Область техники, к которой относится изобретение
Настоящее изобретение относится к способу генерирования модели прогнозирования овальности стальной трубы, который является способом генерирования модели прогнозирования овальности, которая прогнозирует овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, используя способ гибки давлением, способу прогнозирования овальности стальной трубы, способу регулирования овальности стальной трубы, способу изготовления стальной трубы и устройству для прогнозирования овальности стальной трубы.
Уровень техники
Способы изготовления стальных труб, имеющих большой диаметр и большую толщину и используемых в трубопроводах и т.п., включают в себя широко распространенный способ изготовления стальной трубы (именуемой UOE-стальной трубой) посредством штамповки стального листа, имеющего заданные длину, ширину и толщину, для придания ему U-образной формы, формования листа для придания ему O-образной формы и сварки стыкуемого участка для придания листу формы трубы и экспандирования диаметра стальной трубы (именуемого экспандированием трубы) для уменьшения овальности. Однако этап изготовления UOE-стальной трубы требует большой силы давления на этапе выполнения штамповки стального листа для придания ему U-образной формы и O-образной формы, что обязательно требует использования крупногабаритного прессового оборудования.
Для решения этой проблемы существует предлагаемый способ изготовления стальной трубы, имеющей большой диаметр и большую толщину стенки, причем указанный способ является способом формования с уменьшенным давлением формования. В частности, способ, внедренный в практическое использование, является способом, в котором после гибки концов стального листа в направлении ширины (именуемой гибкой концов) множество раз выполняется этап трехточечной гибки давлением посредством вдавливания для изготовления формованной заготовки, имеющей U-образное сечение (далее именуемой U-образной формованной заготовкой), после чего выполняются этап уменьшения зазора под сварку на участке зазора под сварку формованной заготовки, имеющей U-образное сечение, для получения открытой трубы, сварка стыкованных участков для получения стальной трубы и, наконец, в стальную трубу вставляется устройство для экспандирования трубы с целью экспандирования внутреннего диаметра стальной трубы. Используемое устройство для экспандирования трубы является устройством, которое содержит множество инструментов для экспандирования трубы, каждый из которых имеет криволинейную поверхность, полученную посредством деления дуги на множество участков, и приводит криволинейную поверхность инструмента для экспандирования трубы в контакт с внутренней поверхностью стальной трубы для экспандирования стальной трубы и фиксации формы стальной трубы.
На этапе гибки давлением увеличение числа нажатий при выполнении трехточечной гибки уменьшает овальность стальной трубы после этапа экспандирования трубы, хотя для формования стальной трубы с целью получения U-образного сечения требуется много времени. С другой стороны, уменьшение числа нажатий при выполнении трехточечной гибки создало бы проблему, состоящую в том, что сечение стальной трубы имело бы, по существу, многоугольную форму, затрудняя получение сечения круглой формы. Для решения указанной проблемы число нажатий при выполнении трехточечной гибки (например, 5 – 13 нажатий для стальной трубы диаметром 1200 мм) определяется эмпирически во время работы в зависимости от размеров стальной трубы. Что касается рабочих условий этапа гибки давлением для уменьшения овальности стальной трубы после этапа экспандирования трубы, было сделано много предложений в отношении разработки способа его выполнения.
Например, в Патентной литературе 1 описывается способ выполнения формования трехточечной гибкой с минимальным количеством нажатий, и способ экспандирования трубы посредством приведения множества инструментов для экспандирования трубы, расположенных в окружном направлении устройства для экспандирования трубы, в контакт с недеформированным участком, который не был деформирован посредством формования трехточечной гибкой.
В Патентной литературе 2 описывается способ уменьшения овальности стальной трубы после этапа экспандирования трубы посредством задания радиуса кривизны наружной периферийной поверхности пуансона, используемого в формовании трехточечной гибкой, и радиуса кривизны наружной периферийной поверхности инструмента для экспандирования трубы, удовлетворяющих заданному относительному соотношению.
В Патентной литературе 3 описывается способ, представляющий собой способ изготовления, обеспечивающий эффективное изготовление стальной трубы с надлежащей овальностью без необходимости прикладывания излишнего давления на этапе гибки давлением, в котором при выполнении формования трехточечной гибкой предусмотрен легко обрабатываемый участок, имеющий очень небольшую кривизну по сравнению с другими областями, или необрабатываемый участок, на котором обработка гибкой отсутствует, по меньшей мере, в части стального листа. В Патентной литературе 3 также описывается операция на этапе уменьшения зазора под сварку, которая представляет собой прикладывание усилия давления к участку, удаленному на заданное расстояние от центра легко обрабатываемого участка или необрабатываемого участка, без удерживания легко обрабатываемого участка или необрабатываемого участка. В этой связи устройство для придания заготовке O-образной формы используется на этапе уменьшения зазора под сварку после этапа гибки давлением.
С другой стороны, в Непатентной литературе 1 описывается способ анализа, с расчетом, в котором используется метод конечных элементов, и влияние рабочих условий этапа экспандирования трубы на овальность стальной трубы после этапа экспандирования трубы.
Перечень цитированных документов
Патентная литература
Патентная литература 1: Выложенная патентная публикация Японии № 2012-170977
Патентная литература 2: Патент Японии № 5541432
Патентная литература 3: Патент Японии № 6015997
Непатентная литература
Непатентная литература 1: Journal of the Japan Society for Technology of Plasticity, vol.59, No. 694 (2018), p. 203-208
Раскрытие сущности изобретения
Техническая проблема
Способ, описанный в Патентной литературе 1, является способом уменьшения овальности стальной трубы после этапа экспандирования трубы за счет связи между местом формования трехточечной гибкой с местом формования инструментом для экспандирования трубы. Однако процесс изготовления стальной трубы включает в себя множество этапов, к которым относятся этап гибки концов, этап гибки давлением, этап уменьшения зазора под сварку, этап сварки и этап экспандирования трубы. Таким образом, способ, описанный в Патентной литературе 1, не учитывает влияние рабочих условий на других этапах на овальность стальной трубы после этапа экспандирования трубы, затрудняя постоянное обеспечение уменьшения овальности стальной трубы после этапа экспандирования трубы.
Сходным образом со способом, описанным в Патентной литературе 1, способ, описанный в Патентной литературе 2, является способом, в котором радиус кривизны задается таким образом, что радиус кривизны наружной периферийной поверхности пуансона, используемого в формовании трехточечной гибкой, в качестве рабочего условия этапа гибки давлением и радиус кривизны наружной периферийной поверхности инструмента для экспандирования трубы в качестве рабочего условия этапа экспандирования трубы удовлетворяют заданному соотношению, тем самым уменьшая овальность стальной трубы после этапа экспандирования трубы. Однако в способе, описанном в Патентной литературе 2, сходным образом со способом, описанным в Патентной литературе 1, существует проблема невозможности принятия во внимание влияния других этапов помимо этапа гибки давлением, а именно, этапа уменьшения зазора под сварку.
Способ, описанный в Патентной литературе 3, является способом уменьшения овальности стальной трубы после этапа экспандирования трубы посредством изменения рабочего состояния формования трехточечной гибкой на этапе гибки давлением в зависимости от положения стального листа и задания рабочего состояния согласно состоянию, связанному с условием формования на этапе уменьшения зазора под сварку. Однако способ, описанный в Патентной литературе 3, имеет проблему, состоящую в том, что отклонения толщины листа или материала стального листа вызывают колебания овальности стальной трубы после этапа экспандирования трубы даже при одном и том же условии формования.
С другой стороны, поскольку процесс изготовления стальной трубы включает в себя множество этапов, описанных выше, существует проблема длительного времени протекания процесса до завершения изготовления стального листа и увеличения производственных расходов. Для решения указанной проблемы предлагается повысить эффективность процесса изготовления стальной трубы за счет исключения некоторых этапов. В частности, может быть исключен этап уменьшения зазора под сварку, так чтобы процесс изготовления стальной трубы включал в себя только этап гибки концов, этап гибки давлением, этап сварки и этап экспандирования трубы. Однако считается, что исключение этапа уменьшения зазора под сварку увеличивает овальность стальной трубы после этапа экспандирования трубы. В таком случае необходимо уменьшить овальность стальной трубы после этапа экспандирования трубы за счет соответствующего комбинирования рабочих условий множества этапов.
С другой стороны, как описано в способе из Непатентной литературы 1, влияние рабочего параметра этапа экспандирования трубы на овальность может быть спрогнозировано в количественном отношении посредством выполнения анализа этапа экспандирования трубы, используя метод конечных элементов для расчета в автономном режиме. Однако способ, описанный в Непатентной литературе 1 также имеет проблему, связанную с невозможностью принимать во внимание влияние рабочих условий других этапов на овальность. Кроме того, выполнение такого численного анализа также включает в себя проблему длительного времени, необходимого для вычисления, что затрудняет прогнозирование овальности в реальном режиме времени.
Настоящее изобретение было разработано для решения указанных проблем, и его первая задача состоит в том, чтобы предложить способ генерирования модели прогнозирования овальности стальной трубы, способный генерировать модель прогнозирования овальности, которая точно и быстро прогнозирует овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Другая задача настоящего изобретения состоит в том, чтобы предложить способ прогнозирования овальности стальной трубы и устройство для прогнозирования овальности стальной трубы, способные точно и быстро прогнозировать овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Другая задача настоящего изобретения состоит в том, чтобы предложить способ регулирования овальности стальной трубы, способный точно регулировать овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Другая задача настоящего изобретения состоит в том, чтобы предложить способ изготовления стальной трубы, способный обеспечивать изготовление стальной трубы, имеющей требуемую овальность, с хорошим выходом продукции.
Решение проблемы
Для решения проблемы и указанной задачи способ генерирования модели прогнозирования овальности стальной трубы по настоящему изобретению является способом генерирования модели прогнозирования овальности, которая прогнозирует овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, причем процесс изготовления стальной трубы включает в себя: этап гибки концов посредством выполнения гибки концов стального листа в направлении ширины; этап гибки давлением посредством обработки формованием стального листа, который был подвергнут обработке посредством гибки концов, для формования стального листа с получением открытой трубы посредством множества нажатий пуансоном; и этап экспандирования трубы, который является этапом выполнения обработки формованием посредством экспандирования стальной трубы, полученной посредством соединения концов открытой трубы. Указанный способ включает в себя: этап сбора исходных данных, состоящий в выполнении численного расчета, в котором входными данными является набор данных рабочих условий, включающий в себя один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки концов, и один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки давлением, а выходными данными является овальность стальной трубы после этапа экспандирования трубы, причем численный расчет выполняется неоднократно, с изменением набора данных рабочих условий, и генерирования с помощью указанного численного расчета множества пар из данных указанного набора данных рабочих условий и данных об овальности стальной трубы после этапа экспандирования трубы, соответствующих указанному набору данных рабочих условий, в автономном режиме в качестве обучающих данных; и этап генерирования модели прогнозирования овальности посредством генерирования модели прогнозирования овальности, для которой входными данными является набор данных рабочих условий, а выходными данными является овальность стальной трубы после этапа экспандирования трубы, причем генерирование модели прогнозирования овальности выполняется в автономном режиме посредством машинного обучения с использованием множество пар обучающих данных, генерируемых на этапе сбора исходных данных.
Кроме того, этап сбора исходных данных может включать в себя этап расчета, с использованием метода конечных элементов, овальности стальной трубы после этапа экспандирования трубы с помощью набора данных рабочих условий.
Кроме того, модель прогнозирования овальности может включать в себя в качестве входных данных один параметр или два или больше параметров, выбранных из атрибутивной информации о стальном листе.
Кроме того, модель прогнозирования овальности может включать в себя коэффициент экспандирования трубы, выбранный в качестве входных данных из рабочих параметров этапа экспандирования трубы.
Кроме того, рабочие параметры этапа гибки концов могут включать в себя один параметр или два или больше параметров из следующих параметров: ширины при обработке посредством гибки концов, усилия при С-формовании и усилия захватывания зажимом.
Кроме того, рабочий параметр этапа гибки давлением может включать в себя: информацию о месте формования и величину вдавливания при формовании, относящиеся к операции, на которой пуансон, используемый на этапе гибки давлением, выполняет формование стального листа, и число нажатий при формовании, выполняемом на этапе гибки давлением.
Кроме того, машинное обучение, которое должно использоваться, может быть типом машинного обучения, выбранным из нейронной сети, древовидной схемы решений, случайного леса, регрессии на основе гауссовских процессов и регрессии опорных векторов.
Кроме того, способ прогнозирования овальности стальной трубы по настоящему изобретению включает в себя: этап сбора рабочих параметров посредством сбора в режиме реального времени набора данных рабочих условий, которые должны быть заданы в качестве рабочих условий процесса изготовления стальной трубы, в качестве входных данных модели прогнозирования овальности стальной трубы, генерируемой с помощью способа генерирования модели прогнозирования овальности стальной трубы по настоящему изобретению; и этап прогнозирования овальности, на котором прогнозируется информации об овальности стальной трубы после этапа экспандирования трубы посредством ввода в модель прогнозирования овальности набора данных рабочих условий, собранных на этапе сбора рабочих параметров.
Кроме того, способ регулирования овальности стальной трубы по настоящему изобретению включает в себя этап внесения изменений при прогнозировании информации об овальности стальной трубы после этапа экспандирования трубы, используя способ прогнозирования овальности стальной трубы по настоящему изобретению, причем прогнозирование выполняется перед началом намеченного для внесения изменений этапа, который выбирается из этапа гибки концов, этапа гибки давлением и этапа экспандирования трубы, включенных в процесс изготовления стальной трубы, и изменение одного рабочего параметра или двух или больше рабочих параметров, выбранных из, по меньшей мере, рабочих параметров намеченного для внесения изменений этапа, или одного рабочего параметра или двух или больше рабочих параметров, выбранных из рабочих параметров этапа обработки формованием после намеченного для внесения изменений этапа, причем изменение выполняется на основании прогнозируемой информации об овальности стальной трубы.
Кроме того, способ изготовления стальной трубы по изобретению включает в себя этап изготовления стальной трубы, используя способ регулирования овальности стальной трубы по настоящему изобретению.
Кроме того, устройство прогнозирования овальности стальной трубы по настоящему изобретению является устройством прогнозирования овальности стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, причем процесс изготовления стальной трубы включает в себя: этап гибки концов посредством выполнения гибки концов стального листа в направлении ширины; этап гибки давлением посредством обработки формованием стального листа, который был подвергнут обработке посредством гибки концов, для формования стального листа с получением открытой трубы посредством множества нажатий пуансоном; и этап экспандирования трубы, который является этапом выполнения обработки формованием посредством экспандирования стальной трубы, полученной посредством соединения концов открытой трубы. Устройство прогнозирования овальности стальной трубы содержит: блок сбора исходных данных, который выполняет численный расчет, в котором входными данными является набор данных рабочих условий, включающий один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки концов, и один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки давлением, а выходными данными является информация об овальности стальной трубы после этапа экспандирования трубы, причем численный расчет выполняется неоднократно, с изменением набора данных рабочих условий и генерированием с помощью указанного численного расчета, в качестве обучающих данных, множества пар из данных набора рабочих условий и данных информации об овальности стальной трубы после экспандирования трубы, соответствующих набору данных рабочих условий; блок генерирования модели прогнозирования овальности, который генерирует модель прогнозирования овальности, для которой входными данными является набор данных рабочих условий, а выходными данными является информация об овальности стальной трубы после этапа экспандирования трубы, причем генерирование модели прогнозирования овальности выполняется посредством машинного обучения, используя множество пар обучающих данных, генерируемых блоком сбора исходных данных; блок сбора рабочих параметров, который собирает в режиме реального времени набор данных рабочих условий, которые должны быть заданы в качестве рабочих условий процесса изготовления стальной трубы; и блок прогнозирования овальности, который прогнозирует в режиме реального времени информацию об овальности стальной трубы после этапа экспандирования трубы, соответствующую набору данных рабочих условий, собранному блоком сбора рабочих параметров, с использованием модели прогнозирования овальности, генерируемую блоком генерирования модели прогнозирования овальности.
Кроме того, устройство прогнозирования овальности стальной трубы также может содержать терминальное устройство, содержащее входной блок, который собирает информацию о входных данных на основании работы пользователя, и блок индикации, который отображает информацию об овальности, причем блок сбора рабочих параметров может обновлять часть или весь набор данных рабочих условий в процессе изготовления стальной трубы на основании информации о входных данных, собранной входным блоком, и блок индикации может отображать информацию об овальности стальной трубы, прогнозируемую блоком прогнозирования овальности, с использованием обновленного набора данных рабочих условий.
Положительные эффекты изобретения
С помощью способа генерирования модели прогнозирования овальности стальной трубы по настоящему изобретению можно генерировать модель прогнозирования овальности, которая точно и быстро прогнозирует овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Кроме того, с помощью способа прогнозирования овальности стальной трубы и устройства для прогнозирования овальности стальной трубы по настоящему изобретению можно точно и быстро прогнозировать овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Кроме того, с помощью способа регулирования овальности стальной трубы по настоящему изобретению можно точно регулировать овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Кроме того, с помощью способа изготовления стальной трубы по настоящему изобретению можно изготавливать стальную трубу, имеющую требуемую овальность, с хорошим выходом продукции.
Краткое описание чертежей
Фиг. 1 – схема процесса изготовления стальной трубы согласно варианту выполнения настоящего изобретения;
фиг. 2 – перспективный вид общей конструкции устройства для придания заготовке C-образной формы;
фиг. 3 – вид в разрезе конструкции механизма формования;
фиг. 4 – схема примера этапа формования заготовки, придающего заготовке форму с U-образным сечением, используя устройство для гибки давлением;
фиг. 5 – схема примера этапа формования формуемой заготовки, имеющей U-образное сечение, используя устройство для гибки давлением;
фиг. 6 – схема примера конструкции устройства экспандирования трубы;
фиг. 7 – схема примера конструкции устройства для измерения формы наружного диаметра стальной трубы;
фиг. 8 – схема конфигурации устройства прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения;
фиг. 9 – схема конфигурации устройства расчета овальности в автономном режиме, показанного на фиг. 8;
фиг. 10 – график, показывающий пример изменения взаимосвязи между величиной формования и овальностью стальной трубы после этапа экспандирования трубы в соответствии с изменением рабочего состояния на этапе гибки давлением;
фиг. 11 – примеры места вдавливания при формовании и величины вдавливания при формовании для каждого номера из числа нажатий;
фиг. 12 – схема способа регулирования овальности стальной трубы по варианту выполнения настоящего изобретения;
фиг. 13 – схема конфигурации устройства для прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения
фиг. 14 – схема, иллюстрирующая пример конечно-элементной модели.
Осуществление изобретения
Ниже со ссылкой на чертежи приведено описание варианта выполнения настоящего изобретения.
Процесс изготовления стальной трубы
На фиг. 1 показана схема процесса изготовления стальной трубы по варианту выполнения настоящего изобретения. Как показано на фиг. 1, в процессе изготовления стальной трубы по варианту выполнения настоящего изобретения в качестве материала используется толстый стальной лист, изготавливаемый на этапе прокатки толстого листа, который является этапом предварительной обработки перед процессом изготовления стальной трубы. В данном случае толстый стальной лист имеет предел текучести 245 – 1050 МПа, предел прочности при растяжении 415 – 1145 МПа, толщину 6,4 – 50,8 мм, ширину 1200 – 4500 мм и длину 10 – 18 м. Кроме того, конец толстого стального листа в направлении ширины предварительно шлифуется для получения фаски, именуемой скосом. Этот этап выполняется для препятствования перегреву углового участка наружной поверхности конца листа в направлении ширины для стабилизации прочности сварки на последующем этапе сварки. Кроме того, поскольку ширина толстого стального листа оказывает влияние на наружный диаметр после формования стальной трубы, ширина регулируется до заданного диапазона с учетом статистических данных по деформации на последующих этапах.
Процесс изготовления стальной трубы включает в себя выполнение этапа гибки концов посредством выполнения гибки концов стального листа в направлении ширины. На этапе гибки концов, выполняемом с помощью устройства для придания заготовке C-образной формы, выполняется обработка посредством гибки (также именуемой подгибкой) концов стального листа в направлении ширины. Устройство для придания заготовке C-образной формы содержит пару верхних и нижних полуматриц, и пару верхних и нижних зажимов, которые удерживают центральный участок стального листа в направлении ширины. Поскольку длина матрицы меньше длины стального листа, процесс гибки концов повторяется во время последовательной подачи стального листа в продольном направлении. Такой процесс гибки концов выполняется на обоих концах стального листа в направлении ширины. Поскольку прикладывание изгибающего момента к концам в направлении ширины в прессе для трехточечной гибки является затруднительным, этап гибки концов выполняется с предварительным прикладыванием деформации гибки указанными полуматрицами. Это позволяет уменьшить овальность готовой стальной трубы. В данном случае примеры рабочих параметров для задания условий механической обработки включают в себя: ширину обработки посредством гибки концов, которая равна длине, на которой полуматрицы приходят в контакт со стальным листом от конца в направлении ширины стального листа к центру в направлении ширины; усилие захватывания зажима; величину подачи матрицы, когда процесс обработки посредством гибки концов повторяется в продольном направлении стального листа, направление подачи, число подач и т.п.
Последующий этап гибки давлением является этапом обработки для получения формованной заготовки U-сечения посредством выполнения трехточечной гибки, многократно используя пуансон устройства для гибки давлением. Следует отметить, что процесс изготовления после этапа гибки давлением часто включает в себя этап уменьшения зазора под сварку в формованной заготовке, имеющей U-образное сечение, используя устройство для придания заготовке O-образной формы для формования открытой трубы. Однако в настоящем варианте выполнения этап уменьшения зазора под сварку не выполняется, и этап сварки выполняется на формованной заготовке U-образного сечения, которая была подвергнута гибке давлением на этапе гибки давлением. Далее по тексту формованная заготовка U-образного сечения, полученная на этапе гибки давлением, также именуется открытой трубой. Последующий этап сварки является этапом ограничения участка зазора под сварку, образованного на конце открытой трубы, так чтобы концы могли контактировать друг с другом, и соединения концов друг с другом. На этом этапе из формованной заготовки изготавливают стальную трубу, имеющую концы, соединенные друг с другом. Последующий этап экспандирования трубы является этапом использования устройства экспандирования, содержащего множество инструментов для экспандирования трубы, каждый из которых имеет криволинейную поверхность, полученную делением дуги на множество участков для экспандирования стальной трубы посредством приведения криволинейной поверхности инструментов для экспандирования трубы в контакт с внутренней поверхностью трубы. На этапе проверки изготовленной таким образом стальной трубы проверяют, соответствует ли ее качество, а именно, свойства материала, внешний вид и размеры, установленным техническим условиям, после чего стальная труба отгружается в виде готового изделия. В настоящем варианте выполнения этап проверки включает в себя этап измерения овальности стальной трубы.
В настоящем варианте выполнения «этапом обработки формованием» называются этап гибки концов, этап гибки давлением, этап уменьшения зазора под сварку и этап экспандирования трубы - среди последовательности этапов изготовления, включающих в себя формование стального листа в открытую трубу и этап экспандирования трубы, выполняемый после сварки. Эти этапы являются общими этапами регулирования размеров и формы стальной трубы посредством пластической деформации стального листа. Ниже со ссылкой на чертежи приведено подробное описание отдельных этапов, включенных в процесс изготовления стальной трубы.
Этап гибки концов
Ниже со ссылкой на фиг. 2 и 3 приведено подробное описание устройства для придания заготовке C-образной формы, которое выполняет обработку посредством гибки концов. На фиг. 2 показан перспективный вид общей компоновки устройства для придания заготовке C-образной формы. Как показано на фиг. 2, устройство 30 для придания заготовке C-образной формы содержит: транспортирующий механизм 31, который транспортирует стальной лист S в продольном направлении, т.е. в направлении транспортирования; формующий механизм 32A, который выполняет гибку одного конца Sc листа в направлении ширины до получения заданной кривизны на стороне выхода стального листа S в качестве передней стороны в направлении ширины; формующий механизм 32B, который выполняет гибку другого конца Sd листа в направлении ширины до получения заданной кривизны; и внутренний механизм регулирования (не показан), который регулирует расстояние между формующими механизмами 32A и 32B слева и справа по ширине стального листа S, который подвергается обработке посредством гибки концов. Транспортирующий механизм 31 содержит множество приводимых во вращение транспортирующих роликов 31a, расположенных впереди и сзади формующих механизмов 32A и 32B. Следует отметить, что номер поз. Sa на чертеже обозначает начальный конец (передний конец в продольном направлении) стального листа S.
На фиг. 3(a) показан вид в разрезе формующего механизма 32A в направлении ширины, который выполняет обработку посредством гибки на одном конце Sc в направлении ширины стального листа S, если смотреть в направлении от стороны входа к стороне выхода в направлении транспортирования стального листа S. Формующий механизм 32A и формующий механизм 32B двусторонне-симметричны и имеют идентичную компоновку. Формующие механизмы 32A/32B содержат верхнюю полуматрицу 33 и нижнюю полуматрицу 34 в качестве пары полуматриц, обращенных друг к другу в вертикальном направлении, и гидравлический цилиндр 36 в качестве средства перемещения полуматрицы, которое выдвигает вверх нижнюю полуматрицу 34 вместе с держателем 35 инструмента (движется в направлении приближения к верхней полуматрице 33) и зажимает полуматрицы с заданным усилием сжатия (усилие при C-формовании). Формующие механизмы 32A и 32B могут содержать зажимной механизм 37, который захватывает стальной лист S c внутренней стороны от верхней полуматрицы 33 и нижней полуматрицы 34 в направлении ширины. Длина стального листа S в продольном направлении верхней полуматрицы 33 и нижней полуматрицы 34 меньше длины стального листа S. В этом случае обработка посредством гибки концов выполняется множество раз при периодической подаче стального листа S в продольном направлении транспортирующим механизмом 31 (см. фиг. 2).
На этапе гибки концов нижняя полуматрица 34, соприкасающаяся с поверхностью стального листа на наружной стороне в направлении гибки концов Sc и Sd в направлении ширины стального листа S, который подвергается обработке посредством гибки концов, имеет формующую поверхность 34a, обращенную к верхней полуматрице 33. Верхняя полуматрица 33 имеет формующую поверхность 33a выпуклой криволинейной формы, обращенную к формующей поверхности 34a, и радиус кривизны, соответствующий внутреннему диаметру стальной трубы, подлежащей изготовлению. Формующая поверхность 34a имеет вогнутую криволинейную поверхность, приближающуюся к верхней полуматрице 33 с наружной стороны в направлении ширины. Однако, несмотря на то, что формующая поверхность 34a нижней полуматрицы 34 имеет форму вогнутой криволинейной поверхности, формующая поверхность может быть любой поверхностью, которая приближается к верхней полуматрице 33, когда она продолжается наружу в направлении ширины, и может быть наклонной плоскостью. Форма криволинейной поверхности верхней полуматрицы 33 и нижней полуматрицы 34 рассчитывается надлежащим образом соответственно толщине стального листа S, наружному диаметру стальной трубы и т.п. и может выбираться и использоваться соответственно подлежащему обработке материалу.
На фиг. 3(b) показан вид в разрезе формующего механизма 32A в направлении ширины в таком же положении, как и на фиг. 3(a), отображающий состояние, в котором нижняя полуматрица 34 выдвигается вверх гидравлическим цилиндром 36 и зажимается. Нижняя полуматрица 34 выдвигается вверх гидравлическим цилиндром 36, и конец Sc стального листа S в направлении ширины подвергается обработке посредством гибки и формуется в соответствии с формой по направлению дугообразной формующей поверхности 33a верхней полуматрицы 33. Ширина, на которой выполняется гибка конца (ширина обработки посредством гибки конца), варьируется в зависимости от ширины стального листа S и, в общем, составляет приблизительно 100 – 400 мм.
Этап гибки давлением
На фиг. 4 показан пример этапа формования формуемой заготовки, имеющей U-образное сечение, используя устройство для гибки давлением. На чертеже номером поз. 1 обозначена матрица, расположенная на пути транспортировки стального листа S. Матрица 1 содержит элементы 1a и 1b в форме бруска, левый и правый, для поддержки стального листа S в двух местах в направлении транспортирования, и расстояние ΔD между указанными элементами может изменяться в зависимости от размера стальной трубы, подлежащей формованию. Кроме того, номером поз. 2 обозначен пуансон, который может перемещаться в направлении к матрице 1 и от нее. Пуансон 2 имеет: передний конец 2a пуансона, имеющий направленную вниз выпуклую обрабатывающую поверхность, которая непосредственно контактирует со стальным листом S и прикладывает к листу S давление, придавая стальному листу вогнутую форму; и опору 2b пуансона, которая соединена с задней поверхностью переднего конца 2a пуансона и поддерживает передний конец 2a пуансона. Максимальная ширина переднего конца 2a пуансона равна ширине (толщине) опоры 2b пуансона.
При выполнении обработки посредством гибки стального листа S, используя устройство для гибки давлением, имеющее вышеописанную конструкцию, стальной лист S помещают на матрицу 1, и формование трехточечной гибкой последовательно выполняется пуансоном 2 с обеих сторон стального листа S в направлении ширины к центральному участку, как показано на фиг. 5, при периодической подаче стального листа S с заданной величиной подачи. На фиг. 5 представлен этап формования формуемой заготовки S1, показанной в правом ряду (j), на котором стальной лист S, предварительно обработанный посредством гибки концов, обрабатывается в направлении сверху вниз в левом ряду (первая половина обработки (a) – e)) и затем обрабатывается в направлении сверху вниз в центральном ряду (вторая половина обработки (f) – i)) с помощью операций, включающих в себя обработку посредством гибки и подачу стального листа S. На фиг. 5 стрелки возле стального листа S и пуансона 2 указывают направления движения стального листа S и пуансона 2 на отдельных этапах. В формованной заготовке S1, имеющей U-образное сечение в результате обработки на этом этапе, зазор между концами именуется «зазором под сварку».
В настоящем документе примеры рабочих параметров для установления рабочих условий на этапе гибки давлением включают в себя число нажатий, информацию о месте формования, величину вдавливания при формовании, расстояние между элементами матрицы, кривизну пуансона и т.п.
Число нажатий относится к общему числу нажатий на стальной лист в направлении ширины при формовании трехточечной гибкой. Большее число нажатий обеспечивает получение более плавной криволинейной формы формуемой заготовки, имеющей U-образное сечение, и большее уменьшение овальности стальной трубы после этапа экспандирования трубы.
Информация о месте формования относится к месту в направлении ширины стального листа, подлежащего формованию пуансоном. В частности, указанное место может определяться расстоянием от одного конца стального листа в направлении ширины или расстоянием на основе центрального участка стального листа в направлении ширины. Информация о месте формования предпочтительно обрабатывается в виде данных, связанных с числом нажатий (последовательности, включающие в себя число нажатий от первого до N-го).
Величина вдавливания при формовании относится к величине перемещения пуансона в каждом месте вдавливания при формовании. Величина вдавливания при формовании определяется как величина, на которую нижняя концевая поверхность переднего конца 2a пуансона выступает вниз от линии, соединяющей точки самых верхних поверхностей матрицы 1, показанной на фиг. 4. В этом случае, поскольку величина перемещения переднего конца 2a пуансона может задаваться индивидуально для каждого нажатия, предпочтительно, чтобы число нажатий и величина вдавливания при формовании задавались как связанные данные. Таким образом, когда число нажатий равно N, рабочее состояние на этапе гибки давлением определяется наборами данных от 1 до N: с числом нажатий, информацией о месте формования и величиной вдавливания при формовании в одном наборе данных.
Причина, по которой используются указанные наборы данных, состоит в том, что за счет частичного изменения места формования и величины перемещения пуансона на этапе гибки давлением вся форма сечения трубы в состоянии открытой трубы изменяется, что оказывает влияние на овальность стальной трубы после этапа экспандирования трубы. Вместе с тем нет необходимости использовать все N наборов данных в качестве входных переменных модели прогнозирования овальности, которая будет описана ниже. Допускается использование способа выбора условия, оказывающего большое влияние на овальность стальной трубы после этапа экспандирования трубы и генерирование модели прогнозирования овальности, используя информацию о месте формования и величину вдавливания при формовании вначале (первый раз) или конце (N-ый раз) этапа гибки давлением.
Расстояние между элементами матрицы является расстоянием между элементами 1a и 1b в форме брусков, левым и правым, показанными на фиг.4, и является параметром, обозначенным ΔD на чертеже. Увеличение расстояния между элементами матрицы изменяет локальную кривизну стального листа даже при одной и той же величине вдавливания при формовании и оказывает влияние на овальность стальной трубы после этапа экспандирования трубы. Таким образом, предпочтительно использовать расстояние между элементами матрицы, заданное в зависимости от размера стальной трубы, подлежащей формованию, в качестве рабочего параметра на этапе гибки давлением. Кроме того, в случае, когда расстояние между элементами матрицы при перемещении пуансона каждый раз изменяется, данные, связанные с числом нажатий, могут использоваться в качестве рабочих параметров.
Кривизна пуансона относится к кривизне переднего конца пуансона, используемого для формования. Увеличение кривизны пуансона также увеличивает локальную кривизну стального листа во время формования трехточечной гибкой, оказывая влияние на овальность стальной трубы после этапа экспандирования трубы. Однако, поскольку при формовании одного стального листа сложно изменять кривизну для каждого нажатия, предпочтительно использовать кривизну пуансона, заданную согласно размеру стальной трубы, подлежащей формованию, в качестве рабочего параметра на этапе гибки давлением.
Поскольку в настоящем варианте выполнения отсутствует этап уменьшения зазора под сварку с использованием устройства для придания заготовке O-образной формы или т.п. после этапа гибки давлением, это, скорее всего, приведет к увеличению зазора под сварку в формованной заготовке и увеличению овальности после этапа экспандирования трубы. Следовательно, по сравнению со случаем выполнения этапа уменьшения зазора под сварку величина вдавливания при формовании на центральном участке в направлении ширины стального листа S часто становится большой. Однако задание слишком большой величины вдавливания при формовании на центральном участке в направлении ширины стального листа S обусловливает, что конец формованной заготовки в направлении ширины будет приходить в контакт с опорой 2b пуансона. Следовательно, существует возможность задания верхнего ограничения величины вдавливания.
Этап сварки
В дальнейшем формованная заготовка S1, имеющая U-образное сечение и подвергнутая обработке формованием на этапе гибки давлением, подвергается обработке для получения стальной трубы посредством стыковки торцевых поверхностей участка зазора друг с другом и сварки торцевых поверхностей в сварочной машине (соединительном средстве). Используемая сварочная машина (соединительное средство) является, например, устройством, содержащим сварочные машины трех типов, т.е. сварочную машину для сварки труб прихваточным швом, сварочную машину для сварки внутренней поверхности труб и машину для сварки наружной поверхности труб. В этих сварочных машинах сварочная машина для сварки труб прихваточным швом непрерывно приводит поверхности, стыкуемые с помощью формующих валков, в плотный контакт друг с другом при соответствующем взаимном расположении и сваривает участок плотного контакта по всей длине в направлении оси трубы. Далее труба, сваренная прихваточным швом, сваривается (дуговой сваркой под флюсом) со стороны внутренней поверхности состыкованного участка с помощью сварочной машины для сварки внутренней поверхности труб и затем сваривается (дуговой сваркой под флюсом) со стороны наружной поверхности состыкованного участка с помощью сварочной машины для сварки наружной поверхности труб.
Этап экспандирования трубы
Стальная труба, имеющая сваренный участок зазора под сварку, обрабатывается таким образом, что устройство для экспандирования трубы вставляется в стальную трубу для экспандирования диаметра стальной трубы (именуемого экспандированием трубы). На фиг. 6(a) – 6(c) показан пример конструкции устройства для экспандирования трубы. Как показано на фиг. 6(a), устройство для экспандирования трубы содержит множество сегментов 16 для экспандирования трубы, имеющих криволинейные поверхности, полученные посредством деления дуги на множество дуг в окружном направлении конической наружной периферийной поверхности 17. При экспандировании стальной трубы, используя устройство для экспандирования трубы, как показано на фиг. 6(b) и 6(c), сегмент 16 для экспандирования трубы сначала выравнивается с местом начала экспандирования трубы посредством перемещения стальной трубы P, используя устройство для перемещения стальной трубы. Далее посредством отведения тяговой штанги 18 из начального положения экспандирования трубы выполняется первая обработка для экспандирования трубы.
Это позволяет каждому из сегментов 16 для экспандирования трубы в скользящем контакте с конической наружной периферийной поверхностью 17 перемещаться в радиальном направлении за счет клинового действия, экспандируя стальную трубу P. Это уменьшает уровень неправильности формы сечения стальной трубы P, приближая форму сечения стальной трубы к идеальной круглой форме. Далее, тяговая штанга 18 выдвигается в исходное положение экспандирования трубы для возврата сегментов 16 для экспандирования трубы внутрь в вертикальном осевом направлении с помощью механизма высвобождения, и после этого стальная труба P дополнительно перемещается на расстояние, соответствующее шагу (длине по оси) сегментов 16 для экспандирования трубы. Сегменты 16 для экспандирования трубы регулируются согласно новым местам экспандирования трубы, и затем вышеописанная операция повторяется. Это позволяет выполнять первую обработку для экспандирования трубы по всей длине стальной трубы P в соответствии с шагом сегментов 16 для экспандирования трубы.
Примеры рабочих параметров для определения рабочих условий этапа экспандирования трубы включают в себя коэффициент экспандирования трубы, число сегментов для экспандирования трубы и диаметр сегментов для экспандирования трубы. Коэффициент экспандирования трубы относится к отношению разницы между наружным диаметром после экспандирования трубы и наружным диаметром перед экспандированием трубы к наружному диаметру перед экспандированием трубы. Наружный диаметр перед экспандированием трубы и после экспандирования трубы может быть подсчитан посредством измерения окружной длины стальной трубы. Коэффициент экспандирования трубы может регулироваться посредством величины хода, когда сегменты для экспандирования трубы расширяются в радиальном направлении. Число сегментов для экспандирования трубы относится к числу сегментов, которые упираются в стальную трубу, расположенную в окружном направлении, когда выполняется экспандирование трубы. Диаметр сегмента для экспандирования трубы относится к кривизне участка каждого сегмента для экспандирования трубы, который упирается в стальную трубу.
Наряду с этими параметрами, рабочим параметром, который может легко регулировать овальность после этапа экспандирования трубы, является коэффициент экспандирования трубы. Увеличение коэффициента экспандирования трубы обеспечивает кривизну области контакта с сегментом для экспандирования трубы равномерно по всей окружности трубы согласно R сегментов для экспандирования трубы, позволяя уменьшить овальность. Чем больше число сегментов для экспандирования трубы, тем большее локальное изменение кривизны в окружном направлении стальной трубы может сдерживаться, позволяя достичь удовлетворительной овальности стальной трубы после этапа экспандирования трубы. С другой стороны, излишне высокий коэффициент экспандирования трубы мог бы снизить предел текучести при сжатии готовой стальной трубы из-за эффекта Баушингера. Когда стальная труба используется в качестве трубы для трубопровода или т.п., в окружном направлении трубы действуют высокие напряжения сжатия. Таким образом, материал стальной трубы должен иметь высокий предел текучести при сжатии, и увеличение коэффициента экспандирования трубы более, чем это необходимо, является неприемлемым. Соответственно, коэффициент экспандирования трубы в реальных условиях задается таким образом, чтобы овальность стальной трубы находилась в пределах заданной величины при коэффициенте экспандирования трубы ниже заданного верхнего предельного значения коэффициента экспандирования трубы.
Этап измерения овальности
На этапе проверки в качестве последнего этапа изготовления стальной трубы проверяют качество стальной трубы и измеряют овальность стальной трубы. Овальность, измеряемая на этапе измерения овальности, является показателем, представляющим степень отклонения формы наружного диаметра стальной трубы от идеальной окружности. Как правило, чем ближе овальность к нулю, тем ближе форма сечения стальной трубы к идеальной окружности. Овальность вычисляется на основе информации о наружном диаметре стальной трубы, измеряемом с помощью устройства для измерения овальности. Например, труба разделяется на равные части в окружном направлении в определенном месте по длине трубы, после чего измеряются наружные диаметры в противолежащих местах. Когда из числа указанных диаметров максимальный диаметр и минимальный диаметр определяются как Dmax и Dmin, соответственно, овальность может быть определена как Dmax – Dmin. Чем больше число разделений на равные части, тем более меньшие неправильности формы стальной трубы после этапа экспандирования могут быть числовым показателем, что является предпочтительным. В частности, предпочтительно использовать информацию применительно к разделению на 4 – 36000 равных частей. Более предпочтительно использовать деление на 360 и более равных частей.
Однако овальность необязательно должна быть представлена разницей между максимальным диаметром и минимальным диаметром. Также допускается использовать способ расчета эквивалентной временной идеальной окружности (диаметра), ограничивающей такую же площадь, как и площадь внутри кривой фигуры, представляющей форму наружного диаметра стальной трубы на непрерывной диаграмме и определяющей область, отклоняющуюся от формы наружного диаметра стальной трубы в виде изображения на основе временной идеальной окружности. Следует отметить, что овальность стальной трубы после этапа экспандирования трубы в настоящем варианте выполнения может относиться к информации об овальности, включающей в себя овальность, представленную таким изображением. В качестве средства измерения формы наружного диаметра стальной трубы, к примеру, могут быть использованы следующие способы.
(a) Как показано на фиг. 7(a), с помощью устройства, содержащего штангу 20, которая может поворачиваться на 360 градусов относительно, по существу, центральной оси стальной трубы P, щупы 21a и 21b перемещения, прикрепленные к дальнему концу штанги 20, и датчик 22 угла поворота, который определяет угол поворота поворотного вала штанги 20, измеряется расстояние между центром вращения штанги 20 и точкой измерения на наружной периферии стальной трубы P с помощью щупов 21a и 21b перемещения для каждого угла поворота штанги 20 в минутах, после чего определяется форма наружного диаметра стальной трубы P на основе измеренного значения.
(b) Как показано на фиг. 7(b), с помощью устройства, содержащего: поворотную штангу 25, которая поворачивается относительно центральной оси стальной трубы P, раму (не показана), которая расположена на торцевой стороне поворотной штанги 25 и может перемещаться в радиальном направлении стальной трубы P, пару прижимных роликов 26a и 26b, которые приходят в контакт с наружной поверхностью и внутренней поверхностью конца стальной трубы P и вращаются при повороте поворотной штанги, и пару нажимных пневматических цилиндров, прикрепленных к раме, которые прижимают прижимные ролики 26a и 26b к наружной поверхности и внутренней поверхности стальной трубы P; форма наружного диаметра стальной трубы P определяется, с помощью отдельных пневматических цилиндров сжатия, на основе величины перемещения рамы в радиальном направлении и мест прижатия прижимных роликов 26a и 26b.
В настоящем варианте выполнения за счет сравнения результата прогнозирования овальности, полученного с помощью модели прогнозирования овальности, описанной ниже, с измеренной величиной овальности, полученной на этапе проверки, описанном выше, можно подтверждать точность прогнозирования овальности. Таким образом, что касается результата прогнозирования с помощью модели прогнозирования овальности, описанной ниже, также можно повысить точность прогнозирования посредством добавления фактической величины погрешности прогнозирования к результату прогнозирования с помощью модели прогнозирования овальности.
Устройство для прогнозирования овальности стальной трубы
На фиг. 8 показана схема конфигурации устройства для прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения. На фиг. 9 показана схема конфигурации блока 112 расчета овальности трубы в автономном режиме из фиг. 8.
Как показано на фиг. 8, устройство 100 для прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения содержит устройство обработки информации, такое как рабочая станция, и содержит блок 110 сбора исходных данных, базу данных 120 и блок 130 генерирования модели прогнозирования овальности.
Блок 110 сбора исходных данных содержит набор данных 111 рабочих условий, полученный посредством определения количества факторов, оказывающих влияние на овальность стальной трубы на этапе гибки концов, этапе гибки давлением, этапе сварки и этапе экспандирования трубы; и блок 112 расчета овальности трубы в автономном режиме, который выдает данные об овальности после этапа экспандирования трубы, используя набор данных 111 рабочих условий в качестве входных условий.
В настоящем варианте выполнения набор данных 111 рабочих условий включает в себя, по меньшей мере, рабочие параметры этапа гибки концов и рабочие параметры этапа гибки давлением. Это связано с тем, что указанная информация оказывает большое влияние на овальность стальной трубы после этапа экспандирования трубы и оказывает влияние на вариацию овальности. Кроме того, предпочтительным является включение атрибутивной информации о стальном листе, используемом в качестве материала, и рабочих параметров на этапе экспандирования трубы. Кроме того, также допускается включать рабочие параметры этапа сварки. Данные, используемые для набора данных 111 рабочих условий, описаны ниже.
Блок 110 сбора исходных данных выполняет численные операции с помощью блока 112 расчета овальности трубы в автономном режиме, различным образом изменяя параметры, включенные в набор данных 111 рабочих условий, тем самым, рассчитывая овальность стальной трубы после этапа экспандирования трубы, соответствующего множеству набору данных 111 рабочих условий. Диапазон изменения параметра, включенного в набор данных 111 рабочих условий, определяется на основании диапазона, который может изменяться в качестве нормального рабочего условия согласно размеру стальной трубы, подлежащей изготовлению, техническим условиям на оборудование для каждого этапа и т.п.
Блок 112 расчета овальности трубы в автономном режиме рассчитывает форму стальной трубы после этапа экспандирования трубы с помощью численного анализа для последовательности этапов изготовления от этапа гибки концов до этапа экспандирования трубы, и получает овальность стальной трубы, исходя из формы стальной трубы после этапа экспандирования трубы. В этом случае этапы изготовления включают в себя этап гибки концов, этап гибки давлением и этап экспандирования трубы. Как показано на фиг 9, блок 112 расчета овальности трубы в автономном режиме содержит: блоки 112a – 112c генерирования конечно-элементной модели для соответствующих этапов; и решатель 112d для конечно-элементного анализа.
Блок генерирования конечно-элементной модели на этапе гибки концов выполняет разделение на элементы внутри стального листа на основе атрибутивной информации о стальном листе. Разделение на элементы выполняется автоматически на основании заданного условия разделения на элементы. Конечно-элементная модель этапа гибки концов, которая претерпела разделение на элементы, передается в решатель 112d для конечно-элементного анализа вместе с условиями расчета на этапе гибки концов. Условия расчета на этапе гибки концов включают в себя рабочие параметры этапа гибки концов и также включают в себя всю информацию, необходимую для выполнения конечно-элементного анализа, точно определяющего все граничные условия, такие как величины физических свойств обрабатываемого изделия, инструмента и т.п., геометрические граничные условия и механические граничные условия. Форма стального листа и распределение зависимости деформаций от напряжений, полученные посредством конечно-элементного анализа на этапе гибки концов, передаются в блок 112a генерирования конечно-элементной модели на этапе гибки давлением в качестве исходных условий, относящихся к обрабатываемому изделию на этапе гибки давлением.
Решатель 112d для конечно-элементного анализа может быть создан в виде целого ряда доступных для приобретения универсальных модулей программного обеспечения для анализа, и, таким образом, существует возможность надлежащего выбора и внедрения некоторых из них для эффективного применения. Как вариант, также допускается использовать режим, в котором решатель 112d для конечно-элементного анализа устанавливается в компьютер отдельно от блока 112 расчета овальности трубы в автономном режиме, и входные данные, включающие в себя конечно-элементную модель, и выходные данные в виде результат расчета передаются в блок 112 расчета овальности трубы в автономном режиме и принимаются от него. Это связано с тем, что после генерирования конечно-элементной модели, соответствующей каждому этапу, численный анализ может выполняться с помощью одиночного решателя для конечно-элементного анализа.
Метод конечных элементов является типом метода приближенного решения путем разделения непрерывного тела на конечные элементы. Несмотря на то, что метод конечных элементов является приближенным решением, он представляет собой метод получения решения, которое удовлетворяет равновесию сил и непрерывности перемещения в узловых точках элементов, позволяя получать высокоточное решение даже при неравномерной деформации. В методе конечных элементов напряжение, деформация и смещение в элементе определяются независимо для каждого элемента и связаны со смещением (скоростью) узла и определяются как задача решения системы уравнений. В широко используемом способе деформация (приращение) или напряжение оценивается посредством использования смещения (скорости) в узле элемента в качестве неизвестной величины.
Кроме того, метод конечных элементов характеризуется тем, что расчет выполняется на основании принципа виртуальных работ, выраженного в интегральной форме относительного равновесного состояния напряжения в элементе. Точность результата анализа варьируется в зависимости от условий, таких как разделение на элементы. Кроме того, время расчета, необходимое для выполнения анализа, как правило, является длительным. Кроме того, метод конечных элементов отличается способностью к получению решения проблемы, которое трудно обеспечить другими способами, причем указанное решение удовлетворяет основному уравнению пластической механики в узле или элементе. Таким образом, даже в случае усложненного процесса формования на этапе изготовления стальной трубы существует возможность получения решений в отношении перемещения, поля механических напряжений и поля деформаций обрабатываемого изделия, близких к реальности.
Часть решателя для конечно-элементного анализа может быть заменена различными способами численного анализа или приближенными решениями, такими как теория поля линий скольжения или энергетический метод. Это позволяет сократить общее время расчета. Кроме того, конечно-элементный анализ, используемый в настоящем варианте выполнения, выполняет упруго-пластичный анализ и не включает в себя анализ температурного поля, такой как анализ теплопроводности. Однако, когда скорость обработки является высокой, и температура обрабатываемого изделия сильно повышается из-за генерирования тепла при обработке, допускается выполнять анализ, комбинируя анализ теплопроводности и упруго-пластичный анализ. Кроме того, упруго-пластичный анализ настоящего варианта выполнения является двухмерным поперечным анализом на любом из этапов, к которым относятся этап гибки концов, этап гибки давлением и этап экспандирования трубы, и является достаточным для выполнения численного анализа сечения формы при гибке концов, сечения неподвижного участка в продольном направлении, когда стальной лист формуется для получения открытой трубы, и стальной трубы. Для прогнозирования высокой точности формы подвижного участка, такого как передний конец и задний конец стальной трубы, предпочтительным является наличие блока генерирования конечно-элементной модели, который выполняет трехмерный анализ, включая сюда передний и задний концы.
Что касается стального листа после обработки посредством гибки концов, который является заготовкой, обрабатываемой на этапе гибки давлением, атрибутивная информация выдается в качестве входных данных. Форма стального листа и распределение в нем напряжений/деформаций, полученные в результате выполнения конечно-элементного анализа этапа гибки концов, будут исходными условиями для обрабатываемой заготовки на этапе гибки давлением. Здесь блок 112b генерирования конечно-элементной модели на этапе гибки давлением выполняет разделение на элементы внутри стального листа на основании размера и формы стального листа перед этапом гибки давлением. Разделение на элементы выполняется автоматически на основании заданного условия разделения на элементы. Распределение напряжения и деформации внутри заготовки может быть назначено для каждого элемента на основании собранных статистических данных по изготовлению, относящихся к стальному листу на предшествующем этапе. Это связано с тем, что на этапе гибки давлением, главным образом включающем в себя обработку давлением, исходные остаточные напряжения также оказывают влияние на форму U-образной формуемой заготовки из обрабатываемого стального листа.
Совместно с конечно-элементной моделью этапа гибки давлением, генерируемой указанным образом, условие расчета на этапе гибки давлением передается в качестве входных данных в решатель 112d для конечно-элементного анализа. Предусматривается, что условия расчета на этапе гибки давлением включают в себя рабочие параметры этапа гибки давлением и всю информацию, необходимую для выполнения конечно-элементного анализа, точно определяющего все граничные условия, такие как величины физических свойств обрабатываемого изделия, инструмента и т.п., геометрические граничные условия и механические граничные условия.
Решатель 112d для конечно-элементного анализа выполняет численный анализ согласно условиям расчета, как указано выше, для получения формы открытой трубы и распределения напряжения и деформации, оставшихся внутри заготовки после этапа гибки давлением. Результат, полученный посредством такого расчета, используется в качестве входных данных в блоке 112c генерирования конечно-элементной модели следующего этапа, а именно, этапа экспандирования трубы. На этапе сварки на участке зазора под сварку открытой трубы остаточные напряжение и деформация, генерируемые в стальной трубе после сварки, также могут быть получены с помощью численного анализа процесса сварки.
Однако во многих случаях выполнение точного численного анализа на этапе сварки вызывает затруднение по таким причинам, как характер изменения теплопроводности из-за расплавления стального листа во время сварки, и влияние на механические свойства зоны термического влияния. Кроме того, зона термического влияния в результате сварки оказывает влияние только на форму части стальной трубы и оказывает незначительное влияние на остальные участки стальной трубы. Таким образом, допускается игнорирование влияния зоны термического влияния стального листа на этапе сварки на овальность стальной трубы после этапа экспандирования трубы.
На этапе сварки выполняется сварка с удерживанием открытой трубы с наружной стороны для уменьшения зазора открытой трубы, что изменяет распределение напряжений и деформаций из-за изменения упругой деформации на участке, который расположен не вблизи зазора под сварку. Таким образом, используя решатель 112d для конечно-элементного анализа, можно выполнять численный анализ применительно к характеристикам удерживания зазора под сварку открытой трубы с наружной стороны для задания зазора под сварку открытой трубы, равного нулю, с помощью метода конечных элементов, и результат может соответствовать напряженно-деформированному состоянию после этапа сварки.
Вместе с тем, когда этап уменьшения зазора под сварку на таком этапе сварки соответствует упругой деформации, распределение напряжений/деформаций после этапа сварки может быть получено посредством совмещения аналитического решения в отношении напряжений и деформации с балкой с криволинейной осью согласно теории балок при распределении напряжений и деформаций в открытой трубе, подсчитанном с помощью конечно-элементного анализа. Это позволяет сократить время расчета.
На основании формы стальной трубы после этапа сварки, полученной, как описано выше, блок 112c генерирования конечно-элементной модели на этапе экспандирования трубы выполняет разделение на элементы внутри стальной трубы. Разделение на элементы выполняется автоматически на основании заданного условия разделения на элементы. Предпочтительно следует задать распределение напряжения и деформации, рассчитанное, как описано выше, для каждого элемента. Генерируемая конечно-элементная модель этапа экспандирования трубы передается в решатель 112d для конечно-элементного анализа вместе с условиями расчета на этапе экспандирования трубы. Предусматривается, что условия расчета на этапе экспандирования трубы включают в себя рабочие параметры этапа экспандирования трубы по настоящему варианту выполнения и также включают в себя всю информацию, необходимую для выполнения конечно-элементного анализа, точно определяющего все граничные условия, такие как величины физических свойств обрабатываемого изделия, инструмента и т.п., геометрические граничные условия и механические граничные условия.
Решатель 112d для конечно-элементного анализа выполняет численный анализ согласно расчету, как указано выше, для получения формы стальной трубы и распределения внутренних напряжений и деформаций после этапа экспандирования трубы. Рассчитанная форма стальной трубы имеет неравномерное распределение кривизны в окружном направлении, и овальность стальной трубы получают согласно определению овальности на этапе измерения овальности. Численный анализ с помощью блока 112 расчета овальности трубы в автономном режиме, используя метод конечных элементов, иногда требует времени вычисления приблизительно 1 – 10 часов для одного набора данных рабочих условий (отдельный случай).
Однако, поскольку обработка выполняется в автономном режиме, ограничение времени вычисления не предусмотрено. Для сокращения времени вычисления для большого числа наборов данных рабочих условий численные операции, соответствующие множеству наборов данных рабочих условий, могут выполняться параллельно с помощью множества компьютеров. Это позволяет формировать базу данных для генерирования модели прогнозирования овальности в течение короткого периода времени. Кроме того, в последние годы время вычисления для отдельного случая с помощью графических процессоров общего назначения (GPGPU) составляет приблизительно от 1/2 до 1/10 от обычного времени вычисления, и такие вычислительные средства могут быть использованы.
Со ссылкой на фиг. 8 в базе 120 данных хранится набор 111 данных рабочих условий и соответствующие данные, относящиеся к овальности стальной трубы после этапа экспандирования трубы. Данные, хранящиеся в базе 120 данных, могут быть получены в автономном режиме. В отличие от базы данных, накапливаемой как значение характеристики фактической операции, набор данных рабочих условий может быть гибким набором данных, делая базу данных пригодной для машинного обучения с меньшей вероятностью возникновения статистического смещения в рабочих условиях набора данных. Кроме того, поскольку результаты расчета, полученные с помощью точного численного анализа, накапливаются без накапливания обучающих данных, флуктуирующих во времени, при большем числе накапливаемых данных может быть получена бóльшая полезная база данных.
Блок 130 генерирования модели прогнозирования овальности генерирует модель M прогнозирования овальности, обучаемую с помощью машинного обучения, для получения овальности стальной трубы после этапа экспандирования трубы для набора 111 входных данных рабочих условий на основании взаимосвязи между множеством пар наборов 111 данных рабочих условий и данных об овальности стальной трубы, хранящихся в базе 120 данных. В частности, взаимосвязь между рабочими условиями на каждом этапе и овальностью стальной трубы после этапа экспандирования трубы может иметь тенденцию к сложной нелинейности. Таким образом, в то время как моделирование, исходящее из предположения линейности, имело бы результатом прогнозирование с низкой точностью, метод машинного обучения, использующий функцию, имеющую нелинейность, например, нейронная сеть, может выполнять прогнозирование с высокой точностью. Здесь моделирование означает замену соотношения между входными и выходными данными при числовом расчете эквивалентной функциональной формой.
Желательно, чтобы количество баз данных, необходимых для генерирования модели M прогнозирования овальности, равнялось 500 или большему количеству блоков данных, хотя оно варьируется в зависимости от условий, таких как размер стальной трубы, подлежащей изготовлению. Предпочтительно, должны использоваться 2000 или больше блоков данных и более предпочтительно 5000 или больше блоков данных. Способ машинного обучения может быть известным способом обучения. Машинное обучение внедряется посредством использования, например, известного способа машинного обучения, такого как нейронная сеть. Примеры других способов включают в себя древовидную схему решений, случайный лес, регрессию на основе гауссовских процессов, регрессию опорных векторов и метод k-ближайших соседей. Несмотря на то, что модель M прогнозирования овальности генерируется в автономном режиме, блок 130 генерирования модели прогнозирования овальности может быть внедрен в систему регулирования в реальном режиме, и модель прогнозирования овальности может периодически обновляться, используя при необходимости базу данных, рассчитываемую и накапливаемую в автономном режиме.
Модель M прогнозирования овальности стальной трубы после этапа экспандирования трубы, генерируемая, как описано выше, имеет следующие характеристики.
Прежде всего, на этапе гибки концов деформация изгиба прикладывается полуматрицей к концу стального листа, используемого в качестве материала, в направлении ширины, что оказывает влияние на овальность стальной трубы после этапа экспандирования трубы вблизи сваренного участка стальной трубы. Причина этого состоит в следующем. Когда на этапе гибки давлением деформация изгиба прикладывается к стальному листу с помощью пресса для трехточечной гибки, изгибающий момент сложно приложить к концу в направлении ширины, что затрудняет уменьшение кривизны вблизи конца стального листа в направлении ширины. С другой стороны, этап гибки давлением является этапом выполнения множества операций деформации изгиба в направлении ширины стального листа, что оказывает влияние на распределение кривизны в окружном направлении, происходящее в открытой трубе. Это оказывает влияние на всё окружное направление стальной трубы в отношении овальности стальной трубы после этапа экспандирования трубы. Таким образом, этап гибки концов и этап гибки давлением имеют разные положения прикладывания деформации изгиба в направлении ширины стального листа. Следовательно, предпочтительным является прогнозирование овальности стальной трубы после этапа экспандирования трубы посредством объединения рабочих условий двух этапов.
Вместе с тем, когда кривизна, придаваемая стальному листу на этапе гибки концов, небольшая, деформация конца в направлении ширины должна быть небольшой. Таким образом, если на этапе гибки давлением не прикладывается относительно большая деформация изгиба, зазор под сварку в открытой трубе не будет уменьшаться, что ведет к увеличению овальности стальной трубы после этапа экспандирования трубы. И наоборот, когда кривизна, придаваемая стальному листу на этапе гибки концов, большая, зазор под сварку в открытой трубе будет слишком малый, если деформация изгиба на этапе гибки давлением не подавляется. Этот случай также ведет к увеличению овальности стальной трубы после этапа экспандирования трубы. Соответственно, объединение рабочих условий на этапе гибки концов и рабочих условий на этапе гибки давлением обеспечивает достижение удовлетворительной овальности стальной трубы после этапа экспандирования трубы, и, следовательно, модель M прогнозирования овальности создается с учетом таких факторов.
Другими словами, поскольку при изготовлении стального листа атрибутивная информация о стальном листе, используемом в качестве материала, например, предел текучести, толщина листа и т.п., имеет определенный уровень варьирования, это будет оказывать влияние на кривизну стального листа после снятия нагрузки от устройства для придания заготовке C-образной формы на этапе гибки концов и кривизну стального листа во время прикладывания давления в штампе в прессе для трехточечной гибки на этапе гибки давлением или кривизну после снятия нагрузки. Таким образом, посредством выбора информации об указанных стальных листах в качестве входных параметров модели M прогнозирования овальности, генерируемой в автономном режиме, можно прогнозировать влияние атрибутивной информации, например, предела текучести и толщины листа, о материале, на овальность стального листа после этапа экспандирования трубы.
Например, на фиг. 10 показаны результаты измерения овальности стальной трубы после этапа экспандирования трубы (с одними и теми же рабочими условиями этапа экспандирования трубы), изменяя величину вдавливания при формовании посредством прикладывая силы давления при первом проходе на этапе гибки давлением, когда ширина обработки при гибке концов на этапе гибки концов задана равной 180 мм, 200 мм и 220 мм, при условии, что число нажатий при формовании на этапе гибки давлением задано равным девяти при изготовлении стальной трубы с наружным диаметром 30 дюймов и толщиной стенки трубы 44,5 мм. На фиг. 10 показаны результаты изменения величины вдавливания (величины вдавливания при первом проходе) во время исходного (первого) вдавливания, используя одинаковые настройки для других рабочих условий на этапе гибки давлением.
Как показано на фиг. 10, овальность стальной трубы после этапа экспандирования трубы варьируется в зависимости от ширины обработки посредством гибки концов, которая является рабочим параметром при обработке посредством гибки концов, и величины вдавливания при первом проходе, которая является рабочим параметром на этапе гибки давлением. Когда овальность стальной трубы после этапа экспандирования трубы должна регулироваться для решения одной и той же задачи (например, в качестве заданной величины устанавливается овальность 0,68%), необходимо надлежащим образом изменять величину вдавливания на первом проходе на этапе гибки давлением в зависимости от ширины обработки посредством гибки концов на этапе гибки концов. Это означает, что речь идет о ситуации, когда атрибутивная информация о стальном листе варьируется, и состояние деформации (кривизна) стального листа после этапа гибки концов может варьироваться даже при одних и тех же рабочих условиях этапа гибки концов, и что в результате овальность стальной трубы после этапа экспандирования трубы варьируется без соответствующего регулирования рабочих условий этапа гибки давлением. Таким образом, для соответствующего регулирования овальности стальной трубы после этапа экспандирования трубы необходимо изменять рабочие условия этапа гибки давлением согласно рабочим условиям этапа гибки концов, и задание соответствующего рабочего условия только за счет внесения изменения в рабочее условие каждого из этапов, к которым относятся этап гибки концов и этап гибки давлением, в качестве независимого параметра, является затруднительным.
В этом отношении модель прогнозирования овальности настоящего варианта выполнения может принимать во внимание влияние таких рабочих параметров множества этапов изготовления на овальность стальной трубы после этапа экспандирования трубы, что позволяет прогнозировать овальность с высокой точностью. Кроме того, поскольку генерируется модель прогнозирования овальности, обучаемая посредством машинного обучения, можно сразу же рассчитывать овальность на выходе, даже при изменении переменной, которая должна быть входным условием, что позволяет незамедлительно задавать и корректировать рабочие условия даже в случае использования в режиме реального времени. Ниже приведено описание каждого параметра, используемого для входных данных для модели прогнозирования овальности.
Атрибутивная информация о стальном листе
Необходимая атрибутивная информация о стальном листе, используемом в качестве материала, в случае, когда атрибутивная информация должна использоваться для ввода данных в модель прогнозирования овальности, может быть любым параметром, оказывающим влияние на овальность стальной трубы после этапа экспандирования трубы, таким как предел текучести стального листа, предел прочности при растяжении, модуль упругости при растяжении, толщина листа, распределение толщины в плоскости листа, распределение предела текучести в направлении толщины стального листа, степень эффекта Баушингера и шероховатость поверхности. В частности, желательно использовать в качестве показателя фактор, оказывающий влияние на пружинение стального листа на концах в направлении ширины на этапе гибки концов, или фактор, оказывающий влияние на состояние деформации или пружинение стального листа при формовании трехточечной гибкой на этапе гибки давлением.
Предел текучести стального листа, распределение предела текучести в направлении толщины стального листа и толщина листа оказывают прямое влияние на состояние напряжений и деформации при формовании трехточечной гибкой. Предел прочности при растяжении является параметром, отображающим состояние деформационного упрочнения при обработке гибкой, и оказывает влияние на напряженное состояние во время деформации изгиба. Эффект Баушингера оказывает влияние на предел текучести и последующие характеристики деформационного упрочнения при реверсировании нагрузки из-за деформации изгиба и оказывает влияние на напряженное состояние из-за деформации изгиба. Кроме того, модуль упругости при растяжении стального листа оказывает влияние на характеристики пружинения после обработки посредством гибки. Кроме того, распределение толщины в плоскости листа генерирует распределение кривизны изгиба на этапе гибки давлением, что влияет на овальность стальной трубы после этапа экспандирования трубы.
Из этих блоков атрибутивной информации особенно предпочтительным является использование предела текучести, репрезентативной толщины листа, информации о распределении толщины листа и репрезентативной ширины листа. Указанные параметры, которые являются информацией, измеряемой на этапе контроля качества прокатки толстого листа, который является этапом изготовления стального листа, используемого в качестве материала, оказывают влияние на характеристики деформации на этапе гибки концов и этапе гибки давлением и оказывают влияние на овальность стальной трубы после этапа экспандирования трубы. Таким образом, эти характеристики предпочтительно должны использоваться в качестве атрибутивной информации о стальном листе в блоке 110 сбора исходных данных.
Предел текучести является информацией, которая может быть получена из испытания на растяжение небольшого образца для обеспечения качества, взятого от толстого стального листа, используемого в качестве материала, и может быть репрезентативной величиной в плоскости стального листа, используемого в качестве материала. Кроме того, репрезентативная толщина листа является толщиной листа, представляющей толщину листа в плоскости стального листа, используемого в качестве материала, и может быть толщиной центрального участка в направлении ширины стального листа в произвольном месте в продольном направлении или средней величиной толщины листа в продольном направлении. Кроме того, средняя величина толщины листа по всей плоскости стального листа может быть получена и использована в качестве репрезентативной толщины листа.
Помимо этого, информация о распределении толщины листа относится к информации, представляющей распределение толщины листа в направлении ширины стального листа. Типичным примером является утолщение, встречающееся в стальном листе. Утолщение представляет собой различие в толщине листа между центральным участком стального листа в направлении ширины и местом на удалении от конца стального листа в направлении ширины на заданном расстоянии (например, 100 мм, 150 мм и т.п.). Репрезентативная ширина листа является репрезентативной величиной, относящейся к ширине стального листа, используемого в качестве материала. Следует принять во внимание колебание ширины толстого стального листа, используемого в качестве материала, или же ширина стального листа варьируется, когда конец листа шлифуется для получения скоса, что влияет на колебание точности наружного диаметра изделия в виде стальной трубы.
Атрибутивная информация о вышеописанном стальном листе является информацией, используемой для задания рабочих условий на этапе изготовления стальной трубы в качестве информации, собранной главным компьютером во время работы в режиме реального времени. Блок 110 сбора исходных данных может выбирать из блоков информации соответствующую информацию, которая сочетается с атрибутивной информацией о стальных листах, собранной главным компьютером в режиме реального времени.
Рабочие параметры этапа гибки концов
Что касается рабочих параметров этапа гибки концов, параметр для определения формы, образуемой формующей поверхностью 33a верхней полуматрицы 33, и формы, образуемой формующей поверхностью 34a нижней полуматрицы 34, которые используется в устройстве 30 для придания заготовке C-образной формы, могут использоваться в качестве рабочих параметров. Кроме того, также допускается использование в качестве рабочих параметров ширины при обработке посредством гибки концов (ширины, которая подвергается формованию при гибке концов), усилия толкания (усилия при C-формовании) и усилия захватывания зажимным механизмом 37 на этапе гибки конца. Это связано с тем, что указанные параметры являются факторами, оказывающими влияние на деформацию концов стального листа в направлении ширины на этапе гибки концов. Когда на этапе гибки концов выполняется анализ пространственной деформации, величина подачи, направление подачи и число подач стального листа могут использоваться в качестве рабочих параметров на этапе гибки концов.
Следует принять во внимание случаи, когда форма, образованная формующей поверхностью 33a верхней полуматрицы 33, является формой, имеющей дуги с множеством радиусов кривизны в непрерывной форме, или форма является эвольвентой или т.п., допускающей использование параметра для определения геометрической формы сечения. Например, когда форма сечения образуется параболической формой, форма сечения может определяться посредством использования коэффициентов члена первого порядка и члена второго порядка квадратичного выражения, представляющего параболу, проходящую через начало отсчета, и, таким образом, коэффициент может использоваться в качестве рабочего параметра для этапа гибки концов.
С другой стороны, в случае, когда предусматривается множество полуматриц для получения формы, образуемой формующей поверхностью 33a верхней полуматрицы 33, и полуматрицы соответствующим образом заменяются и используются согласно условиям, таким как наружный диаметр, толщина стенки и тип стальной трубы, подлежащей изготовлению, номер полуматрицы для определения полуматрицы, используемой на этапе гибки концов, может использоваться в качестве рабочего параметра этапа гибки концов.
Рабочие параметры этапа гибки давлением
В настоящем варианте выполнения рабочий параметр для этапа гибки давлением используется для ввода данных модели прогнозирования овальности. Рабочие параметры для этапа гибки давлением могут быть различными параметрами, оказывающими влияние на величины локальной кривизны гибки стального листа и их распределение в направлении ширины стального листа, такими как вышеописанные число нажатий при формовании трехточечной гибкой, информация о месте формования, величина вдавливания при формовании, расстояние между элементами матрицы и кривизна пуансона. В частности, предпочтительным является использование информации, включающей в себя всю информацию о месте формования и величине вдавливания при формовании во время функционирования пуансона, формующего стальной лист, и число нажатий на этапе гибки давлением. Способ, представленный на фиг. 11, может быть приведен в качестве примера случая, включающего в себя все указанные блоки информации.
На фиг. 11(a) и 11(b) представлен пример места вдавливания при формовании и величины вдавливания при формовании, когда пуансон выполняет 16 вдавливаний / 10 вдавливаний в стальных листах, имеющих одинаковую ширину. Место вдавливания при формовании является информацией, указывающей расстояние от базового конца стального листа в направлении ширины, и используется в качестве информации о месте вдавливания при формовании. Кроме того, величина вдавливания при формовании соответствует каждому месту вдавливания при формовании, и данные «число вдавливаний», «место вдавливания при формовании» и «величина вдавливания при формовании» могут быть объединены в набор данных. В примерах, показанных на фиг. 11(a) и 11(b), рабочие параметры этапа гибки давлением определяются 16 наборами данных и 10 наборами данных с числом нажатий 16 и 10, соответственно.
В настоящем варианте выполнения такой набор данных используется в качестве входных данных модели прогнозирования овальности в следующей форме. Например, в качестве входных данных модели прогнозирования овальности можно использовать место вдавливания при формовании и величину вдавливания при формовании при выполнении вдавливания при формовании в наиболее близком месте к концу на одном конце стального листа, и можно использовать место вдавливания при формовании и величину вдавливания при формовании в наиболее близком месте к концу на другом конце стального листа.
Когда величина вдавливания при формовании на одном конце стального листа увеличивается при формовании трехточечной гибкой, величины кривизны на участках стальной трубы на фиг. 4, соответствующих примерно положению «один час», и участке, соответствующем приблизительно положению «одиннадцать часов», увеличиваются, что ведет к получению формованной заготовки, имеющей U-образное сечение в целом с формой большой длины в горизонтальном направлении. Кроме того, чем ближе место вдавливания при формовании к концу стального листа, тем ниже место участка зазора под сварку, что ведет к получению формованной заготовки, имеющей U-образное сечение в целом с формой большой длины в горизонтальном направлении. В результате стальная труба, подвергнутая формованию с получением открытой трубы и подвергнутая этапу сварки и этапу экспандирования трубы, также будет иметь в целом форму большой длины в горизонтальном направлении, что оказывает влияние на овальность. Кроме того, кривизна пуансона во время вдавливания при формовании, общее число вдавливаний при формовании и расстояние между элементами матрицы во время вдавливания при формовании также оказывают влияние на овальность.
Вместе с тем, посредством использования в качестве входных данных модели прогнозирования овальности всей информации о месте вдавливания при формовании и данных о величине вдавливания при формовании вместе с числом нажатий можно дополнительно повысить точность прогнозирования для модели прогнозирования овальности. Например, с учетом предположительного максимального числа нажатий данные о месте вдавливания при формовании и величине вдавливания при формовании сохраняются согласно числу нажатий в случае выполнения формования. Место вдавливания при формовании и величина вдавливания при формовании при последующей обработке без формования задаются равными нулю. Например, в предполагаемом случае, где максимальное предположительное число нажатий в примерах на фиг. 11(a) и 11(b) равно 16, и когда число нажатий равно 10, данные о нажатии с 11-го по 16-ое, которые заданы равными нулю, будут входными данными для модели прогнозирования овальности.
Вышеописанные рабочие параметры этапа гибки давлением являются информацией, используемой в качестве рабочих условий, задаваемых главным компьютером при работе в режиме реального времени. Блок 110 сбора исходных данных предпочтительно выбирает параметр, который должен использоваться для входных данных для модели прогнозирования овальности, из рабочих параметров этапа гибки давлением, собираемых указанным образом главным компьютером при работе в режиме реального времени.
Рабочие параметры этапа экспандирования трубы
В добавление к вышеописанным рабочим параметрам, когда рабочие параметры этапа экспандирования трубы используются для ввода данных в модель прогнозирования овальности, коэффициент экспандирования трубы может использоваться в качестве рабочего параметра этапа экспандирования трубы. Несмотря на то, что чем больше коэффициент экспандирования трубы, тем в большей степени уменьшается овальность стальной трубы после этапа экспандирования трубы, верхняя предельная величина коэффициента экспандирования трубы ограничивается с точки зрения предела текучести при сжатии готовой стальной трубы, и, следовательно, условие вычисления в блоке 110 сбора исходных данных должно определяться, используя значение в пределах диапазона. Поскольку коэффициент экспандирования трубы является информацией, необходимой для регулирования устройства экспандирования трубы, коэффициент экспандирования трубы может определяться установленным значением, задаваемым с помощью главного компьютера 140. В качестве рабочего параметра этапа экспандирования трубы в добавление к коэффициенту экспандирования трубы могут использоваться количество сегментов для экспандирования трубы и диаметр сегментов для экспандирования трубы.
Способ прогнозирования овальности
В настоящем варианте выполнения модель M прогнозирования овальности, генерируемая в автономном режиме с помощью вышеописанного блока 130 генерирования модели прогнозирования овальности, используется для выполнения прогнозирования овальности стальной трубы в режиме реального времени после этапа экспандирования трубы. Во время исходной процедуры прогнозирования овальности стальной трубы после этапа экспандирования трубы набор данных рабочего условия, которое должно быть задано в качестве рабочего условия этапа изготовления стальной трубы, собирается в режиме реального времени (этап получения рабочих параметров). Это этап получения необходимых данных от главного компьютера, который выполняет общее управление этапом изготовления стальной трубы, или от отдельного управляющего компьютера на этапе обработки формованием в качестве набора данных рабочего условия, который соответствует входным данным для модели прогнозирования овальности, генерируемой, как описано выше. Здесь термин «в режиме реального времени» означает продолжительность группы этапов изготовления от момента времени перед началом процесса изготовления стальной трубы до завершения этапа экспандирования трубы. Таким образом, обработка необязательно должна заключаться в выполнении любого из этапов обработки формованием. Период ожидания во время транспортирования стального листа на следующий этап между каждыми двумя этапами изготовления формованием также относится к «режиму реального времени». Кроме того, период перед началом процесса изготовления стальной трубы и после завершения этапа прокатки толстого листа при изготовлении стального листа в качестве материала также может быть отнесен к «режиму реального времени». Это связано с тем, что по завершении этапа прокатки толстого листа при изготовлении стального листа, используемого в качестве материала, может быть получен набор данных рабочего условия, которые должны быть введены в модель прогнозирования овальности настоящего изобретения. Модель, используемая в режиме реального времени, является моделью M прогнозирования овальности, обучаемой с помощью машинного обучения, и после задания рабочего параметра, который должен быть условием на входе, можно сразу же рассчитывать овальность, которая должна быть выходным параметром, и быстро изменять рабочие условия и т.п.
Прогнозирование овальности стальной трубы после этапа экспандирования трубы может выполняться в любой момент времени перед процессом изготовления стального листа или во время указанного процесса. Набор данных рабочего условия, которые должны быть введены в модель M прогнозирования овальности, надлежащим образом генерируется согласно времени выполнения прогнозирования. Другими словами, когда прогнозирование овальности стальной трубы после этапа экспандирования трубы выполняется перед этапом гибки концов, можно использовать реальные величины (реальные величины измерения) для атрибутивной информации о стальном листе, используемом в качестве материала, и заданная величина рабочего условия, предварительно устанавливаемая в главном компьютере, используется в качестве рабочего параметра следующего этапа изготовления, включающего в себя этап гибки концов.
Кроме того, когда этап гибки концов заканчивается, и прогнозирование овальности стальной трубы после этапа экспандирования трубы выполняется перед началом этапа гибки давлением, должны использоваться реальные величины (реальные величины измерения) для атрибутивной информации о стальном листе, используемом в качестве материала, и реальные величины рабочих параметров этапа гибки концов, и установленные величины рабочего условия, предварительно заданные главным компьютером, должны использоваться в качестве рабочих параметров следующего этапа изготовления, включающего в себя этап гибки давлением. Следует отметить, что предварительно заданные величины рабочих условий являются заданными величинами, которые были заданы на основании предыдущих эксплуатационных характеристик и предварительно хранятся в главном компьютере.
Как описано выше, настоящий вариант выполнения использует группу наборов данных рабочих условий, полученных в соответствии с моментом времени прогнозирования овальности стальной трубы после экспандирования трубы для ввода данных в модель прогнозирования овальности, и овальность стальной трубы после этапа экспандирования трубы, которая является выходным параметром, прогнозируется в режиме реального времени. Это позволяет выполнять изменение рабочих условий последующего этапа изготовления согласно прогнозируемой овальности стальной трубы, что ведет к дополнительному уменьшению овальности стальной трубы после этапа экспандирования трубы.
Способ регулирования овальности
Ниже приведено описание способа регулирования овальности по варианту выполнения настоящего изобретения со ссылкой на табл. 1 и фиг. 12.
В настоящем варианте выполнения сначала выбирается намеченный для внесения изменений этап из множества этапов обработки посредством формования, составляющих процесс изготовления стальной трубы. Далее, перед началом намеченного для внесения изменений этапа прогнозируется овальность стальной трубы после этапа экспандирования трубы с помощью модели M прогнозирования овальности. Затем выполняется изменение одного или нескольких рабочих параметров, выбранных, по меньшей мере, из рабочих параметров намеченного для внесения изменений этапа или одного или нескольких рабочих параметров, выбранных из рабочих параметров этапа обработки посредством формования на стороне выхода с намеченного для внесения изменений этапа для уменьшения овальности стальной трубы после этапа экспандирования трубы.
Здесь множество этапов для обработки посредством формования, составляющих процесс изготовления стальной трубы, относятся к этапу гибки концов, этапу гибки давлением и этапу экспандирования трубы, которые являются этапами прикладывания пластической деформации к стальному листу для его формования в предварительно заданной форме. Что касается намеченного для внесения изменений этапа, то из этих этапов обработки посредством формования выбирается определенный этап. Перед выполнением обработки посредством формования на выбранном намеченном для внесения изменений этапе прогнозируется овальность стальной трубы после этапа экспандирования трубы с помощью модели M прогнозирования овальности для стальной трубы. Формование стального листа завершается на этапе формования на стороне входа на намеченный для внесения изменений этап, и, таким образом, когда на стороне входа должны использоваться рабочие параметры этапа обработки посредством формования, реальные данные для рабочих параметров могут использоваться для ввода данных в модель M прогнозирования овальности. В отличие от этого реальные рабочие данные не могут быть собраны на этапах обработки посредством формования на стороне выхода, включая сюда намеченный для внесения изменений этап, и, таким образом, величина, предварительно заданная в главном компьютере или т.п., используется для ввода данных в модель M прогнозирования овальности для стальной трубы. Таким образом, для заданного материала может быть спрогнозирована овальность стальной трубы после этапа экспандирования трубы.
В дальнейшем выполняется определение в отношении того, соответствует ли овальность, спрогнозированная в качестве овальности стальной трубы после этапа экспандирования трубы, овальности готового изделия. С помощью этой операции, когда полученная овальность стальной трубы после этапа экспандирования трубы меньше спрогнозированной величины, можно выполнять изменение рабочих условий на намеченном для внесения изменений этапе и этапе обработки посредством формования на стороне выхода с намеченного для внесения изменений этапа. Здесь рабочий параметр, подлежащий изменению, может быть рабочим параметром на намеченном для внесения изменений этапе или рабочим параметром на этапах обработки посредством формования на стороне выхода с намеченного для внесения изменений этапа. Рабочий параметр этапа обработки посредством формования, пригодный для изменения овальности стальной трубы после этапа экспандирования трубы, предпочтительно будет выбираться согласно разнице между прогнозируемой овальностью и овальностью готового изделия. Кроме того, допускается изменять оба рабочих параметра на намеченном для внесения изменений этапе и рабочие параметры на определенном этапе обработки посредством формования на выходе с намеченного для внесения изменений этапа. Это связано с тем, что овальность стальной трубы после этапа экспандирования трубы может эффективно изменяться при большой разнице между прогнозируемой овальностью и овальностью готового изделия.
В табл. 1 приведены примеры этапа обработки посредством формования, выбранного в качестве намеченного для внесения изменений этапа и этапа обработки посредством формования, в котором рабочие параметры могут изменяться соответственно. В случае 1 этап гибки концов выбран в качестве намеченного для внесения изменений этапа в процессе изготовления стальной трубы, включающего в себя этап гибки концов. Перед началом этапа гибки концов овальность стальной трубы после этапа экспандирования трубы прогнозируется с помощью заданных величин рабочих параметров на этапе обработки посредством формования, включающем в себя этап гибки давлением. Когда прогнозируемая овальность большая, существует возможность изменения определенных рабочих параметров на каждом этапе обработки посредством формования, а именно, этапе обработки концов, этапе гибки давлением и этапе экспандирования трубы. Рабочие параметры, подлежащие изменению, не ограничиваются до рабочих параметров этапа гибки концов и также могут быть рабочими параметрами других этапов обработки посредством формования. Когда атрибутивная информация о стальном листе включена в состав входных данных для модели M прогнозирования овальности, реальные данные, включающие в себя измеренную величину и т.п., относящиеся к атрибутивной информации о стальном листе, могут использоваться для входных данных перед началом этапа гибки концов, который является намеченным для внесения изменений этапом.
В случае 2 можно выбирать намеченный для внесения изменений этап и рабочие параметры, подлежащие изменению согласно идее, сходной со случаем 1. Случай 3 является случаем, где этап экспандирования трубы задается в качестве намеченного для внесения изменений этапа. Перед началом этапа экспандирования трубы овальность стальной трубы после этапа экспандирования трубы прогнозируется с использованием модели M прогнозирования овальности. В этом случае, по меньшей мере, реальные рабочие данные на этапе гибки концов и этапе гибки давлением могут использоваться для ввода данных в модель M прогнозирования овальности. Кроме того, также допускается использовать реальные данные из атрибутивной информации о стальном листе. Таким образом, прогнозируемая овальность стальной трубы после этапа экспандирования трубы сравнивается с овальностью готового изделия, и при уменьшении овальности изменяется рабочий параметр на этапе экспандирования трубы. Предпочтительным является использование коэффициента экспандирования трубы в качестве рабочего параметра этапа экспандирования трубы, подлежащего изменению. Следует отметить, что величина изменения от исходной заданной величины коэффициента экспандирования трубы, подлежащего изменению, может быть задана на основании обретения опыта. Однако, когда входные данные модели M прогнозирования овальности включают в себя коэффициент экспандирования трубы этапа экспандирования трубы, овальность стальной трубы после этапа экспандирования трубы может быть спрогнозирована повторно, используя повторно заданную величину коэффициента экспандирования трубы в качестве входных данных для модели M прогнозирования овальности, и может быть определено соответствие условий для внесения изменений.
Таблица 1

- этап обработки посредством формования, на котором можно изменять рабочие параметры
Ниже со ссылкой на фиг. 12 приведено описание способа регулирования овальности стальной трубы по варианту выполнения настоящего изобретения. Пример, показанный на фиг. 12, является случаем, где этап гибки давлением был выбран в качестве намеченного для внесения изменений этапа, на котором C-образная формованная заготовка передается на этап гибки давлением по завершении этапа гибки концов. Реальные рабочие данные на этапе гибки концов передаются в блок 150 изменения рабочих условий. Реальные рабочие данные могут передаваться по сети от управляющего компьютера, предусмотренного на каждом этапе регулирования каждого этапа обработки посредством формования. Однако данные могут сразу же передаваться от управляющего компьютера на каждом этапе обработки посредством формования на главный компьютер 140, который выполняет общее управление процессом изготовления стальной трубы, после чего данные передаются от главного компьютера 140 в блок 150 изменения рабочих условий. Кроме того, при необходимости реальные данные, относящиеся к атрибутивной информации о стальном листе, передаются от главного компьютера 140 в блок 150 изменения рабочих условий. Заданные величины рабочих параметров этапа гибки давлением и этапа экспандирования трубы, которые являются этапами обработки посредством формования на выходе с намеченного для внесения изменений этапа, и заданные величины рабочих параметров намеченного для внесения изменений этапа передаются от управляющего компьютера для каждого этапа в блок 150 изменения рабочих условий. Однако, когда заданные величины рабочих параметров на этапе гибки давлением и этапе экспандирования трубы сохраняются в главном компьютере 140, заданные величины могут передаваться от главного компьютера 140 в блок 150 изменения рабочих условий. Следует отметить, что заданная величина овальности, определяемая согласно техническим условиям на готовую стальную трубу, передается от главного компьютера 140 в блок 150 изменения рабочих условий.
Блок 150 изменения рабочих условий прогнозирует овальность стальной трубы после этапа экспандирования трубы из указанных блоков информации, используя модель M прогнозирования овальности в реальном режиме времени, и сравнивает прогнозируемую овальность (прогнозируемую величину овальности) с заданной овальностью (заданной величиной овальности). Когда прогнозируемая величина овальности меньше заданной величины овальности, блок 150 изменения рабочих условий определяет рабочие условия оставшихся этапов обработки посредством формования без изменения заданных величин рабочих условий этапа гибки давлением и этапа экспандирования трубы и обеспечивает изготовление стальной трубы. И, наоборот, когда прогнозируемая величина овальности больше заданной величины овальности, блок 150 изменения рабочих условий изменяет рабочее условие этапа гибки давлением или рабочее условие этапа экспандирования трубы. В частности, на этапе гибки давлением может быть изменена величина вдавливания при формовании, число нажатий и т.п. Число нажатий при формовании на этапе гибки давлением может быть увеличено один или два раза или больше, и может быть уменьшено расстояние ΔD между местами вдавливания. Кроме того, на этапе гибки давлением могут быть изменены величина вдавливания при формовании и коэффициент экспандирования трубы.
Блок 150 изменения рабочих условий может повторно выполнять прогнозирование овальности, используя измененные таким путем рабочие параметры в качестве входных данных для модели M прогнозирования овальности, подтверждать, меньше ли прогнозируемая овальность, чем заданная величина овальности, и определять измененную величину рабочих условий этапа гибки давлением и этапа экспандирования трубы. Измененные рабочие условия этапа гибки давлением и этапа экспандирования трубы передаются в отдельные управляющие компьютеры для использования в качестве рабочих условий этапа гибки давлением и этапа экспандирования трубы. Посредством многократного повторного выполнения определения овальности в блоке 150 изменения рабочих условий соответствующие рабочие условия этапа уменьшения гибки давлением и этапа экспандирования трубы могут быть заданы, даже когда задана строгая заданная величина овальности, что позволяет изготавливать стальную трубу с дополнительно уменьшенной овальностью. Кроме того, также допускается выполнять этапы, в которых регулирование овальности стальной трубы после этапа экспандирования трубы, включающее в себя этап гибки давлением, определяемый как намеченный для внесения изменений этап, выполняется указанным образом, и регулирование овальности стальной трубы после этапа экспандирования трубы, включающее в себя этап экспандирования трубы, определяемый как намеченный для внесения изменений этап, снова выполняется для стальной трубы, которая была подвергнута обработке формованием и была сварена для соединения концов открытой трубы. Это связано с тем, что точность прогнозирования овальности стальной трубы дополнительно повышается благодаря тому, что были получены реальные рабочие данные этапа гибки давлением.
Как описано выше, в способе регулирования овальности стальной трубы по варианту выполнения настоящего изобретения используется модель M прогнозирования овальности, которая принимает в расчет влияние на овальность из-за взаимосвязи этапа гибки концов и этапа гибки давлением, что позволяет задавать надлежащее рабочее условие для уменьшения овальности стальной трубы после этапа экспандирования трубы, обеспечивая возможность изготовления стальной трубы, имеющей приемлемую овальность. Кроме того, существует возможность регулирования овальности с высокой точностью, принимая во внимание изменения в атрибутивной информации о стальном листе, используемом в качестве материала.
Устройство для прогнозирования овальности стальной трубы
Ниже со ссылкой на фиг. 13 приведено описание устройства для прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения.
На фиг. 13 показана схема конфигурации устройства для прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения. Как показано на фиг. 13, устройство 160 для прогнозирования овальности стальной трубы по варианту выполнения настоящего изобретения содержит блок 161 сбора рабочих параметров, блок 162 хранения данных, блок 163 прогнозирования овальности и выходной блок 164.
Блок 161 сбора рабочих параметров содержит определенный интерфейс, способный собирать данные модели M прогнозирования овальности, генерируемой блоком машинного обучения из блока 130 генерирования модели прогнозирования овальности. Например, блок 161 сбора рабочих параметров предпочтительно содержит интерфейс связи для сбора данных модели M прогнозирования овальности из блока 130 генерирования модели прогнозирования овальности. В этом случае блок 161 сбора рабочих параметров может принимать модель M прогнозирования овальности из блока 100b машинного обучения, используя предварительно установленный протокол обмена данными. Кроме того, блок 161 сбора рабочих параметров собирает рабочие условия для оборудования для обработки формованием (оборудования для выполнения этапа обработки формованием) от управляющего компьютера или главного компьютера, установленного в оборудовании, используемом на каждом этапе обработки формованием. Например, блок 161 сбора рабочих параметров предпочтительно содержит интерфейс связи для сбора рабочих условий. Кроме того, блок 161 сбора рабочих параметров может собирать входную информацию на основании работы пользователя. В этом случае устройство 160 для прогнозирования овальности стальной трубы также содержит входной блок, содержащий один или несколько входных интерфейсов, которые обнаруживают ввод данных пользователем и собирают входную информацию на основании работы пользователя. Примеры входного блока включают в себя без ограничения аппаратный ключ, емкостный ключ, сенсорную панель, объединенную с дисплеем выходного блока, микрофон для голосового ввода данных и т.п. Например, входной блок принимает входные данные о рабочем условии для модели M прогнозирования овальности, получаемой от блока 130 генерирования модели прогнозирования овальности с помощью блока 161 сбора рабочих параметров.
Блок 162 хранения данных содержит, по меньшей мере, одно полупроводниковое запоминающее устройство, по меньшей мере, одно магнитное запоминающее устройство, по меньшей мере, одно оптическое запоминающее устройство или комбинацию, по меньшей мере, двух из указанных устройств. Блок 162 хранения данных функционирует, например, как основное запоминающее устройство, вспомогательное запоминающее устройство или сверхоперативное запоминающее устройство. Блок 162 хранения данных хранит любого рода информацию, используемую для работы устройства 160 для прогнозирования овальности стальной трубы. Блок 162 хранения данных хранит, например, модель M прогнозирования овальности, получаемую от блока 130 генерирования модели прогнозирования овальности с помощью блока 161 сбора рабочих параметров, рабочее условие, получаемое от главного компьютера с помощью блока 161 сбора рабочих параметров, и информацию об овальности, прогнозируемой устройством 160 для прогнозирования овальности стальной трубы. Блок 162 хранения данных может хранить системную программу, прикладную программу и т.п.
Блок 163 прогнозирования овальности содержит один или несколько процессоров. В настоящем варианте выполнения процессор содержит без ограничения универсальный процессор или специализированный процессор, адаптированный для специальной обработки. Блок 163 прогнозирования овальности соединен с возможностью связи с отдельными компонентами, составляющими устройство 160 для прогнозирования овальности стальной трубы, и управляет работой всего устройства 160 для прогнозирования овальности стальной трубы. Блок 163 прогнозирования овальности может быть любым универсальным электронным устройством, таким как персональный компьютер (ПК) или смартфон. Блок 163 прогнозирования овальности до этого не ограничивается и может быть одним серверным устройством или множеством серверных устройств, способных устанавливать связь друг с другом, или может быть другим электронным устройством, предназначенным для устройства 160 для прогнозирования овальности стальной трубы. Блок 163 прогнозирования овальности подсчитывает прогнозируемую величину информации об овальности стальной трубы, используя рабочие условия, получаемые с помощью блока 161 сбора рабочих параметров, и модель M прогнозирования овальности, получаемую от блока 130 генерирования модели прогнозирования овальности.
Выходной блок 164 выдает прогнозируемую величину информации об овальности стальной трубы, подсчитываемую блоком 163 прогнозирования овальности, устройству для задания рабочих условий для оборудования для обработки формованием. Выходной блок 164 может содержать один или несколько выходных интерфейсов, которые выдают информацию и уведомление пользователю. Выходной интерфейс является, к примеру, дисплеем. Примеры дисплея включают в себя ЖК-дисплей или органический электролюминесцентный дисплей. Выходной блок 164 выдает данные, полученные за счет функционирования устройства 160 для прогнозирования овальности стальной трубы. Выходной блок 164 может быть соединен с устройством 160 для прогнозирования овальности стальной трубы в качестве внешнего выходного устройства вместо размещения в устройстве 160 для прогнозирования овальности стальной трубы. В качестве способа установления соединения может использоваться любой способ, такой как USB, HDMI (зарегистрированная торговая марка) или Bluetooth (зарегистрированная торговая марка). Примеры выходного блока 164 включают в себя без ограничения дисплей, который выдает видеоинформацию, динамик, который выдает аудиоинформацию, и т.п. Например, выходной блок 164 выдает пользователю прогнозируемую величину информации об овальности, подсчитываемую блоком 163 прогнозирования овальности. Пользователь может надлежащим образом задавать рабочие условия для оборудования для обработки формованием на основе прогнозируемой величины овальности, выдаваемой выходным блоком 164.
Более предпочтительной формой устройства 160 для прогнозирования овальности стальной трубы после этапа экспандирования трубы, как описано выше, является терминальное устройство, такое как планшетный терминал, содержащее: входной блок 165, который собирает входную информацию на основании работы пользователя; и блок 166 индикации, который отображает прогнозируемую величину информации об овальности, подсчитанную блоком 163 прогнозирования овальности. Устройство этого типа имеет функцию получения входной информации на основании работы пользователя от входного блока 165 и обновления части или всех рабочих параметров оборудования для обработки формованием, уже введенных в устройстве 160 для прогнозирования овальности стальной трубы, используя полученную входную информацию. Другими словами, когда информация об овальности стальной трубы была спрогнозирована блоком 163 прогнозирования овальности для стального листа, обрабатываемого в оборудовании для обработки формованием, может быть предусмотрена функция приема работы, выполненной оператором, используя терминальное устройство, и выполнения корректировки части рабочих параметров оборудования для обработки формованием, уже введенных в блок 161 сбора рабочих параметров. Блок 161 сбора рабочих параметров сохраняет исходные входные данные для рабочих параметров, для которых корректирующие входные данные не были получены от терминального устройства наряду с рабочими параметрами оборудования для обработки формованием, и изменяет только рабочий параметр, для которого были введены корректирующие входные данные. С помощью указанной конфигурации в блоке 161 сбора рабочих параметров генерируются новые входные данные для модели M прогнозирования овальности, и блок 163 прогнозирования овальности для стального листа подсчитывает прогнозируемую величину информации об овальности на основании входных данных. Кроме того, подсчитанная прогнозируемая величина информации об овальности, отображается на блоке 166 индикации терминального устройства с помощью выходного блока 164. С помощью этой процедуры работник, например, оператор оборудования для обработки формованием и начальник производства могут незамедлительно уточнять прогнозируемую величину информации об овальности, когда рабочий параметр оборудования для обработки формованием был изменен, и могут в оперативном порядке изменять рабочее состояние на соответствующее рабочее состояние.
Примеры
Пример 1
В настоящем примере использовался стальной лист для трубопроводной трубы (API, марка X60) толщиной 38,0 – 38,4 мм и шириной 2700 – 2720 мм, и выполнялось генерирование модели прогнозирования овальности после этапа экспандирования трубы в автономном режиме в соответствии с условиями изготовления стальной трубы, имеющей диаметр 36 дюймов после этапа экспандирования трубы, с выполнением этапа гибки концов, этапа гибки давлением, этапа сварки и этапа экспандирования трубы. На фиг. 14 показан пример конечно-элементной модели, генерируемой блоком генерирования конечно-элементной модели на этапе гибки концов применительно к настоящему примеру. В качестве решателя для конечно-элементного анализа использовался Abaqus 2019, и время вычисления для отдельного случая составляло приблизительно три часа. Количество наборов данных, накопленных в базе данных, равнялось 300, и в качестве модели машинного обучения использовалась регрессия на основе гауссовских процессов, использующая в качестве базисной функции радиальную базисную функцию.
В качестве атрибутивной информации о стальном листе были выбраны репрезентативная толщина листа (средняя величина толщины листа по всей плоскости стального листа), ширина листа и предел текучести стального листа. Диапазон изменения в качестве рабочего условия был определен из записи о характеристиках изготовления, и входные данные расчета изменялись в пределах диапазона. В качестве рабочего параметра этапа гибки концов была выбрана ширина обработки посредством гибки концов. В качестве рабочих условий для этапа гибки концов использовались верхняя и нижняя полуматрицы, в частности, верхняя полуматрица, имеющая радиус кривизны формующей поверхности R300 мм, и нижняя полуматрица, имеющая радиус кривизны формующей поверхности R300 мм. В качестве рабочего параметра этапа гибки концов в базе данных рабочих условий ширина обработки посредством гибки концов изменялась в диапазоне 180 – 240 мм. В качестве рабочих параметров этапа гибки давлением были выбраны число вдавливаний при формовании и место вдавливания при формовании. Число вдавливаний при формовании изменялось в диапазоне от 7 до 15 с 11 вдавливаниями в качестве исходного условия. Что касается положения вдавливания при формовании, нажатие выполнялось с равными интервалами в направлении ширины листа в соответствии с числом вдавливаний, и положение вдавливания при формовании определялось в зависимости от числа вдавливаний. На основании величины вдавливания при формовании, определяемой как величина, на которую передний конец пуансона достигает положения 15,8 мм от линии, соединяющей самые верхние участки элемента в форме бруска, угол гибки при одном нажатии был задан равным 30°.
Далее стальной лист поместили на матрицу, с заданным расстоянием между элементами в форме бруска равным 450 мм, и вдавливание посредством формования было начато от места, расположенного на расстоянии 1120 мм от центрального участка в направлении ширины стального листа, заданного как справочное, с помощью пуансона, имеющего обрабатывающую поверхность с радиусом 308 мм. Когда число нажатий при формовании стало равно 11, вдавливание посредством формования выполнили пять раз с правой стороны, если смотреть на фиг. 4, в направлении центрального участка в направлении ширины при условии, что шаг подачи листа составлял 224 мм. После этого конец листа с левой стороны, если смотреть на фиг. 4, переместили близко к элементу в форме бруска, и вдавливание посредством формования выполнили шесть раз на левой половине стального листа, начиная с расстояния 1120 мм от конца при условии, что шаг подачи листа составлял 224 мм. Кроме того, постоянная величина 1,0% была использована в качестве коэффициента экспандирования трубы, который является рабочим параметром этапа экспандирования трубы.
В настоящем примере условия анализа, как описано выше, были заданы в блоке расчета овальности трубы в автономном режиме, причем условия анализа изменяли в диапазоне вышеуказанных рабочих условий, и результаты расчета овальности после этапа экспандирования трубы, полученные с помощью анализа, накапливались в базе данных. Далее на основании накопленной базы данных выполняли генерирование модели прогнозирования овальности. В настоящем примере модель прогнозирования овальности, сгенерированную указанным образом, использовали в режиме реального времени. Овальность в настоящем примере определяли как овальность = Dmax – Dmin, когда наружные диаметры в местах, обращенных друг к другу, выбирали посредством деления трубы на 3600 равных частей в окружном направлении, и максимальный диаметр и минимальный диаметр определяли как Dmax и Dmin, соответственно.
На этапе в режиме реального времени перед началом этапа гибки концов репрезентативная толщина листа и ширина стального листа были получены от главного компьютера в качестве реальных данных атрибутивной информации о стальном листе, используемом в качестве материала. Кроме того, были получены данные испытания на пределе текучести на этапе проверки на этапе прокатки толстого листа. Вместе с тем от главного компьютера были получены заданные величины рабочих условий этапа гибки концов и этапа гибки давлением. В процессе изготовления стальной трубы применительно к настоящему примеру ширина обработки посредством гибки концов на этапе гибки концов составляла 200 мм в качестве заданной величины рабочего условия, предварительно установленной главным компьютером. С другой стороны, число нажатий при формовании на этапе гибки давлением равнялось одиннадцати, и места вдавливания посредством формования были заданы с шагом 224 мм в направлении ширины стального листа на расстоянии 1120 мм от центрального участка в направлении ширины стального листа в качестве первого места формования. Кроме того, величина вдавливания посредством формования в каждом месте вдавливания посредством формования была заданной величиной, равной 15,8 мм.
В настоящем примере перед началом этапа гибки концов прогнозируется овальность стальной трубы после этапа экспандирования трубы, используя указанные заданные величины совместно с репрезентативной толщиной листа и шириной листа, которые являются реальными данными атрибутивной информации о стальном листе, в качестве входных данных для модели прогнозирования овальности. С другой стороны, в главном компьютере заданная величина овальности была задана равной 10 мм, прогнозируемая овальность стальной трубы (прогнозируемая величина овальности) сравнивалась с заданной величиной овальности, и когда прогнозируемая овальность превышала заданную величину овальности, изменяли рабочее условие этапа гибки давлением. Число нажатий выбирали в качестве рабочего условия, подлежащего изменению. В результате в примере изобретения было подтверждено, что средняя величина овальности составляла 4,0 мм, и показатель приемки равнялся 100%. Для сравнения, в случае, где в качестве сравнительного примера изготовление выполнялось с рабочим условием этапа гибки давлением согласно заданной величине, предварительно заданной главным компьютером, средняя величина овальности составляла 11,2 мм, и показатель приемки равнялся 80%.
Промышленная применимость
По настоящему изобретению предлагается способ генерирования модели прогнозирования овальности стальной трубы, способный генерировать модель прогнозирования овальности, которая точно и быстро прогнозирует овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Кроме того, по настоящему изобретению предлагается способ прогнозирования овальности стальной трубы и устройство прогнозирования овальности стальной трубы, способные точно и быстро прогнозировать овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Кроме того, по настоящему изобретению предлагается способ регулирования овальности стальной трубы, способный точно регулировать овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, включающем в себя множество этапов. Кроме того, по настоящему изобретению предлагается способ изготовления стальной трубы, способный обеспечивать изготовление стальной трубы, имеющей требуемую овальность, с хорошим выходом продукции.
Перечень номеров позиций
1 – матрица
1a, 1b – элементы в форме бруска
2 – пуансон
2a – передний конец пуансона
2b – опора пуансона
16 – сегмент для экспандирования трубы
17 – коническая наружная периферийная поверхность
18 – тяговая штанга
20 – штанга
21a, 21b – щуп перемещения
22 – датчик угла поворота
25 – поворотная штанга
26a, 26b – прижимной ролик
30 – устройство для придания заготовке C-образной формы
31 – транспортирующий механизм
31a – транспортирующий ролик
32a, 32b – формующий механизм
33 – верхняя полуматрица
33a – формующая поверхность
34 – нижняя полуматрица
34a – формующая поверхность
36 – гидравлический цилиндр
37 – зажимной механизм
110 – блок сбора исходных данных
111 – набор данных рабочих условий
112 – блока расчета овальности трубы в автономном режиме
112a – блок генерирования конечно-элементной модели на этапе гибки концов
112b – блок генерирования конечно-элементной модели на этапе гибки давлением
112c – блок генерирования конечно-элементной модели на этапе экспандирования трубы
112d – решатель для конечно-элементного анализа
120 – база данных
130 – блок генерирования модели прогнозирования овальности
140 – главный компьютер
150 – блок изменения рабочих условий
160 – устройство прогнозирования овальности стальной трубы
161 – блок сбора рабочих параметров
162 – блок хранения данных
163 – блок прогнозирования овальности
164 – выходной блок
165 – входной блок
166 – блок индикации
G – участок зазора под сварку
M – модель прогнозирования овальности
P – стальная труба
R1, R2 – область
S – стальной лист
S1 – формованная заготовка
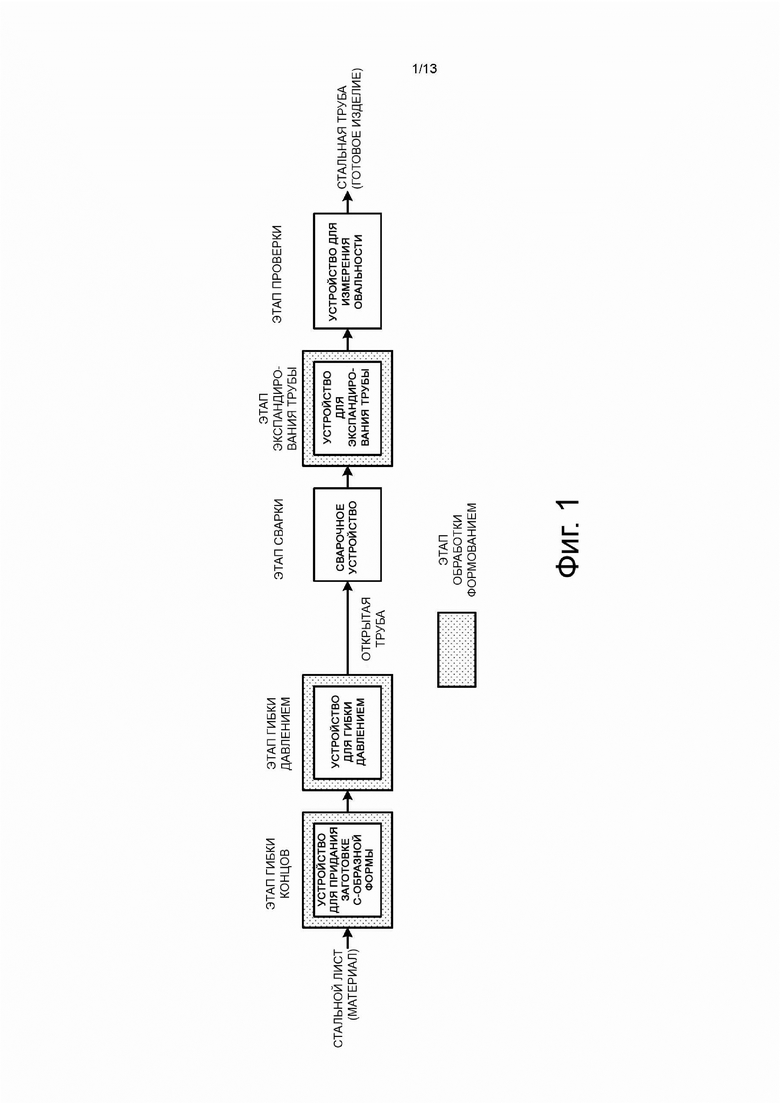
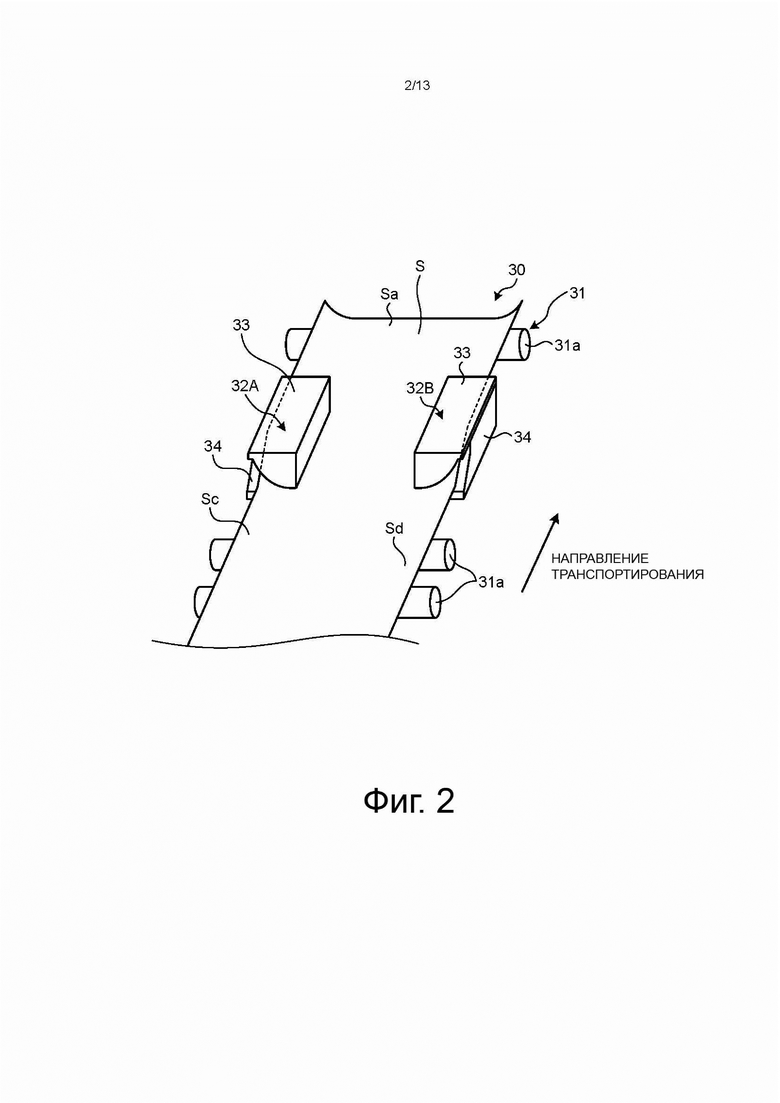
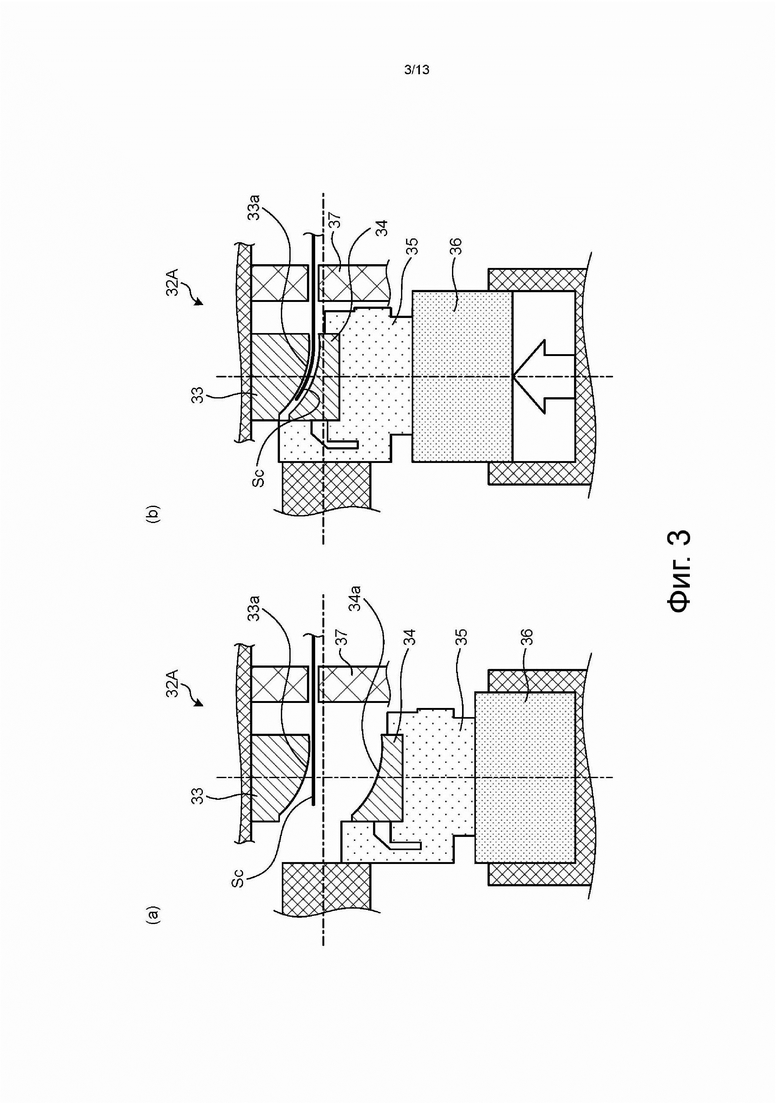
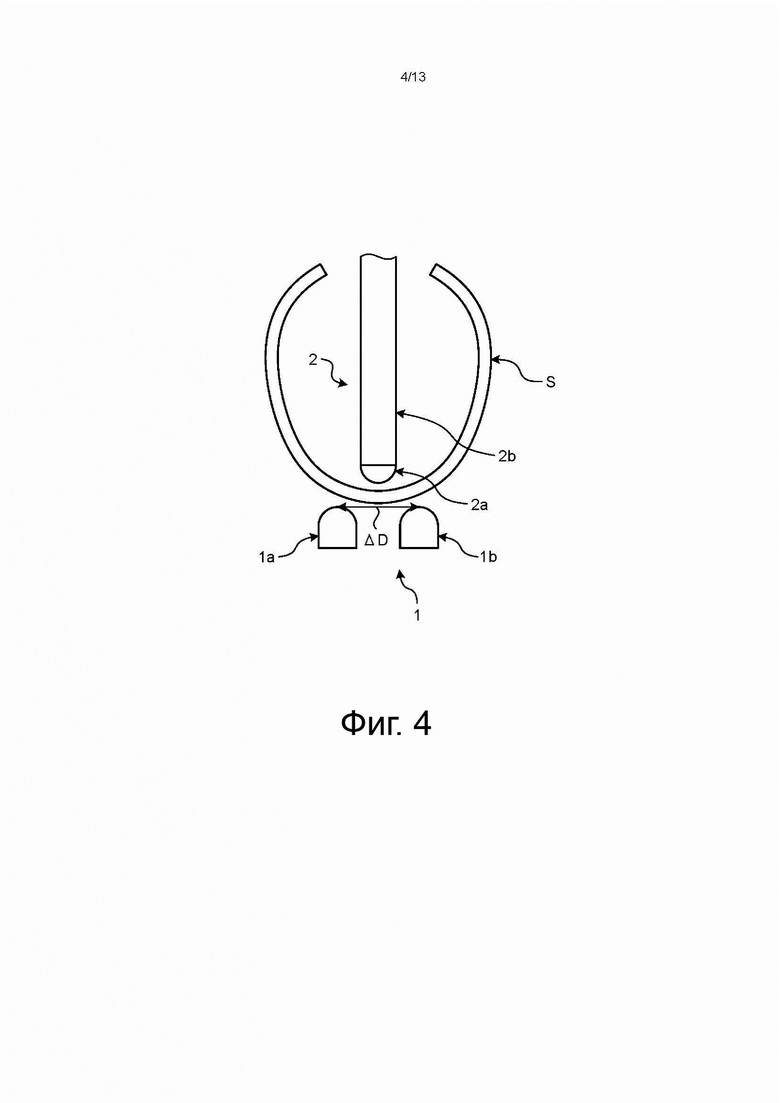
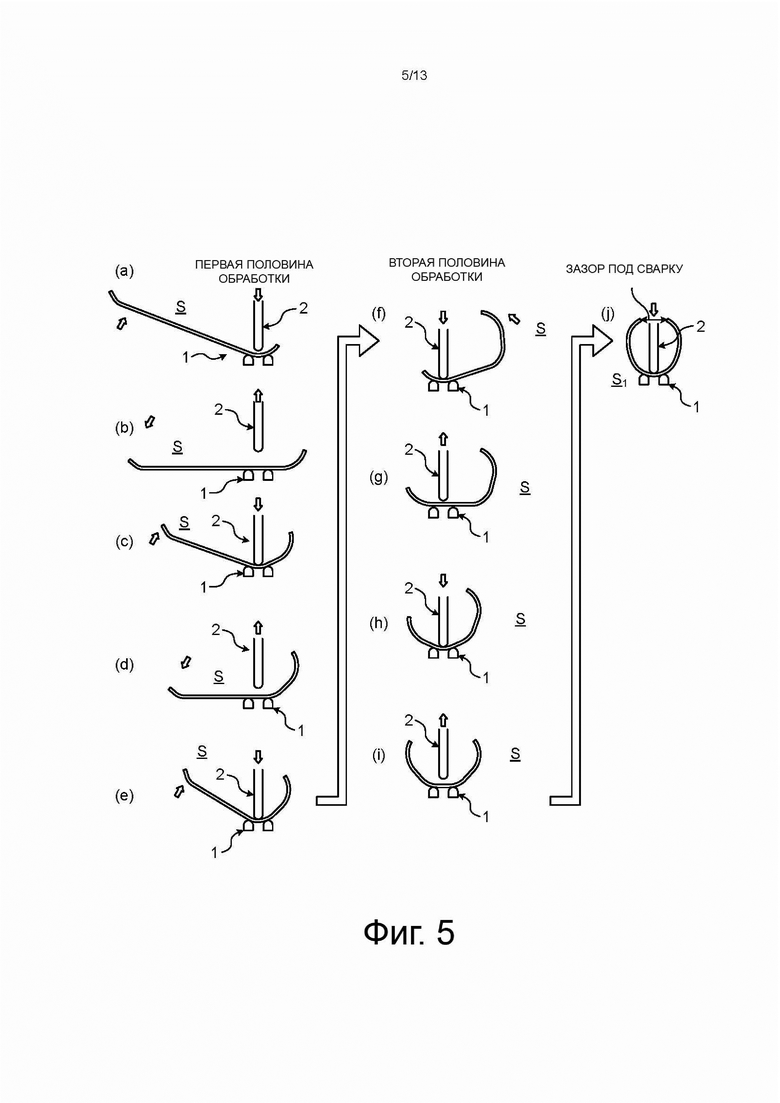
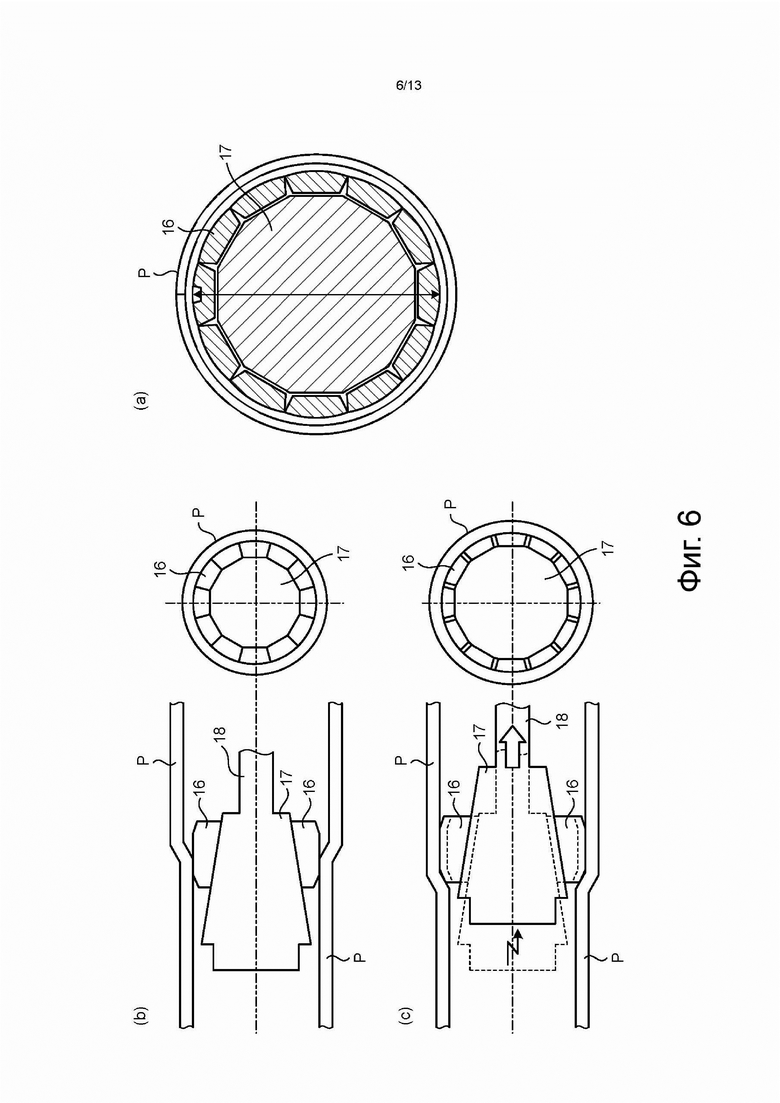
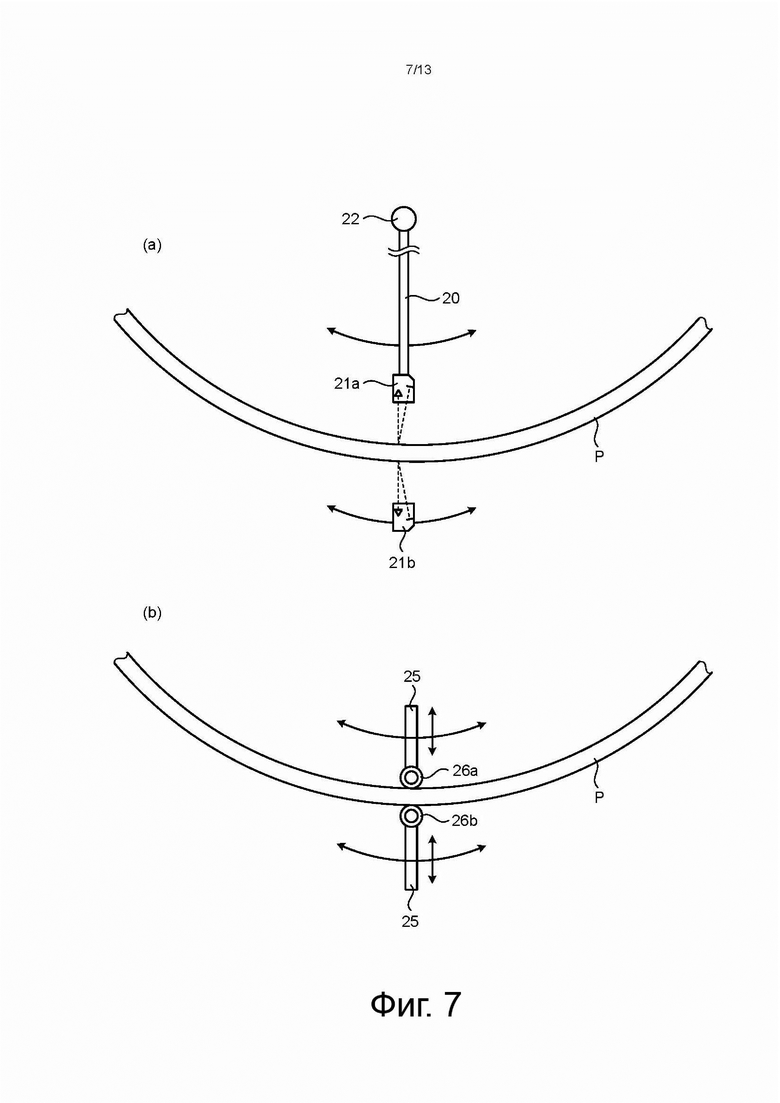
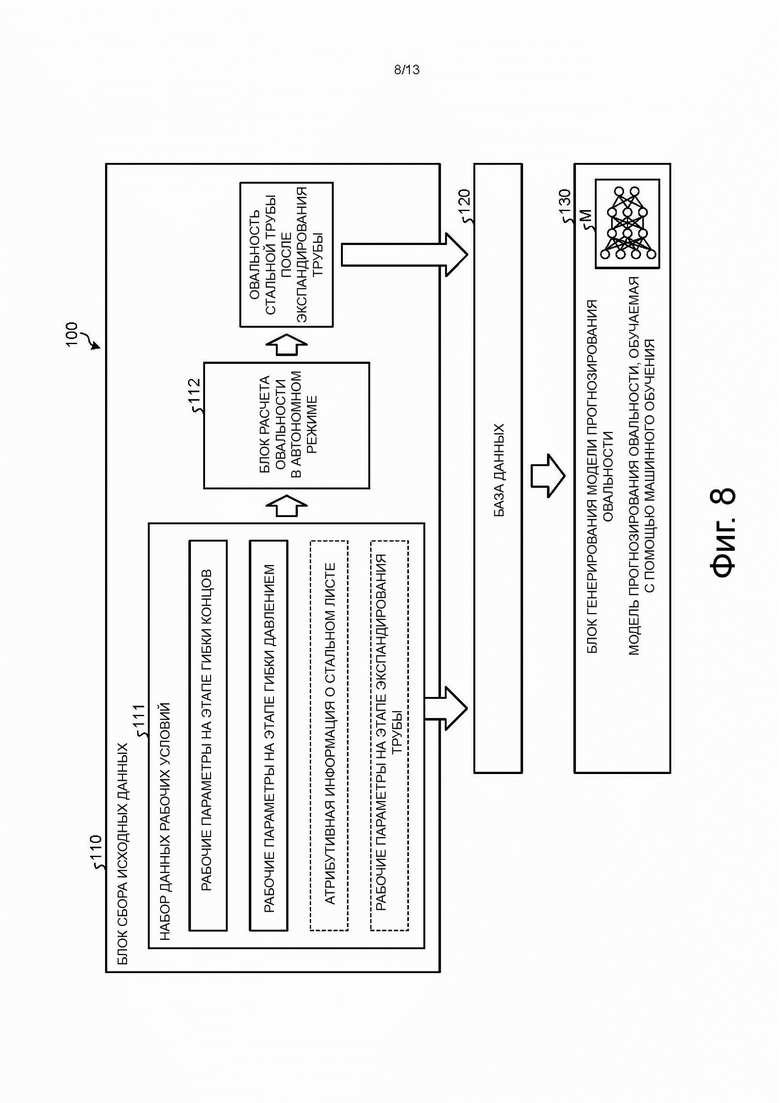
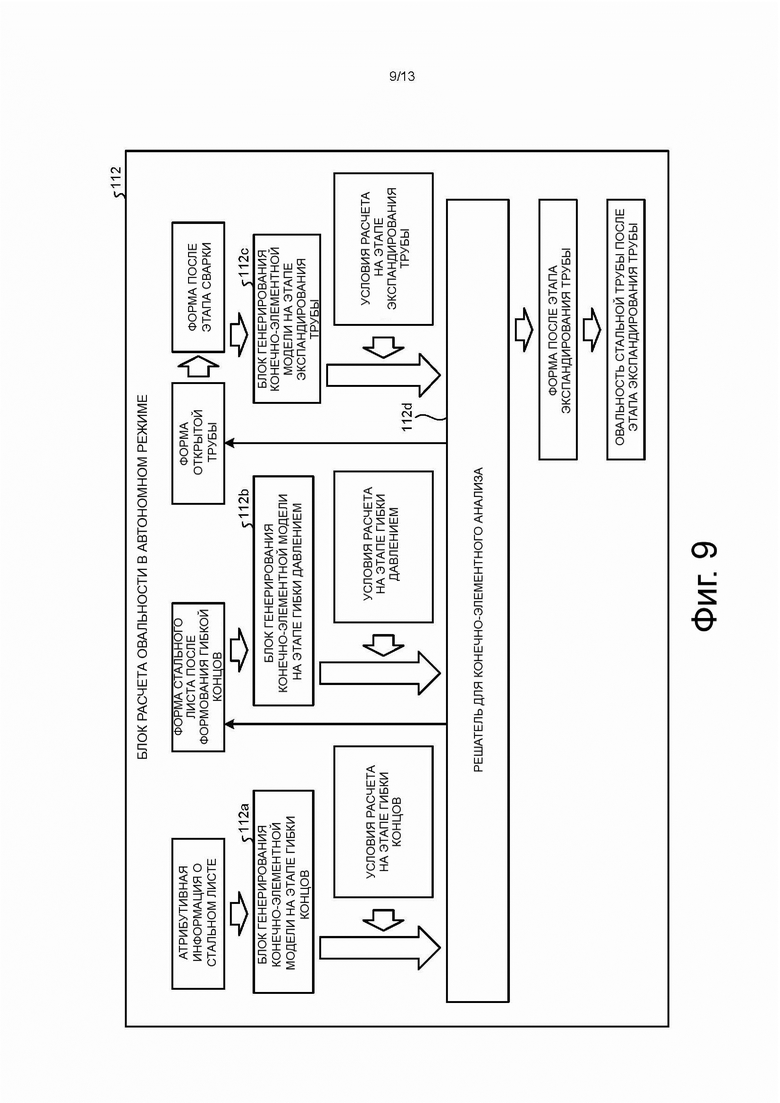
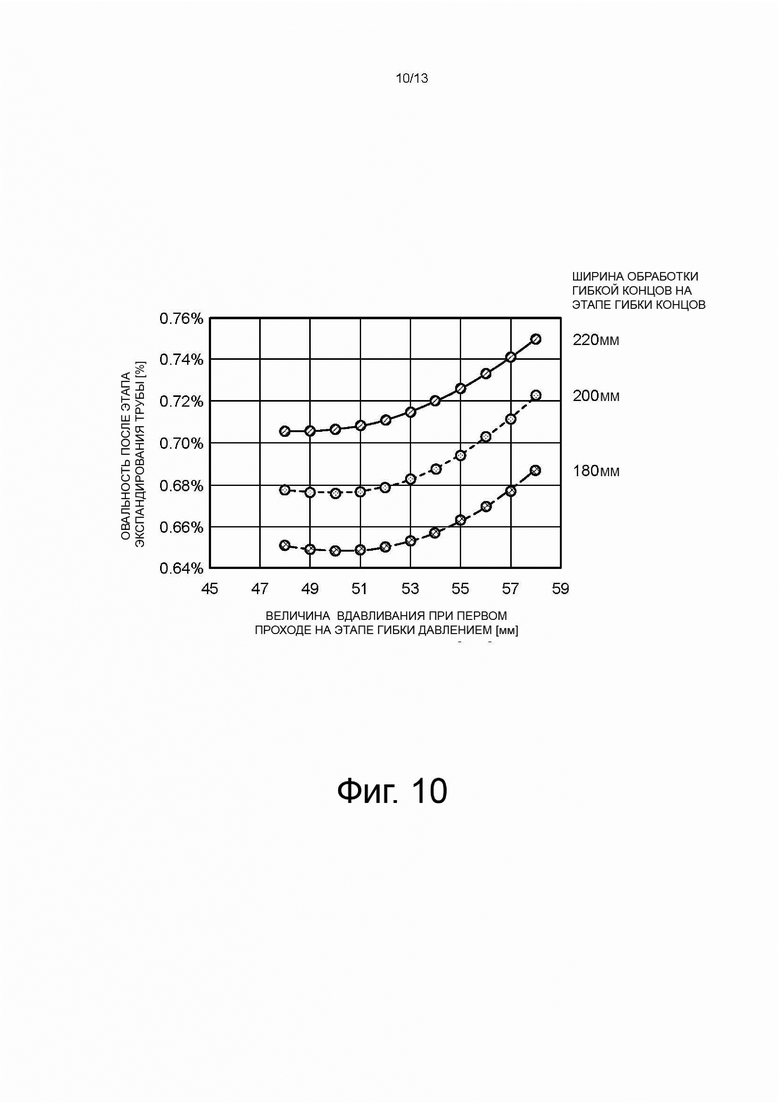

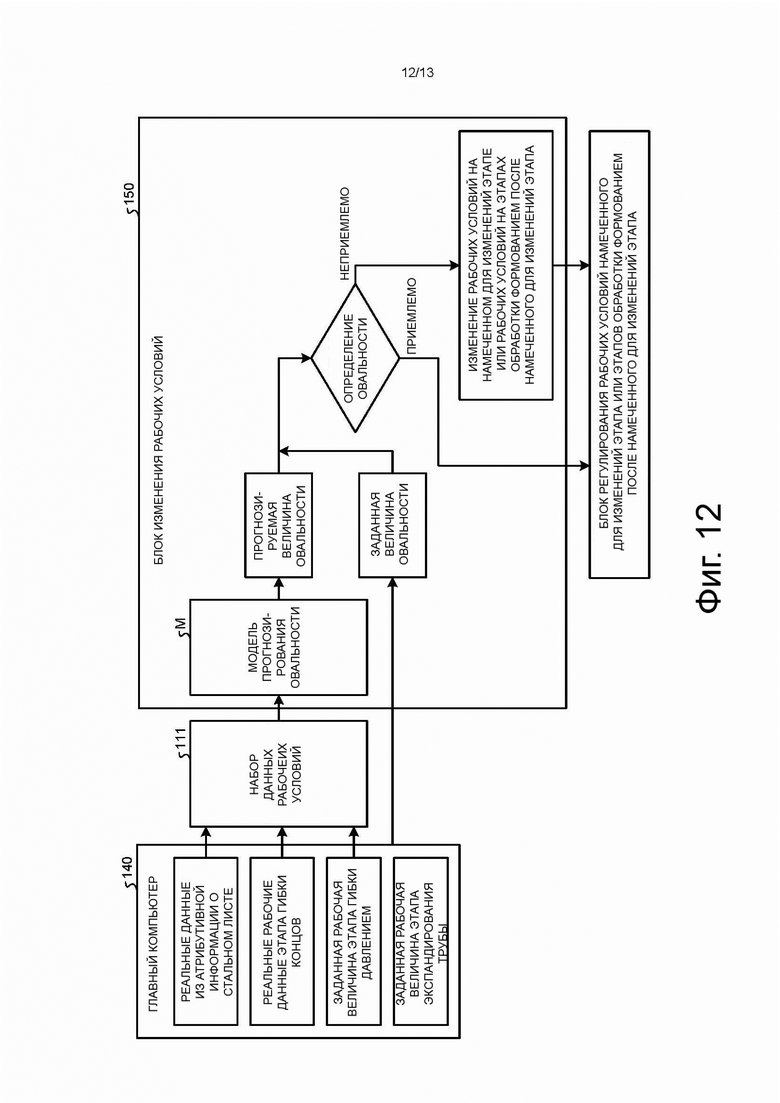
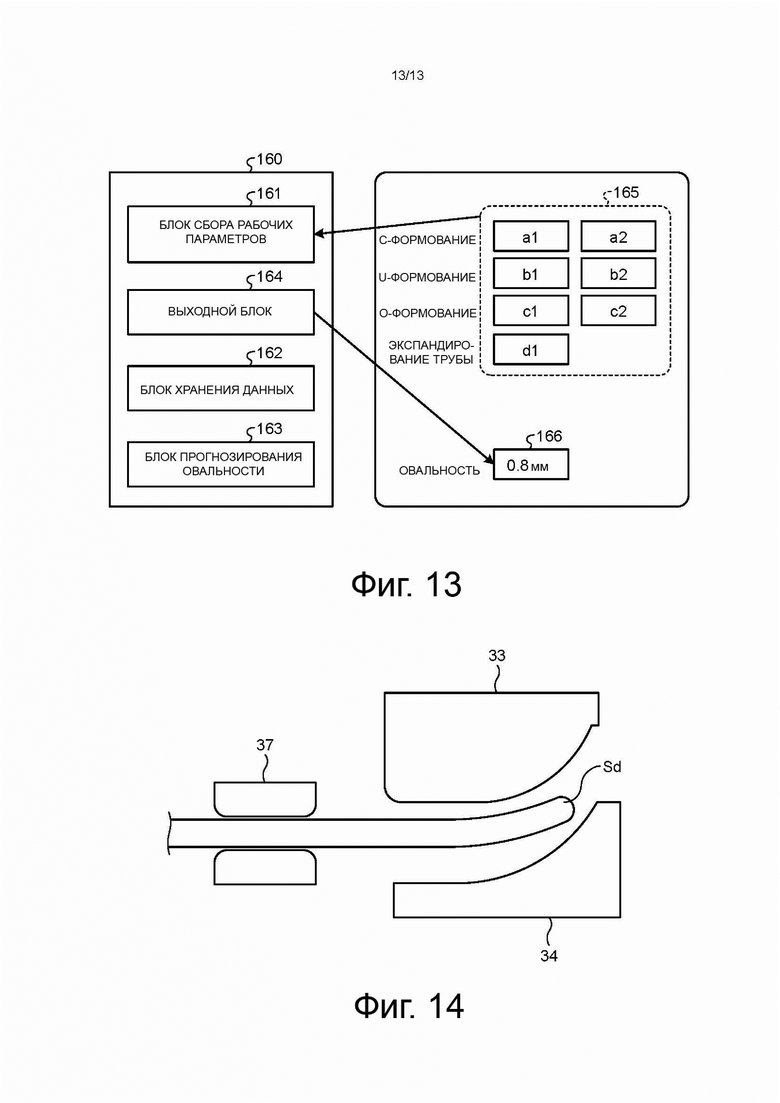
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стальных труб гибкой. Осуществляют генерирование модели прогнозирования овальности стальной трубы путем выполнения численного расчета, в котором входными данными является набор данных рабочих условий, а выходными данными является овальность стальной трубы после экспандирования. Производят неоднократное изменение набора данных рабочих условий и генерируют множество пар из данных набора данных рабочих условий и данных об овальности стальной трубы после экспандирования, соответствующих набору данных рабочих условий, в качестве обучающих данных. Осуществляют генерирование модели прогнозирования овальности, для которой входными данными является набор данных рабочих условий, а выходными данными является овальность стальной трубы после экспандирования. Генерирование модели прогнозирования овальности выполняют в автономном режиме путем машинного обучения. В результате обеспечивается получение труб, имеющих требуемую овальность. 5 н. и 7 з.п. ф-лы, 14 ил., 1 табл., 1 пр.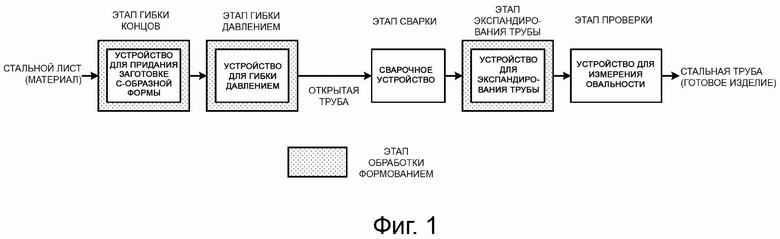
1. Способ генерирования модели прогнозирования овальности стальной трубы, причем указанный способ является способом генерирования модели прогнозирования овальности, которая прогнозирует овальность стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, причем процесс изготовления стальной трубы включает: этап гибки концов посредством гибки концов на концах стального листа в направлении ширины; этап гибки давлением посредством выполнения обработки формованием стального листа, который был подвергнут обработке посредством гибки концов, для формования стального листа с получением открытой трубы посредством множества нажатий с использованием пуансона; и этап экспандирования трубы, который является этапом выполнения обработки формованием посредством экспандирования стальной трубы, полученной посредством соединения концов открытой трубы,
указанный способ генерирования модели прогнозирования овальности стальной трубы содержит:
этап сбора исходных данных, на котором, в автономном режиме, выполняют численный расчет, в котором входные данные являются набором данных рабочих условий, включающих один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки концов, и один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки давлением, а выходные данные являются овальностью стальной трубы после этапа экспандирования трубы, причем численный расчет выполняют множество раз, изменяя набор данных рабочих условий, и генерируют с помощью указанного численного расчета множество пар из данных указанного набора данных рабочих условий и данных об овальности стальной трубы после этапа экспандирования трубы, соответствующих указанному набору данных рабочих условий, в качестве обучающих данных; и
этап генерирования модели прогнозирования овальности, на котором генерируют модель прогнозирования овальности, для которой входными данными является указанный набор данных рабочих условий, а выходными данными является овальность стальной трубы после этапа экспандирования трубы, причем генерирование модели прогнозирования овальности выполняют в автономном режиме посредством машинного обучения, используя указанное множество пар обучающих данных, генерированных на этапе сбора исходных данных.
2. Способ генерирования модели прогнозирования овальности стальной трубы по п. 1, в котором этап сбора исходных данных включает этап расчета овальности стальной трубы после этапа экспандирования трубы, исходя из указанного набора данных рабочих условий, причем расчет выполняют с использованием метода конечных элементов.
3. Способ генерирования модели прогнозирования овальности стальной трубы по п. 1 или 2, в котором модель прогнозирования овальности включает в качестве входных данных один параметр или два или больше параметров, выбранных из атрибутивной информации о стальном листе.
4. Способ генерирования модели прогнозирования овальности стальной трубы по любому из пп. 1-3, в котором модель прогнозирования овальности включает в себя в качестве входных данных коэффициент экспандирования трубы, выбранный из рабочих параметров этапа экспандирования трубы.
5. Способ генерирования модели прогнозирования овальности стальной трубы по любому из пп. 1-4, в котором рабочие параметры этапа гибки концов включают один параметр или два или больше параметров из следующих параметров: ширины при обработке посредством гибки концов, усилия при С-формовании и усилия захватывания зажимом.
6. Способ генерирования модели прогнозирования овальности стальной трубы по любому из пп. 1-5, в котором рабочие параметры этапа гибки давлением включают: информацию о месте формования и величину вдавливания при формовании, относящиеся к операции, на которой пуансон, используемый на этапе гибки давлением, выполняет формование стального листа; и число нажатий при формовании, выполняемых на этапе гибки давлением.
7. Способ генерирования модели прогнозирования овальности стальной трубы по любому из пп. 1-6, в котором указанное машинное обучение, которое должно использоваться, является типом машинного обучения, выбранным из нейронной сети, древовидной схемы решений, случайного леса, регрессии на основе гауссовских процессов и регрессии опорных векторов.
8. Способ прогнозирования овальности стальной трубы, включающий:
этап сбора рабочих параметров, на котором собирают в режиме реального времени, в качестве входных данных модели прогнозирования овальности стальной трубы, набор данных рабочих условий, которые должны быть заданы как рабочие условия процесса изготовления стальной трубы, при этом модель прогнозирования овальности стальной трубы является моделью, генерируемой с помощью способа генерирования модели прогнозирования овальности стальной трубы по любому из пп. 1-7; и
этап прогнозирования овальности, на котором прогнозируют информацию об овальности стальной трубы после этапа экспандирования трубы посредством ввода в модель прогнозирования овальности указанного набора данных рабочих условий, полученного на этапе сбора рабочих параметров.
9. Способ регулирования овальности стальной трубы, включающий этап внесения изменений при прогнозировании информации об овальности стальной трубы после этапа экспандирования трубы с использованием способа прогнозирования овальности стальной трубы по п. 8, причем указанное прогнозирование выполняют перед началом этапа, намеченного для внесения изменений, который выбирают из этапа гибки концов, этапа гибки давлением и этапа экспандирования трубы, включенных в процесс изготовления стальной трубы, и на основании прогнозируемой информации об овальности стальной трубы изменяют один рабочий параметр или два или больше рабочих параметров, выбранных из, по меньшей мере, рабочих параметров намеченного для внесения изменений этапа, или один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа обработки формованием, который выполняется после намеченного для внесения изменений этапа.
10. Способ изготовления стальной трубы, включающий этап изготовления стальной трубы, используя способ регулирования овальности стальной трубы по п. 9.
11. Устройство прогнозирования овальности стальной трубы, которое является устройством прогнозирования овальности стальной трубы после этапа экспандирования трубы в процессе изготовления стальной трубы, причем процесс изготовления стальной трубы включает: этап гибки концов посредством обработки гибкой концов на концах стального листа в направлении ширины; этап гибки давлением посредством выполнения обработки формованием стального листа, который был подвергнут обработке посредством гибки концов, для формования стального листа с получением открытой трубы посредством множества нажатий, с использованием пуансона; и этап экспандирования трубы, который является этапом выполнения обработки формованием посредством экспандирования стальной трубы, полученной посредством соединения концов открытой трубы,
указанное устройство прогнозирования овальности стальной трубы содержит:
блок сбора исходных данных, который
выполнен с возможностью выполнения численного расчета, в котором входными данными является набор данных рабочих условий, включающий один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки концов, и один рабочий параметр или два или больше рабочих параметров, выбранных из рабочих параметров этапа гибки давлением, а выходными данными является информация об овальности стальной трубы после этапа экспандирования трубы, причем численный расчет выполняется неоднократно, с изменением при этом указанного набора данных рабочих условий, и
также с возможностью генерирования, посредством выполнения указанного численного расчета, в качестве обучающих данных, множества пар из данных указанного набора рабочих условий и данных информации об овальности стальной трубы после экспандирования трубы, соответствующих указанному набору данных рабочих условий;
блок генерирования модели прогнозирования овальности, который выполнен с возможностью генерирования модели прогнозирования овальности, для которой входными данными является набор данных рабочих условий, а выходными данными является информация об овальности стальной трубы после этапа экспандирования трубы, причем генерирование модели прогнозирования овальности выполняется посредством машинного обучения с использованием указанного множества пар обучающих данных, генерируемых блоком сбора исходных данных;
блок сбора рабочих параметров, выполненный с возможностью сбора в режиме реального времени набора данных рабочих условий, которые должны быть заданы в качестве рабочих условий процесса изготовления стальной трубы; и
блок прогнозирования овальности, выполненный с возможностью прогнозирования в режиме реального времени информации об овальности стальной трубы после этапа экспандирования трубы, с использованием модели прогнозирования овальности, генерируемой блоком генерирования модели прогнозирования овальности, при этом прогнозируемая информация соответствует набору данных рабочих условий, собранному блоком сбора рабочих параметров.
12. Устройство прогнозирования овальности стальной трубы по п. 11, которое содержит терминальное устройство, содержащее
входной блок для сбора информации о входных данных на основании работы пользователя, и
блок индикации для отображения информации об овальности,
причем блок сбора рабочих параметров выполнен с возможностью обновления части или всего набора данных рабочих условий в процессе изготовления стальной трубы на основании информации о входных данных, собранной входным блоком, и
блок индикации выполнен с возможностью отображения информации об овальности стальной трубы, прогнозируемой блоком прогнозирования овальности с использованием обновленного набора данных рабочих условий.
| JP 2012137813 A, 19.07.2012 | |||
| СПОСОБ И УСТРОЙСТВО МОДЕЛИРОВАНИЯ СГИБАНИЯ ТРУБЫ | 2006 |
|
RU2414317C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2456108C1 |
| JP 2002346629 A, 03.12.2002. | |||

