Область техники
Предлагаемое изобретение относится к медицинской отрасли, а именно к ортопедической стоматологии и предназначено для использования при восстановлении анатомической формы разрушенных детских зубов.
Уровень техники
Из уровня техники известен способ изготовления временных стоматологических коронок (см. RU 2805832, кл. A61C5/77, публ. 2023г. [1]).
Выявленное из уровня техники решение [1] относится к медицине, в частности, к ортопедической стоматологии при дефектах твердых тканей зубов и частичном их отсутствии.
Известный способ изготовления временных стоматологических коронок включает исследование зубов, сканирование зубов и челюсти, получение виртуальных моделей челюсти и зубов, моделирование коронок в полную анатомию с учетом всех индивидуальных контактов, создавая анатомический прототип постоянной конструкции на виртуальной модели, а также изготовление коронок, включая постобработку, пескоструйную обработку, шлифовку, полировку и примерку.
В соответствии с замыслом и особенностями известного из уровня техники решения анатомическое моделирование производится с учетом окклюзионных и апроксимальных контактов, временные коронки создаются методом печати с помощью 3D принтера, а примерку временных полученных конструкций на опорные ткани в полости рта пациента осуществляют посредством окклюзионной коррекции и фиксации на поликарбоксилатный цемент.
Рассматриваемый способ изготовления [1], в соответствии с описанием, имеет внушительные экономические и производственные характеристики, но все же имеет определенные недостатки, поскольку для его качественной реализации требуется высококвалифицированные специально подготовленные специалисты, а также дорогое, высокоточное оборудование, что в условиях массового производства сопряжено с неминуемым повышением эксплуатационных и трудовых затрат.
Наиболее близким в отношении технической сути к заявляемому техническому решению следует считать способ изготовления зубных коронок из диоксида циркония (см. RU 2631104, кл. A61C5/00, публ. 2017г. [2]).
Известное из уровня техники решение [2] относится к медицине, а именно к ортопедической стоматологии, и может быть использовано для восстановления анатомической формы отдельных зубов и как опорная коронка в мостовидных и частичных съемных протезах.
Известный способ изготовления зубных коронок [2] из диоксида циркония заключается в предварительном снятии снимка зубов пациента, в изготовлении на основе снимка модели, в сканировании ее, считывании формы модели, в фиксации указанной модели в компьютерной программе, моделирующих нужную форму структуры будущих зубных коронок из диоксида циркония, а также в изготовлении в соответствии с заданной компьютерной программой с помощью фрезеровочного аппарата основы коронки-каркаса.
Особенность известного решения состоит в том, что изготавливаемую коронку-каркас помещают в среду разреженных газов, облучают коронку-каркас ускоренными импульсными электронными пучками субмиллисекундной длительности, причем указанное облучение проводят при токе пучка 100-200А в течении 60-80с.
Помещение указанной коронки-каркаса в газовую среду и ее облучение электронными пучками нуждается в качественном подборе, предложенных согласно замыслу, относительно точных параметров обработки, которые в производственных условиях могут несколько искажаться, что не обеспечит требуемых технико-эксплуатационных параметров коронок.
Раскрытие изобретения
Технической проблемой предлагаемого изобретения является создание технологии получения циркониевых коронок, которые будут обладать высокими технико-эксплуатационными показателями.
Техническим результатом предлагаемого изобретения является реализация указанного назначения по созданию технологии получения качественных циркониевых коронок, которые обладают увеличенной прочностью и повышенной транслюцентностью, т.е. повышенной полупрозрачностью, приближая физические и внешние параметры ближе к параметрам естественных зубов.
Заданный технический результат, решающий указанную техническую проблему достигается в результате того, что способ изготовления зубных коронок из диоксида циркония включает предварительные снятие слепка зубов или получение дентального снимка зубов с помощью сканирующего устройства, отправку получаемых материального слепка зубов или цифрового варианта слепка зубов на обработку с целью получения физической модели, которая поступает на этап сканирования в лабораторную сканирующую 3D систему, где происходит считывание параметров формы и размеров физической модели, обрабатываемой компьютерной программой, моделирующей перспективный макет зубной коронки из диоксида циркония заданной структуры, формы и размера, а также последующее изготовление в соответствии с заданными компьютерными параметрами основы каркаса коронок, путем его обработки в фрезеровочной установке посредством операций снятия основного объема коронки первой фрезой, снятия промежуточного слоя второй фрезой и окончательного снятия финишного слоя третьей фрезой, после чего осуществляется процесс синтеризации с помощью помещения изготавливаемой коронки из диоксида циркония в тигельную установку, где происходит планомерное спекание, в процессе которого изготавливаемая коронка перекатывается на округлых фрагментах диаметром 0,4-1,0 мм, изготовленных из ультратонкого циркониевого порошка, что обеспечивает естественное перемещение изготавливаемой коронки, предотвращая соприкосновение с поверхностью камеры упомянутой тигельной установки, исключая таким образом возможные усадочные деформации, после чего происходит поэтапная отделка поверхности изготавливаемой коронки, которая заключается в использовании полира дисперсностью 50-90 мкм с алмазным наполнением для технической полировочной обработки, в использовании полира с дисперсностью 10-40 мкм для промежуточной полировочной обработки, а также в проведении завершающей полировки при помощи полировочной пасты, состоящей из мельчайших частиц алмазного порошка дисперсностью 1-9 мкм до получения эффекта зеркальной поверхности.
Существо предлагаемого решения основано и продумано с целью получения качественных детских зубных коронок из диоксида циркония, в частности, для этой цели изучены файлы с интраоральных сканеров детских зубов детские диагностические модели из гипса, поскольку это необходимо для определения морфологии и формы фронтальных групп детских зубов.
Благодаря получаемым детским циркониевым коронкам полностью восстанавливается правильная анатомическая форма зуба и его желательная функция. Причем крайне важно, что у ребенка формируется правильный прикус, чего не было бы при отсутствии одного или нескольких временных зубов, поскольку стоящие рядом с удаленными зубами зубы принимают на себя дополнительную нагрузку и уже постоянные зубы вполне могут прорезаться в неправильном месте, под углом или неправильной формы.
Диоксид циркония исключает практически все недостатки металлических коронок, таких как: не эстетичность детской улыбки, аллергические реакции на металл в ротовой полости, воздействие гальванических токов на ткани ротовой полости.
Согласно изобретательскому замыслу, поступивший в лабораторию заказ извлекается оператором из составленной библиотеки зубов (готовые типовые проекты для заказчика). После сканирования моделей и проведения всех просчетов конструкцию отправляют на фрезеровку.
По окончании фрезеровки, конструкция из диоксида циркония переносится в тигельную печь для синтеризации (это необходимо для процесса сжатия циркония). Во время процесса синтеризации, используемые в печи шарики компенсируют сцепление каркаса с поверхностью и дают возможность беспрепятственно достичь необходимых размеров и сохранить форму конструкции). После процесса синтеризации детские коронки из диоксида циркония подвергаются завершающей отделке в виде поэтапной полировки поверхности, что улучшает структуру и форму коронок, приближаясь к параметрам естественных зубов.
Предлагаемый способ изготовления зубных коронок из диоксида циркония образует совокупность признаков, достаточных для достижения заданного технического результата, заключающегося в реализации назначения по созданию технологии получения качественных циркониевых коронок, которые обладают увеличенной прочностью и повышенной транслюцентностью, т.е. повышенной полупрозрачностью, приближая физические и внешние параметры ближе к параметрам естественных зубов, что способствует реализации существующей технической проблемы по созданию технологии получения детских циркониевых коронок, которые будут обладать высокими технико-эксплуатационными показателями.
Краткое описание чертежей
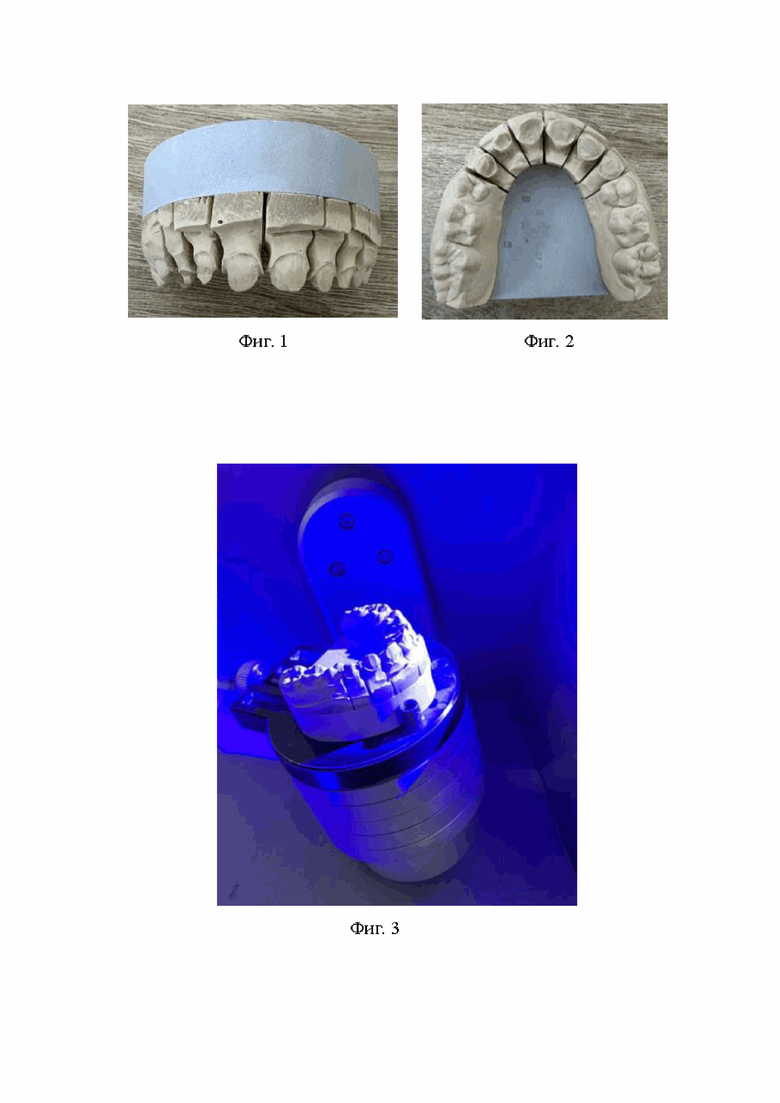
На фиг. 1 представлено изображение комбинированной разборной гипсовой модели (вид сбоку);
На фиг. 2 представлено изображение комбинированной разборной гипсовой модели (вид сверху);
На фиг. 3 представлен процесс обработки и сканирования физической модели зубов;
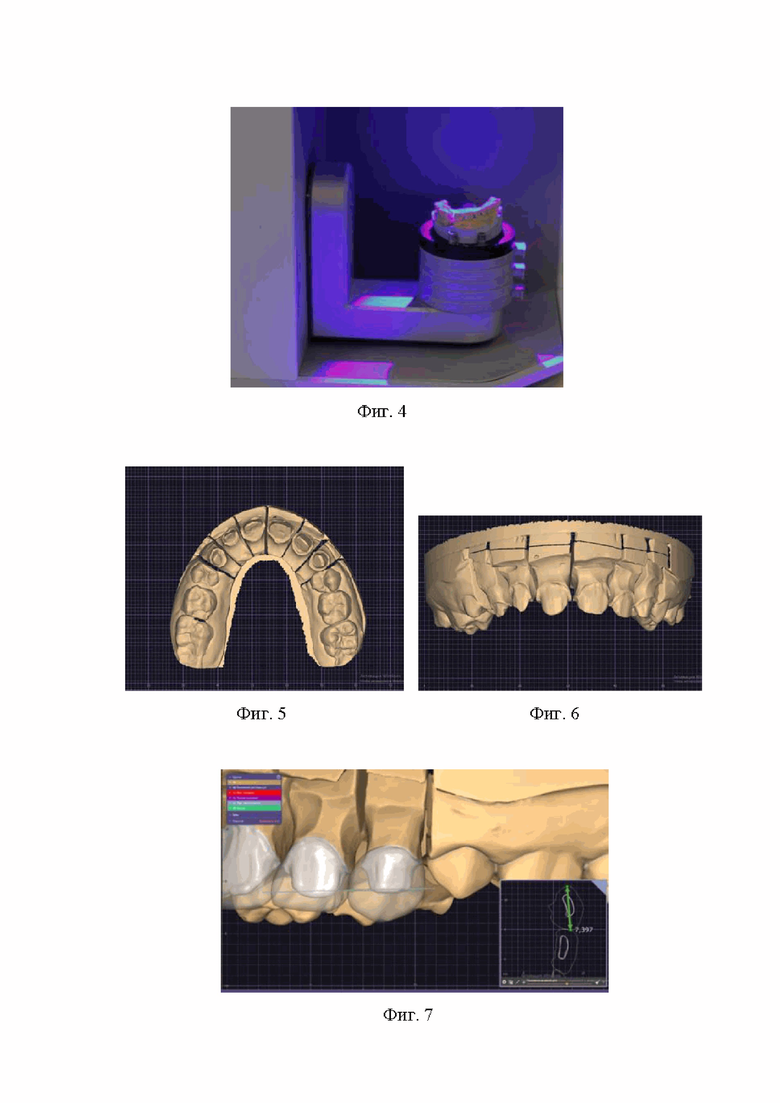
На фиг. 4 представлена работа 3D сканирующей системы;
На фиг. 5 представлен вариант отсканированной физической модели, отображенной в программе для цифрового моделирования (вид сверху);
На фиг. 6 представлен вариант отсканированной физической модели, отображенной в программе для цифрового моделирования (вид сбоку);
На фиг. 7 представлен макет детской циркониевой коронки (клык) с вестибулярной стороны, с указанием ширины конструкции;
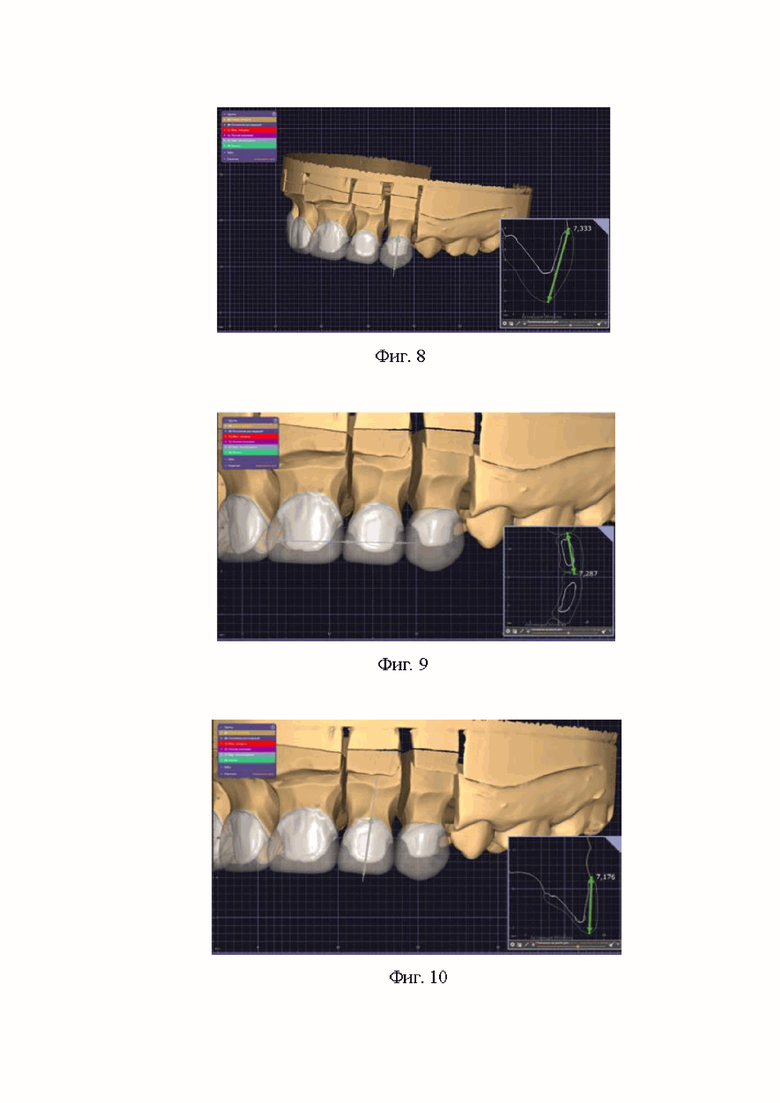
На фиг. 8 представлен макет детской циркониевой коронки (клык) с вестибулярной стороны, с указанием высоты конструкции;
На фиг. 9 представлен макет детской циркониевой коронки (резец типа B (табл. 1)) с вестибулярной стороны, с указанием ширины конструкции;
На фиг. 10 представлен макет детской циркониевой коронки (резец типа B (табл. 1)) с вестибулярной стороны, с указанием высоты конструкции;
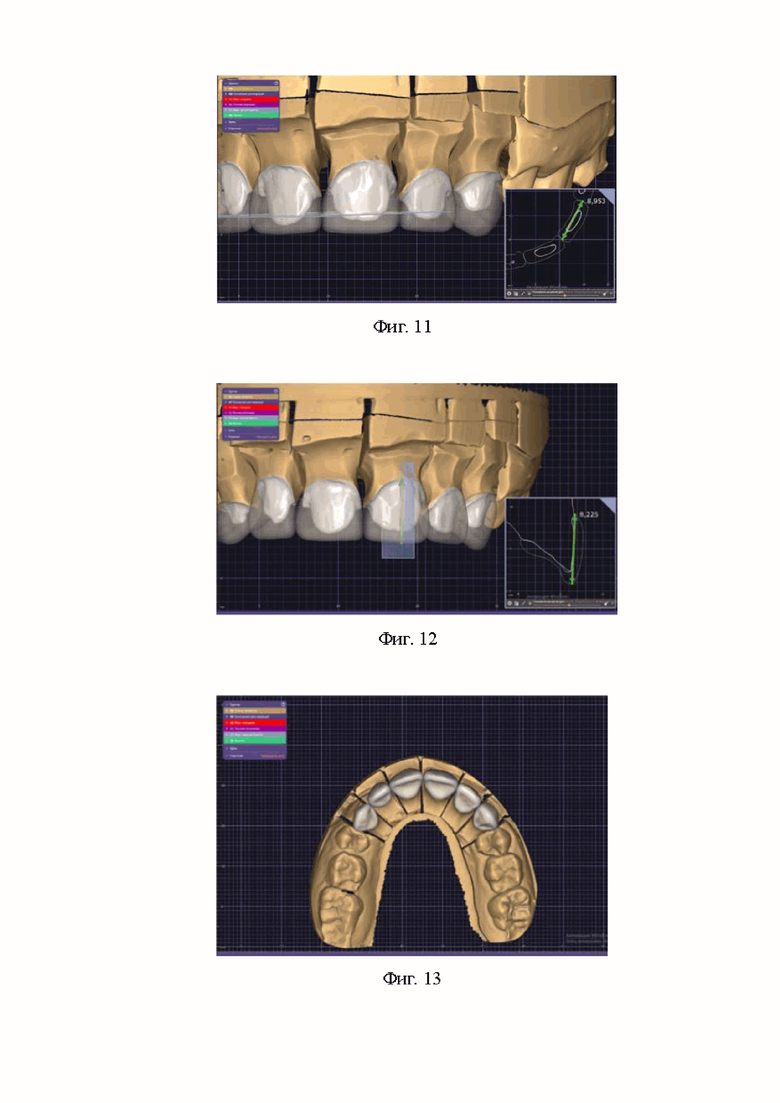
На фиг. 11 представлен макет детской циркониевой коронки (резец типа A (табл.1)) с вестибулярной стороны, с указанием ширины конструкции;
На фиг. 12 представлен макет детской циркониевой коронки (резец типа А (табл.1)) с вестибулярной стороны, с указанием высоты конструкции;
На фиг. 13 представлен макет детских циркониевых коронок (вид сверху), жевательная поверхность;
На фиг. 14 представлен макет детских циркониевых коронок с вестибулярной части (вид спереди);
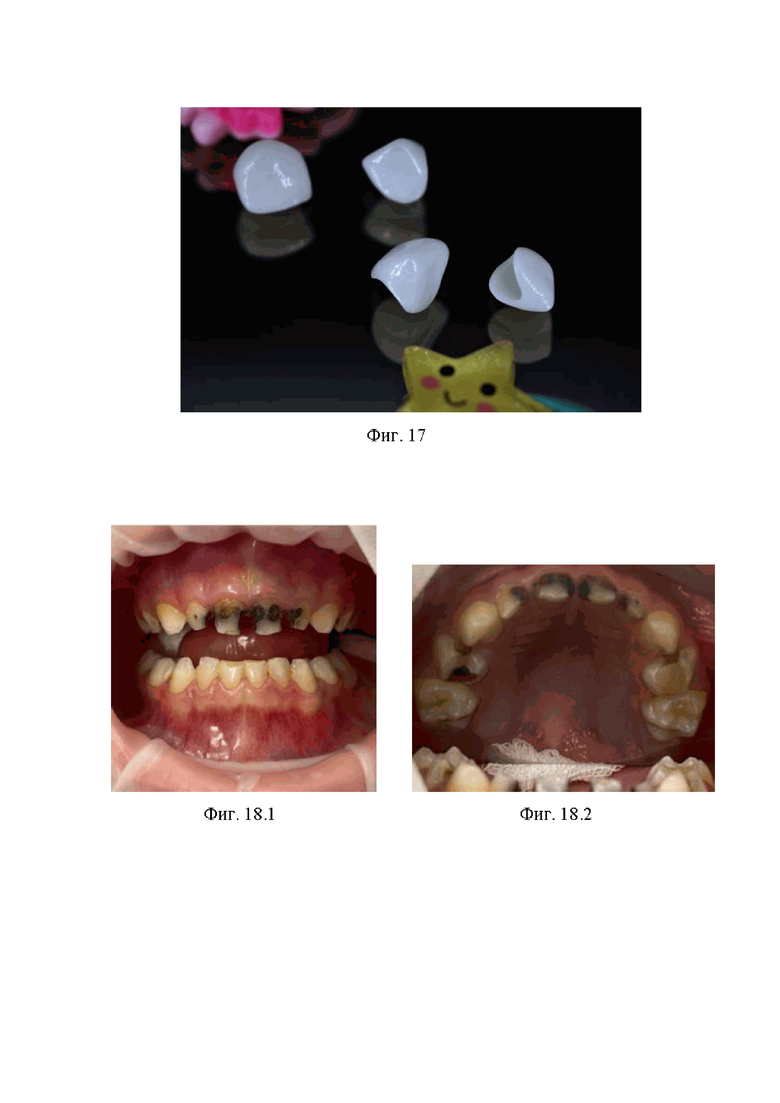
На фиг. 15 представлен график температурной градации во время процесса синтерезации;
На фиг. 16 представлен процесс моделирования коронковой части детского зуба;
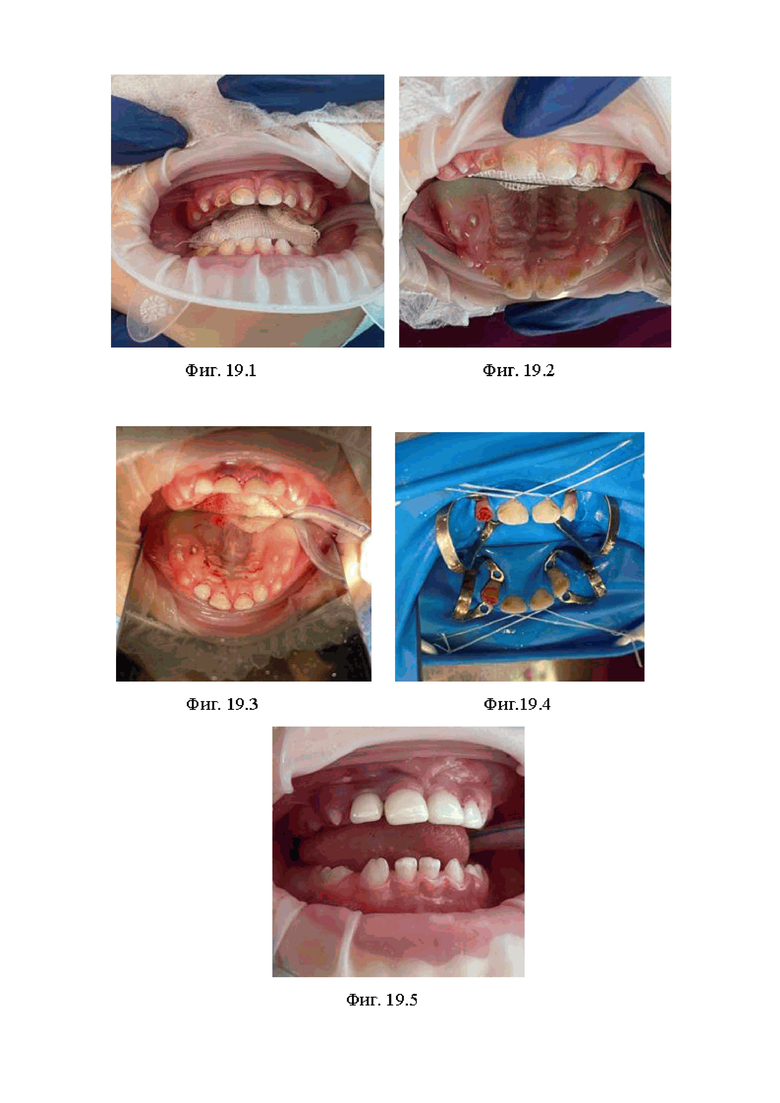
На фиг. 17 представлен готовый вид коронок из диоксида циркония;
На фиг. 18.1, 18.2, 18.3, 18.4 и 18.5 представлены изображения первого примера клинического случая;
На фиг. 18.1 представлен вид пораженных детских зубов, диагноз “необратимый пульпит” (вестибулярная поверхность);
На фиг. 18.2 представлен вид пораженных детских зубов, диагноз “необратимый пульпит” (небная поверхность);
На фиг. 18.3 представлен вид рентген снимков детских зубов;
На фиг. 18.4 представлен вид готовых установленных в полость рта детских циркониевых коронок (небная поверхность);
На фиг. 18.5 представлен вид готовых установленных в полость рта детских циркониевых коронок (вестибулярная поверхность);
На фиг. 19.1, 19.2, 19.3, 19.4 и 19.5 представлены изображения второго примера клинического случая;
На фиг. 19.1 представлен вид пораженных детских зубов, диагноз “обратимый пульпит» (вестибулярная поверхность);
На фиг. 19.2 представлен вид пораженных детских зубов, диагноз “обратимый пульпит” (небная поверхность);
На фиг. 19.3 представлен вид детских зубов на этапе подготовки к лечению (небная поверхность);
На фиг. 19.4 представлен вид детских зубов в коффердаме (пластина из латекса, предназначенная для изоляции зубов от остальной полости рта) на этапе подготовки к лечению (вестибулярная поверхность);
На фиг. 19.5 представлен вид готовых установленных в полость рта детских циркониевых коронок (вестибулярная поверхность).
Осуществление изобретения
Предлагаемый способ изготовления зубных коронок из диоксида циркония поясняется конкретным примером реализации, который, однако, не является единственно возможными, но наглядным образом демонстрирует достижение указанной совокупностью существенных признаков заданного технического результата, а также решение существующей технической проблемы.
При помощи стоматологического силикона врач-стоматолог снимает слепок зубов или при помощи интраорального сканера врач-стоматолог получает дентальный снимок челюсти ребенка. Далее трехмерная цифровая модель детских зубов в виде stl-файла, либо в виде слепков зубов, поступает в зуботехническую лабораторию.
В случае, когда врач присылает слепки зубов, то зубными техниками отливается гипсовая модель (физическая) (см. фиг. 1, фиг. 2) и отправляется на этап сканирования (см. фиг. 3) в лабораторную 3D сканирующую систему Medit Identica T300.
Далее в моделирующей компьютерной программе создается макет перспективной зубной коронки оптимальной структуры, формы и размера (см. фиг. 7-14).
Затем производится расчет будущих конструкций коронок из диоксида циркония, при этом происходит считывание параметров формы и размеров физической модели.
После того, как проведена цифровая обработка (в программе SUM3D Dental), каркас коронок устанавливается в холдер фрезеровочной установки, а именно станка Imes-Icore CORITEC 250i. Далее ЧПУ (числовое программное управление) системы станка Imes-Icore CORITEC 250i получает команды от управляющего блока указанного станка, поле чего настраивает скорость и траекторию движения элементов (фрезы) исполнительного механизма. Система обратной связи станка в режиме реального времени анализирует точность перемещения фрезы относительно обрабатываемой поверхности основа каркаса коронок. Оператор CAD/CAM использует пульт управления для ввода задач, кроме того через пульт управления оператор наблюдает за выполнением задач. Также через пульт управления зубной техник может вносить коррективы или остановить процесс фрезеровки при необходимости.
Таким образом, этапы работы указанного станка Imes-Icore CORITEC 250i следующие:
- настройка станка;
- проверка правильности настройки оборудования;
- проверочное включение на холостом ходу;
- установка необходимых исполнительных элементов (фрез);
- установка основы каркаса коронок;
- загрузка цифрового проекта будущей конструкции на станок;
- тестовая проверка работы станка с перемещением фрезы на высоте 5 см над поверхностью помещенной детали;
- обработка каркаса циркониевых коронок и получение соответствующего образца.
Процесс фрезерования начинается с использования фрезы диаметром 2 мм, она снимает основной объем циркониевой заготовки. Далее в автоматическом режиме станок меняет фрезу на фрезу диаметром 1 мм и осуществляется промежуточная обработка, финишная обработка производится фрезой диаметром 0,6 мм.
После фрезеровки диоксиду циркония необходим процесс синтеризации. В этой связи, непосредственно спекание происходит за два часа при температуре приблизительно 1450-1550°C в тигельной печи Nabertherm GmbH DUOTRONPRO. Весь процесс занимает примерно восемь часов, три из которых уходят на постепенное нагревание, и столько же - на плавное остывание (см. фиг.15). При спекании диоксида циркония происходит комплекс изменений структуры и характеристик, в частности:
- снижается пористость, растет плотность;
- увеличивается прочность;
- повышается транслюцентность, то есть полупрозрачность сырья, оно становится внешне и по физическим параметрам ближе к естественным зубам.
Значительные изменения претерпевает структура вещества, а именно при мелообразной форме частицы диоксида представляют моноклинную кристаллическую решетку, но после спекания при 1100-1200°C они переходят в политетрагональную форму. Каркасы будущих детских циркониевых коронок, при обработке в 1500°C переходят в тетрагональную форму, достигая 99% теоретической максимальной плотности. В процессе спекания в тигеле, конструкция перекатывается на мелких округлых фрагментах (шариках) из диоксида циркония (диаметр составляет 0,4 мм - 1,0 мм, и изготовлены они из ультратонкого циркониевого порошка путем горячей прокатки, изостатического прессования и высокотемпературного обжига), что позволяет исключить соприкосновение каркасов с рабочей поверхностью камеры тигельной печи, а также исключить усадочные деформации, которые могут возникать при обжиге на плоской поверхности.
После указанного этапа синтерезации коронка проходит обработку в пескоструйном аппарате АСОЗ «Аверон» (используется белый синтетический абразив на основе оксида алюминия, составная часть оксида алюминия 99,6%, фракция 125-100 мкм под давлением 5 атмосфер.
Завершающим этапом является многоэтапная полировка всех поверхностей изготавливаемой детской зубной коронки.
На первом этапе используется полир с алмазным наполнением для грубой обработки (дисперсность 50-90 мкм, диаметр 9,5 мм), на втором этапе используется полир для средней обработки, при 10000 оборотов в минуту (дисперсность 10-40 мкм), а на третьем этапе производится финальная полировка при помощи полировочной пасты, состоящей из мельчайших частиц алмазного порошка, для достижения зеркального эффекта (дисперсность 3-9 мкм и 1-7 мкм).
Экспериментальным путем установлено, что оптимальные показатели структуры, формы и внешнего вида изготавливаемых коронок из диоксида циркония обеспечиваются в результате использования именно трехэтапной отделки, включающей на первом этапе применение полира с алмазным наполнением дисперсностью 50-90 мкм, на втором этапе (промежуточный) полира с дисперсностью 10-40 мкм, а на третьем этапе полировочной пасты из алмазного порошка дисперсностью 1-9 мкм.
Кроме того, указанные выше особенности полировки диоксида циркония позволяют обеспечивать более плотное прилегание к десне и уменьшает образование налета, благодаря достижению более гладкой поверхности.
На фиг. 16 представлен процесс моделирования с получением оболочки детского зуба.
В соответствии с изобретательским замыслом, предлагаемым способом изготавливаются спроектированные различные формы и размеры детских коронок, которые могут быть адаптированы для всех детей (широкая размерная сетка детских циркониевых коронок, что позволяет подобрать индивидуальный размер под каждого пациента), причем в таблице 1 ниже приведены соответствия размеров детских зубов, а в таблице 2 ниже размерная сетка детских циркониевых коронок.
табл. [1]
табл. [2]
Благодаря использованию получаемых предлагаемым способ детских коронок из диоксида циркония полностью восстанавливается правильная анатомическая форма зуба и его желательная функция. При этом у детей формируется правильный прикус, чего не было бы при отсутствии одного или нескольких временных зубов.
Важно дополнительно отметить, что коронки из диоксида циркония, изготовленные согласно заявляемому способу, практически исключает недостатки металлических коронок, а именно: не эстетичность детской улыбки, аллергические реакции на металл в ротовой полости, а также вредное воздействие гальванических токов на ткани ротовой полости.
Клинические случаи
Первый пример (см. фиг. 18.1-18.5).
Пациент: мальчик, 4 года. Был негативный опыт у стоматолога, жаловался на ночные боли зубов, стал беспокойный. Лечить на обычном приеме отказывался.
Лечение было проведено в условиях глубокой седации (наркоз) в 2 этапа. Во время первого: вылечены все верхние временные резцы и первые временные моляры с диагнозом “необратимый пульпит”, запломбированы каналы, восстановлены стандартными металлическими и предлагаемыми циркониевыми детскими коронками 52, 51, 61, 62 зубы. Во время второго: запломбированы все нижние зубы с диагнозом “необратимый пульпит”.
Второй пример (см. фиг. 19.1-19.5).
Пациент: ребенок, 2 года. Зубы у пациента стали разрушаться сразу после прорезывания, так как мама ребенка тяжело переносила беременность - заболевание COVID в первый триместр.
Лечение: Верхние резцы пролечены по диагнозу “обратимый пульпит” и покрыты предлагаемыми детскими циркониевыми коронками 52, 51, 61, 62 зубы. Лечение проводилось в условиях общего обезболивания ввиду маленького возраста ребенка.
Предлагаемое изобретение может быть успешно использовано в области ортопедической стоматологии для производства детских зубных коронок из диоксида циркония.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ КОРОНОК ИЗ ДИОКСИДА ЦИРКОНИЯ | 2016 |
|
RU2631104C1 |
| Способ иммобилизации зубов фрезерованными керамическими шинами | 2023 |
|
RU2822955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТОЧНО-КОМПОЗИТНОЙ КОРОНКИ | 2003 |
|
RU2238695C1 |
| СПОСОБ РЕСТАВРАЦИИ ДЕФЕКТА ВРЕМЕННОГО ЗУБА СТАНДАРТНОЙ СТАЛЬНОЙ КОРОНКОЙ В УСЛОВИЯХ АНЕСТЕЗИОЛОГИЧЕСКОГО ПОСОБИЯ | 2013 |
|
RU2554215C1 |
| Способ изготовления зубного имплантата | 2020 |
|
RU2735890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВРЕМЕННОЙ КОРОНКИ ПРЯМЫМ МЕТОДОМ НА СФОРМИРОВАННУЮ КУЛЬТЮ ЗУБА | 2016 |
|
RU2619489C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБНОГО РЯДА ПРИ ОТСУТСТВИИ ДВУХ БОКОВЫХ ЗУБОВ И ПОЛНОМ И ЧАСТИЧНОМ ОТСУТСТВИИ КОРОНКОВЫХ ЧАСТЕЙ ОПОРНЫХ ЗУБОВ С ПРИМЕНЕНИЕМ АРМИРУЮЩЕГО СЕТОЧНО-БАЛОЧНОГО МОСТОВИДНОГО ПРОТЕЗА | 2004 |
|
RU2261687C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБА С ПОМОЩЬЮ РАЗБОРНОЙ ИСКУССТВЕННОЙ КОРОНКИ | 2023 |
|
RU2816225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ МОСТОВ | 2016 |
|
RU2648853C2 |
| Способ замещения отсутствующих зубов при двусторонних концевых дефектах зубного ряда для верхней или нижней челюсти и адгезивный зубной протез | 2015 |
|
RU2652570C1 |
Предлагаемое изобретение относится к медицине, а именно к ортопедической стоматологии, и предназначен для использования при восстановлении анатомической формы разрушенных детских зубов. Осуществляют предварительные снятие слепка зубов или получение дентального снимка зубов с помощью сканирующего устройства. Отправляют получаемый материальный слепок зубов или цифрового варианта слепка зубов на обработку с целью получения физической модели, которая поступает на этап сканирования в лабораторную сканирующую 3D систему, где происходит считывание параметров формы и размеров физической модели, обрабатываемой компьютерной программой, моделирующей перспективный макет зубной коронки из диоксида циркония заданной структуры, формы и размера. Затем изготавливают, в соответствии с заданными компьютерными параметрами, основы каркаса коронок, путем его обработки в фрезеровочной установке посредством операций снятия основного объема коронки первой фрезой, снятия промежуточного слоя второй фрезой и окончательного снятия финишного слоя третьей фрезой. После чего осуществляют процесс синтеризации с помощью помещения изготавливаемой коронки из диоксида циркония в тигельную установку, где происходит планомерное спекание, в процессе которого изготавливаемая коронка перекатывается на округлых фрагментах диаметром 0,4-1,0 мм, изготовленных из ультратонкого циркониевого порошка. После чего осуществляют поэтапную отделку поверхности изготавливаемой коронки, которая заключается в использовании полира дисперсностью 50-90 мкм с алмазным наполнением для технической полировочной обработки, в использовании полира с дисперсностью 10-40 мкм для промежуточной полировочной обработки, а также в проведении завершающей полировки при помощи полировочной пасты, состоящей из мельчайших частиц алмазного порошка дисперсностью 1-9 мкм до получения эффекта зеркальной поверхности. Способ, за счет соблюдения определенной технологии при изготовлении коронки зуба, позволяет изготовить, обладающие увеличенной прочностью и повышенной транслюцентностью, циркониевые коронки, полностью восстанавливающие анатомическую форму зуба и его желательную функцию. 19 ил., 2 табл., 2 пр.
Способ изготовления зубных коронок из диоксида циркония, включающий предварительные снятие слепка зубов или получение дентального снимка зубов с помощью сканирующего устройства, отправку получаемых материального слепка зубов или цифрового варианта слепка зубов на обработку с целью получения физической модели, которая поступает на этап сканирования в лабораторную сканирующую 3D систему, где происходит считывание параметров формы и размеров физической модели, обрабатываемой компьютерной программой, моделирующей перспективный макет зубной коронки из диоксида циркония заданной структуры, формы и размера, а также последующее изготовление в соответствии с заданными компьютерными параметрами основы каркаса коронок, путем его обработки в фрезеровочной установке посредством операций снятия основного объема коронки первой фрезой, снятия промежуточного слоя второй фрезой и окончательного снятия финишного слоя третьей фрезой, после чего осуществляется процесс синтеризации с помощью помещения изготавливаемой коронки из диоксида циркония в тигельную установку, где происходит планомерное спекание, в процессе которого изготавливаемая коронка перекатывается на округлых фрагментах диаметром 0,4-1,0 мм, изготовленных из ультратонкого циркониевого порошка, что обеспечивает естественное перемещение изготавливаемой коронки, предотвращая соприкосновение с поверхностью камеры упомянутой тигельной установки, исключая таким образом возможные усадочные деформации, после чего происходит поэтапная отделка поверхности изготавливаемой коронки, которая заключается в использовании полира дисперсностью 50-90 мкм с алмазным наполнением для технической полировочной обработки, в использовании полира с дисперсностью 10-40 мкм для промежуточной полировочной обработки, а также в проведении завершающей полировки при помощи полировочной пасты, состоящей из мельчайших частиц алмазного порошка дисперсностью 1-9 мкм до получения эффекта зеркальной поверхности.
| СПОСОБ ПРОТЕЗИРОВАНИЯ ЗУБА | 2023 |
|
RU2800252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ РЕСТАВРАЦИИ | 2016 |
|
RU2709555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 2014 |
|
RU2632430C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗУБНЫХ МОСТОВ | 2016 |
|
RU2624379C1 |
| US 2013221554 A1, 29.08.2013 | |||
| JP2004035332 A, 05.02.2004 | |||
| WO 2014022643 A1, 06.02.2014 | |||
| KATO SHOJI, Клинические примеры цирконовых реставраций из многослойных дисков высокой степени прозрачности, Зубной техник, 2019, номер 5, стр.18-29 | |||

