Изобретение относится к способам механической обработки сотовых заполнителей и может быть использовано при изготовлении трехслойных конструкций сложной формы в авиационной и космической технике, например, для изготовления панелей крыла, горизонтального и вертикального оперения или фюзеляжа летательных аппаратов.
Известен способ обработки сотовых заполнителей (SU 848185 А1, В23С 3/18, 23.07.1981), в котором для фиксации сотового заполнителя используют технологический блок сотового заполнителя, который устанавливают под обрабатываемым сотовым блоком и заполняют оба блока твердеющим составом, а последующее фрезерование заканчивают в момент врезания фрезы в технологический блок.
Данный способ не позволяет обеспечить точность геометрии обрабатываемого сотового заполнителя, поскольку невозможно проконтролировать точное расположение его нижней грани, которое, как правило, является базовым для построения модели механической обработки, что снижает качество изделия, где данный сотовый заполнитель применяется.
Наиболее близким по технической сущности (прототипом) является способ механической обработки сотового заполнителя (US 6740268 B2, В26D 3/00, B29C 37/02, 25.05.2004), в котором перед механической обработкой сотовую структуру заполняют гелеобразной композицией при комнатной температуре, охлаждают ее до твердого состояния, проводят механическую обработку, возвращают исходное состояние гелеобразной композиции при нормальной температуре или путем нагрева, затем удаляют ее из сотовой структуры.
Недостатком данного способа является невозможность обеспечения высокой точности геометрии обрабатываемого сотового заполнителя из-за отсутствия гарантированного плотного прилегания нижней грани заполнителя к базовой поверхности приспособления, в котором производится отверждение фиксирующей сотовую структуру гелеобразной композиции, из-за возможных искривлений нижней грани сотового заполнителя, что в свою очередь снижает качество изделия, в котором данный сотовый заполнитель применяется.
Техническим результатом предполагаемого изобретения является повышение точности механической обработки сотового заполнителя, а, соответственно, улучшение качества трехслойных конструкций сложной формы, используемых в авиационной и космической технике, в которых он применяется.
Указанный технический результат достигается тем, что предложен:
1. Способ механической обработки сотового заполнителя, включающий заполнение жидкостью ячеек сотового заполнителя при нормальной температуре, охлаждение жидкости до твердого состояния, проведение механической обработки сотового заполнителя при твердом состоянии жидкости, возвращение жидкости в первоначальное состояние при комнатной температуре или за счет нагрева, удаление жидкости из обработанного сотового заполнителя, отличающийся тем, что сотовый заполнитель нижней необрабатываемой гранью устанавливают на плоскую базовую поверхность приспособления, предварительно залив его жидкостью для заполнения ячеек сотовой структуры, далее на верхнюю обрабатываемую грань сотового заполнителя устанавливают прижимные калиброванные по толщине жесткие пластины с отверстиями для измерительного инструмента, после чего пластины нагружают грузами для обеспечения плотного контакта нижней грани сотового заполнителя с базовой поверхностью приспособления, затем через отверстия пластин проводят контроль расстояния между базовой поверхностью приспособления и верхней поверхностью пластин, охлаждают жидкость до твердого состояния, после чего пластины и грузы снимают и проводят механическую обработку.
2. Способ по п. 1, отличающийся тем, что механическую обработку сотового заполнителя проводят на станке с ЧПУ.
3. Способ по п. 2, отличающийся тем, что механическую обработку проводят с использованием фрез роторного типа или фрез лезвийных двухперьевых с цилиндрическим торцом.
4. Способ по п. 1, отличающийся тем, что в качестве измерительного инструмента используют штангенциркуль.
5. Способ по п. 1, отличающийся тем, что прижимные калиброванные по толщине жесткие пластины устанавливают в очередности от центра сотового заполнителя к краям с зазорами между ними не менее 2-х миллиметров.
6. Способ по п. 1, отличающийся тем, что отверстия в прижимных калиброванных по толщине жестких пластинах выполнены в зонах пластин, не перекрываемых грузами.
7. Способ по п. 1, отличающийся тем, что отверстия в пластинах выполняются диаметром от 8 до 14 миллиметров.
8. Способ по п. 1, отличающийся тем, что прижимные калиброванные по толщине жесткие пластины выполнены из металлических сплавов.
Приспособление, имеющее базовую поверхность предварительно заливают жидкостью перед установкой сотового заполнителя для обеспечения равномерного заполнения жидкостью ячеек сотового заполнителя и исключения образования пустот, не заполненных жидкостью, что позволяет устранить искривления сотовой структуры при отверждении жидкости и обеспечивает качество сотового заполнителя и изделия, в котором он применяется.
Далее происходит установка сотового заполнителя нижней необрабатываемой гранью на плоскую базовую поверхность приспособления, имеющую высокую точность по плоскостности, задающую точность установки нижней грани сотового заполнителя, являющейся базой для построения модели механической обработки и обеспечивает точность механической обработки.
Для обеспечения плотного контакта нижней грани сотового заполнителя и базовой поверхности приспособления, на верхнюю обрабатываемую грань сотового заполнителя устанавливают прижимные калиброванные по толщине жесткие пластины, которые затем нагружают грузами. Жесткие пластины равномерно распределяют груз по всей плоскости прилегания пластины с сотовым заполнителем, не позволяя возникновению искривлений в ходе отверждения жидкости, высокая точность по толщине (калибровка) позволяет с высокой точностью определить отсутствие зазоров между нижней гранью сотового заполнителя и базовой поверхностью приспособления, что обеспечивает точность проведения механической обработки.
Жесткие пластины имеют отверстия для измерительного прибора. Перед охлаждением жидкости до твердого состояния через данные отверстия проводят контроль расстояния между базовой поверхностью приспособления и верхней поверхностью пластин. Отверстия в пластинах обеспечивают возможность проведения через них контроля плотного прилегания сотового заполнителя к базовой поверхности оснастки по всей поверхности сотового заполнителя, что обеспечивает точность механической обработки. Проведение контроля перед отверждением жидкости обеспечивает доступность проникновения инструмента к базовой поверхности оснастки и возможность устранения выявленных зазоров (неприлеганий) увеличением нагрузки на пластину, что повышает точность механической обработки сотового заполнителя и качества изделия, где он применяется.
Проведение механической обработки на станках с ЧПУ повышает точность механической обработки сотового заполнителя за счет автоматизации процесса и точности оборудования.
Использование фрез роторного типа или фрез лезвийных двухперьевых с цилиндрическим торцем повышает качество реза сотового заполнителя, тем самым повышает качество изделия, где данный заполнитель применяется.
Использование в качестве измерительного прибора штангенциркуля повышает точность измерения расстояния от базовой поверхности приспособления до верхней поверхности пластин, что влияет на точность его механической обработки.
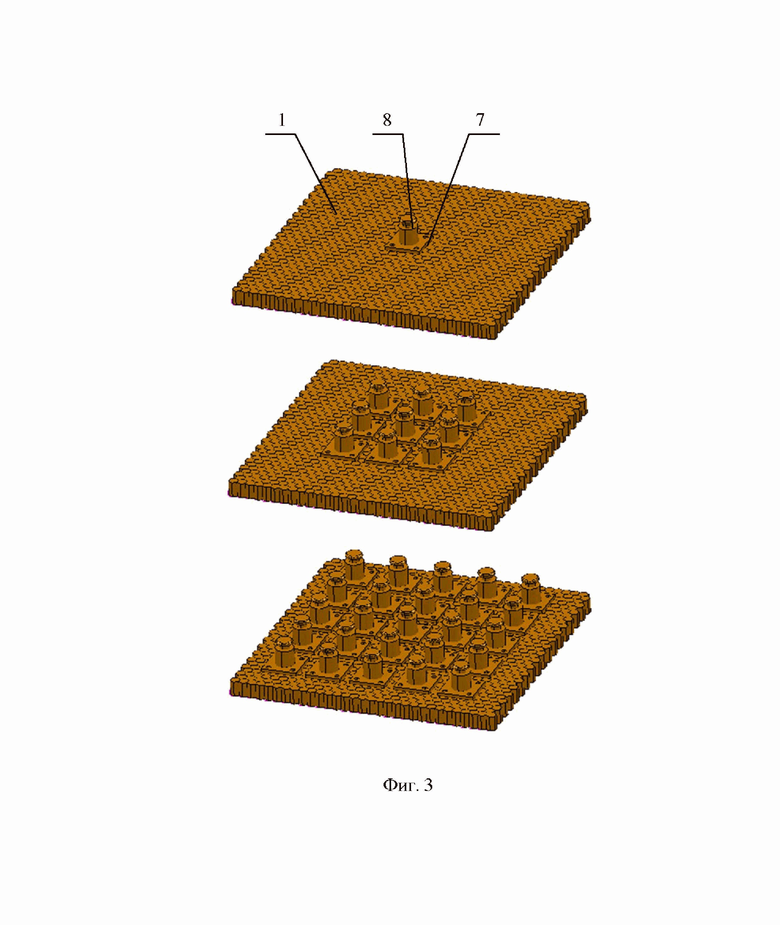
Установка прижимных калиброванных по толщине жестких пластин в очередности от центра сотового заполнителя к краям с зазорами не менее 2-х миллиметров позволяет устранить искривления сотового заполнителя в момент его прижатия к базовой поверхности, что обеспечивает точность геометрии обрабатываемого сотового заполнителя.
Выполнение отверстий в прижимных калиброванных по толщине жестких пластинах в зонах, не перекрываемых грузами для прижима сотового заполнителя к базовой поверхности приспособления, позволяет исключить необходимость перестановки грузов, что снижает вероятность появления искривления сотового заполнителя в процессе контроля и увеличивает точность геометрии обрабатываемого сотового заполнителя.
Выполнение отверстий в пластинах диаметром от 8 до 14 миллиметров позволяют провести установку штангенциркуля с опорами на края отверстия, что повышает точность измерения.
Выполнение прижимных калиброванных по толщине жестких пластин из металлических сплавов позволяет обеспечить их высокую жесткость и точность, что в свою очередь повышает точность измерения и точность механической обработки сотового заполнителя.
Изобретение поясняется чертежами.
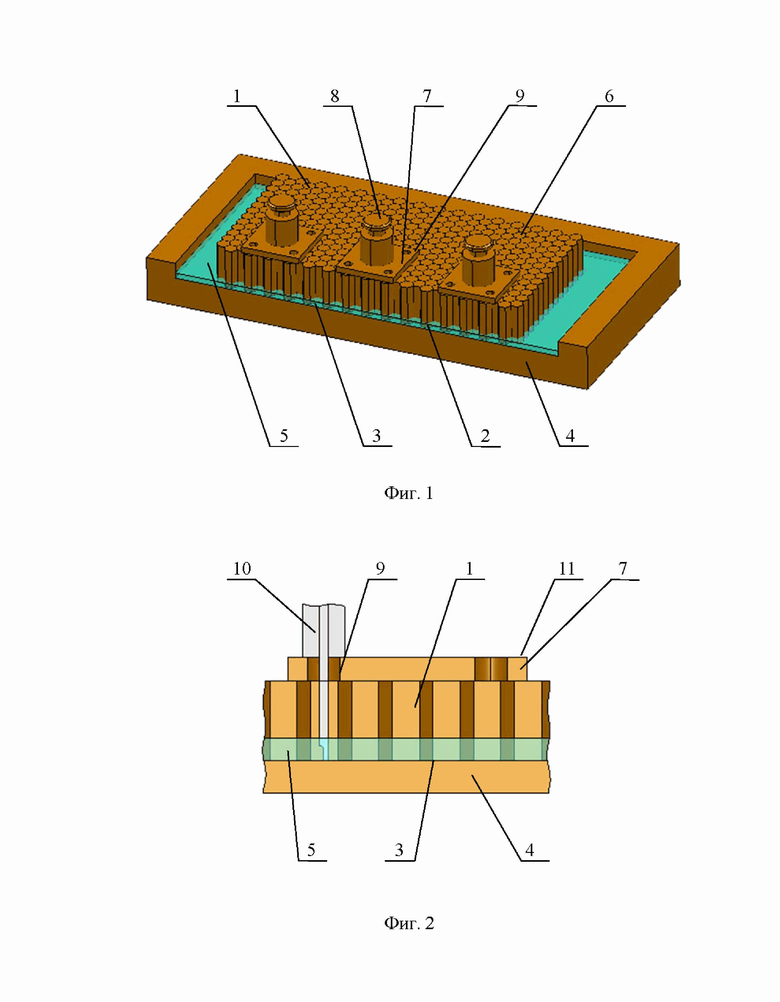
На фиг. 1 представлен вид с разрезом сотового заполнителя, установленного в приспособление и нагруженного калиброванными по толщине жесткими прижимными пластинами.
На фиг. 2 показана схема контроля расстояния между базовой поверхностью приспособления и верхней поверхностью калиброванной по толщине жесткой прижимной пластины.
На фиг. 3 поэтапно (сверху вниз) представлена очередность установки калиброванных по толщине жестких прижимных пластин.
На фиг. 4 показан сотовый заполнитель после механической обработки.
Способ механической обработки включает установку сотового заполнителя 1 нижней необрабатываемой гранью 2 на базовую поверхность 3 приспособления 4, заполненного жидкостью 5, с последующей установкой на верхнюю обрабатываемую грань 6 сотового заполнителя 1 калиброванных по толщине жестких прижимных пластин 7 и нагружение их грузами 8 для осуществления плотного прижима нижней необрабатываемой грани 2 сотового заполнителя 1 к базовой поверхности 3. Для проверки плотного прилегания нижней грани 2 сотового заполнителя 1 к базовой поверхности 3 через отверстия 9 в калиброванных по толщине жестких прижимных пластинах 7 при помощи штангенциркуля 10 проводится замер расстояния между базовой поверхностью 3 приспособления 4 и верхней поверхностью 11 калиброванных по толщине жестких прижимных пластин 7. После сравнения полученных данных с расчетными значениями в пределах допускаемых значений проводится охлаждение жидкости 5, снятие грузов 8 и калиброванных по толщине жестких прижимных пластин 7. Далее происходит механическая обработка сотового заполнителя 1. Затем приспособление 4 выдерживается при нормальной температуре до возвращения жидкости в первоначальное состояние, и производится извлечение обработанного сотового заполнителя.
Осуществление заявленного способа подтверждается следующими примерами.
Пример 1. Предлагаемый способ механической обработки сотового заполнителя был реализован при обработке сотового заполнителя для панели летательного аппарата, при котором сотовый заполнитель марки АСП-1.8-2Н-60Н-129 высотой 25 мм, установили нижней гранью сотового заполнителя на плоскую базовую поверхность специального приспособления, размещенного в рабочей зоне станка с ЧПУ и предварительно заполненного водой на глубину 5 мм при температуре 20±5°C. На верхнюю грань сотового заполнителя от центра к краям с зазорами 5-10 мм установили прижимные калиброванные по высоте (в размер 10h9) пластины из алюминиевого сплава габаритами 50х50мм с отверстиями диаметром 10 мм для проведения замеров, и нагружали их грузами по 2 кг на пластину, при этом грузы не перекрывали отверстия. После нагружения сотового заполнителя пластинами и грузами осуществляли замеры расстояния от базовой поверхности приспособления до верхней грани пластин штангенциркулем Mahr 16EW. Контроль проводился по местам отверстий в калиброванных пластинах на соблюдение расстояния 35±0,2 мм согласно заданной точности на механическую обработку сотового заполнителя. Затем производилось охлаждение до температуры -15°С и выдержка в течении 10 минут, снятие грузов, пластин и проведение механической обработки фрезой роутерного типа Garant 209480. Далее проводилась выдержка приспособления при температуре 20±5°C до плавления льда и извлечение сотового заполнителя из приспособления, после чего с помощью продувки сжатым воздухом удаляли воду из сотового заполнителя.
Пример 2. Предлагаемый способ механической обработки сотового заполнителя был реализован при обработке сотового заполнителя для панели летательного аппарата, при котором сотовый заполнитель марки ССП-1-4,2 высотой 37,6 мм, установили нижней гранью сотового заполнителя на базовую поверхность специального приспособления, размещенного в рабочей зоне станка с ЧПУ и предварительно заполненного 5%-ным водным раствором пропиленгликоля на высоту сотового заполнителя при температуре 20±5°C. На верхнюю грань сотового заполнителя от центра к краям установили с зазорами 10-15 мм установили прижимные калиброванные по высоте (в размер 10h9) стальные пластины габаритами 50х50мм с отверстиями диаметром 10 мм для проведения замеров, и нагружали их грузами по 1,5 кг на пластину, при этом грузы не перекрывали отверстия. После нагружения сотового заполнителя пластинами и грузами осуществляли замеры расстояния от базовой поверхности до верхней грани пластин штангенциркулем Mahr 16EW. Контроль проводился по местам отверстий в калиброванных пластинах на соблюдение расстояния 47,6±0,2 мм согласно заданной точности на механическую обработку сотового заполнителя. Затем производилось охлаждение до температуры -18°С, выдержка в течении 40 минут, снятие грузов, пластин и проведение механической обработки концевой фрезой лезвийной двухперьевой с цилиндрическим торцем EML 16-16-150-75.2.3. Далее проводился подогрев приспособления добавлением теплой воды (температура 35±5°C), выдержка до возвращения раствора пропиленгликоля в жидкое состояние и извлечение сотового заполнителя из приспособления, после чего с помощью продувки сжатым воздухом удаляли остатки раствора пропиленгликоля из сотового заполнителя.
Предлагаемый способ механической обработки сотового заполнителя за счет надежной фиксации сотовой структуры относительно базовой поверхности высокоточного приспособления и гарантированного отсутствия зазоров между нижней грани сотового заполнителя и базовой поверхностью, являющейся основой системы координат для автоматизированной программы обработки сотового заполнителя, позволяет повысить точность геометрии обрабатываемого сотового заполнителя и качество изделия, в котором он применяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОГО БЛОКА | 2016 |
|
RU2637709C1 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОЙ ПАНЕЛИ | 2015 |
|
RU2594546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
Изобретение относится к способам механической обработки сотовых заполнителей и может быть использовано при изготовлении трехслойных конструкций сложной формы в авиационной и космической технике, например, для изготовления панелей крыла, горизонтального и вертикального оперения или фюзеляжа летательных аппаратов. Техническим результатом изобретения является повышение точности механической обработки сотового заполнителя, а соответственно улучшение качества трехслойных конструкций сложной формы, используемых в авиационной и космической технике, в которых он применяется. Предложен способ механической обработки сотового заполнителя, включающий заполнение жидкостью ячеек сотового заполнителя при нормальной температуре, охлаждение жидкости до твердого состояния, проведение механической обработки сотового заполнителя при твердом состоянии жидкости, возвращение жидкости в первоначальное состояние при комнатной температуре или за счет нагрева, удаление жидкости из обработанного сотового заполнителя. При этом сотовый заполнитель нижней необрабатываемой гранью устанавливают на плоскую базовую поверхность приспособления, предварительно залив его жидкостью для заполнения ячеек сотовой структуры, далее на верхнюю обрабатываемую грань сотового заполнителя устанавливают прижимные калиброванные по толщине жесткие пластины с отверстиями для измерительного инструмента, после чего пластины нагружают грузами для обеспечения плотного контакта нижней грани сотового заполнителя с базовой поверхностью приспособления. Затем через отверстия пластин проводят контроль расстояния между базовой поверхностью приспособления и верхней поверхностью пластин, охлаждают жидкость до твердого состояния, после чего пластины и грузы снимают и проводят механическую обработку. 7 з.п. ф-лы, 4 ил.
1. Способ механической обработки сотового заполнителя, включающий заполнение жидкостью ячеек сотового заполнителя при температуре 20±5°C, охлаждение жидкости до твердого состояния, проведение механической обработки сотового заполнителя при твердом состоянии жидкости, возвращение жидкости в первоначальное состояние при температуре 20±5°C или за счет нагрева, удаление жидкости из обработанного сотового заполнителя, отличающийся тем, что сотовый заполнитель нижней необрабатываемой гранью устанавливают на плоскую базовую поверхность приспособления, предварительно залив его жидкостью для заполнения ячеек сотовой структуры, далее на верхнюю обрабатываемую грань сотового заполнителя устанавливают прижимные калиброванные по толщине жесткие пластины с отверстиями для измерительного инструмента, после чего пластины нагружают грузами для обеспечения плотного контакта нижней грани сотового заполнителя с базовой поверхностью приспособления, затем через отверстия пластин проводят контроль расстояния между базовой поверхностью приспособления и верхней поверхностью пластин, охлаждают жидкость до твердого состояния, после чего пластины и грузы снимают и проводят механическую обработку.
2. Способ по п. 1, отличающийся тем, что механическую обработку сотового заполнителя проводят на станке с ЧПУ.
3. Способ по п. 2, отличающийся тем, что механическую обработку проводят с использованием фрез роторного типа или фрез лезвийных двухперьевых с цилиндрическим торцом.
4. Способ по п. 1, отличающийся тем, что в качестве измерительного инструмента используют штангенциркуль.
5. Способ по п. 1, отличающийся тем, что прижимные калиброванные по толщине жесткие пластины устанавливают в очередности от центра сотового заполнителя к краям с зазорами между ними не менее 2-х миллиметров.
6. Способ по п. 1, отличающийся тем, что отверстия в прижимных калиброванных по толщине жестких пластинах выполнены в зонах пластин, не перекрываемых грузами.
7. Способ по п. 1, отличающийся тем, что отверстия в пластинах выполняются диаметром от 8 до 14 миллиметров.
8. Способ по п. 1, отличающийся тем, что прижимные калиброванные по толщине жесткие пластины выполнены из металлических сплавов.
| US 6740268 B2, 25.05.2004 | |||
| Способ обработки сотовых заполнителей | 1979 |
|
SU848185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2720151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1979 |
|
SU1176547A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |

