Настоящее изобретение относится к питающей системе для использования в операциях литья металлов с использованием литейных форм и к прибылям для использования в питающей системе.
В типичном процессе литья расплавленный металл заливается в предварительно сформированную полость формы, которая определяет форму отливки. Однако металл усаживается по мере затвердевания, что приводит к образованию усадочных полостей, которые, в свою очередь, приводят к недопустимым дефектам в конечной отливке. Эта проблема хорошо известна в литейной промышленности, и она решается с помощью прибылей или воронок, которые интегрируются в форму. Каждая прибыль обеспечивает дополнительный (обычно закрытый) объем или полость, которые сообщаются с полостью формы, так что расплавленный металл поступает в прибыль из полости формы во время литья. Во время затвердевания отливки расплавленный металл внутри прибыли течет обратно в полость формы, чтобы компенсировать усадку отливки.
Способы формования хорошо известны и описаны в качестве примеров в главах 12 и 13 руководства Foseco Ferrous Foundryman's Handbook (ISBN 075064284 X).
Для больших отливок литейщикам может потребоваться пройти по верхней поверхности формы, чтобы выполнить такие задачи, как нанесение покрытия на внешнюю поверхность формы. Прибыли могут выступать над материалом формы после формирования формы. Если оператор литейного цеха случайно наступит на выступающую прибыль, прибыль может погрузиться в форму через углубление питающей системы, и либо проникнуть в литейную полость, либо полностью выпасть из углубления питателя и попасть в литейную полость. Это может привести к серьезному дефекту в отливке, если смещение прибыли не будет замечено до того, как расплавленный металл будет разлит, или к необходимости замены формы, что является дорогостоящим и вредным для производительности.
Настоящее изобретение было создано с учетом этих проблем.
Согласно первому аспекту настоящего решения предусмотрена питающая система для разливки металла, содержащая прибыль, установленную на стержне-перемычке. Прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в основном вокруг продольной оси между первым и вторым концами. Боковая стенка определяет полость для приема расплавленного металла во время литья, а стержень-перемычка определяет открытое отверстие через него для соединения полости с отливкой. Первый конец прибыли установлен на стержне-перемычке. Прибыль содержит по меньшей мере один выступ, выступающий из наружной поверхности боковой стенки на втором конце прибыли.
При использовании стержень-перемычка будет находиться в контакте с литейной полостью. Стержень-перемычка, на котором установлена прибыль, может быть любого типа, включая дискообразные стержни-перемычки, изготовленные из скрепленного смолой песка или керамического материала, или сломные металлические стержни-перемычки (например, те, которые описаны в заявке FOSECO PCT WO 2016/166497). Следует понимать, что первый конец прибыли будет соответствующим образом сконфигурирован для установки на выбранном типе стержня-перемычки и что стержень-перемычка может быть прикреплен к прибыли любым подходящим способом (например, клеем, фрикционной посадкой, запорным механизмом и подобное).
Во время отливки прибыль будет ориентирована таким образом, чтобы первый конец (установленный на стержне-перемычке) находился внизу, а второй - вверху. Если после формирования формы на прибыль случайно наступают, то по меньшей мере один выступ в верхней части прибыли (т. е. на втором конце) упирается в материал формы, окружающий боковую стенку, и таким образом сопротивляется движению вниз, тем самым предотвращая погружение прибыли через форму и попадание в литейную полость.
Предпочтительно, чтобы по меньшей мере один выступ выступал из наружной поверхности боковой стенки в направлении, перпендикулярном продольной оси прибыли.
В вариантах осуществления боковая стенка прибыли имеет цилиндрическую форму. Форма поперечного сечения цилиндра может быть, как правило, круглой, яйцевидной или овальной формы. В вариантах осуществления диаметр цилиндра обычно постоянен от первого конца до второго конца. В качестве альтернативы диаметр на первом конце прибыли может быть больше диаметра на втором конце или наоборот. В вариантах осуществления боковая стенка прибыли обычно имеет цилиндрическую форму с частью, имеющей форму усеченного конуса, расположенной ближе к первому концу прибыли, которая сужается к стержне-перемычке.
В вариантах осуществления верхняя часть прибыли (т. е. второй конец) открыта или содержит отверстие, проходящее сквозь нее. В таких вариантах осуществления расплавленный металл может быть вылит непосредственно в литейную полость через питатель, и питающая система может содержать фильтр для фильтрации расплавленного металла перед его поступлением в литейную полость. Предпочтительно, чтобы отверстие располагалось в центре. В альтернативных вариантах осуществления верхняя часть прибыли закрывается.
В вариантах осуществления по меньшей мере один выступ выполнен цельно с боковой стенкой. В таких вариантах осуществления прибыль (включая выступ (выступы)) может быть смонтирована на форму с использованием единственного процесса формования. Альтернативно или дополнительно по меньшей мере один выступ представляет собой отдельный компонент, который крепится к прибыли любыми подходящими способами (например, при помощи клея, заклепок, плотной посадки и подобного). В таких вариантах осуществления выступ может быть выполнен из того же материала, что и прибыль (например, песка, скрепленного смолой), или из другого материала (например, металла или пластика).
В вариантах осуществления по меньшей мере один выступ проходит наружу от боковой стенки (т. е. перпендикулярно продольной оси прибыли) на расстояние не менее 5%, 10%, 20% или 30% от максимального диаметра прибыли. В вариантах осуществления по меньшей мере один выступ простирается наружу от боковой стенки на расстояние не более 35%, 30%, 25%, 20%, 15% или 10% от максимального диаметра прибыли. В вариантах осуществления по меньшей мере один выступ простирается наружу на расстояние 5-35%, 5-20% или 5-15% от максимального диаметра прибыли. Следует понимать, что максимальный диаметр прибыли не включает в себя по меньшей мере один выступ и измеряется на втором конце прибыли, где расположен по меньшей мере один выступ, от наружной поверхности боковой стенки на одной стороне прибыли до наружной поверхности боковой стенки на противоположной стороне прибыли.
В вариантах осуществления по меньшей мере один выступ проходит от второго конца прибыли к первому концу вдоль по меньшей мере одного выступа на 4%, 5%, 10%, 15% или 20% от максимальной высоты прибыли (измеренной в направлении продольной оси). В вариантах осуществления по меньшей мере один выступ проходит от второго конца прибыли к первому концу вдоль не более чем 25%, 20%, 15%, 10% или 5% от максимальной высоты прибыли. Предпочтительно, чтобы по меньшей мере один выступ проходил от второго конца к первому концу вдоль 4-25%, 4-15% или 5-10% максимальной высоты прибыли. Следует понимать, что максимальная высота прибыли измеряется от второго конца прибыли до первого конца прибыли без включения стержня-перемычки.
По меньшей мере один выступ может иметь форму множества отдельных выступов, расположенных на расстоянии друг от друга по периферии второго конца прибыли. Альтернативно, по меньшей мере один выступ может иметь форму кольца или обода, который проходит по всей периферии второго конца прибыли. Следует понимать, что любой из вышеупомянутых вариантов осуществления может свободно сочетаться либо с множеством отдельных выступов, либо с кольцом /ободом.
В вариантах осуществления, где по меньшей мере один выступ представляет собой множество отдельных, разнесенных друг от друга выступов, по меньшей мере один выступ может содержать по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9 или 10 отстоящих друг от друга выступов. В вариантах осуществления по меньшей мере один выступ содержит от 2 до 10 отстоящих друг от друга выступов. Предпочтительно, чтобы по меньшей мере один выступ содержал 3 или 4 отстоящих друг от друга выступа. Обеспечение более чем 4-х разнесенных выступов увеличивает сопротивление прибыли движению вниз, увеличивая площадь, которая примыкает к материалу формы, но уменьшает количество прибылей, которые могут быть изготовлены методом однократного формования в течение заданного периода времени. Обеспечение 3 или 4 расположенных на расстоянии друг от друга выступов обеспечивает оптимальный баланс между адекватным сопротивлением движению вниз и хорошей производительностью производства.
В некоторых вариантах осуществления каждый из разнесенных друг от друга выступов простирается вокруг не более чем на 5%, 10%, 15%, 20% или 25% по длине окружности второго конца прибыли. В некоторых вариантах осуществления каждый из разнесенных друг от друга выступов простирается по меньшей мере вокруг 3%, 5%, 10%, 15% или 20% по длине окружности второго конца прибыли. Предпочтительно, чтобы каждый из разнесенных друг от друга выступов простирался примерно на 3-25%, 3-20% или 5-15% по длине окружности второго конца прибыли.
В некоторых вариантах осуществления разнесенные выступы равномерно распределены по периферии второго конца прибыли, так что между центрами каждого из выступов имеется равное расстояние. Например, расстояние между центрами выступов может быть не менее 5%, 10%, 20%, 30%, 40% или 50% по длине окружности обода, или не более 50%, 40%, 30%, 20%, 10% или 5% по длине окружности обода. В других вариантах осуществления разнесенные выступы неравномерно распределены по периферии второго конца прибыли, так что некоторые выступы расположены ближе друг к другу, а некоторые - дальше друг от друга. Предпочтительно, чтобы выступы распределялись по периферии второго конца в симметричном расположении, по крайней мере, с одной плоскостью симметрии.
В вариантах осуществления разнесенные выступы имеют поперечное сечение, которое является полукруглым, на четверть круглым, клиновидным или квадратным. В вариантах осуществления, где форма поперечного сечения является полукруглой или на четверть круглой, выступы могут быть полусферическими или на четверть сферическими. Предпочтительно, чтобы каждый из выступов имел одинаковую форму поперечного сечения и одинаковые размеры. В вариантах осуществления выступы могут представлять собой непрерывный ряд дискретных выступов, образующих, например, зубчатое расположение.
Предпочтительно, чтобы каждый из разнесенных друг от друга выступов имел одинаковую форму и размеры. Однако в некоторых вариантах осуществления выступы могут отличаться по форме или размерам.
В вариантах осуществления, где по меньшей мере один выступ представляет собой кольцо или обод, обод может непрерывно расширяться по периферии второго конца или может содержать один или несколько разрывов. В вариантах осуществления кольцеобразный обод является круглым. В других вариантах осуществления кольцеобразный обод имеет форму многоугольника, имеющего по меньшей мере три стороны, если смотреть на вид в плане вдоль продольной оси прибыли. Многоугольник может иметь по меньшей мере 3, 4, 5, 6, 7, 8, 9 или 10 сторон. В вариантах осуществления многоугольник имеет от 3 до 10 сторон. Углы многоугольного обода могут эффективно действовать как разнесенные друг от друга выступы. Предпочтительно, чтобы многоугольник имел четыре стороны, а обод обычно был квадратным.
В вариантах осуществления углы многоугольника закругляются. Радиус кривизны закругленных углов может быть равен максимальному расстоянию, на которое углы многоугольника выступают наружу от внешней поверхности боковой стенки. В вариантах осуществления радиус закругленных углов может быть не менее 10%, 25%, 50%, 75%, 90% или 100%, или не более 90%, 75%, 50%, 25% или 10% от максимального расстояния, на которое углы многоугольника выступают наружу от внешней поверхности боковой стенки. В вариантах осуществления радиус кривизны закругленных углов составляет 10-100%, 25-100% или 50-100% от максимального расстояния, на которое углы многоугольника выступают наружу от наружной поверхности боковой стенки. Боковые края обода могут быть квадратными или закругленными.
Следует иметь в виду, что в вариантах осуществления, где кольцеобразный обод имеет форму многоугольника, углы многоугольника будут выступать наружу от внешней поверхности боковой стенки на большее расстояние, чем стороны многоугольника.
В конкретном варианте осуществления боковая стенка имеет цилиндрическую форму (имеющую в целом круглое поперечное сечение и в целом постоянный диаметр от первого конца до второго конца прибыли), а по меньшей мере один выступ представляет собой квадратный обод. Углы квадратного обода могут быть закруглены. Таким образом, обод может не обязательно иметь четыре угла 90°, но все же может быть описан как квадратный на том основании, что он имеет четыре ребра равной длины, ориентированных под 90° к смежным сторонам.
Решение также заключается в прибыли для использования в питающей системе согласно вариантам осуществления первого аспекта.
В соответствии со вторым аспектом настоящего решения предусмотрена прибыль для использования при литье металла, причем прибыль содержит первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в основном вокруг продольной оси между первым и вторым концами, боковую стенку, образующую полость для приема расплавленного металла во время литья, причем первый конец прибыли выполнен с возможностью установки на стержне-перемычке, а прибыль содержит по меньшей мере один выступ, проходящий перпендикулярно продольной оси от наружной поверхности боковой стенки на втором конце прибыли.
Приведенные выше замечания в отношении первого аспекта относятся также и ко второму аспекту.
Варианты осуществления изобретения далее будут описаны в качестве примера только со ссылкой на сопроводительные чертежи, в которых:
На фигурах 1 и 2 представлены схематические виды питающей системы согласно варианту осуществления настоящего изобретения;
На фигуре 3 представлен вид в плане питающей системы, показанной на фигурах 1 и 2;
На фигуре 4 показаны схематические изображения вариантов осуществления, показанных на фигурах 1 и 2;
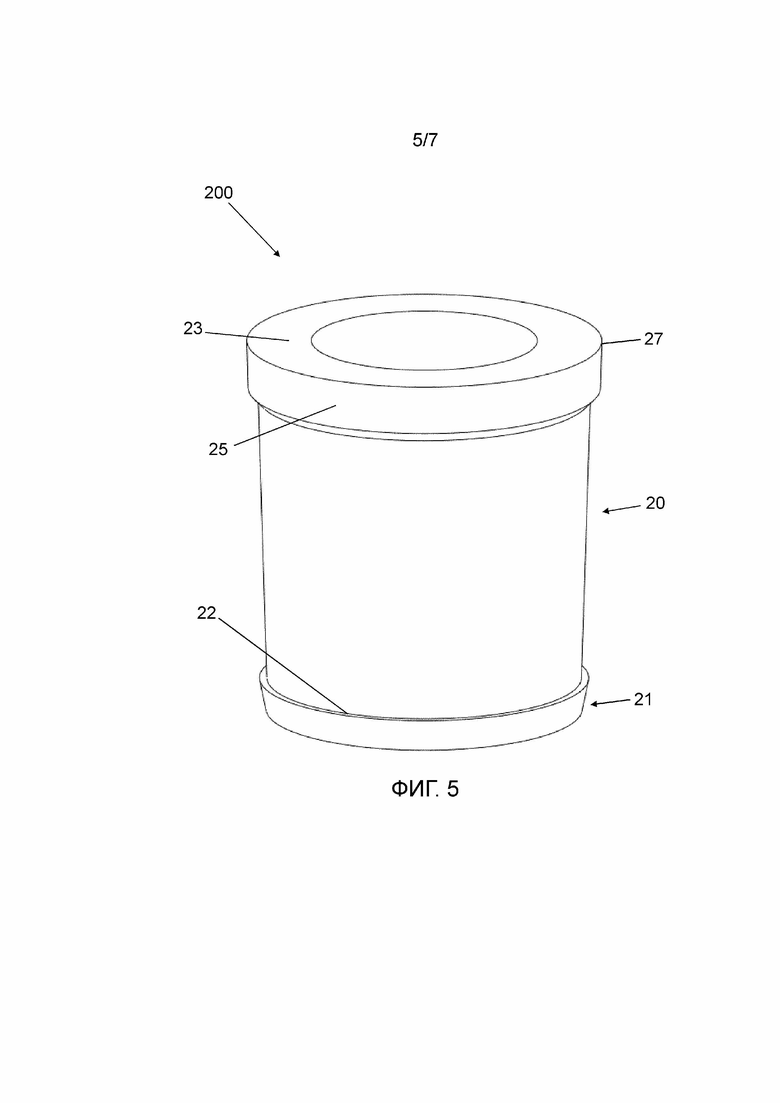
На фигуре 5 показано схематическое изображение питающей системы в соответствии с другим вариантом осуществления настоящего изобретения;
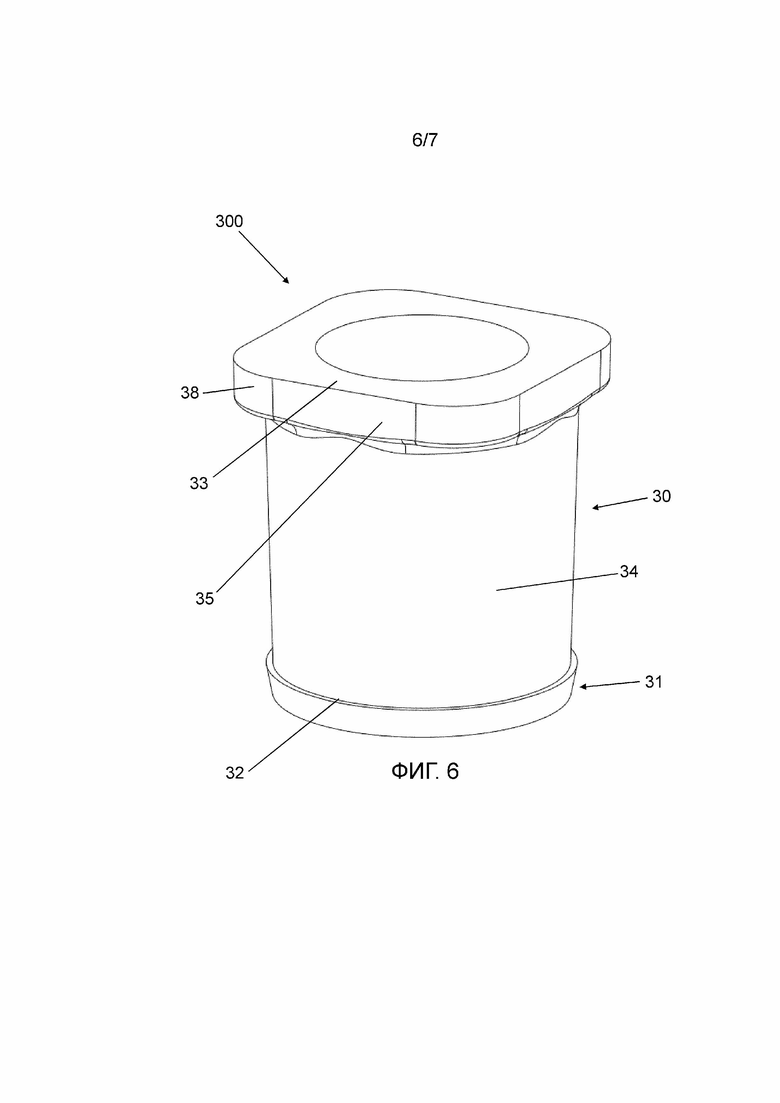
На фигуре 6 показано схематическое изображение питающей системы в соответствии с еще одним вариантом осуществления настоящего изобретения; и
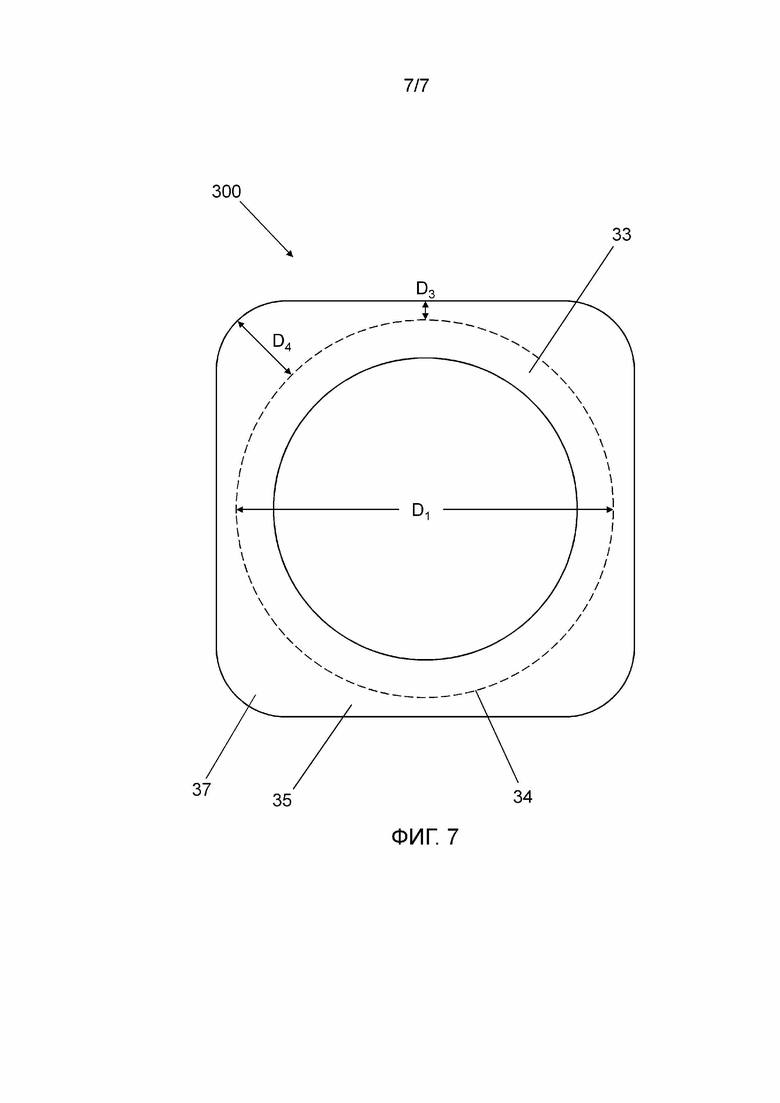
На фигуре 7 представлен вид в плане питающей системы, показанной на фигуре 6.
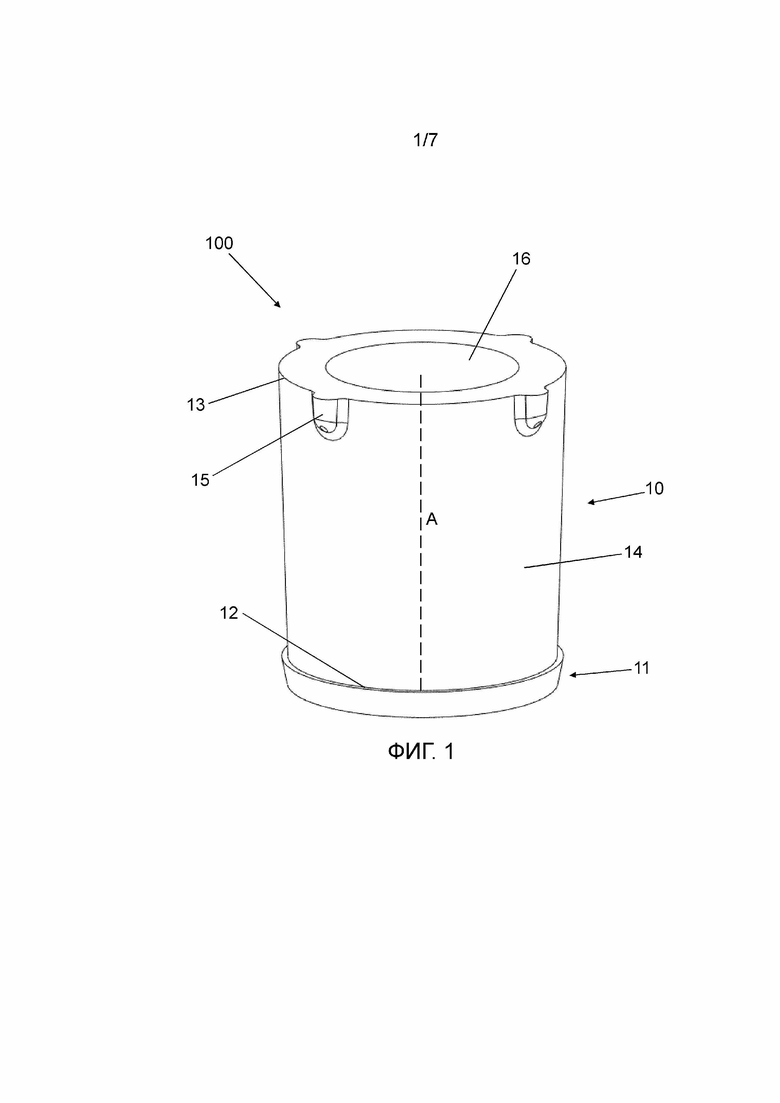
В соответствии с фигурой 1 показана питающая система 100, содержащая прибыль 10, установленную на стержне-перемычке 11. Прибыль 10 имеет первый конец 12 и противоположный ему второй конец 13, причем продольная ось А проходит между первым и вторым концами 12, 13. Сплошная боковая стенка 14 простирается в основном вокруг продольной оси А в виде цилиндра, образуя полость для приема расплавленного металла. Первый конец 12 прибыли 10 установлен на стержне-перемычке 11. Стержень-перемычка 11 представляет собой обычный дискообразный стрежень, определяющий открытое отверстие (не показано) для соединения полости прибыли с отливкой.
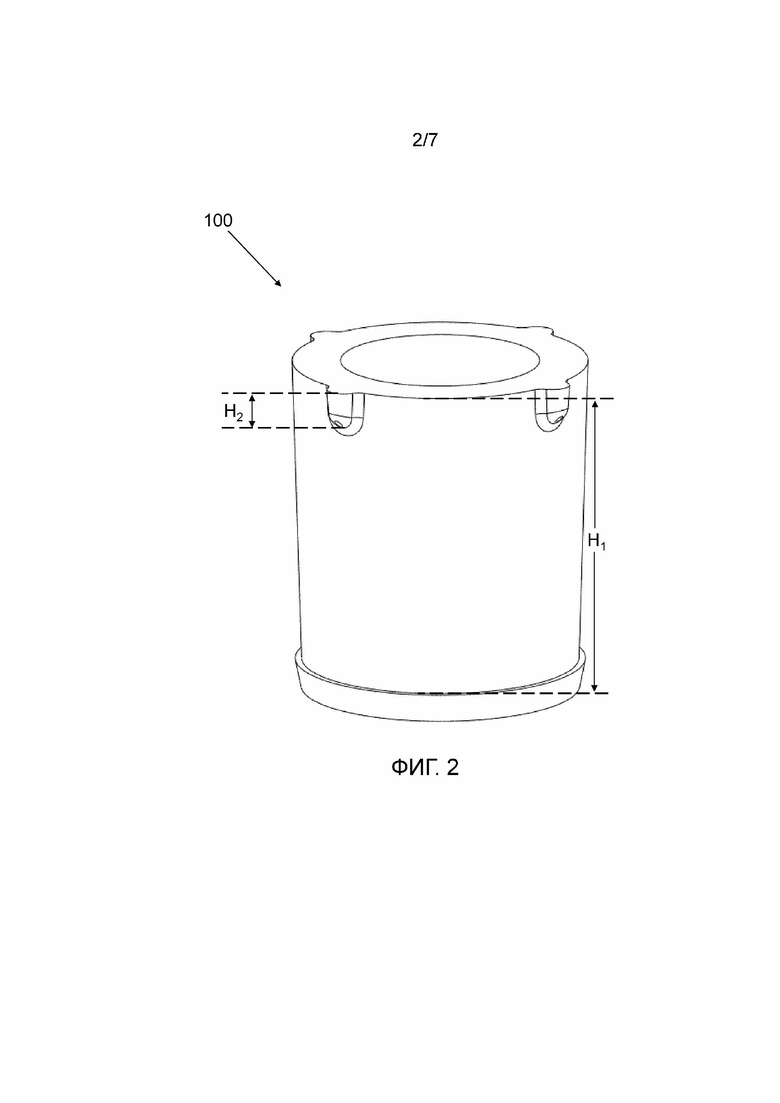
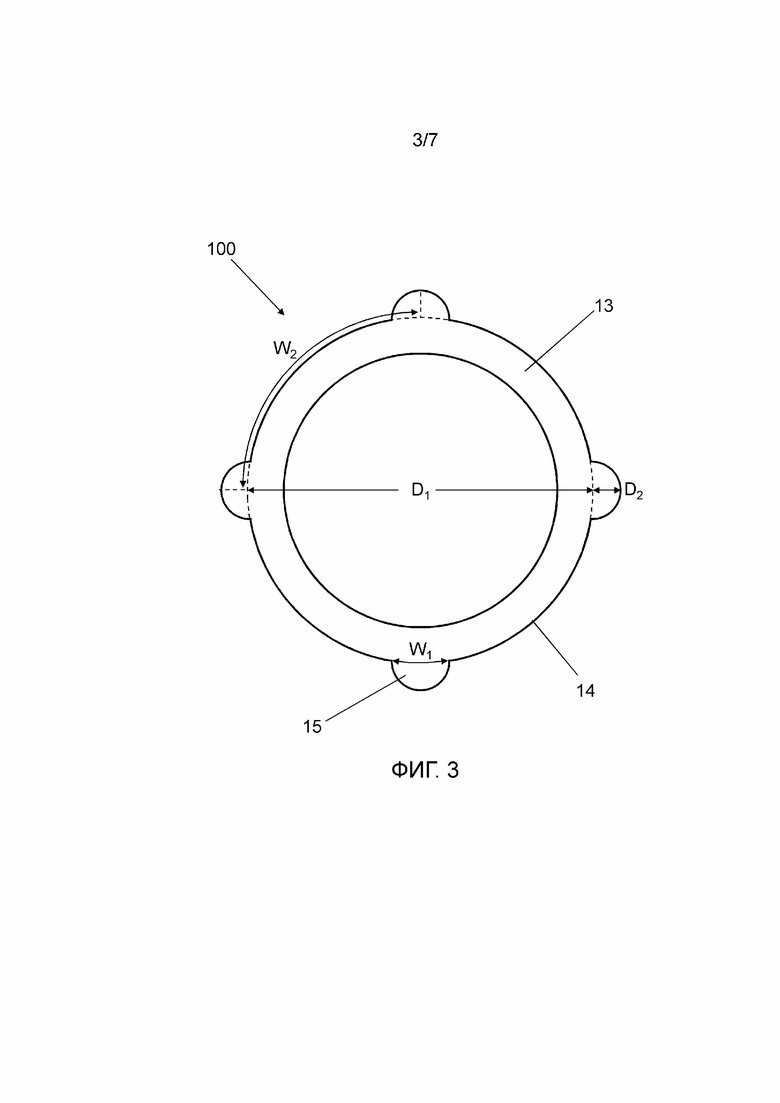
В изображенном варианте осуществления прибыль 10 содержит четыре отдельных выступа 15, выступающих наружу от наружной поверхности боковой стенки 14 на втором конце 13 прибыли 10. Как показано на фигуре 2, высота H2 каждого выступа составляет 10% от максимальной высоты H1 прибыли 10 (измеренной в направлении продольной оси А). Как показано на фигуре 3, форма поперечного сечения каждого выступа (как видно на виде сверху вдоль продольной оси А) представляет собой полукруг. Верхняя кромка каждого выступа 15 плоская и примыкает ко второму концу 13 прибыли 10, в то время как нижняя часть каждого выступа 15 закруглена. Каждый выступ 15 простирается от наружной поверхности боковой стенки 14 на расстояние D2, которое составляет 8% от максимального диаметра D1 цилиндрической боковой стенки 14. Каждый выступ 15 проходит по периферии боковой стенки до ширины W1, которая составляет 5% по длине окружности цилиндрической боковой стенки 14. Выступы 15 равномерно расположены по окружности боковой стенки 14, причем ширина W2 между соседними выступами составляет 20% по длине окружности боковой стенки 14. В общей сложности покрытие выступов 15 по окружности боковой стенки 14 составляет 20%, причем 80% окружности не имеют выступов.
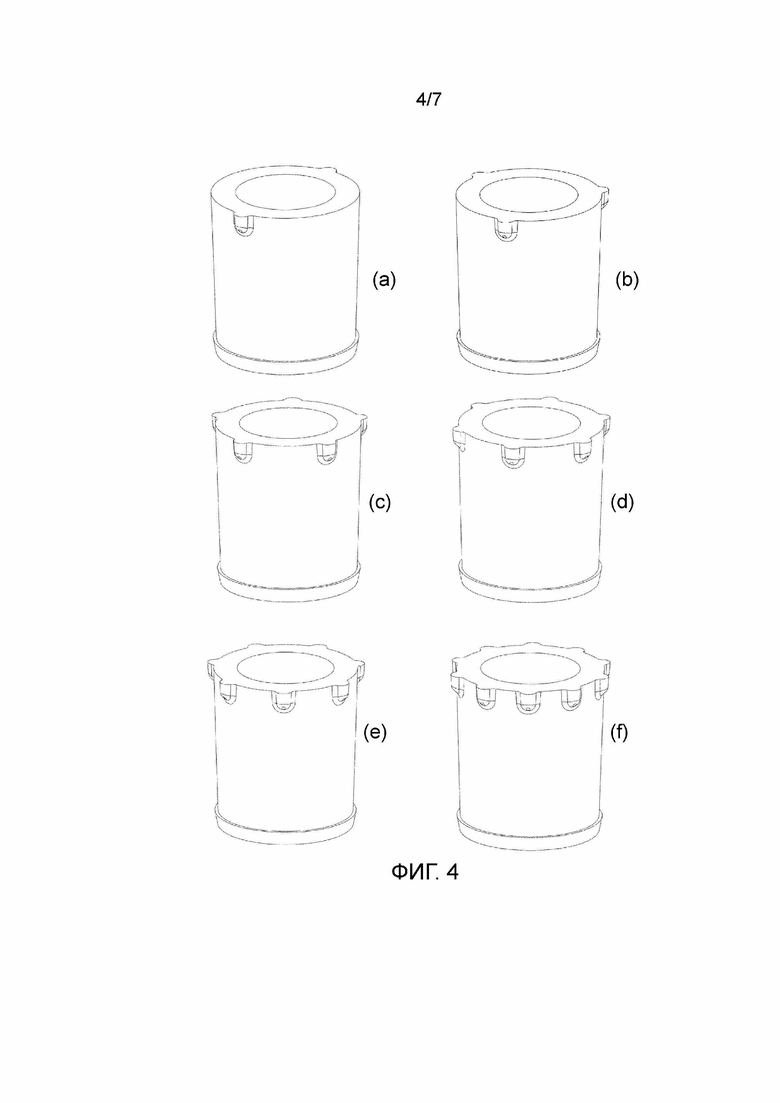
Как показано на фигуре 4, прибыль 10 не обязательно должна содержать четыре отдельных выступа 15 и может содержать любое подходящее количество, например: 2, 3, 5, 6, 7, 8, 9 или 10 выступов 15.
В соответствии с фигурой 5 показан еще один вариант выполнения питающей системы 200, содержащей прибыль 20, установленную на стержне-перемычке 21. Питающая система 200 в значительной степени совпадает с питающей системой 100, показанной на фигуре 1, за исключением того, что по меньшей мере один выступ выполнен в виде круглого обода 25, который проходит по всей периферии второго конца 23 прибыли 20. Боковая кромка 27 обода 25 скорее квадратная, чем закругленная.
В соответствии с фигурой 6 показан еще один вариант осуществления питающей системы 300, в котором по меньшей мере один выступ выполнен в виде квадратного обода 35. Углы 38 квадратного обода 35 закруглены. Как показано на фигуре 7, квадратный обод 35 выступает от внешней поверхности боковой стенки 34 на минимальное расстояние D3 в середине сторон квадрата и максимальное расстояние D4 на углах квадрата. D3 составляет 10% от максимального диаметра D1 боковой стенки 34, а D4-35% от максимального диаметра D1 боковой стенки 34. Расстояние D4 между боковой стенкой 34 и углами 38 соответствует радиусу кривизны закругленных углов.
Соответственно, настоящее решение относится к следующим аспектам.
(1) Питающая система для литья металла, содержащая прибыль, установленную на стержень-перемычку,
при этом прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в основном вокруг продольной оси между упомянутыми первым и вторым концами,
причем боковая стенка образует полость для приема расплавленного металла во время литья, а
упомянутый стержень-перемычка образует открытое отверстие через него для соединения упомянутой полости с отливкой,
при этом первый конец прибыли установлен на стержне-перемычке, и
прибыль содержит по меньшей мере один выступ, проходящий от наружной поверхности боковой стенки на втором конце прибыли.
(2) Питающая система по (1), в которой по меньшей мере один выступ проходит в направлении, перпендикулярном упомянутой продольной оси прибыли.
(3) Питающая система по (1) или (2), в которой боковая стенка прибыли является цилиндрической и имеет в основном круглое поперечное сечение.
(4) Питающая система по любому из предыдущих пунктов, в которой второй конец прибыли определяет открытое отверстие через него.
(5) Питающая система по любому из предыдущих пунктов, в которой по меньшей мере один выступ выполнен за одно целое с боковой стенкой.
(6) Питающая система по любому из предыдущих пунктов, в которой по меньшей мере один выступ проходит наружу от боковой стенки на расстояние 5-35% от максимального диаметра боковой стенки на втором конце прибыли.
(7) Питающая система по любому из предыдущих пунктов, в которой по меньшей мере один выступ проходит от второго конца к первому концу вдоль 4-25% максимальной высоты прибыли, измеренной в направлении продольной оси.
(8) Питающая система по любому из предыдущих пунктов, в которой по меньшей мере один выступ представляет собой множество отдельных выступов.
(9) Питающая система по (8), в которой по меньшей мере один выступ содержит по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9, или 10 отдельных выступов.
(10) Питающая система по (9), в которой по меньшей мере один выступ содержит 3 или 4 отдельных выступа.
(11) Питающая система по любому из пп. (8)-(10), в которой каждый выступ имеет протяженность примерно 3-25% по длине окружности боковой стенки на втором конце прибыли.
(12) Питающая система по любому из пп. (8)-(11), где расстояние между центрами соседних выступов составляет 5-50% по длине окружности боковой стенки на втором конце прибыли.
(13) Питающая система по любому из пп. (8)-(12), в которой по меньшей мере один выступ имеет поперечное сечение, которое является полукруглым, на четверть круглым, клиновидным или квадратным.
(14) Питающая система по любому из пп. (8)-(13), в которой выступы расположены в зубчатой конфигурации по периферии второго конца прибыли.
(15) Питающая система по любому из пп. (1)-(7), в которой по меньшей мере один выступ представляет собой кольцеобразный обод, проходящий по всей периферии второго конца прибыли.
(16) Питающая система по (15), в которой кольцеобразный обод выполнен круглым.
(17) Питающая система по (15), в которой кольцеобразный обод имеет поперечное сечение в форме многоугольника, имеющего не менее трех сторон.
(18) Питающая система по (17), в которой кольцеобразный обод имеет квадратное поперечное сечение.
(19) Питающая система по (17) или (18), в которой углы многоугольника закруглены.
(20) Питающая система по (19), в которой радиус кривизны углов составляет 10-100% от максимального расстояния, на которое углы многоугольника выступают наружу от наружной поверхности боковой стенки.
(21) Прибыль для использования в питающей системе по любому из предыдущих п.п., причем прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в основном вокруг продольной оси между первым и вторым концами, причем боковая стенка образует полость для приема расплавленного металла во время литья,
причем первый конец прибыли сконфигурирован для установки на стержень-перемычку, а также
прибыль содержит по меньшей мере один выступ, проходящий перпендикулярно продольной оси от наружной поверхности боковой стенки на втором конце прибыли.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАЮЩАЯ СИСТЕМА | 2020 |
|
RU2827081C2 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ ПЛАНЕТАРНОЙ ПЕРЕДАЧИ | 2013 |
|
RU2587208C2 |
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2017 |
|
RU2667016C1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| Надрессорная балка | 2017 |
|
RU2654233C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| СТАКАН И УСТАНОВКА ДЛЯ РАЗЛИВКИ | 2014 |
|
RU2680554C2 |
| ПИТАТЕЛЬНАЯ СИСТЕМА | 2015 |
|
RU2684522C2 |
Изобретение относится к области литейного производства и может быть использовано при литье металла в литейные формы. Питающая система (100) для литья металла содержит прибыль (10), установленную на стержне-перемычке (11). Прибыль имеет первый конец (12), противоположный ему второй конец (13), продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку (14), проходящую вокруг продольной оси. Боковая стенка образует полость для приема расплавленного металла во время литья. Стержень-перемычка образует открытое отверстие для соединения полости прибыли с отливкой, при этом прибыль установлена на стержне-перемычке первым концом. На втором конце прибыли расположен по меньшей мере один выступ, проходящий от наружной поверхности боковой стенки. Во время отливки прибыль ориентируют первым концом вниз, а вторым – вверх. При случайном воздействии на прибыль после формовки выступы на втором конце прибыли упираются в материал формы, окружающий боковую стенку, и сопротивляются движению вниз, в полость литейной формы. Обеспечивается предотвращение погружения прибыли в литейную полость. 2 н. и 19 з.п. ф-лы, 7 ил.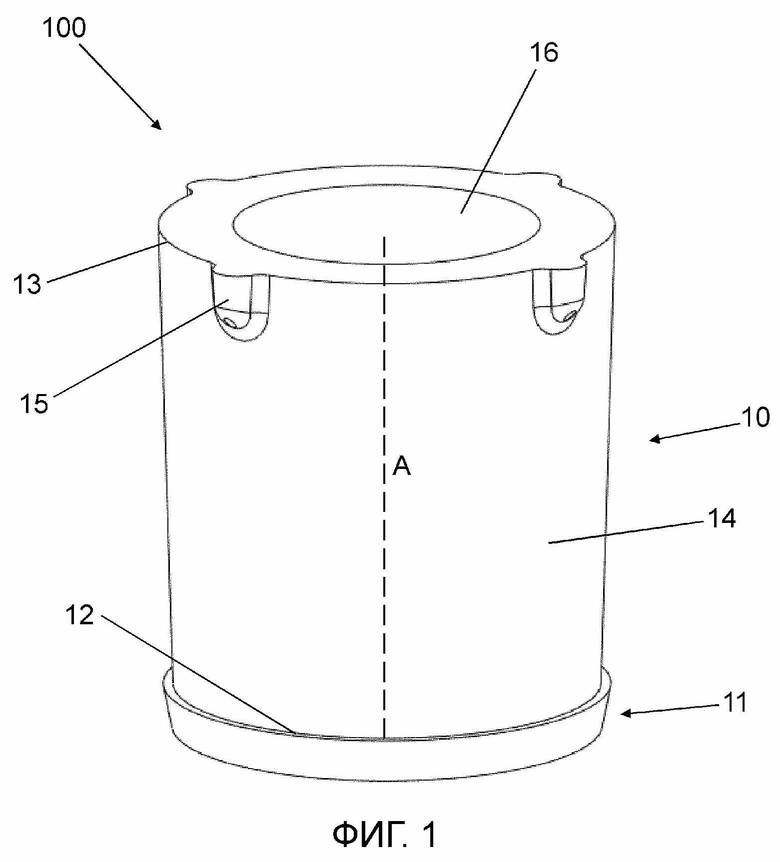
1. Питающая система для литья металла, содержащая прибыль, установленную на стержень-перемычку,
при этом прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в основном вокруг продольной оси между упомянутыми первым и вторым концами,
причем боковая стенка образует полость для приема расплавленного металла во время литья, а
упомянутый стержень-перемычка образует открытое отверстие через него для соединения упомянутой полости с отливкой,
при этом первый конец прибыли установлен на стержне-перемычке и
прибыль содержит по меньшей мере один выступ, проходящий от наружной поверхности боковой стенки на втором конце прибыли.
2. Питающая система по п. 1, в которой по меньшей мере один выступ проходит в направлении, перпендикулярном упомянутой продольной оси прибыли.
3. Питающая система по п. 1 или 2, в которой боковая стенка прибыли является цилиндрической и имеет в основном круглое поперечное сечение.
4. Питающая система по любому из пп. 1-3, в которой второй конец прибыли определяет открытое отверстие через него.
5. Питающая система по любому из пп. 1-4, в которой по меньшей мере один выступ выполнен за одно целое с боковой стенкой.
6. Питающая система по любому из пп. 1-5, в которой по меньшей мере один выступ проходит наружу от боковой стенки на расстояние 5-35% от максимального диаметра боковой стенки на втором конце прибыли.
7. Питающая система по любому из пп. 1-6, в которой по меньшей мере один выступ проходит от второго конца к первому концу вдоль 4-25% максимальной высоты прибыли, измеренной в направлении продольной оси.
8. Питающая система по любому из пп. 1-7, в которой по меньшей мере один выступ представляет собой множество отдельных выступов.
9. Питающая система по п. 8, в которой по меньшей мере один выступ содержит по меньшей мере 2, 3, 4, 5, 6, 7, 8, 9 или 10 отдельных выступов.
10. Питающая система по п. 9, в которой по меньшей мере один выступ содержит 3 или 4 отдельных выступа.
11. Питающая система по любому из пп. 8-10, в которой каждый выступ имеет протяженность примерно 3-25% по длине окружности боковой стенки на втором конце прибыли.
12. Питающая система по любому из пп. 8-11, в которой расстояние между центрами соседних выступов составляет 5-50% по длине окружности боковой стенки на втором конце прибыли.
13. Питающая система по любому из пп. 8-12, в которой по меньшей мере один выступ имеет поперечное сечение, которое является полукруглым, на четверть круглым, клиновидным или квадратным.
14. Питающая система по любому из пп. 8-13, в которой выступы расположены в зубчатой конфигурации по периферии второго конца прибыли.
15. Питающая система по любому из пп. 1-7, в которой по меньшей мере один выступ представляет собой кольцеобразный обод, проходящий по всей периферии второго конца прибыли.
16. Питающая система по п. 15, в которой кольцеобразный обод выполнен круглым.
17. Питающая система по п. 15, в которой кольцеобразный обод имеет поперечное сечение в форме многоугольника, имеющего не менее трех сторон.
18. Питающая система по п. 17, в которой кольцеобразный обод имеет квадратное поперечное сечение.
19. Питающая система по п. 17 или 18, в которой углы многоугольника закруглены.
20. Питающая система по п. 19, в которой радиус кривизны углов составляет 10-100% от максимального расстояния, на которое углы многоугольника выступают наружу от наружной поверхности боковой стенки.
21. Прибыль для использования в питающей системе по любому из пп. 1-20, причем прибыль имеет первый конец и противоположный второй конец, продольную ось, проходящую между первым и вторым концами, и непрерывную боковую стенку, проходящую в основном вокруг продольной оси между первым и вторым концами, причем боковая стенка образует полость для приема расплавленного металла во время литья,
причем первый конец прибыли сконфигурирован для установки на стержень-перемычку, а также прибыль содержит по меньшей мере один выступ, проходящий перпендикулярно продольной оси от наружной поверхности боковой стенки на втором конце прибыли.
| WO 2016034872 A1, 10.03.2016 | |||
| Анкер для крепление облицовочных плит к стенам здания | 1948 |
|
SU79753A1 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| Прибыль для крупногабаритных отливок | 1987 |
|
SU1496905A1 |
| Способ выделения диацетонсорбозы щелочью из ацетонового раствора моно- и диацетонсорбозы | 1954 |
|
SU104878A1 |
| EA 200970507 A1, 30.10.2009 | |||
| Топка для сжигания бурого угля | 1936 |
|
SU50891A1 |

