cr и легированная сталь, примером которой служит сталь 25Cr), и различных типов резьбы (соединений интегрального типа, например серийно выпускаемых под названием серия "VAM Connection", серия "VAM TOP" и "VAM SLIJ", которые производит компания Nippon Steel & Sumitomo Metal Corporation). Были получены результаты, аналогичные вышеописанным примерам.
[0128] Выше описан вариант осуществления настоящего изобретения. Вместе с тем, вышеописанный вариант осуществления является только примером реализации настоящего изобретения. Соответственно, настоящее изобретение не ограничено вышеописанным вариантом осуществления, и вышеописанный вариант осуществления можно надлежащим образом модифицировать в диапазоне, который не выходит за рамки технического объема настоящего изобретения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0129]
1 Резьбовое соединение для труб нефтепромыслового сортамента
2 Замковый ниппель
3 Замковая муфта
21, 31 Контактная поверхность
22, 32 Резьбовой участок
23, 33 Не резьбовой металлический контактный участок
25 Фотоотвержденное (отвержденное ультрафиолетовым излучением) покрытие
35 Твердое смазывающее покрытие
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2010 |
|
RU2474742C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| ЗАЩИТНОЕ СРЕДСТВО ДЛЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ | 2009 |
|
RU2482371C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ ИЛИ ТРУБОК И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ ИЛИ ТРУБОК | 2018 |
|
RU2729482C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2406003C1 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| Резьбовое соединение с сухим смазочным покрытием | 2017 |
|
RU2671759C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ | 2020 |
|
RU2802489C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
Изобретение относится к резьбовым соединениям труб и обеспечивает резьбовое соединение для труб нефтепромыслового сортамента, которое может сдерживать увеличение крутящего момента при скреплении замкового ниппеля и замковой муфты в условиях холодного климата. Резьбовое соединение для труб (1) нефтепромыслового сортамента включает в себя замковый ниппель (2) и замковую муфту (3). Как замковый ниппель (2), так и замковая муфта (3) имеют контактную поверхность (21), (31), которая имеет резьбовой участок (22), (32) и нерезьбовой металлический контактный участок (23), (33). Контактная поверхность (21) ниппеля (2) включает в себя фотоотвержденное покрытие (25) в качестве самого верхнего слоя. Фотоотвержденное покрытие (25) содержит фотоотверждаемую смолу и перфторполиэфир. Контактная поверхность (31) муфты (3) включает в себя твердое смазывающее покрытие (35) в качестве самого верхнего слоя. 2 н. и 9 з.п. ф-лы, 2 ил.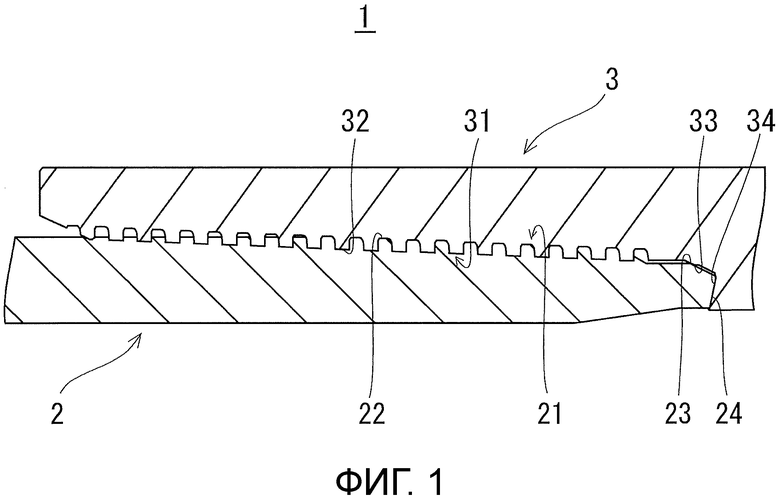
1. Резьбовое соединение для труб нефтепромыслового сортамента, содержащих замковый ниппель и замковую муфту, включающие в себя контактную поверхность, имеющую резьбовой участок и нерезьбовой металлический контактный участок, отличающееся тем, что
контактная поверхность замкового ниппеля содержит в качестве самого верхнего слоя фотоотвержденное покрытие, содержащее фотоотверждаемую смолу и перфторполиэфир, и
контактная поверхность замковой муфты содержит твердое смазывающее покрытие в качестве самого верхнего слоя.
2. Резьбовое соединение по п.1, отличающееся тем, что
фотоотвержденное покрытие содержит 0,2-20% по массе перфторполиэфира.
3. Резьбовое соединение по п.2, отличающееся тем, что
средневесовая молекулярная масса перфторполиэфира составляет 3000 или больше.
4. Резьбовое соединение по любому из пп. 1-3, отличающееся тем, что толщина твердого смазывающего покрытия составляет 10-150 мкм и толщина фотоотвержденного покрытия составляет 5-40 мкм.
5. Резьбовое соединение по п.1, отличающееся тем, что
по меньшей мере одна из контактной поверхности замкового ниппеля и контактной поверхности замковой муфты подвержена предварительной обработке поверхности одним или более из способов, выбранных из группы, состоящей из следующего: струйная обработка, травление, химическая обработка и металлизация.
6. Резьбовое соединение по п.2, отличающееся тем, что
по меньшей мере одна из контактной поверхности замкового ниппеля и контактной поверхности замковой муфты подвержена предварительной обработке поверхности одним или более из способов, выбранных из группы, состоящей из следующего: струйная обработка, травление, химическая обработка и металлизация.
7. Резьбовое соединение по п.3, отличающееся тем, что
по меньшей мере одна из контактной поверхности замкового ниппеля и контактной поверхности замковой муфты подвержена предварительной обработке поверхности одним или более из способов, выбранных из группы, состоящей из следующего: струйная обработка, травление, химическая обработка и металлизация.
8. Резьбовое соединение по п.4, отличающееся тем, что
по меньшей мере одна из контактной поверхности замкового ниппеля и контактной поверхности замковой муфты подвержена предварительной обработке поверхности одним или более из способов, выбранных из группы, состоящей из следующего: струйная обработка, травление, химическая обработка и металлизация.
9. Состав для фотоотверждаемого покрытия, подлежащего выполнению на контактной поверхности резьбового соединения для труб нефтепромыслового сортамента, отличающийся тем, что состоит из следующего:
фотоотверждаемый состав смолы и
перфторполиэфир.
10. Состав для фотоотверждаемого покрытия по п.9, отличающийся содержанием 0,2-20% по массе перфторполиэфира.
11. Состав для фотоотверждаемого покрытия по п.6 или 10, отличающийся тем, что средневесовая молекулярная масса перфторполиэфира составляет 3000 или больше.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ТРУБНЫЙ РЕЗЬБОВОЙ ЭЛЕМЕНТ С СУХИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2451861C2 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

