Настоящее изобретение относится к питающей системе для использования в операциях литья металла, использующей литейные формы, а также к прибылям и стержням-перемычкам для использования в питающей системе.
УРОВЕНЬ ТЕХНИКИ
В типичном процессе литья расплавленный металл заливается в предварительно сформированную полость формы, которая определяет форму отливки. Литейная форма обычно изготавливается путем уплотнения смеси песка и связующего вокруг первой литейной модели внутри опоки, позволяя песчаной смеси застыть и затвердеть, а затем удалением модели, чтобы оставить одну половину формовочной полости. Этот процесс повторяется со второй литейной моделью, которая определяет вторую половину полости формы, и две половины формы (называемые верхняя полуформа и нижняя полуформа) затем собираются вместе, чтобы создать целую форму, определяющую полную формовочную полость в ней. Хотя формы, сформированные таким образом, могут использоваться многократно, форма может в конечном итоге выйти из строя или форма модели может быть нарушена, и в этот момент форма разрушается, а песок извлекается и восстанавливается для повторного использования в новых формах. Однако при таком типе формы трудно извлечь песок и отделить его от связующего материала в конце срока полезного использования формы.
В альтернативном процессе литья, известном как метод вакуумно-пленочной формовки или "V-процесс", форма создается с использованием сухого песка, который не содержит связующего вещества, и форма формы поддерживается за счет сил, создаваемых вакуумом. В V-процессе литейная модель содержит крошечные отверстия для того, чтобы обеспечить всасывание вакуума. Первая полимерная пленка натягивается поверх литейной модели и приклеивается к литейной модели всасыванием. Специальная опока, также снабженная системой всасывания, помещается вокруг литейной модели и заполняется сухим песком, который затем уплотняется. Верхняя сторона опоки покрывается второй пластиковой герметизирующей пленкой и всасывание осуществляется через опоку, что приводит к тому, что первая и вторая полимерные пленки (внизу и вверху соответственно) прилипают к формовочному песку, герметизируя его внутри опоки. Затем вакуум, действующий через модель выключается, а модель высвобождается, в то время как вакуум через опоку поддерживается непрерывно для сохранения твердости песка и поддержания формы формовочной полости, оставленной моделью. Сформированные таким образом верхняя полуформа и верхняя полуформа собираются для образования полной формовочной полости, при этом все еще поддерживается всасывание для сохранения формы песка, а расплавленный металл заливается в полость. После того, как металлическая отливка остыла и затвердела, формовочный песок можно легко восстановить в исходное, рыхлое состояние и восстановить для дальнейшего использования, просто отключив вакуумирование.
В большинстве процессов литья металла металл будет усаживаться по мере его затвердевания, что приводит к образованию усадочных полостей, которые, в свою очередь, приводят к недопустимым дефектам в конечной отливке. Эта проблема хорошо известна в литейной промышленности, и она решается с помощью прибылей или воронок, которые интегрируются в форму. Каждая прибыль обеспечивает дополнительный (обычно закрытый) объем или полость, которые сообщаются с полостью формы, так что расплавленный металл поступает в прибыль из полости формы во время литья. Во время затвердевания отливки расплавленный металл внутри прибыли течет обратно в полость формы, чтобы компенсировать усадку отливки. После затвердевания отливки и удаления формовочного песка нежелательный остаточный металл из полости прибыли остается прикрепленным к отливке и должен быть удален. Чтобы облегчить удаление остаточного металла, полость прибыли может быть сужена к ее основанию (т. е. к концу прибыли, который будет ближе всего к формовочной полости), в конструкции, обычно называемой стержнем-перемычкой. Когда по остаточному металлу наносится резкий удар, он отделяется в самом слабом месте рядом с формой (процесс, широко известный как «выбивка»). Небольшой отпечаток на отливке также желателен для того, чтобы позволить располагать прибыли в тех зонах отливки, где доступ может быть ограничен смежными деталями.
Хотя прибыли могут быть установлены непосредственно на поверхность полости литейной формы, они часто используются в сочетании со стержнем-перемычкой. Обычная стержень-перемычка - это просто пластина или диск из огнеупорного материала (как правило, скрепленный смолой песчаный стержень, керамический стержень или стержень из материала прибыли) с отверстием, которое находится между формовочной полостью и прибылью. Диаметр отверстия, проходящего сквозь стержень-перемычку, должен быть меньше диаметра внутренней полости прибыли (которая не обязательно должна быть конической), так что выбивка происходит на прибыли вблизи поверхности отливки. Разработанные в последнее время стрежни-перемычки (такие, как те, что описаны в заявке Foseco РСТ № WO2016/034872, WO2017/025702 и WO2016/166497), могут быть выполнены в форме металлической трубки с проходящим внутри отверстием.
В V-процессе прибыли помещаются на выступ или штифт на литейной модели до того, как на модель наносится первая полимерная пленка. Как правило, прибыли помещаются на литейную модель в виде предварительно сформированной системы, причем стержень-перемычка прикрепляется к основанию прибыли, например, с помощью клея. Однако иногда между соседними прибылями могут быть созданы перемычки из пленки. Кроме того, любые острые кромки в верхней части прибылей могут потенциально разорвать полимерную пленку, когда она будет нанесена на модель и прибыли.
Настоящее изобретение было создано с учетом этих проблем.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Согласно первому аспекту изобретения предусмотрена питающая система для литья металла, питающая система, содержащая прибыль, установленную на стержне-перемычке. Прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую обычно вокруг продольной оси между первым и вторым концами. Боковая стенка прибыли определяет полость для приема расплавленного металла во время литья, а стержень-перемычка определяет открытое отверстие через нее для соединения полости с литьем. Первый конец прибыли содержит нижнюю часть, которая установлена на стержне-перемычке. Второй конец прибыли содержит плоскую верхнюю часть и изогнутую или скошенную часть, проходящую по периферии верхней части, для соединения боковой стенки и верхней части прибыли.
Обычные прибыльные насадки, как правило, имеют квадратную форму в верхней части, причем угол между боковой стенкой и верхней частью составляет практически 90°, что приводит к относительно острой кромке сверху прибыли. В питающей системе по изобретению изогнутая или скошенная часть сглаживает острую кромку сверху обычных прибыльных насадок и снижает риск разрыва полимерной пленки при ее натяжении на модель во время формования формы по V-процессу. В вариантах осуществления, где прибыль содержит скошенную часть, это достигается за счет эффективного создания двух кромок между боковой стенкой и верхней частью прибыли, каждая из которых имеет угол значительно менее 90°, которые являются менее острыми, чем обычная одиночная кромка, имеющая угол 90°. В вариантах осуществления, где прибыль содержит изогнутую часть, любые резкие границы кромки между боковой стенкой и верхней частью прибыли полностью устраняются.
В вариантах осуществления боковая стенка прибыли имеет цилиндрическую форму. Форма поперечного сечения цилиндра может быть, как правило, круглой, овальной или плоскоовальной формы. В некоторых вариантах осуществления диаметр цилиндра обычно постоянен от первого конца до второго конца. В других вариантах осуществления диаметр на первом конце прибыли может быть больше диаметра на втором конце или наоборот. В некоторых вариантах осуществления боковая стенка прибыли обычно имеет цилиндрическую форму с частью, имеющей форму усеченного конуса, расположенной ближе к первому концу прибыли, которая сужается к стержню-перемычке.
В вариантах осуществления нижняя часть на первом конце прибыли проходит практически перпендикулярно продольной оси прибыли (т. е. под углом около 90° относительно продольной оси прибыли). В качестве альтернативы нижняя часть может быть наклонена под углом относительно продольной оси прибыли таким образом, что боковая стенка на одной стороне прибыли короче боковой стенки на противоположной стороне прибыли. В вариантах осуществления нижняя часть проходит под углом наклона не менее 30°, 35°, 40°, 50°, 60°, 70°, 80° или 85° относительно продольной оси прибыли. В вариантах осуществления нижняя часть проходит под углом наклона не более 88°, 85°, 80°, 70°, 60°, 50°, 40° или 35° относительно продольной оси прибыли. В вариантах осуществления нижняя часть проходит под углом наклона 30-88°, 40-85° или 50-80° относительно продольной оси прибыли. Следует понимать, что стержень-перемычка, на которой установлена прибыль, будет проходить в том же направлении или под тем же углом наклона, что и нижняя часть прибыли. Наклонная нижняя часть и стержень-перемычка могут быть желательны в тех случаях, когда питающая система должна быть расположена на угловом участке отливки.
В вариантах осуществления стержень-перемычка представляет собой обычную пластинчатый или дискообразный стержень-перемычку. В качестве альтернативы стержень-перемычка может содержать плоское основание, определяющее отверстие, проходящее сквозь него, и кольцевую приподнятую боковую стенку, проходящую по окружности основания. В вариантах осуществления приподнятая боковая стенка имеет нижнюю поверхность, которая прикреплена к плоскому основанию или образована вместе с ним, и верхнюю поверхность, противоположную нижней поверхности, с внутренней кромкой и противоположно расположенной внешней кромкой, проходящей между верхней и нижней поверхностями. В вариантах осуществления высота приподнятой боковой стенки составляет не менее 1%, 2%, 5%, 10% или 15% от максимальной высоты прибыли, где высота приподнятой боковой стенки измеряется от нижней поверхности до верхней поверхности, а максимальная высота прибыли измеряется от первого конца до второго конца. В вариантах осуществления высота приподнятой боковой стенки составляет не более 15%, 10%, 5%, 2% или 1% от максимальной высоты прибыли. В вариантах осуществления высота приподнятой боковой стенки составляет 1-15%, 2-10% или 5-10% от максимальной высоты прибыли. Следует понимать, что в вариантах осуществления, где нижняя часть прибыли наклонена относительно продольной оси, максимальная высота прибыли является максимальным расстоянием между первым и вторым концами, т. е. там, где высота боковой стенки прибыли является наибольшей.
Обеспечение стержня-перемычки с приподнятой боковой стенкой позволяет при необходимости применять питающую систему к литейной модели из двух частей. В этом двухкомпонентном процессе нанесения стержень-перемычка сначала располагается на литейной модели, затем первая полимерная пленка наносится поверх литейной модели и стержня-перемычки, а затем прибыль соединяется со стержнем-перемычкой поверх полимерной пленки. Это предотвращает попадание пластиковой пленки между прибылями, поскольку пленка не натягивается на сами прибыли. Во время литья полимерная пленка между стержнем-перемычкой и прибылью легко сгорает под действием расплавленного металла и не мешает литью.
В вариантах осуществления стержень-перемычка дополнительно содержит гребень или выступ, выступающий из верхней поверхности приподнятой боковой стенки в направлении, удаленном от плоского основания. Выступ позволяет правильно выровнять прибыль и надежно закрепить ее на стержне-перемычке во время сборки питающей системы. В вариантах осуществления выступ проходит полностью или частично по окружности внутренней кромки приподнятой боковой стенки. Выступ может простираться по меньшей мере вокруг 5%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80% или 90% от длины окружности внутренней кромки. Выступ может простираться вокруг не более чем 100%, 90%, 80%, 70%, 60%, 50%, 40%, 30%, 20% или 10% от длины окружности внутренней кромки. В вариантах осуществления выступ простирается примерно вокруг 25-100% или вокруг 25-50% от длины окружности внутренней кромки.
Следует понимать, что первый конец прибыли соответствующим образом сконфигурирован для установки на стержень-перемычку во время сборки питающей системы. Например, в вариантах осуществления, где стержень-перемычка содержит приподнятую боковую стенку и выступ, простирающийся вокруг внутренней кромки приподнятой боковой стенки, боковая стенка прибыли может иметь толщину, соответствующую оставшейся ширине верхней поверхности приподнятой боковой стенки, исключая ширину выступа, так что боковая стенка прибыли плотно прилегает к выступу. В качестве альтернативы боковая стенка на первом конце прибыли может содержать вырез или канавку, выполненную для приема выступа на стержне-перемычке.
В вариантах осуществления плоская верхняя часть расположена в центре на втором конце. Предпочтительно, чтобы верхняя часть проходила перпендикулярно продольной оси прибыли.
В общем случае форма верхней части может соответствовать форме поперечного сечения боковой стенки прибыли. Например, в вариантах осуществления, где боковая стенка прибыли имеет в целом круглую форму поперечного сечения, верхняя часть может быть в целом круглой, или в вариантах осуществления, где боковая стенка имеет в целом плоскоовальную форму поперечного сечения, верхняя часть может быть в целом плоскоовальной. В вариантах осуществления верхняя часть имеет минимальный диаметр, который составляет не менее 25%, 30%, 40%, 50%, 60%, 70%, 80% или 85% от минимального диаметра боковой стенки прибыли. В вариантах осуществления верхняя часть имеет минимальный диаметр, который составляет не более 90%, 85%, 80%, 70%, 60%, 50%, 40% или 30% от минимального диаметра боковой стенки. В вариантах осуществления верхняя часть имеет минимальный диаметр, который составляет 25-90%, 30-80% или 40-70% от минимального диаметра боковой стенки прибыли.
В вариантах осуществления верхняя часть прибыли имеет открытое отверстие, проходящее сквозь нее. Отверстие может быть расположено в центре верхней части. В качестве альтернативы отверстие может быть смещено от центра верхней части. Форма отверстия в верхней части может соответствовать форме верхней части. Например, если верхняя часть имеет круглую форму, то отверстие также может быть круглым, или если верхняя часть плоскоовальная, то отверстие также может быть плоскоовальным. Однако форма отверстия может не обязательно соответствовать форме верхней части (например, если верхняя часть имеет плоскоовальную форму, то отверстие может быть круглым). Отверстие может быть любого размера относительно площади верхней части. В вариантах осуществления отверстие имеет минимальный диаметр, который составляет не менее 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% или 95% от минимального диаметра верхней части. В вариантах осуществления отверстие имеет минимальный диаметр, который составляет не более 95%, 90%, 80%, 70%, 60%, 50%, 40% или 30% от минимального диаметра верхней части. В вариантах осуществления минимальный диаметр отверстия составляет 20-100% или 40-90% от минимального диаметра верхней части. Предпочтительно, чтобы диаметр отверстия был меньше диаметра верхней части, так что некоторое количество верхней части присутствует по всей периферии отверстия для производственных целей. Однако следует понимать, что в некоторых вариантах осуществления минимальный диаметр отверстия может составлять 100% от минимального диаметра верхней части, так что верхняя часть полностью состоит из отверстия.
В вариантах осуществления, где второй конец прибыли содержит скошенную часть, скошенная часть может отходить от боковой стенки под углом не менее 10°, 20°, 30°, 40°, 50° или 60° относительно продольной оси прибыли. Скошенная часть может отходить от боковой стенки под углом не более 70°, 60°, 50°, 40°, 30° или 20° относительно продольной оси прибыли. В вариантах осуществления скошенная часть проходит от боковой стенки под углом 10-70°, 20-60° или 30-50° относительно продольной оси прибыли. Скошенная часть может простираться на минимальное расстояние, измеренное между боковой стенкой и верхней частью, которое составляет по меньшей мере 10%, 20%, 30%, 50%, 75%, 100% или 125% от минимального диаметра боковой стенки. Скошенная часть может простираться на минимальное расстояние, которое не превышает 150%, 125%, 100%, 75%, 50%, 30% или 20% от минимального диаметра боковой стенки. В вариантах осуществления скошенная часть простирается на минимальное расстояние, которое составляет 10-150%, 20-100% или 20-50% от минимального диаметра боковой стенки.
В вариантах осуществления, где второй конец прибыли содержит изогнутую часть, радиус кривизны изогнутой части может составлять по меньшей мере 2 мм, 5 мм, 10 мм, 20 мм, 30 мм, 50 мм, 75 мм или 90 мм. Радиус кривизны изогнутой части может быть не более 100 мм, 90 мм, 75 мм, 50 мм, 30 мм, 20 мм, 10 мм или 5 мм. В вариантах осуществления радиус кривизны изогнутой части составляет 2-100 мм, 5-75 мм или 10-50 мм. Следует понимать, что точный радиус кривизны будет зависеть от общих размеров прибыли и может быть больше этих значений, если прибыль очень большая.
В вариантах осуществления прибыль может содержать две или более частей, которые соединены между собой любыми подходящими средствами (например, клеем, соединением с фиксирующими выступами и пазами и т. д.). Одна из частей может содержать верхнюю часть и изогнутую или скошенную часть, в то время как другая часть может содержать нижнюю часть прибыли.
Согласно второму аспекту настоящего изобретения предусмотрена питающая система для разливки металла, питающая система, содержащая прибыль, установленную на стержне-перемычке. Прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую обычно вокруг продольной оси между первым и вторым концами. Боковая стенка прибыли образует полость для приема расплавленного металла при литье. Первый конец прибыли содержит нижнюю часть, которая установлена на стержне-перемычке. Стержень-перемычка содержит плоское основание, определяющее сквозное отверстие, и кольцевую приподнятую боковую стенку, проходящую по окружности плоского основания. Приподнятая боковая стенка имеет нижнюю поверхность, которая крепится к плоскому основанию или образуется вместе с ним, и верхнюю поверхность, противоположную нижней поверхности. Стержень-перемычка дополнительно содержит гребень или выступ, выступающий из верхней поверхности приподнятой боковой стенки в направлении от плоского основания, который выполнен с возможностью зацепления с нижней частью прибыли.
Как обсуждалось выше в связи с первым аспектом, обеспечение стержня-перемычки с приподнятой боковой стенкой позволяет установить прибыль на стержне-перемычке после того, как первая полимерная пленка будет нанесена на литейную модель, предотвращая создание мостиков из полимерной пленки между соседними прибылями.
В вариантах осуществления второй конец прибыли содержит плоскую верхнюю часть и изогнутую или скошенную часть, проходящую по периферии верхней части, для соединения боковой стенки и верхней части прибыли. В качестве альтернативы второй конец прибыли может содержать только плоскую верхнюю часть, соединенную непосредственно с боковой стенкой под углом 90°.
Изобретение также заключается в прибыли и в стержне-перемычке для использования в питающей системе в соответствии с вариантами осуществления первого и второго аспектов.
В соответствии с третьим аспектом изобретения предусмотрена прибыль для использования в литье металла, причем прибыль содержит первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в целом вокруг продольной оси между первым и вторым концами, боковая стенка, образующая полость для приема расплавленного металла во время литья, причем первый конец прибыли выполнен с возможностью установки на стержне-перемычке, а второй конец прибыли содержит плоскую верхнюю часть и изогнутую или скошенную часть, проходящую по периферии верхней части, например, соединение боковой стенки и верхней части прибыли.
В соответствии с четвертым аспектом изобретения для использования в литье металлов предлагается стержень-перемычка, содержащая плоское основание, определяющее проходящее сквозь него отверстие, и кольцевую приподнятую боковую стенку, проходящую по окружности плоского основания; приподнятая боковая стенка, содержащая нижнюю поверхность, которая прикреплена к плоскому основанию или образована вместе с ним, и верхнюю поверхность, противоположную нижней поверхности, причем стержень-перемычка дополнительно содержит гребень или выступ, выступающий из верхней поверхности приподнятой боковой стенки в направлении от плоского основания, причем гребень или выступ выполнены с возможностью зацепления с нижней частью прибыли.
Особенности, описанные выше в отношении вариантов осуществления первого аспекта, могут в равной степени применяться и к воплощениям второго, третьего и четвертого аспектов. Рассматриваются все комбинации аспектов настоящего изобретения, за исключением случаев, когда имеется какая-либо техническая несовместимость.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления изобретения теперь будут описаны в качестве примера только со ссылкой на сопроводительные чертежи, в которых:
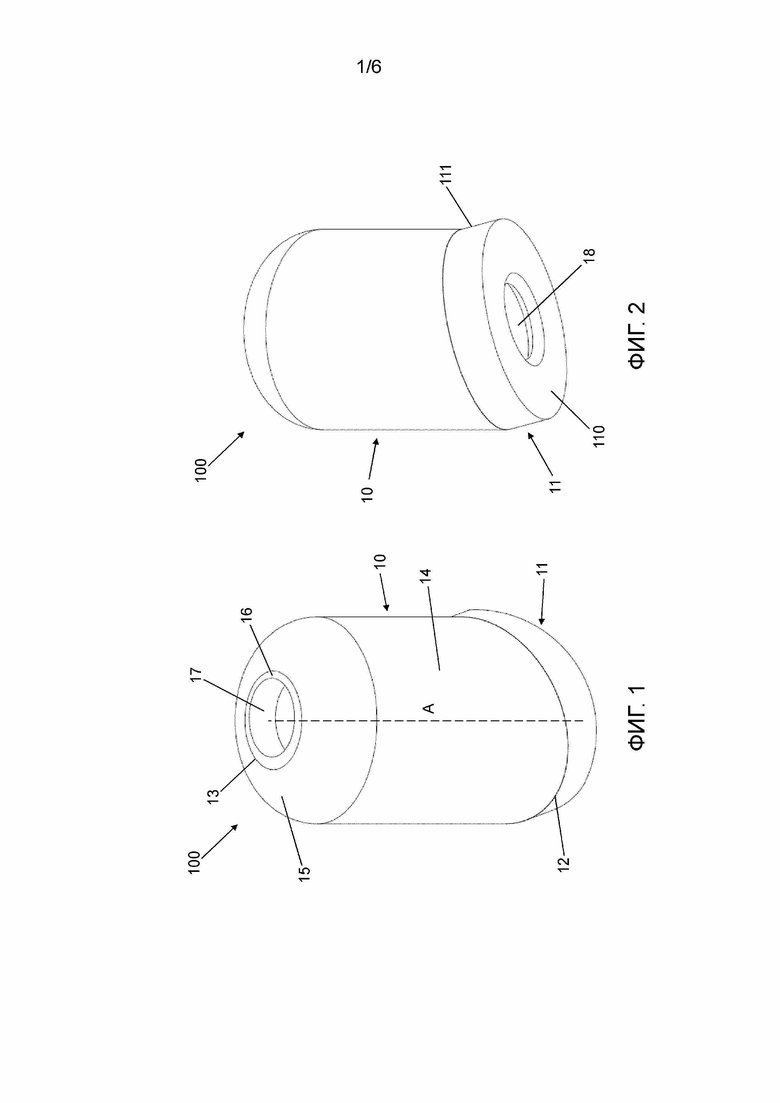
на фигурах 1-3 представлены схематические виды питающей системы согласно варианту осуществления настоящего изобретения;
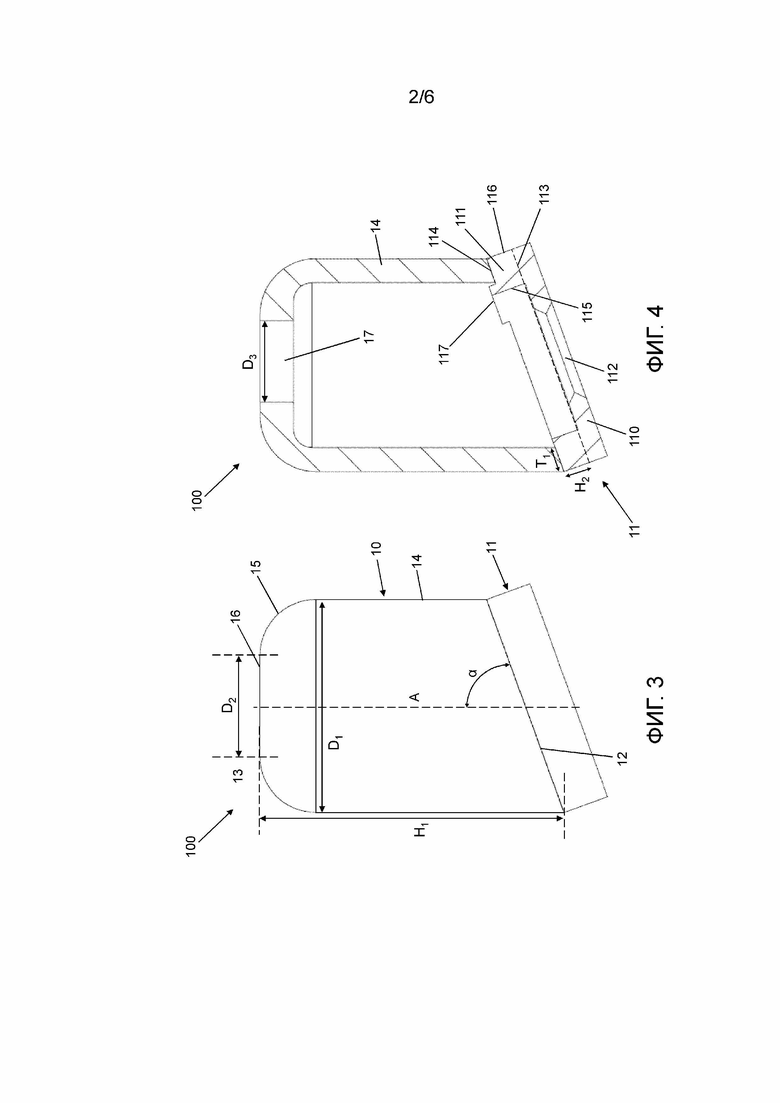
на фигуре 4 представлен вид поперечного сечения питающей системы, показанный на фигурах 1-3;
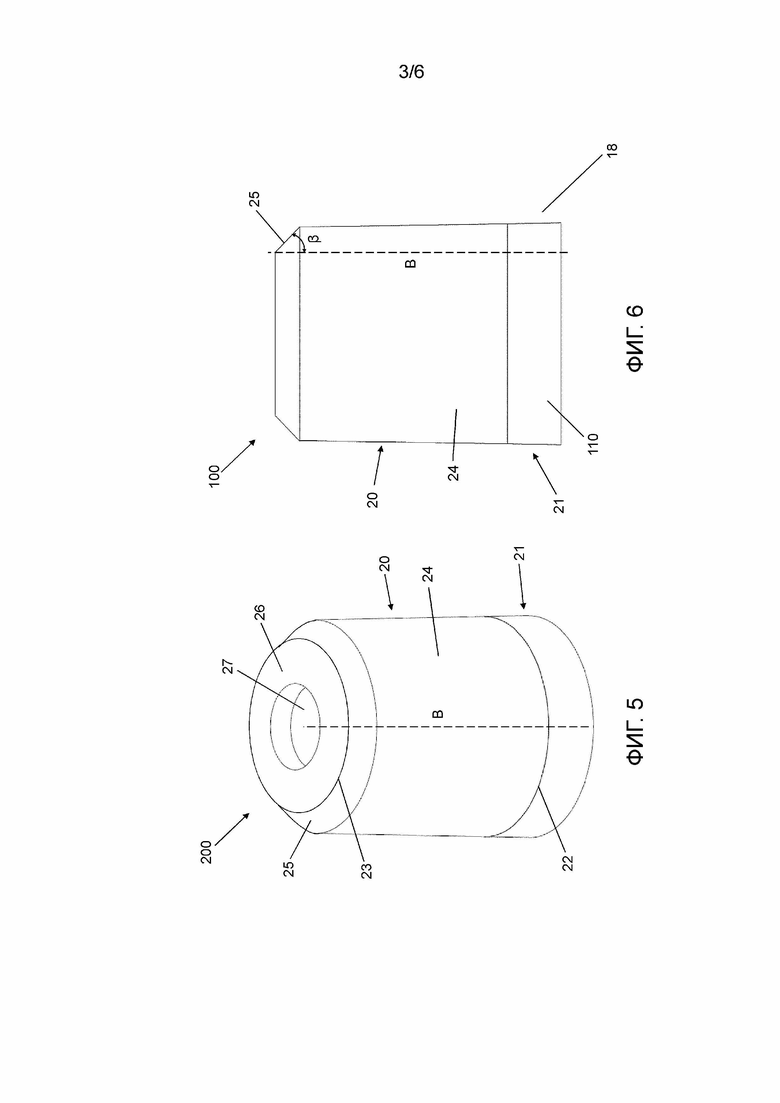
на фигурах 5-7 представлены схематические виды питающей системы согласно другому варианту осуществления настоящего изобретения;
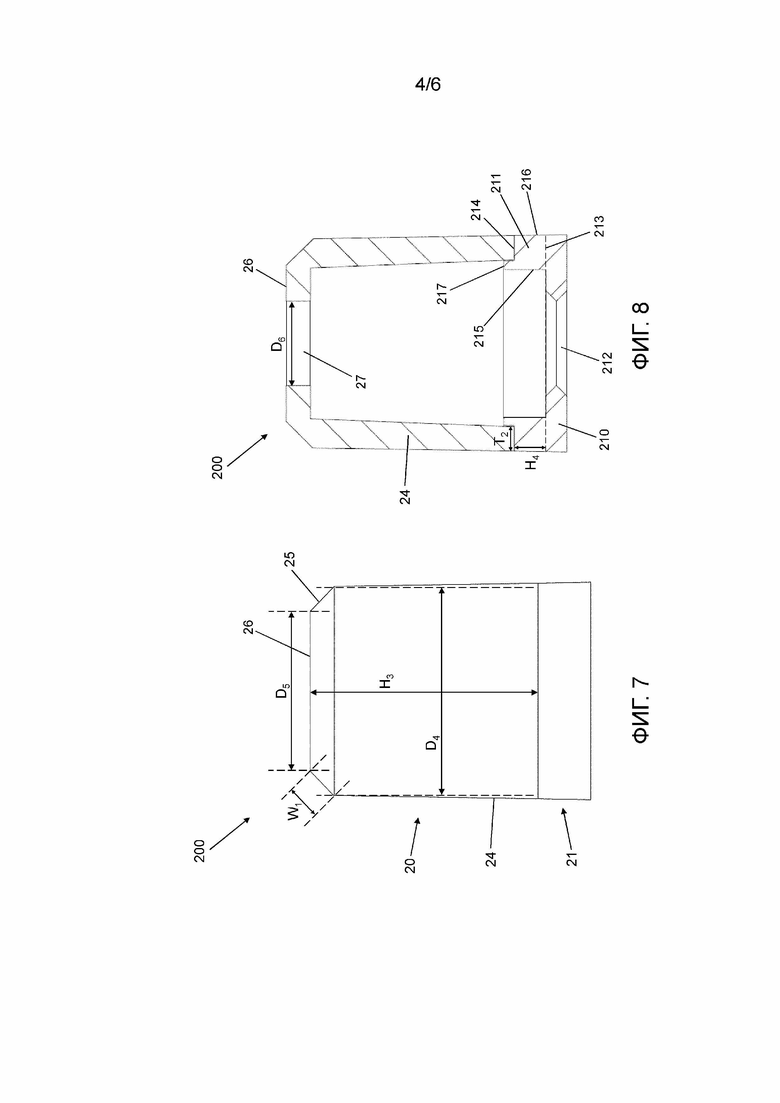
на фигуре 8 представлен вид поперечного сечения питающей системы, показанной на фигурах 5-7;
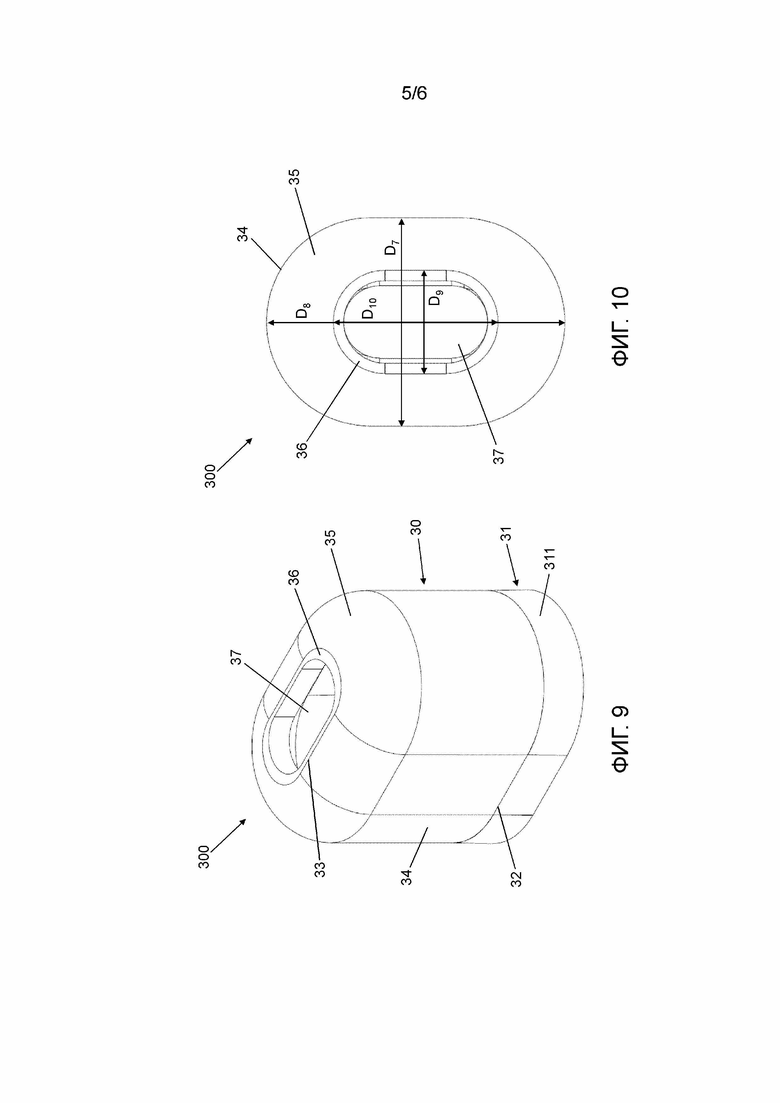
на фигуре 9 представлен схематический вид питающей системы в соответствии с дальнейшим вариантом осуществления настоящего изобретения;
на фигуре 10 представлен вид в плане питающей системы показанной на фигуре 9;
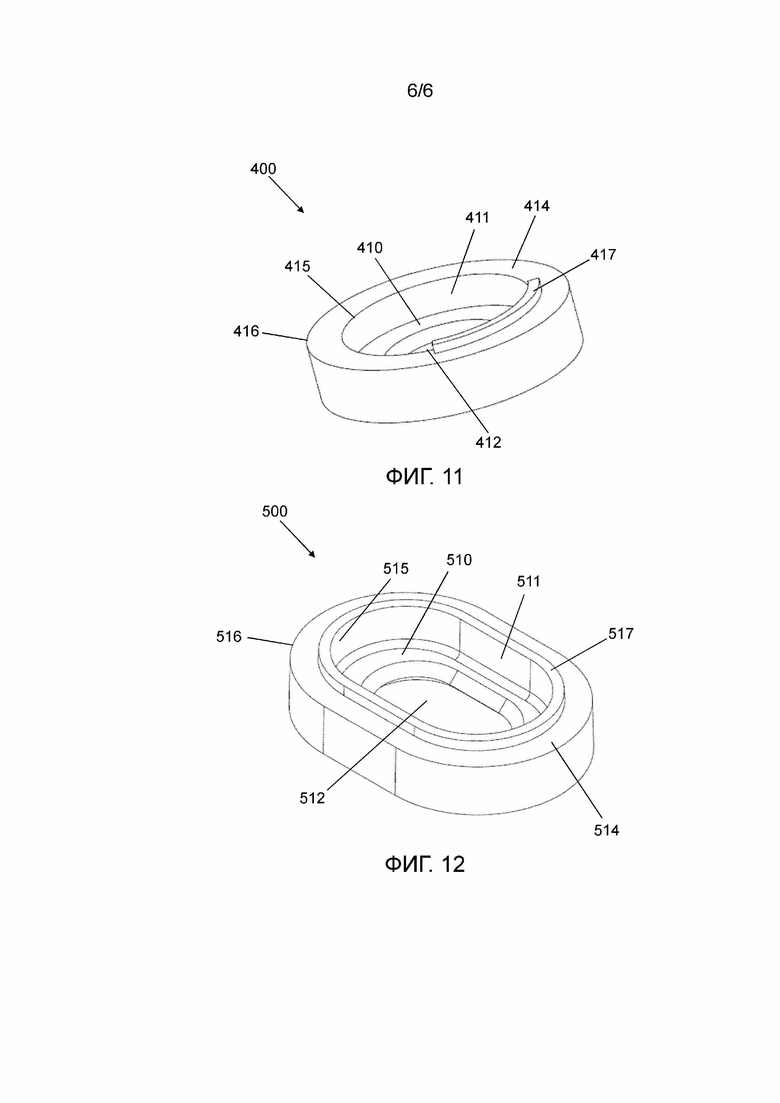
на фигуре 11 представлен схематический вид варианта осуществления стержня-перемычки для использования с вариантами осуществления питающей системы по настоящему изобретению; и
на фигуре 12 представлен схематический вид другого варианта осуществления стержня-перемычки для использования с вариантами осуществления питающей системы по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ
В соответствии с фигурами 1-4, показана питающая система 100, содержащая прибыль 10, установленную на стержне-перемычке 11. Прибыль 10 имеет первый конец 12 и противоположный ему второй конец 13, причем продольная ось А проходит между первым и вторым концами 12, 13. Сплошная боковая стенка 14 проходит, как правило, вокруг продольной оси А в форме цилиндра, образуя в нем полость для приема расплавленного металла. Диаметр D1 боковой стенки 14 постоянен от первого конца 12 прибыли 10 до второго конца 13.
Второй конец 13 прибыли 10 содержит расположенную в центре плоскую верхнюю часть 16, которая проходит перпендикулярно продольной оси А. Второй конец 13 также содержит изогнутую часть 15, соединяющую боковую стенку 14 и верхнюю часть 16 прибыли. Радиус кривизны изогнутой части 15 составляет 28,5 мм. Верхняя часть 16 является круглой и имеет центральное отверстие 17, проходящее сквозь нее, которое также обычно является круглым в поперечном сечении. Диаметр D2 верхней части 16 составляет 50% от диаметра D1 боковой стенки прибыли, а диаметр D3 отверстия 17 меньше диаметра D2 верхней части 16, так что часть верхней части 16 проходит по всей периферии отверстия 17.
Первый конец 12 прибыли 10 установлен на стержне-перемычке 11 и наклонен под углом α 70° относительно продольной оси таким образом, что боковина 14 с одной стороны прибыли 10 короче, чем с противоположной стороны. Стержень-перемычка 11 имеет плоское основание 110 и приподнятую боковую стенку 111, проходящую по окружности плоского основания 110 (лучше всего видно на фигуре 4). Плоское основание 110 обычно круглое и содержит центральное отверстие 112, проходящее через него. Приподнятая боковая стенка 111 имеет нижнюю поверхность 113, которая сообщается и цельно образована с плоским основанием 110, и верхнюю поверхность 114, противоположную плоскому основанию 110, с внутренней кромкой 115 и противоположно расположенной наружной кромкой 116, проходящей между нижней и верхней поверхностями 113, 114. Высота H2 приподнятой боковой стенки 111, измеренная от нижней поверхности 113 до верхней поверхности 114, составляет 6,25% от максимальной высоты H1 прибыли 10, измеренной от первого конца 12 до второго конца 13, причем высота боковой стенки 14 является наибольшей.
Стержень-перемычка 11 дополнительно содержит выступ 117, выступающий со стороны внутренней кромки верхней поверхности 114 приподнятой боковой стенки 111. Выступ 117 выступает примерно на 25% от длины окружности внутренней кромки 115. Основание боковой стенки 14 прибыли 10 имеет толщину T1, которая соответствует оставшейся площади верхней поверхности 114 приподнятой боковой стенки 111, исключая выступ 117, так что основание боковой стенки 14 упирается в выступ 117.
В соответствии с фигурами 5-8, показан еще один вариант осуществления питающей системы 200 по настоящему изобретению. Питающая система 200 содержит прибыль 20, установленную на стержне-перемычке 21. Прибыль 20 имеет первый конец 22 и противоположный второй конец 23, причем продольная ось B проходит между первым и вторым концами 22, 23. Непрерывная боковая стенка 24 проходит, как правило, вокруг продольной оси В, обычно в форме цилиндра, образуя в нем полость для приема расплавленного металла. Диаметр боковой стенки 24 немного меньше на втором конце 23 прибыли 20, чем на первом конце 22, так что боковая стенка 24 имеет минимальный диаметр D4 на втором конце 23 прибыли.
Второй конец 23 прибыли 20 содержит расположенную в центре плоскую верхнюю часть 26, которая проходит перпендикулярно продольной оси B. Второй конец 23 также содержит скошенную часть 25, соединяющую боковую стенку 24 и верхнюю часть 26 прибыли. Скошенная часть 25 наклонена под углом β 50° относительно продольной оси B и проходит на расстояние W1, равное 24% от минимального диаметра D4 боковой стенки 24. Верхняя часть 26 является круглой и имеет центральное отверстие 27, проходящее сквозь нее, которое также обычно является круглым в поперечном сечении. Диаметр D5 верхней части 26 составляет 63% от минимального диаметра D4 боковой стенки прибыли, а диаметр D6 отверстия 27 меньше диаметра D5 верхней части 26, так что часть верхней части 26 проходит по всей периферии отверстия 27.
Первый конец 22 прибыли 20 установлен на стержне-перемычке 21. Первый конец 22 прибыли 20 проходит перпендикулярно продольной оси В, так что боковая стенка 24 имеет равномерную высоту. Стержень-перемычка 21 содержит плоское основание 210 и приподнятую боковую стенку 211, проходящую по окружности плоского основания 210 (лучше всего видно на фигуре 8). Плоское основание 210 обычно круглое и содержит расположенное в центре отверстие 212, проходящее сквозь него. Приподнятая боковая стенка 211 имеет нижнюю поверхность 213, которая сообщается и цельно образована с плоским основанием 210, и верхнюю поверхность 214, противоположную плоскому основанию 210, с внутренней кромкой 215 и противоположно расположенной наружной кромкой 216, проходящей между нижней и верхней поверхностями 213, 214. Высота H4 приподнятой боковой стенки 211, измеренная от нижней поверхности 213 до верхней поверхности 214, составляет 6% от высоты H3 прибыли 20, измеренной от первого конца 22 до второго конца 23.
Стержень-перемычка 21 дополнительно содержит выступ 217, выступающий со стороны внутренней кромки верхней поверхности 214 приподнятой боковой стенки 211. Выступ 217 проходит по всей окружности внутренней кромки 215. Основание боковой стенки 24 прибыли 20 имеет толщину T2, которая соответствует оставшейся площади верхней поверхности 214 приподнятой боковой стенки 211, исключая выступ 217, так что основание боковой стенки 24 упирается в выступ 217.
В соответствии с фигурами 9-10, показан другой вариант осуществления питающей системы 300 согласно настоящему изобретению. Питающая система 300 содержит прибыль 30, установленную на стержне-перемычке 31. Прибыль 30 имеет первый конец 32 и противоположный второй конец 33, причем продольная ось (не показана) проходит между первым и вторым концами 32, 33. Сплошная боковая стенка 34 проходит, как правило, вокруг продольной оси с плоскоовальным поперечным сечением, образуя в ней полость для приема расплавленного металла.
Первый конец 32 прибыли 30 установлен на стержне-перемычке 31. Первый конец 32 прибыли 30 проходит перпендикулярно продольной оси таким образом, что боковая стенка 34 имеет равномерную высоту. Стержень-перемычка 31 содержит плоское основание (не показано) и приподнятую боковую стенку 311, проходящую по окружности плоского основания. Плоское основание обычно округлое и содержит центральное отверстие, проходящее сквозь него (не показано).
Второй конец 33 прибыли 30 содержит расположенную в центре плоскую верхнюю часть 36, которая проходит перпендикулярно продольной оси. Второй конец 33 также содержит изогнутую часть 35, соединяющую боковую стенку 34, и верхнюю часть 36 прибыли 30. Верхняя часть 36 имеет плоскоовальную форму и центральное отверстие 37, проходящее сквозь нее, которое также имеет плоскоовальную форму в поперечном сечении.
Как показано на фигуре 10, боковая стенка 34 имеет минимальный диаметр D7 между длинными сторонами плоскоовального поперечного сечения и максимальный диаметр D8 между короткими сторонами плоскоовального поперечного сечения. Плоскоовальная верхняя часть 36 также имеет минимальный диаметр D9 между длинными сторонами и максимальный диаметр D10 между короткими сторонами. Минимальный диаметр D9 верхней части 36 составляет около 40% от минимального диаметра D7 боковой стенки 34. Диаметр отверстия 37 меньше диаметра верхней части 36, так что часть верхняя часть 36 проходит по всей периферии отверстия 37.
В соответствии с фигурой 11, показан вариант осуществления стержня-перемычки 400 для использования в прибыли согласно вариантам осуществления настоящего изобретения. Стержень-перемычка 400 имеет плоское основание 410 и приподнятую боковую стенку 411, проходящую по окружности плоского основания 410. Плоское основание 410 обычно круглое и содержит центральное отверстие 412, проходящее сквозь него. Приподнятая боковая стенка 411 имеет нижнюю поверхность (не показана), которая сообщается и цельно образована с плоским основанием 410, и верхнюю поверхность 414, противоположную плоскому основанию 410, с внутренней кромкой 415 и противоположно расположенной наружной кромкой 416, проходящей между нижней и верхней поверхностями 413, 414. Стержень-перемычка 400 дополнительно содержит выступ 417, выступающий со стороны внутренней кромки верхней поверхности 414 приподнятой боковой стенки 411. Выступ 417 проходит вокруг приблизительно 25% длины окружности внутренней кромки 215.
В соответствии с фигурой 12, показан еще один вариант осуществления стрежня-перемычки 500 для использования в прибыли согласно вариантам осуществления настоящего изобретения. Стержень-перемычка 500 содержит в основном те же характеристики, что и стержень-перемычка 400, показанная на фигуре 11, за исключением того, что плоское основание 510 является плоскоовальным, а не круглым, и выступ 517 проходит по всей окружности внутренней кромки верхней поверхности 514. Отверстие 512, проходящее сквозь плоское основание 510, также имеет плоскоовальное поперечное сечение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАЮЩАЯ СИСТЕМА | 2021 |
|
RU2826644C2 |
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
| ПЛАСТМАССОВЫЙ ПОДДОН | 1995 |
|
RU2151088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2017 |
|
RU2667016C1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| АППЛИКАТОРЫ, ИМЕЮЩИЕ КОНЦЕВЫЕ КОЛПАЧКИ С ЗАХВАТНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2728685C2 |
| СОЕДИНЕНИЕ УСТРОЙСТВА ТИПА ШАРОВОГО ШАРНИРА С ВИЛКОЙ УГЛОВОЙ ПЕРЕДАЧИ, СИСТЕМА УПРАВЛЕНИЯ ЛОПАТОЧНЫМ СПРЯМЛЯЮЩИМ АППАРАТОМ С ИЗМЕНЯЕМЫМ УГЛОМ УСТАНОВКИ ЛОПАТОК, СОДЕРЖАЩИМ ТАКОЕ СОЕДИНЕНИЕ, И ДВИГАТЕЛЬ ЛЕТАТЕЛЬНОГО АППАРАТА, СНАБЖЕННЫЙ ТАКОЙ СИСТЕМОЙ | 2007 |
|
RU2449183C2 |
| ПРОТИВОШУМНЫЕ ВКЛАДЫШИ СО ШНУРОМ | 2019 |
|
RU2789400C2 |
| Монолыжа | 1989 |
|
SU1780514A3 |
| НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ И СПОСОБ ИЗГОТОВЛЕНИЯ НАДРЕССОРНОЙ БАЛКИ | 2017 |
|
RU2717407C1 |
Изобретение относится к области литейного производства. Питающая система содержит прибыль (10), установленную на стержне-перемычке (11). Прибыль имеет первый конец (12) и противоположный второй конец (13), продольную ось (А), проходящую между этими концами, и непрерывную боковую стенку (14), проходящую вокруг продольной оси, образующую полость для приема расплавленного металла во время литья. Стержень-перемычка ограничивает открытое отверстие для соединения полости для приема расплавленного металла с формируемой отливкой. Первый конец прибыли содержит нижнюю часть, установленную на стержне-перемычке. Второй конец прибыли содержит плоскую верхнюю часть (16) и изогнутую (15) или скошенную часть, проходящую по периферии верхней части, соединяющую боковую стенку и верхнюю часть. Обеспечивается снижение риска разрыва полимерной пленки при ее натяжении на модель во время вакуумной формовки. 5 н. и 23 з.п. ф-лы, 12 ил.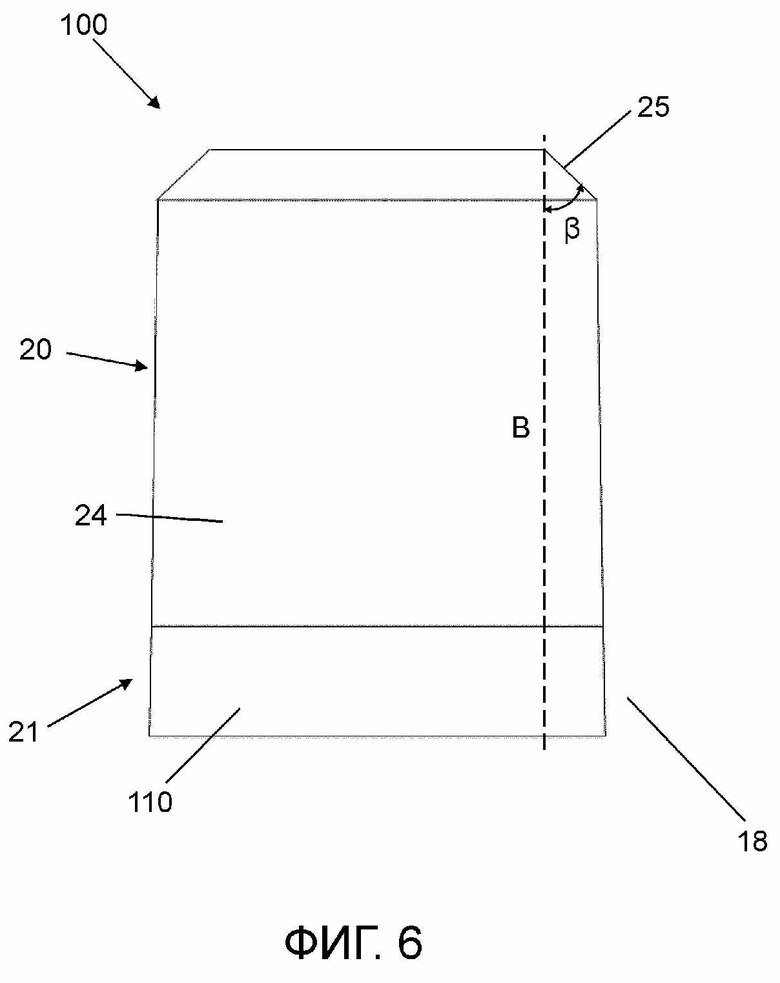
1. Питающая система для литья металла, содержащая прибыль, установленную на стержне-перемычке,
причем прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в целом вокруг продольной оси между первым и вторым концами, причем боковая стенка образует полость для приема расплавленного металла во время литья, при этом
стержень-перемычка ограничивает открытое отверстие сквозь него для соединения упомянутой полости с отливкой,
причем первый конец прибыли содержит нижнюю часть, которая установлена на стержне-перемычке, и
второй конец прибыли содержит плоскую верхнюю часть и изогнутую или скошенную часть, проходящую по периферии верхней части, для соединения боковой стенки и верхней части.
2. Питающая система по п. 1, в которой боковая стенка прибыли имеет цилиндрическую форму, а форма поперечного сечения цилиндра в основном круглая, овальная или плоскоовальная.
3. Питающая система по п. 1 или 2, в которой нижняя часть и стержень-перемычка выступают под углом 2-100° относительно продольной оси прибыли.
4. Питающая система по любому из пп. 1-3, в которой нижняя часть и стержень-перемычка проходят перпендикулярно продольной оси прибыли.
5. Питающая система по любому из пп. 1-4, в которой стержень-перемычка содержит плоское основание и приподнятую боковую стенку, проходящую по окружности плоского основания.
6. Питающая система по п. 5, в которой высота приподнятой боковой стенки составляет 1-15% от высоты прибыли.
7. Питающая система по п. 5 или 6, в которой стержень-перемычка дополнительно содержит выступ, выступающий из верхней поверхности приподнятой боковой стенки.
8. Питающая система по п. 7, в которой выступ выступает частично или полностью по окружности внутренней кромки приподнятой боковой стенки.
9. Питающая система по любому из пп. 1-8, в которой минимальный диаметр верхней части составляет 25-90% от минимального диаметра боковой стенки прибыли.
10. Питающая система по любому из пп. 1-9, в которой верхняя часть содержит открытое отверстие, проходящее сквозь нее.
11. Питающая система по п. 10, в которой минимальный диаметр отверстия, проходящего через верхнюю часть, составляет 20-100% от минимального диаметра верхней части.
12. Питающая система по любому из пп. 1-11, в которой радиус кривизны изогнутой части составляет 2-100 мм.
13. Питающая система по любому из пп. 1-12, в которой боковая стенка прибыли состоит из двух или более частей, которые установлены вместе, причем одна из частей содержит верхнюю часть и изогнутую часть, а другая часть из упомянутых частей содержит нижнюю часть.
14. Питающая система для литья металла, содержащая прибыль, установленную на стержне-перемычке,
причем прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в целом вокруг продольной оси между первым и вторым концами, причем боковая стенка образует полость для приема расплавленного металла во время литья, при этом
первый конец прибыли содержит нижнюю часть, которая установлена на стержне-перемычке, и
причем стержень-перемычка содержит:
плоское основание, определяющее отверстие, проходящее сквозь него, и
кольцевую приподнятую боковую стенку, проходящую по окружности основания, причем приподнятая боковая стенка имеет нижнюю поверхность, которая прикреплена к плоскому основанию или образована вместе с ним, и верхнюю поверхность, противоположную нижней поверхности,
гребень или выступ, выступающий из верхней поверхности приподнятой боковой стенки в направлении, удаленном от плоского основания, причем гребень или выступ выполнен с возможностью зацепления с нижней частью прибыли.
15. Питающая система по п. 14, в которой высота приподнятой боковой стенки составляет 1-15% от высоты прибыли.
16. Питающая система по п. 14 или 15, в которой гребень или выступ выступает частично или полностью по окружности внутренней кромки приподнятой боковой стенки.
17. Питающая система по любому из пп. 14-16, в которой второй конец прибыли содержит плоскую верхнюю часть и скошенную часть, проходящую по периферии верхней части, для соединения боковой стенки и верхней части.
18. Питающая система для литья металла, содержащая прибыль, установленную на стержне-перемычке,
причем прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в целом вокруг продольной оси между первым и вторым концами, причем боковая стенка образует полость для приема расплавленного металла во время литья, при этом
стержень-перемычка ограничивает открытое отверстие сквозь него для соединения упомянутой полости с отливкой,
причем первый конец прибыли содержит нижнюю часть, которая установлена на стержне-перемычке,
второй конец прибыли содержит плоскую верхнюю часть и скошенную часть, проходящую по периферии верхней части, для соединения боковой стенки и верхней части, причем
боковая стенка прибыли состоит из двух или более частей, которые установлены вместе, причем одна из частей содержит верхнюю часть и скошенную часть, а другая часть из упомянутых частей содержит нижнюю часть.
19. Питающая система по п.17 или 18, в которой скошенная часть проходит под углом 10-70° относительно продольной оси прибыли.
20. Питающая система по любому из пп. 17-19, в которой ширина скошенной части, измеренная между боковой стенкой и верхней частью, составляет 10-150% от минимального диаметра боковой стенки.
21. Питающая система по любому из пп. 14-20, в которой боковая стенка прибыли имеет цилиндрическую форму, а форма поперечного сечения цилиндра в основном круглая, овальная или плоскоовальная.
22. Питающая система по любому из пп. 14-21, в которой нижняя часть и стержень-перемычка выступают под углом 2-100° относительно продольной оси прибыли.
23. Питающая система по любому из пп. 14-22, в которой нижняя часть и стержень-перемычка проходят перпендикулярно продольной оси прибыли.
24. Питающая система по любому из пп. 14-23, в которой верхняя часть имеет минимальный диаметр, который составляет 25-90% от минимального диаметра боковой стенки прибыли.
25. Питающая система по любому из пп. 14-24, в которой верхняя часть ограничивает открытое отверстие сквозь нее.
26. Питающая система по п. 25, в которой отверстие имеет минимальный диаметр 20-100% минимального диаметра верхней части.
27. Прибыль для литья металла, имеющая первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в целом вокруг продольной оси между первым и вторым концами, причем боковая стенка образует полость для приема расплавленного металла во время литья, при этом первый конец прибыли содержит нижнюю часть, выполненную для установки на стержне-перемычке, а второй конец прибыли содержит плоскую верхнюю часть и изогнутую или скошенную часть, проходящую по периферии верхней части, для соединения боковой стенки и верхней части, причем прибыль предназначена для использования в питающей системе для литья металла по любому из пп.1-26.
28. Стержень-перемычка для литья металла, причем стержень-перемычка содержит:
плоское основание, определяющее отверстие, проходящее сквозь него, и
кольцевую приподнятую боковую стенку, проходящую по окружности плоского основания, причем приподнятая боковая стенка имеет нижнюю поверхность, которая прикреплена к плоскому основанию или образована вместе с ним, и верхнюю поверхность, противоположную нижней поверхности,
гребень или выступ, выступающий из верхней поверхности приподнятой боковой стенки в направлении, удаленном от плоского основания, причем гребень или выступ выполнен с возможность зацепления с нижней частью прибыли, причем стержень-перемычка предназначен для использования в питающей системе для литья металла по любому из пп.1-26.
| WO 2016034872 A1, 10.03.2016 | |||
| Молотилка для льна | 1928 |
|
SU14660A1 |
| WO 2017025702 A1, 16.02.2017 | |||
| Анкер для крепление облицовочных плит к стенам здания | 1948 |
|
SU79753A1 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| СИСТЕМА ПИТАТЕЛЯ | 2015 |
|
RU2682731C2 |
| РАЗРЕЗНОЙ ФЕРРОМАГНИТНЫЙ СЕРДЕЧНИК | 0 |
|
SU175450A1 |
| US 8430150 B2, 30.04.2013. | |||

