Настоящее изобретение относится к системе питателя, предназначенной для использования при выполнении операций литья металла, в которых применяются литейные формы, к стакану питателя, предназначенному для использования в системе питателя, и способу подготовки литейной формы, содержащей систему питателя.
В типичном процессе литья в форму расплавленный металл заливают в полость предварительно созданной литейной формы, которая определяет форму отливки. Однако по мере кристаллизации металла происходит его усадка, что приводит к образованию усадочных раковин, это, в свою очередь, приводит к возникновению неприемлемых дефектов в готовой отливке. Это является хорошо известной проблемой в литейной промышленности, и она устраняется путем использования стаканов питателей, которые встраивают в литейную форму либо во время создания этой формы путем установки их на модельную плиту, либо позднее путем установки стакана в полости в созданной форме. Каждый стакан питателя обеспечивает дополнительный (обычно закрытый) объем, или полость, сообщающуюся с полостью литейной формы, в результате чего расплавленный металл также поступает в стакан питателя. Во время кристаллизации расплавленный металл, находящийся в стакане питателя, течет обратно в полость литейной формы для компенсации усадки отливки.
После кристаллизации отливки и удаления материала литейной формы, нежелательный остаточный металл из полости стакана питателя остается прикрепленным к отливке и должен быть удален. Чтобы облегчить удаление остаточного металла, полость стакана питателя может быть сделана сужающейся в направлении его основания (т.е., того конца стакана питателя, который является ближним к полости литейной формы) с получением конструкции, обычно называемой стакан с шейкой. При резком ударе по остаточному металлу он отделяется в наиболее слабом месте, которое будет находиться рядом с отливкой (процесс, обычно называемый "отбивкой"). Также желательным является наличие небольшой площадки на отливке, чтобы сделать возможным позиционирование стаканов питателей в тех зонах отливаемой детали, где доступ может быть ограничен из-за соседних элементов.
Хотя стаканы питателей можно устанавливать непосредственно у поверхности, образующей полость литейной формы, они часто используются вместе с элементом питателя, также известным как "пережим". Пережим просто представляет собой диск из огнеупорного материала (как правило, из песка, связанного полимером, керамики, либо из материала стакана питателя) с отверстием, обычно находящимся в его центре, который располагается между полостью литейной формы и стаканом питателя. Диаметр отверстия в пережиме задают меньше диаметра полости в стакане питателя (который необязательно должен быть сужающимся), в результате чего отбивка происходит в области пережима, поблизости от поверхности отливки.
Формовочный песок можно разделить на две основных категории. Химически связанный (на основе органических или неорганических связок) или связанный глиной. Формовочные связки, обеспечивающие химическую связь, как правило, позволяют получить самотвердеющие системы, при создании которых связку и химический отвердитель смешивают с песком, после чего связка и отвердитель сразу же начинают реагировать, но при этом достаточно медленно, чтобы позволить придать песку форму вокруг модели, после этого им дают затвердеть в степени, достаточной для удаления модели и литья.
При создании форм с глиняной связкой в качестве связки используются глина и вода, и эти формы можно использовать в сыром, или невысушенном, состоянии, такие смеси обычно называются "сырыми формовочными смесями". Сырые формовочные смеси не обладают хорошей текучестью, или их легкое перемещение нельзя обеспечить под действием только сжимающих сил, поэтому, чтобы уплотнить сырую формовочную смесь вокруг модели и придать литейной форме достаточные прочностные свойства, как подробно описано ранее, применяют различные комбинации из обстукивания, вибрации, сдавливания и трамбования с целью получения литейных форм с равномерным распределением прочности при высокой производительности. Песок, как правило, сжимают (уплотняют) под высоким давлением, обычно с использованием одной или более гидравлических трамбовок.
Чтобы установить стаканы при выполнении таких процессов создания литейных форм при высоком давлении, на литейной модели (которая задает полость формы) в заранее определенных местах обычно обеспечивают штыри как точки монтажа стаканов питателей. Как только требуемые стаканы помещены на штыри (в результате чего основание питателя находится на модели или поднято выше нее), создают литейную форму, заливая формовочный песок на модельную плиту и вокруг стаканов питателей до тех пор, пока стаканы питателей не покроются, и опока не заполнится. Нанесение формовочного песка и последующее приложение высоких давлений могут вызвать повреждение и разрушение стакана питателя, особенно, если он находится в непосредственном контакте с модельной плитой перед трамбованием, при этом с учетом увеличивающейся сложности отливок и повышающихся требований к производительности, существует необходимость в литейных формах с более точными размерами и, следовательно, имеется тенденция к повышению давления при трамбовании, в результате чего повышается вероятность разрушения стаканов.
Заявитель разработал линейку сокращаемых элементов питателей, которые предназначены для использования в комбинации со стаканами питателей и описаны в документах WO2005/051568, WO2007141446, WO2012110753 и WO2013171439. Эти элементы сжимаются при воздействии на них давления во время создания литейной формы, что позволяет защитить стакан питателя от повреждения.
В документе US2008/0265129 описан питатель-вставка, предназначенный для вставки в литейную форму, используемую при литье металлов, который содержит тело питателя, имеющее внутри полость. С нижней стороны тело питателя имеет с литейной формой связь, обеспечивающую протекание текучей среды, и с верхней стороны оно снабжено устройством для поглощения энергии.
В документе ЕР1184104А1 (Chemex GmbH) описан стакан питателя из двух частей (который может быть изолирующим или экзотермическим), который телескопирует при сжатии формовочного песка; внутренняя стенка второй (верхней) части находится на одном уровне с внешней стенкой первой (нижней) части).
В документе ЕР1184104А1 Фиг.3а - Фиг.3d иллюстрируют телескопирование стакана (102) питателя, состоящего из двух частей. Стакан (102) питателя находится в непосредственном контакте с модельной плитой (122), что может оказаться неблагоприятным фактором при применении экзотермического стакана, так как может привести к плохому качеству получаемой поверхности, локализованному загрязнению поверхности отливки и даже возникновению приповерхностных дефектов литья. В дополнение к этому, даже несмотря на то, что нижняя часть (104) является сужающейся, по-прежнему имеется широкая площадка на модели (122), так как нижняя часть (104) должна быть относительно толстой, чтобы противостоять силам, действующим на нее во время трамбования. Это неприемлемо, если учитывать отбивку и пространство, занимаемое системой питателя на модели. Нижнюю, внутреннюю часть (104) и верхнюю, внешнюю часть (106) удерживают в положении при помощи удерживающих элементов (112). Удерживающие элементы (112) отламываются и падают в формовочный песок (150), чтобы сделать возможным телескопирование. Удерживающие элементы с течением времени будут накапливаться в формовочном песке и, таким образом, загрязнять его. Это является особенно большой проблемой, когда удерживающие элементы сделаны из экзотермического материала, так как они могут вступать в реакцию с созданием небольших дефектов, возникающих при взрыве.
В документе US6904952 (AS Luengen GmbH & Co KG) описана система питателя, в которой к внутренней стенке стакана питателя временно приклеено трубчатое тело. При сжатии формовочного песка происходит относительное перемещение стакана питателя и трубчатого тела.
К системам питания, предназначенным для использования в системах создания литейных форм при высоком давлении, предъявляются постоянно повышающиеся требования, отчасти из-за совершенствования оборудования для создания литейных форм и отчасти из-за производства новых видов отливок. Определенные сорта ковкого чугуна и конкретные конфигурации отливок могут неблагоприятно влиять на эффективность питания через шейку определенных металлических элементов питателя. В дополнение к этому, определенные линии по изготовлению литейных форм или конфигурации отливок могут вызвать избыточное сжимание (сокращение элемента питателя или телескопирование системы питателя), приводящее к тому, что основание стакана будет находиться очень близко от поверхности отливки, с разделением только тонким слоем песка. Настоящим изобретением предлагается система питателя, предназначенная для использования при литье металла, целью создания которой является устранение одной или более проблем, имеющих место в известных системах питателей, или предложение полезной альтернативы.
Согласно первому аспекту настоящего изобретения, предлагается система питателя, предназначенная для использования при литье металла, которая содержит стакан питателя, установленный на трубчатом теле, причем трубчатое тело имеет первый конец, противоположный второй конец и сжимаемую часть между ними, в результате чего при приложении силы во время использования расстояние между первым и вторым концами уменьшается, стакан питателя имеет продольную ось и содержит непрерывную боковую стенку, проходящую в общем вокруг продольной оси, которая задает полость для приема жидкого металла во время литья, боковая стенка имеет основание, находящееся рядом со вторым концом трубчатого тела, трубчатое тело задает проходящее через него сквозное отверстие для соединения полости с отливаемой деталью, причем в боковую стенку от основания проходит, по меньшей мере, одна выемка, и второй конец трубчатого тела проходит в выемку на фиксированную глубину.
При использовании систему питателя устанавливают на литейную модельную плиту, как правило, помещают над штырем, прикрепленным к модельной плите, для удерживания этой системы на месте, в результате чего трубчатое тело находится рядом с полостью литейной формы. Сквозное отверстие, заданное трубчатым телом, обеспечивает проход из полости стакана питателя в полость литейной формы для питания отливаемой детали по мере ее охлаждения и усадки. Во время создания литейной формы и последующего трамбования на систему питателя будет действовать сила, приложенная в направлении продольной оси трубчатого тела (оси отверстия). Так как второй конец трубчатого тела удерживается на фиксированной глубине в выемке, созданной в стакане питателя, эта сила заставляет сжимаемую часть сокращаться, возможность относительного перемещения трубчатого тела и стакана отсутствует. Как следствие, высокое давление сжатия вызывает деформирование трубчатого тела вместо разрушения стакана питателя. Как правило, при трамбовании на систему питателя будет действовать давление (измеряемое на модели), составляющее, по меньшей мере, 30, 60, 90, 120 или 150 Н/см2.
В документе WO2005/051568 на Фиг.3 показана система питателя, содержащая сжимаемый пережим (10), представляющий собой трубчатое тело, и стакан (20) питателя. Пережим имеет радиальную область боковой стенки, которая прикреплена к основанию стакана питателя при помощи адгезива. В документе WO2005/095020 на Фиг.1 показана система питателя, содержащая первое формованное тело (4), представляющее собой трубчатое тело, и второе формованное тело (5), представляющее собой стакан питателя. Первое формованное тело (4) содержит деформируемый элемент в виде сильфона, который соединен с основанием стакана питателя за счет кольцевой опорной поверхности. В настоящем изобретении трубчатое тело находится в выемке, созданной в стакане питателя, вместо прикрепления к основанию стакана питателя.
Если используется металлический пережим (сокращаемый или трубчатый с телескопированием), металл, обычно представляющий собой сталь, нагревается во время литья и отбирает определенное количество энергии из жидкого металла, находящегося внутри питателя. Общим для металлических пережимов является то, что они имеют кольцевую установочную поверхность, поэтому уменьшение ее размера или полное ее исключение уменьшает количество (холодного) металла в пережиме, что позволяет быстрее нагревать пережим при отборе меньшего количества энергии из металла, находящегося в питателе. Кроме того, при частичном встраивании пережима в экзотермический стакан он будет принимать дополнительную энергию и будет очень сильно нагреваться, что, в свою очередь, улучшит питание через шейку пережима.
Трубчатое тело
Трубчатое тело выполняет две функции: (i) трубчатое тело имеет сквозное отверстие, обеспечивающее проход из полости стакана питателя в литейную форму, и (ii) деформирование трубчатого тела (из-за наличия сокращаемой части) обеспечивает поглощение энергии, которая в противном случае вызывает разрушение стакана питателя.
Трубчатое тело содержит сжимаемую часть. В одном варианте сжимаемая часть имеет ступенчатую конструкцию. Ступенчатая конструкция известна из документа WO2005/051568. В одном варианте сжимаемая часть содержит одну ступеньку или один "изгиб". В другом варианте сжимаемая часть содержит, по меньшей мере, 2, 3, 4, 5 или 6 ступенек или изгибов. В одном таком варианте сжимаемая часть содержит от 4 до 6 ступенек или изгибов.
Диаметр ступеньки (ступенек) или изгиба (изгибов) можно измерить. В одном варианте все ступеньки имеют одинаковый диаметр. В другом варианте диаметр ступенек уменьшается в направлении первого конца трубчатого тела, т.е., сжимаемая часть имеет форму усеченного конуса.
Угол μ сужения, измеряемый между сжимаемой частью в форме усеченного конуса и осью отверстия/продольной осью стакана питателя, можно измерить. В одной группе вариантов часть в форме усеченного конуса наклонена относительно оси под углом не более 50°, 40°, 30°, 20°, 15° или 10°. В одной группе вариантов часть в форме усеченного конуса наклонена относительно оси под углом, составляющим, по меньшей мере, 3°, 5°, 10° или 15°. В одном варианте угол μ составляет от 5° до 20°. Небольшое сужение может оказаться выгодным для обеспечения равномерного сжатия.
Ступенчатая конструкция может включать последовательность чередующихся первых и вторых областей боковой стенки, и угол, образованный составляющими пару первой и второй областями боковой стенки, можно измерить. Внутренний угол (θ) измеряется внутри трубчатого тела, и внешний угол (Φ) измеряется снаружи трубчатого тела. Будет понятно, что углы θ и Ф будут уменьшаться при трамбовании по мере сокращения сжимаемой части. В одной группе вариантов угол между составляющими пару первой и второй областями боковой стенки составляет, по меньшей мере, 30°, 40°, 50°, 60° или 70°. В одной группе вариантов угол между составляющими пару первой и второй областями боковой стенки не больше 120°, 100°, 90°, 80°, 70°, 60° или 50°. В одном варианте угол между составляющими пару первой и второй областями боковой стенки составляет от 60° до 90°.
Ступенчатая конструкция может включать последовательность чередующихся первых и вторых областей боковой стенки, и угол α, созданный между первой областью (областями) боковой стенки и продольной осью трубчатого тела (осью отверстия), можно измерить. Аналогичным образом, можно измерить угол β, созданный между второй областью (областями) боковой стенки и осью отверстия.
В одном варианте углы α и β являются одинаковыми.
В одном варианте α или β приблизительно равен 90°, т.е., первые области боковой стенки или вторые области боковой стенки приблизительно перпендикулярны оси отверстия.
В одном варианте α или β приблизительно равен 0°, т.е., первые области боковой стенки или вторые области боковой стенки приблизительно параллельны оси отверстия.
В одном варианте как α, так и β составляют от 40° до 70°, от 30° до 60° или от 35° до 55°.
Высоту трубчатого тела можно измерить в направлении, параллельном оси отверстия, и можно сравнить с высотой сжимаемой части (также измеряемой в направлении, параллельном оси отверстия). В одной группе вариантов высота сжимаемой части составляет, по меньшей мере, 20%, 30%, 40% или 50% от высоты трубчатого тела. В другой группе вариантов высота сжимаемой части составляет не более 90%, 80%, 70% или 60% от высоты трубчатого тела.
Размеры и масса трубчатого тела будут зависеть от варианта применения.
В общем предпочтительно уменьшить массу трубчатого тела, когда это возможно. Это приводит к уменьшению стоимости материала и также может оказаться выгодным во время литья, например, из-за уменьшения теплоемкости трубчатого тела. В одном варианте трубчатое тело имеет массу меньше 50, 40, 30, 25 или 20 г.
Будет понятно, что трубчатое тело имеет продольную ось, являющуюся осью отверстия. В общем случае стакан питателя и трубчатое тело будут выполнены такой формы, чтобы ось отверстия и продольная ось стакана питателя совпадали. Однако это не является существенным.
Высоту трубчатого тела можно измерить в направлении, параллельном оси отверстия и можно сравнить с глубиной выемки (первой глубиной). В некоторых вариантах отношение высоты трубчатого тела к первой глубине составляет от 1:1 до 5:1, от 1,1:1 до 3:1 или от 1,3:1 до 2:1.
Трубчатое тело имеет внутренний диаметр и внешний диаметр, а также толщину, которая определяется разницей между внутренним и внешним диаметрами (все измеряются в плоскости, перпендикулярной оси отверстия). Толщина трубчатого тела должна быть такой, чтобы она позволяла ему проходить в выемку. В некоторых вариантах толщина трубчатого тела составляет, по меньшей мере, 0,1, 0,3, 0,5, 0,8, 1,2 или 3 мм. В некоторых вариантах толщина трубчатого тела составляет не более 5, 3, 2, 1,5, 1, 0,8 или 0,5 мм. В одном варианте трубчатое тело имеет толщину от 0,3 до 1,5 мм. Небольшая толщина выгодна по ряду причин, включая уменьшение количества материала, требующегося для изготовления трубчатого тела, и возможность создания узкой выемки в боковой стенке, а также уменьшение теплоемкости трубчатого тела и, как следствие, количества энергии, поглощаемой при литье из металла, находящегося в питателе. Выемка проходит от основания боковой стенки, и чем шире выемка, тем шире должно быть основание при ее создании.
В одном варианте трубчатое тело имеет круглое сечение. Однако сечение может и не быть круглым, например, может быть овальным, округлым или эллиптическим. В одном предпочтительном варианте трубчатое тело становится уже (сужается) с удалением от стакана питателя (поблизости от отливаемой детали во время использования). Узкая часть, находящаяся рядом с отливаемой деталью, известна как "шейка питателя" и обеспечивает улучшение отбивки для удаления питателя. В одной группе вариантов угол сужения шейки относительно оси отверстия будет не больше 55°, 50°, 45°, 40° или 35°.
Чтобы дополнительно улучшить отбивку, основание трубчатого тела может иметь направленный внутрь борт, чтобы обеспечить поверхность для установки на литейной модели и создать бороздку в получаемой в результате литья шейке питателя для облегчения его удаления (отбивки).
Трубчатое тело может быть изготовлено из множества подходящих материалов, включая металл (например, сталь, чугун, алюминий, алюминиевые сплавы, латунь, медь и т.д.) или пластики. В конкретном варианте трубчатое тело выполнено из металла. Металлическое трубчатое тело может быть изготовлено с небольшой толщиной при одновременном сохранении достаточной прочности, чтобы противостоять давлениям при создании литейной формы. В одном варианте трубчатое тело не изготавливают из материала стакана питателя (вне зависимости от того, является ли он изолирующим или экзотермическим). Материал стакана питателя в общем случае не является достаточно прочным для того, чтобы противостоять давлениям при создании литейной формы, если этот стакан имеет небольшую толщину, при этом более толстое трубчатое тело требует более широкой канавки в боковой стенке и, таким образом, увеличения размеров (и связанной с этим стоимости) системы питателя в целом. В дополнение к этому, трубчатое тело, содержащее материал, из которого изготовлен стакан питателя, может также привести к плохому качеству поверхности и возникновению дефектов, если оно находится в контакте с отливаемой деталью.
В определенных вариантах, когда трубчатое тело создано из металла, его можно получать путем штамповки из одной металлической детали с постоянной толщиной. В одном варианте трубчатое тело изготавливают при помощи вытяжки, при которой заготовку из металлического листа растягивают в радиальном направлении в формообразующей матрице при помощи механического воздействия пуансона. Этот процесс считается глубокой вытяжкой, если глубина вытянутой детали превышает ее диаметр, и выполняется путем неоднократной вытяжки этой детали в последовательности матриц. В другом варианте трубчатое тело изготавливают при помощи выдавливания металла на токарном станке, или ротационного выдавливания, при котором заготовку в виде металлического диска или трубки сначала устанавливают на токарно-давильном станке и приводят во вращение с большой скоростью. Затем выполняют несколько проходов роликом или инструментом с приложением давления в определенном месте, что вызывает течение металла к оправке и по окружности этой оправки, профиль которой соответствует форме требуемой готовой детали.
Чтобы подходить для штамповки или ротационного выдавливания, металл должен иметь достаточную податливость, чтобы предотвратить возникновение разрывов или трещин во время процесса формообразования. В определенных вариантах элемент питателя изготавливают из холоднокатаных сталей, имеющих типичное содержание углерода в диапазоне от, минимум, 0,02% (Сорт DC06, Европейский стандарт EN10130-1999) до, максимум, 0,12% (Сорт DC01, Европейский стандарт EN10130-1999). В одном варианте трубчатое тело сделано из стали с содержанием углерода менее 0,05%, 0,04% или 0,03%.
Стакан питателя
В одном варианте выемка представляет собой канавку, которая проходит от основания боковой стенки. Будет понятно, что канавка в боковой стенке обособлена от полости в стакане питателя. В одном варианте канавка находится от полости стакана питателя на расстоянии, по меньшей мере, 5, 8 или 10 мм.
В другом варианте выемка является смежной с полостью в стакане питателя. В одном таком варианте край выемки задан уступом в боковой стенке.
Выемку можно считать имеющей первую глубину, представляющую собой расстояние, на которое эта выемка проходит от основания в боковую стенку. Как правило, выемка имеет неизменную глубину, т.е., расстояние, на которое она проходит от основания в боковую стенку, является одинаковым вне зависимости от того, где оно измеряется. Однако, если требуется, может применяться выемка переменной глубины, и под первой глубиной будет пониматься минимальная глубина, так как она определяет степень возможного прохождения трубчатого тела в эту выемку.
Перед трамбованием трубчатое тело принято в выемку на вторую глубину, при этом трубчатое тело, по меньшей мере, отчасти занимает эту выемку. В одном варианте трубчатое тело полностью занимает выемку, т.е., вторая глубина равна первой глубине.
В одном варианте сжимаемая часть трубчатого тела находится на расстоянии от выемки. В качестве альтернативы, сжимаемая часть трубчатого тела отчасти или полностью находится в выемке, созданной в стакане питателя (перед трамбованием). Размеры и форма сжимаемой части будут влиять на ее положение. Более целесообразно, чтобы сжимаемая часть находилась снаружи стакана питателя, это сделает возможным равномерное и устойчивое сокращение и минимальное удаление частиц стакана из-за истирания при перемещении сжимаемой части относительно него.
Выемка должна быть выполнена с возможностью приема трубчатого тела. Следовательно, поперечное сечение выемки (в плоскости, перпендикулярной оси отверстия) соответствует поперечному сечению трубчатого тела, например, канавка является круглой, а трубчатое тело имеет круглое поперечное сечение. В одном варианте, упомянутая, по меньшей мере, одна выемка представляет собой одиночную непрерывную канавку. В другом варианте стакан питателя имеет группу пазов, а трубчатое тело имеет соответствующую форму, например, зубчатый край.
В одной группе вариантов выемка имеет первую глубину, составляющую, по меньшей мере, 20, 30, 40 или 50 мм. В одной группе вариантов первая глубина составляет не более 100, 80, 60 или 40 мм. В одном варианте первая глубина составляет от 25 до 50 мм. Первую глубину можно сравнить с высотой стакана питателя. В одном варианте первая глубина составляет от 10% до 50% или от 20% до 40% от высоты стакана питателя.
Предполагается, что выемка имеет максимальную ширину (W), которая измеряется в направлении, приблизительно перпендикулярном оси отверстия и/или оси стакана питателя. Будет понятно, что ширина выемки должна быть достаточной для приема внутрь этой выемки трубчатого тела. В одной группе вариантов выемка имеет ширину, составляющую, по меньшей мере, 0,5, 1, 2, 3, 5, 8 или 10 мм. В одной группе вариантов выемка имеет максимальную ширину не более 15, 10, 5, 3 или 1,5 мм. В одном варианте выемка имеет максимальную ширину от 1 до 3 мм. Это особенно полезно, когда выемка представляет собой канавку (обособленную от полости). В одном варианте выемка имеет максимальную ширину от 5 до 10 мм. Это особенно полезно, когда выемка является смежной с полостью.
Выемка может иметь неизменную ширину, т.е., ширина выемки является одинаковой вне зависимости от того, где она измеряется. В качестве альтернативы, выемка может иметь неодинаковую ширину. Например, когда выемка представляет собой канавку, она может сужаться с удалением от основания боковой стенки. Как следствие, максимальная ширина измеряется у основания боковой стенки, и затем ширина уменьшается до минимальной величины, имеющейся на первой глубине.
В одной группе вариантов вторая глубина (D2), представляющая собой глубину, на которую трубчатое тело принято в выемку, составляет, по меньшей мере, 30%, 40% или 50% от первой глубины. В одной группе вариантов вторая глубина составляет не более 90%, 80% или 70% от первой глубины. В одном варианте вторая глубина составляет от 80% до 100% от первой глубины.
Как правило, трубчатое тело проходит в выемку на неизменную глубину, т.е., расстояние от основания до конца трубчатого тела является одинаковым вне зависимости от того, где оно измеряется. Однако, если требуется, может применяться трубчатое тело, имеющее неровный край (например, зубчатый край), в результате чего расстояние может меняться, и под второй глубиной будет пониматься максимальная глубина, c обязательным условием, что не будет возникать зазора между трубчатым телом и основанием боковой стенки, чтобы избежать попадания формовочного песка в отливку.
Природа материала стакана питателя конкретным образом не ограничивается и может быть, например, изолирующей или экзотермической. Экзотермический стакан питателя создает тепло, которое помогает сохранить расплавленный металл жидким более длительное время. Экзотермические стаканы могут представлять собой быстро воспламеняющиеся стаканы, имеющие высокие экзотермические свойства и высокую плотность, например, линейка изделий FEEDEX®, продаваемых компанией Foseco, или экзотермические/изолирующие стаканы, например, линейка изделий KALMINEX®, продаваемых компанией Foseco, которые имеют существенно более низкую плотность и более низкие экзотермические свойства, чем линейка стаканов FEEDEX®.
В одном варианте стакан питателя является экзотермическим. Как рассмотрено выше, настоящее изобретение позволяет избежать какого-либо возможного охлаждения, оказывающего неблагоприятный эффект на питание, за счет расположения части трубчатого тела внутри стакана питателя и уменьшения общего количества (холодного) металла в трубчатом теле (пережиме) из-за того, что не используется установочная поверхность, которая проходит снаружи полости стакана питателя. Данное преимущество является более ощутимым при использовании экзотермического стакана, а не изолирующего, так как предполагается, что это способствует очень сильному нагреву металлического трубчатого тела (пережима).
Метод изготовления конкретным образом не ограничивается, и стакан может быть изготовлен, например, с использованием процесса вакуумного формования или пескоструйного способа. Как правило, стакан питателя сделан из смеси огнеупорных наполнителей с низкой или высокой плотностью (например, кварцевого песка, оливина, полых микросфер и волокон из алюмосиликата, шамота, оксида алюминия, пемзы, перлита, вермикулита) и связок. Для экзотермического стакана питателя дополнительно требуется топливо (обычно алюминий или алюминиевый сплав), окислитель (как правило, оксид железа, диоксид марганца или нитрат калия) и обычно - инициаторы/сенсибилизаторы (как правило, криолит).
В одном варианте изготавливают традиционный стакан питателя, а затем материал этого стакана удаляют из основания для создания выемки, например, путем сверления или шлифования. В другом варианте стакан питателя изготавливают с уже имеющейся выемкой, как правило, при помощи пескоструйного способа с использованием инструмента, который задает выемку, например, инструмента, имеющего тонкую оправку, вокруг которой создается стакан, после чего стакан удаляют из инструмента (снимают с оправки). В еще одном варианте стакан создают вокруг трубчатого тела.
В одной группе вариантов стакан питателя имеет прочность (прочность на раздавливание), составляющую, по меньшей мере, 8 кН, 12 кН, 15 кН, 20 кН или 25 кН. В одной группе вариантов прочность стакана составляет менее 25 кН, 20 кН, 18 кН, 15кН или 10 кН. Для облегчения сравнения прочность стакана питателя задается как прочность на сжатие цилиндрического испытательного тела 50×50 м, состоящего из материала этого стакана. Используется машина для испытания на сжатие 201/70 ЕМ (Form & Test Seidner, Германия), которую задействуют в соответствии с инструкциями изготовителя. Испытательное тело помещают в центре нижней из стальных пластин и нагружают до разрушения при перемещении нижней пластины к верхней пластине со скоростью 20 мм/мин. Фактическая прочность стакана питателя будет зависеть не только от конкретного состава, используемой связки и способа изготовления, но также и от его размеров и конструкции, что иллюстрируется тем фактом, что прочность испытательного тела обычно выше, чем измеренная для стандартного стакана с плоским верхом.
В одной группе вариантов стакан питателя имеет плотность, составляющую, по меньшей мере, 0,5, 0,8, 1,0 или 1,3 г/см3. В другой группе вариантов стакан питателя имеет плотность не более 2,0, 1,5 или 1,2 г/см3. KALMIN S® - это предлагаемый на рынке стакан, имеющий типичную плотность 0,45 г/см3; этот стакан является изолирующим. Стаканы питателей с низкой плотностью и экзотермическими/изолирующими свойствами предлагаются под марками KALMINEX® и, как правило, имеют плотность от 0,58 до 0,95 г/см3. FEEDEX HD® - это предлагаемый на рынке стакан, имеющий высокую плотность и высокие экзотермические свойства, с плотностью 1,4 г/см3. Если говорить в общем, обнаружено, что увеличение плотности стакана за счет выбора типов огнеупорных наполнителей и других компонентов, как правило, приводит к увеличению прочности.
Параметры, которые могут учитываться при оценке экзотермического стакана питателя, включают время воспламенения, максимальную достигаемую температуру (Tmax), длительность экзотермической реакции (время горения) и коэффициент увеличения модуля (MEF), представляющий собой увеличение времени кристаллизации с коэффициентом х.
В одном варианте стакан питателя имеет MEF, составляющий, по меньшей мере, 1,40, 1,55 или 1,60. Стаканы питателей KALMINEX 2000® - это экзотермические/изолирующие стаканы, и, как правило, они имеют MEF, равный 1,58 или 1,64, в то время как стаканы FEEDEX® являются экзотермическими и, как правило, имеют MEF, составляющий от 1,6 до 1,7, соответственно. Стаканы питателей KALMIN S® являются изолирующими и, как правило, имеют MEF, равный 1,4-1,5.
В одном варианте стакан питателя имеет крышку, находящуюся на расстоянии от основания боковой стенки. Боковая стенка и крышка вместе задают полость для приема жидкого металла во время литья. В одном таком варианте крышка и боковая стенка созданы как единое целое. В качестве альтернативы, боковая стенка и крышка могут быть разделимыми, т.е., крышка является накладной. В одном варианте как боковая стенка, так и крышка сделаны из материала стакана питателя.
Стаканы питателей предлагаются с рядом форм, включая цилиндрическую, овальную и купольную. По сути, боковая стенка может быть параллельна продольной оси стакана питателя или наклонена относительно нее. Крышка (если она имеется) может быть плоской, в форме купола, в форме купола с плоским верхом или иметь любую другую подходящую форму.
Крышка стакана может быть закрытой, в результате чего полость в стакане питателя является закрытой, а также она может иметь углубление (глухое отверстие), проходящее в части верхней области питателя (противоположной основанию), чтобы облегчить установку системы питателя на штырь, прикрепленный к литейной модели. В качестве альтернативы, стакан питателя может иметь прорезь (сквозное отверстие), которая проходит насквозь через крышку питателя, в результате чего полость питателя является открытой. Прорезь должна быть достаточно широкой для помещения в нее опорного штыря, но при этом достаточно узкой, чтобы не допустить поступления песка в полость стакана питателя во время создания литейной формы. Диаметр прорези можно сравнить с максимальным диаметром полости стакана питателя (оба измеряются в плоскости, перпендикулярной продольной оси этого стакана). В одном варианте диаметр прорези составляет не более 40%, 30%, 20%, 15% или 10% от максимального диаметра полости стакана питателя.
При использовании систему питателя, как правило, помещают на опорный штырь для удерживания этой системы в требуемом положении на литейной модели перед сжатием и трамбованием песка. При трамбовании стакан перемещается к поверхности литейной модели, и штырь, если он зафиксирован, может пробивать крышку стакана питателя, либо просто может двигаться в прорези или углублении по мере перемещения стакана вниз. Это перемещение и контакт крышки со штырем могут вызвать отламывание небольших фрагментов стакана и их падение в полость для отливки, что приводит к плохому качеству поверхности отливки или локальному загрязнению ее поверхности. Это можно устранить за счет установки в качестве облицовки в прорези или углублении, имеющихся в крышке, полой вставки, или внутренней втулки, которая может быть изготовлена из множества подходящих материалов, включая металл, пластик или керамику. Таким образом, в одном варианте стакан питателя может быть модифицирован с включением внутренней втулки, служащей облицовкой для прорези или углубления в крышке питателя. Эта втулка может быть вставлена в прорезь или углубление в крышке стакана после создания этого стакана или, в качестве альтернативы, введена во время изготовления этого стакана, когда материал стакана наносят пескоструйным способом или формуют вокруг втулки, после чего стакан затвердевает и удерживает втулку на месте. Такая втулка защищает стакан от какого-либо повреждения, которое может быть вызвано опорным штырем во время создания формы и трамбования.
Изобретение также относится к стакану питателя, предназначенному для использования в вариантах системы питателя, соответствующих первому аспекту.
Согласно второму аспекту настоящего изобретения предлагается стакан питателя, предназначенный для использования при литье металла, причем стакан питателя имеет продольную ось и содержит непрерывную боковую стенку, проходящую в общем вокруг продольной оси, и крышку, проходящий в общем в направлении, поперечном продольной оси, и боковая стенка и крышка вместе задают полость для приема жидкого металла во время литья, причем боковая стенка имеет основание, находящееся на расстояния от крышки, и от основания в боковую стенку проходит канавка.
Приведенные выше комментарии, относящиеся к первому аспекту, также применимы и ко второму аспекту, за исключением того, что стакан питателя, соответствующий второму аспекту, должен содержать крышку. Будет понятно, что канавка проходит на удаление от основания и к крышке.
В одном варианте через крышку питателя проходит прорезь (сквозное отверстие). В одном таком варианте в прорези в качестве облицовки установлена внутренняя втулка. Этот вариант полезен, когда стакан питателя применяется с опорным штырем, как описано выше.
В одном варианте крышка является сплошной, т.е., в крышке питателя прорезь отсутствует.
Согласно третьему аспекту настоящего изобретения предлагается способ подготовки литейной формы, содержащий следующие этапы:
- помещают систему питателя по первому аспекту на модельную плиту, причем система питателя содержит стакан питателя, установленный на трубчатом теле, стакан питателя содержит непрерывную боковую стенку, которая задает полость для приема жидкого металла во время литья, боковая стенка имеет основание, находящееся рядом с трубчатым телом, трубчатое тело задает проходящее через него сквозное отверстие для соединения полости с отливаемой деталью, а также имеет первый конец, противоположный второй конец и сжимаемую часть между ними, причем в боковую стенку от основания проходит выемка, и второй конец трубчатого тела проходит в эту выемку на фиксированную глубину;
- окружают модельную плиту материалом литейной формы;
- уплотняют материал литейной формы; и
- удаляют модельную плиту из уплотненного материала литейной формы, чтобы создать литейную форму;
причем этап уплотнения материала литейной формы содержит приложение давления к системе питателя, в результате чего сжимаемая часть сжимается, и уменьшается расстояние между первым и вторым концами.
Литейная форма может представлять собой литейную форму, разделяемую на части в горизонтальном или вертикальном направлении. Если используется машина для создания форм, разделяемых на части в вертикальном направлении (например, машины для создания безопочных литейных форм Disamatic, производимые компанией DISA Industries A/S), систему питателя, как правило, помещают на качающуюся (модельную) плиту, когда она находится в горизонтальном положении во время выполнения обычного цикла создания литейной формы. Стаканы можно помещать на горизонтальную модельную, или качающуюся, плиту вручную или автоматически с использованием роботов.
Приведенные выше комментарии, относящиеся к первому и второму аспектам, также применимы и к третьему аспекту. В частности, в одном варианте выемка представляет собой канавку (обособленную от полости). В другом варианте выемка является смежной с полостью.
В одной группе вариантов этап уплотнения материала литейной формы содержит приложение давления трамбования (измеряемого на модели), составляющего, по меньшей мере, 30, 60, 90, 120 или 150 Н/см2.
В одном варианте сжимаемая часть имеет ступенчатую конструкцию. В одном таком варианте ступенчатая конструкция включает последовательность чередующихся первых и вторых областей боковой стенки, и сжатие сжимаемой части уменьшает угол между составляющими пару первой и второй областями боковой стенки.
В одном варианте материал литейной формы представляет собой песок, связанный глиной (обычно называемый "сырой формовочной смесью"), который, как правило, содержит смесь из глины, например, бентонита натрия или кальция, воды и других добавок, например, угольной пыли, и связки на основе крахмала. В качестве альтернативы, материал литейной формы представляет собой формовочный песок, содержащий связку.
Теперь только в качестве примера будут рассмотрены варианты реализации настоящего изобретения со ссылкой на сопровождающие чертежи, из которых:
на Фиг.1 - Фиг.5 схематично показаны системы питателей, соответствующие этим вариантам.
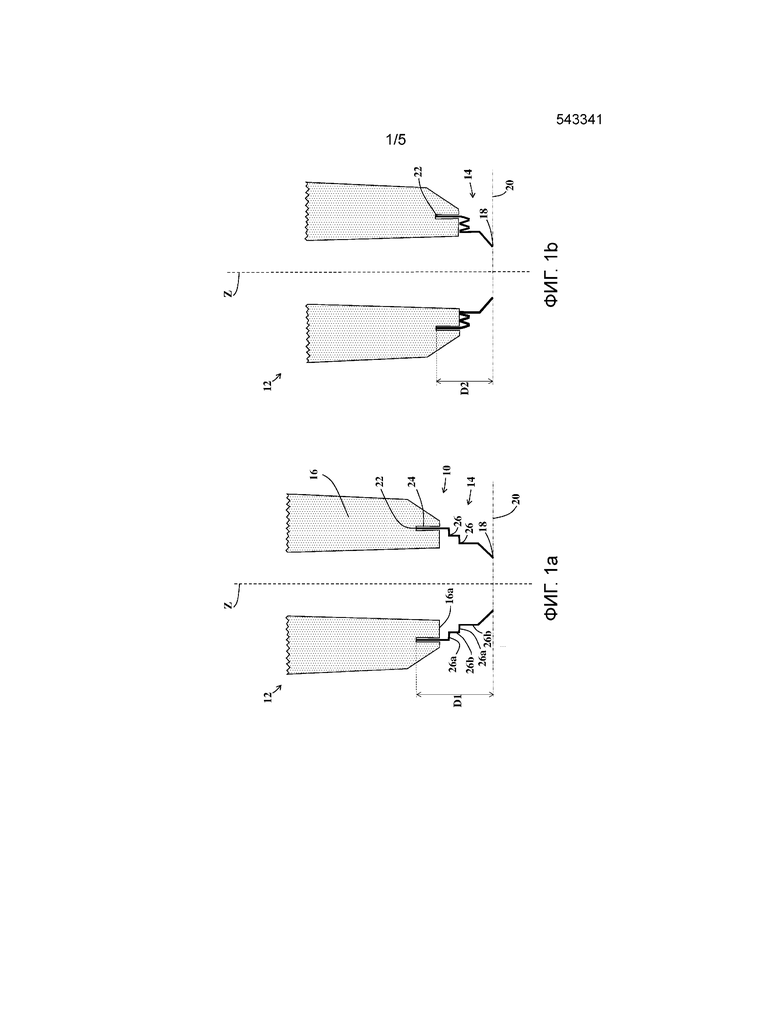
На Фиг.1а показана система 10 питателя перед сжатием. Система питателя содержит экзотермический стакан 12 питателя, установленный на трубчатом теле 14. Стакан 12 питателя имеет продольную ось Z, и в общем вокруг этой оси проходит непрерывная боковая стенка 16, которая задает полость для приема расплавленного металла во время литья. Верхняя часть стакана 12 питателя не показана.
Трубчатое тело 14 сужается в направлении первого конца 18 с созданием шейки питателя, находящейся в контакте с модельной плитой 20. Трубчатое тело 14 имеет второй конец 22, проходящий в канавку 24, которая идет от основания 16а боковой стенки 16. Канавка 24 обособлена от полости. Второй конец 22 и канавка 24 выполнены таких размеров и формы, чтобы получить фрикционную посадку, которая обеспечивает закрепление трубчатого тела 14 в положении на фиксированной глубине.
Трубчатое тело 14 задает проходящее через него сквозное отверстие для соединения полости с отливаемой деталью во время использования. В этом примере ось отверстия совпадает с продольной осью Z.
Трубчатое тело 14 имеет две ступеньки 26 между первым концом 18 и вторым концом 22, которые образуют сжимаемую часть. Ступеньки 26 можно рассматривать как последовательность чередующихся первых областей 26а боковой стенки и вторых областей 26b боковой стенки. Первые области боковой стенки перпендикулярны оси Z отверстия, и вторые области 26b боковой стенки параллельны оси Z отверстия. Угол между составляющими пару первой 26а и второй 26b областями боковой стенки составляет 90°. Диаметр первой и второй областей боковой стенки уменьшается с удалением от стакана питателя, и сжимаемую часть можно рассматривать как имеющую форму усеченного конуса.
Расстояние между первым и вторым концами 18 и 22 трубчатого тела 14 обозначено как D1.
На Фиг.1b система 10 питателя показана после сжатия. Приложение силы вдоль оси Z во время трамбования вызывает сокращение трубчатого тела 14, что приводит к уменьшению расстояния между первым концом 18 и вторым концом 22 до D2. При трамбовании стакан 12 питателя перемещается ближе к модели 20.
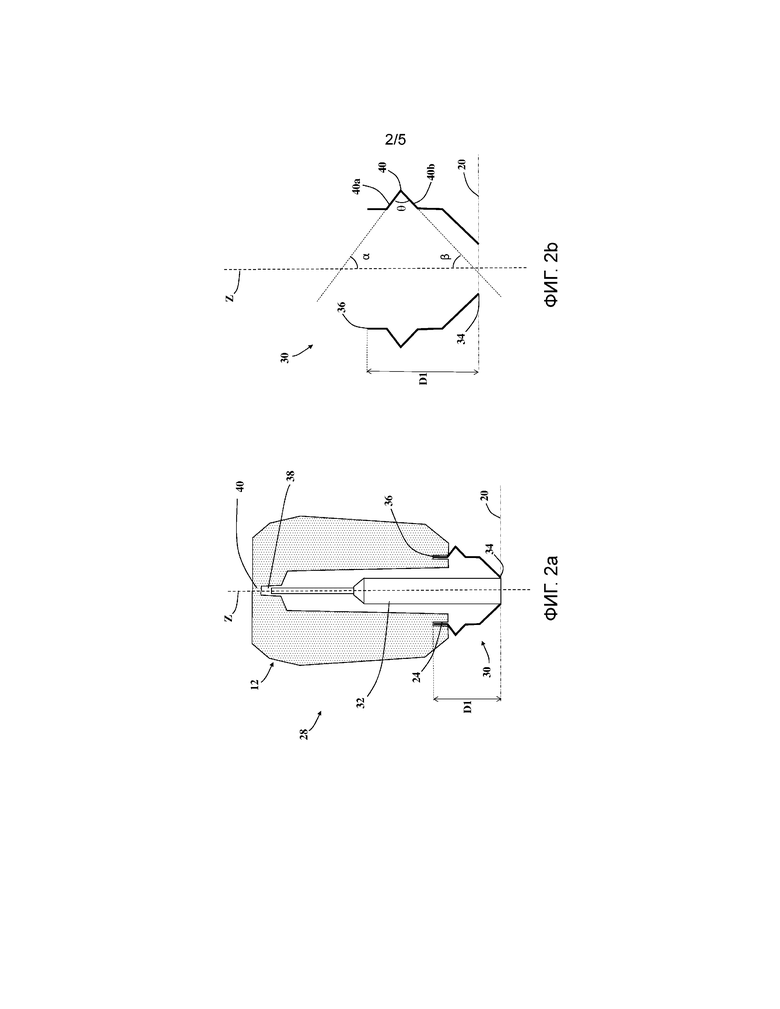
На Фиг.2а показана система 28 питателя перед сжатием. Система питателя содержит экзотермический стакан 12 питателя, установленный на трубчатом теле 30 и опорном штыре 32. Трубчатое тело 30 сужается на первом конце 34 с созданием шейки питателя, находящейся в контакте с модельной плитой 20. Трубчатое тело 30 имеет второй конец 36, проходящий в канавку 24.
Вершина опорного штыря 32 находится в углублении 38, созданном в крышке 40 стакана 12, которое имеет форму, дополняющую форму этого штыря, и при трамбовании, по мере перемещения стакана 12 вниз, вершина опорного штыря 32 прокалывает тонкую часть вверху крышки 40. Если требуется, в углублении 38 может быть установлена втулка, чтобы устранить риск отламывания фрагментов стакана при прокалывании штырем 32 крышки 40. В качестве альтернативы, вместо углубления 38 через крышку 40 может проходить узкая прорезь, для помещения в нее опорного штыря 40. В этом случае прорезь будет иметь диаметр, составляющий приблизительно 15% от максимального диаметра полости стакана питателя.
На Фиг.2b трубчатое тело 30 показано без стакана питателя. Трубчатое тело 30 имеет один изгиб 40 наружу между первым концом 34 и вторым концом 36, который образует сжимаемую часть. Изгиб 40 создан первой областью 40а боковой стенки и второй областью 40b боковой стенки. Первая область 40а боковой стенки образует угол α с продольной осью Z, и вторая область 40b боковой стенки образует угол β с продольной осью Z. Углы α и β являются одинаковыми (оба составляют приблизительно 50°. Угол θ, созданный между первой и второй областями 40а, 40b боковой стенки, составляет приблизительно 80°. Будет понятно, что α+β+θ=180°.
При трамбовании в направлении по оси Z будет прикладываться сила, вызывающая сокращение трубчатого тела, что приводит к уменьшению расстояния D1 между первым и вторым концами 34, 36 и уменьшению угла θ.
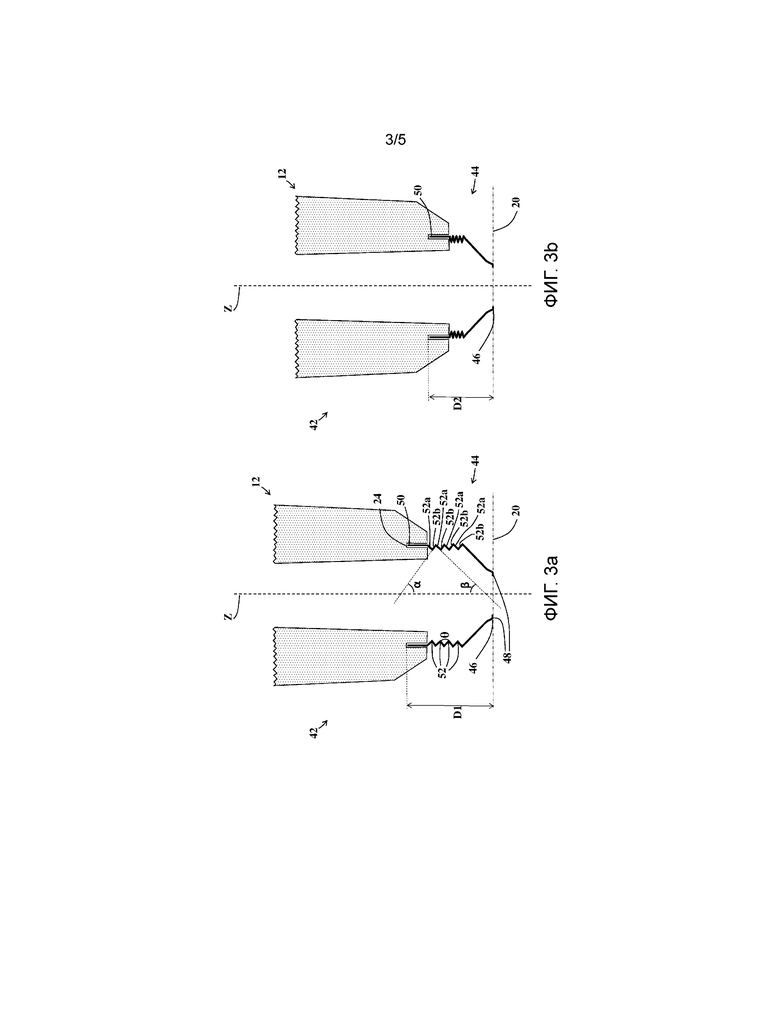
На Фиг.3а показана система 42 питателя перед сжатием. Система 42 питателя содержит экзотермический стакан 12 питателя, установленный на трубчатом теле 44. Трубчатое тело 44 сужается на первом конце 46 с созданием шейки питателя, находящейся в контакте с модельной плитой 20. Трубчатое тело 44 имеет у его основания, находящегося во время использования на поверхности модели 20, проходящий внутрь борт, или фланец, 48, который создает бороздку в металле в возникающей в результате шейке питателя для облегчения удаления (отбивки). Трубчатое тело 44 имеет второй конец 50, проходящий в канавку 24 на ее полную глубину. Будет понятно, что можно применить сужающуюся канавку, в результате чего трубчатое тело не сможет проходить до самого дна канавки, где канавка становится слишком узкой.
Трубчатое тело 44 имеет четыре изгиба 52 внутрь между первым концом 46 и вторым концом 50, которые образуют сжимаемую часть. Изгибы 52 созданы последовательностью чередующихся первых областей 52а боковой стенки и вторых областей 52b боковой стенки. Первые области 52а боковой стенки образуют угол α с продольной осью Z, и вторые области 52b боковой стенки образуют угол β с продольной осью Z. Углы α и β являются одинаковыми (оба составляют приблизительно 50°). Можно считать, что использование двух или более изгибов 52 обеспечивает создание конструкции типа сильфона. Внутренний угол θ, созданный между составляющими пару первой и второй областями 52а, 52b боковой стенки, составляет приблизительно 80°. Будет понятно, что α+β+θ=180°.
На Фиг.3b система 42 питателя показана после сжатия. Приложение силы вдоль оси Z во время трамбования вызывает сокращение трубчатого тела 44, что приводит к уменьшению расстояния между первым концом 46 и вторым концом 50 до D2. При трамбовании стакан 12 питателя перемещается ближе к модели 20.
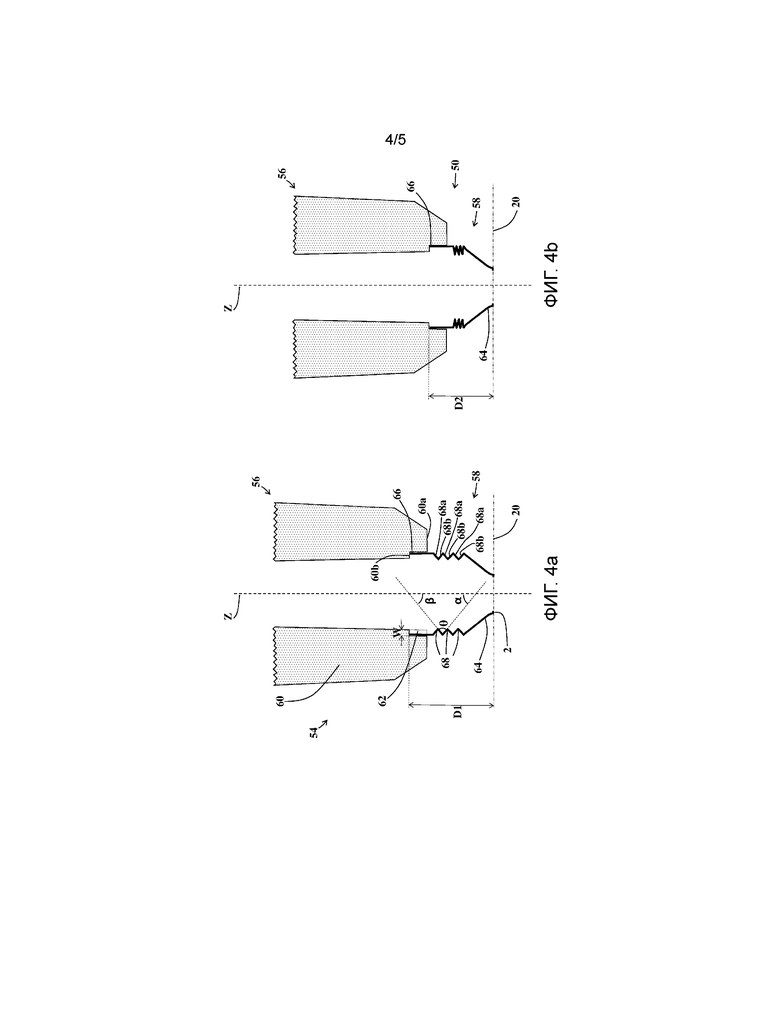
На Фиг.4а показана система 54 питателя перед сжатием. Система питателя содержит экзотермический стакан 56 питателя, установленный на трубчатом теле 58. Стакан 56 питателя имеет продольную ось Z, и в общем вокруг этой оси проходит непрерывная боковая стенка 60, которая задает полость для приема расплавленного металла во время литья. Непрерывная боковая стенка 60 имеет основание 60а, от которого идет выемка 62. Край выемки 62 задан уступом 60b в боковой стенке 60. Выемка 62 имеет ширину W, которая измеряется в направлении, перпендикулярном оси Z отверстия.
Трубчатое тело 58 сужается на первом конце 64 с созданием шейки питателя, находящейся в контакте с модельной плитой 20. Трубчатое тело 58 имеет второй конец 66, проходящий в выемку 62 и примыкающий к уступу 60b. Трубчатое тело 58 и выемка 62 выполнены таких размеров и формы, чтобы трубчатое тело 58 плотно прилегало к боковой стенке 60. Трубчатое тело 58 задает проходящее через него сквозное отверстие для соединения полости с отливаемой деталью во время использования. В этом примере ось отверстия совпадает с продольной осью Z.
Трубчатое тело 58 имеет три изгиба 68 внутрь между первым концом 64 и вторым концом 66, которые вместе образуют сжимаемую часть в виде сильфона. Изгибы 68 представляют собой последовательность чередующихся первых областей 68а боковой стенки и вторых областей 68b боковой стенки. Каждая из первых областей 68а боковой стенки образует угол α с продольной осью Z, и каждая из вторых областей 68b боковой стенки образует угол β с продольной осью Z. Углы α и β являются одинаковыми (оба составляют приблизительно 50°). Внутренний угол θ, созданный между составляющими пару первой и второй областями 68а, 68b боковой стенки, составляет приблизительно 80°. Будет понятно, что α+β+θ=180°.
На Фиг.4b система 54 питателя показана после сжатия. Трубчатое тело 58 сокращается, что приводит к уменьшению расстояния от первого конца 64 до второго конца 64 до D2. Изгибы сжимаются, что приводит к уменьшению угла θ до приблизительно 5°.
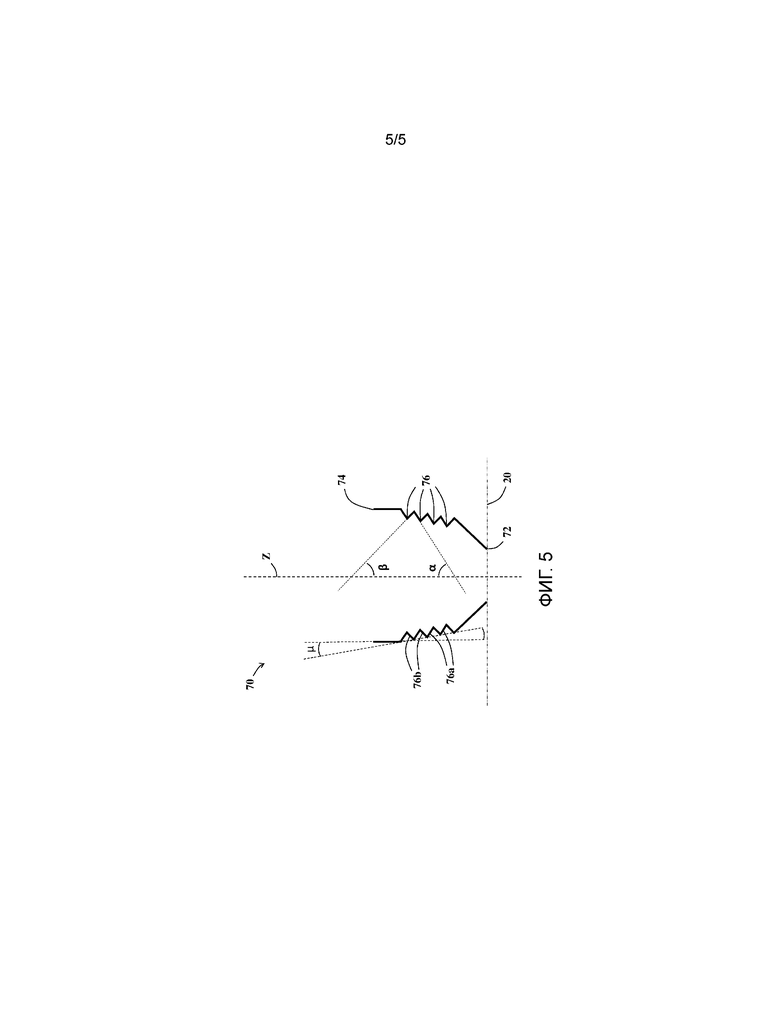
На Фиг.5 показано трубчатое тело 70, предназначенное для использования в комбинации с таким стаканом питателя, как стакан 12 питателя (Фиг.1) или стакан 56 питателя (Фиг.4). Трубчатое тело 70 имеет первый конец 72 и второй конец 74, а также задает проходящее через него сквозное отверстие. Отверстие имеет продольную ось Z (ось отверстия). Трубчатое тело имеет сжимаемую часть, которая состоит из 4 изгибов 76 внутрь, имеющих последовательность чередующихся первых 76а и вторых 76b областей боковой стенки. Сжимаемая часть имеет форму усеченного конуса, диаметр изгибов 76 немного уменьшается в направлении от второго конца 74 к первому концу 72, т.е., трубчатое тело сужается в направлении модели 20. Угол μ сужения меньше 10° (измеряется относительно оси Z отверстия).
Первые области 76а боковой стенки образуют с осью отверстия внутренний угол α, и вторые области 76b боковой стенки образуют с осью отверстия внутренний угол β. Угол α немного больше (приблизительно 60°) угла β (приблизительно 45°). Угол между первой и второй областями боковой стенки составляет приблизительно 75° (вне зависимости от того, измеряется ли он внутри или снаружи трубчатого тела).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАТЕЛЬНАЯ СИСТЕМА | 2015 |
|
RU2684522C2 |
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 2014 |
|
RU2674053C2 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| МОДУЛЬНАЯ СИСТЕМА ПИТАТЕЛЯ | 2017 |
|
RU2717433C2 |
| РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ ВВЕДЕНИЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ | 1996 |
|
RU2165825C2 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| КАМЕРА ДЛЯ ФОРМОВКИ БРИКЕТОВ ЛИТЕЙНОЙ ФОРМЫ ИЗ СЫРОЙ ФОРМОВОЧНОЙ СМЕСИ | 1999 |
|
RU2237541C2 |
Изобретение относится к области литейного производства. Система питателя литейной формы для литья металла содержит стакан питателя (12), установленный на трубчатом теле (14). Трубчатое тело задает проходящее через него сквозное отверстие для соединения полости стакана питателя с отливаемой деталью и содержит сжимаемую часть (26), расположенную между его первым (18) и вторым (22) концами. Стакан (12) содержит непрерывную боковую стенку (16), которая задает полость для приема жидкого металла во время литья. В боковой стенке (16) от основания выполнена по меньшей мере одна выемка (24), причем второй конец (22) трубчатого тела проходит в выемку (24) на фиксированную глубину. Обеспечивается повышение качества получаемой при литье отливки и устранение разрушения стакана питателя при трамбовании формовочной смеси в литейной форме. 2 н. и 18 з.п. ф-лы, 5 ил.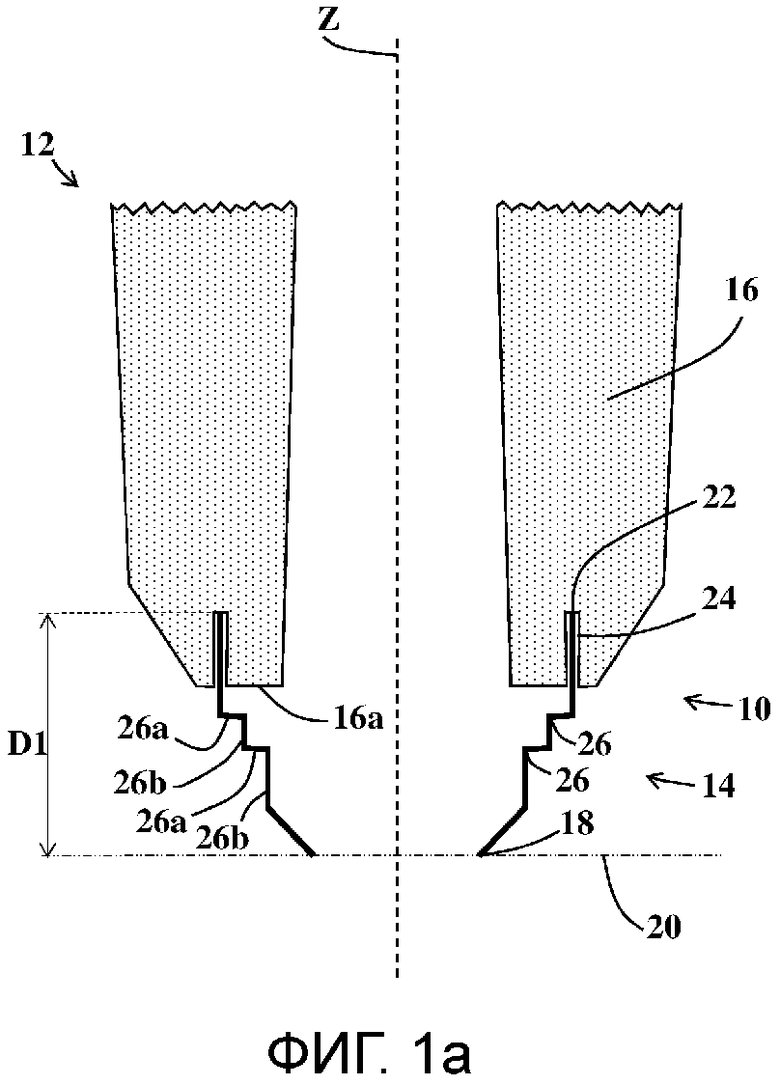
1. Система питателя для литейной формы для литья металла, содержащая стакан питателя, установленный на трубчатом теле, причем:
трубчатое тело имеет первый конец, противоположный второй конец и сжимаемую часть между ними, в результате чего при приложении силы во время использования расстояние между первым и вторым концами уменьшается;
стакан питателя имеет продольную ось и содержит непрерывную боковую стенку, проходящую в общем вокруг продольной оси, которая задает полость для приема жидкого металла во время литья, боковая стенка имеет основание, находящееся рядом со вторым концом трубчатого тела;
трубчатое тело задает проходящее через него сквозное отверстие для соединения полости с отливаемой деталью,
причем в боковой стенке от основания выполнена по меньшей мере одна выемка, причем второй конец трубчатого тела проходит в выемку на фиксированную глубину.
2. Система по п. 1, в которой сжимаемая часть содержит одну ступеньку или изгиб, образованные первой и второй областями боковой стенки.
3. Система по п. 1, в которой сжимаемая часть содержит последовательность чередующихся первых и вторых областей боковой стенки, что позволяет обеспечить множество ступенек/изгибов.
4. Система по п. 3, в которой входящие в последовательность чередующиеся первые и вторые области боковой стенки вместе создают четыре ступеньки или изгиба.
5. Система по любому из пп. 2-4, в которой (i) угол θ, сформированный между составляющими пару первой и второй областями боковой стенки, составляет от 60° до 90°; (ii) угол α, сформированный между первой областью (областями) боковой стенки и продольной осью трубчатого тела, составляет от 30° до 60°; и/или (iii) угол β, сформированный между второй областью (областями) боковой стенки и продольной осью трубчатого тела, составляет от 30° до 60°.
6. Система по любому из пп. 3-5, в которой каждая из ступенек/каждый из изгибов имеет диаметр, измеряемый в направлении, перпендикулярном продольной оси, и все ступеньки/изгибы имеют одинаковый диаметр.
7. Система по любому из пп. 3-5, в которой каждая из ступенек/каждый из изгибов имеет диаметр, измеряемый в направлении, перпендикулярном продольной оси, и диаметр ступенек/изгибов уменьшают в направлении первого конца трубчатого тела для обеспечения сжимаемой части в форме усеченного конуса.
8. Система по п. 7, в которой сжимаемая часть в форме усеченного конуса наклонена относительно продольной оси под углом не более 15°.
9. Система по любому из пп. 1-8, в которой трубчатое тело является металлическим.
10. Система по п. 9, в которой металл представляет собой сталь с содержанием углерода меньше 0,05%.
11. Система по любому из пп. 1-10, в которой выемка проходит от основания на первую глубину и трубчатое тело проходит в выемку на эту первую глубину.
12. Система по любому из пп. 1-11, в которой выемка проходит от основания на первую глубину, составляющую 5-30% от высоты стакана питателя.
13. Система по любому из пп. 1-12, в которой выемка представляет собой канавку.
14. Система по любому из пп. 1-12, в которой выемка является смежной с полостью стакана питателя.
15. Система по любому из пп. 1-14, в которой сжимаемая часть трубчатого тела находится на удалении от выемки.
16. Система по любому из пп. 1-15, в которой стакан питателя является экзотермическим.
17. Система по любому из пп. 1-16, в которой стакан питателя имеет прочность на раздавливание, составляющую по меньшей мере 25 кН.
18. Способ подготовки литейной формы для литья металла, включающий следующие этапы:
- помещают систему питателя на модельную плиту, причем система питателя содержит стакан питателя, установленный на трубчатом теле,
стакан питателя содержит непрерывную боковую стенку, которая задает полость для приема расплавленного металла во время литья, боковая стенка имеет основание, находящееся рядом с трубчатым телом, при этом
трубчатое тело задает проходящее через него сквозное отверстие для соединения полости с отливаемой деталью и имеет первый конец, противоположный второй конец и сжимаемую часть между ними, причем в боковую стенку от основания проходит выемка, а второй конец трубчатого тела проходит в эту выемку на фиксированную глубину;
- окружают модельную плиту материалом литейной формы;
- уплотняют материал литейной формы; и
- удаляют модельную плиту из уплотненного материала литейной формы, чтобы создать литейную форму;
причем этап уплотнения материала литейной формы содержит приложение давления к системе питателя, в результате чего сжимаемая часть сжимается и уменьшается расстояние между первым и вторым концами.
19. Способ по п. 18, в котором этап уплотнения материала литейной формы содержит приложение давления трамбования, составляющего по меньшей мере 30 Н/см2.
20. Способ по п. 18 или 19, в котором сжимаемая часть имеет ступенчатую конструкцию, включающую последовательность чередующихся первых и вторых областей боковой стенки, и сжатие сжимаемой части уменьшает угол θ между составляющими пару первой и второй областями боковой стенки.
| WO 2014083155 A1, 05.06.2014 | |||
| WO 2005051568 A1, 09.06.2005 | |||
| DE 202013102133 U1, 27.05.2013 | |||
| Молотилка для льна | 1928 |
|
SU14660A1 |
| Способ отливки поршневых колец | 1949 |
|
SU83278A1 |

