Способ относится к тканевой инженерии, биотехнологиям и биомедицине для биопечати микробиологическими объектами, создания устойчивых трехмерных биологических тканей и органов согласно САПР модели множеством типов многослойных клеток одновременно с высокой плотностью и точностью.
Известен способ биопечати, представленный группой под руководством Tim B.F Woodfield: «Integrated System for 3D Assembly of Bio-scaffolds and Cells», Toronto, Ontario, Canada, August 21-24, 2010 с помощью выдавливания плунжером сфероидов диаметром ~1 300 мкм.
Известен способ биопечати одиночными тканевыми сфероидами >500 мкм по одному из 96-ти луночной плашки с не адгезивным дном, переносом и нанизывая их на стержни, реализованный в устройстве (№ WO2012176751A1 по классу C12M33/04, 27.12.2012).
Наиболее близким к заявляемому изобретению является способ с обратимым встраиванием суспендированных гидрогелей (FRESH) в произвольной форме, предложенный Hinton и соавт. (Hinton, TJ. et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels / Hinton TJ, Jallerat Q, Palchesko RN, Park JH, Grodzicki MS, Shue HJ, Ramadan MH, Hudson AR, Feinberg AW// Sci Adv. 2015. 1(9): e1500758).
Этот метод печати, основанный на встраивании печатного гидрогеля во вторичный гидрогель, который служит временной термообратимой и биосовместимой опорой, позволяет использовать мягкие материалы, которые разрушились бы при печати на воздухе.
Недостатками представленных выше способов являются большие затраты материала, возможность образования излишков питательной среды на приемной поверхности, что может препятствовать расчётному встраиванию одиночных тканевых сфероидов. Не все типы клеток способны сформировать большой сфероид и с увеличением его размеров вероятность живых клеток в центре уменьшается. Низкая скорость биопечати и точность, разрушения сфероидов при трении, слабые механические свойства получаемых конструкций, искажения из-за реологических особенностей гелевой среды.
Технический результат изобретения в увеличении скорости, множества одновременно используемых типов клеток, точности и прочности формирования тканей и органов при уменьшении стоимости.
Технический результат достигается тем, что объект для инкубации формируют, согласно его трёхмерной САПР модели, с помощью системы наполнения различными типами клеток, помещаемых в водорастворимую пористую ленту скаффолд, в процессе её перематывания из рулона в рулон, под контролем систем сматывания, наматывания и удерживаемых разделительной пористой лентой.
Системы сматывания и наматывания пористой ленты скаффолда контролируют её равномерное натяжение, боковое выравнивание, скорости вращения рулонов при разгоне, намотке и замедлении исключая скольжение.
Система наполнения пористой ленты скаффолда клетками содержит собственные неподвижные головки струйных принтеров для каждого их вида, установленные по всей её ширине, механизм контроля точности и корректировки, вакуумное устройство и ёмкость для удаления избыточной жидкости.
Система контроля наполнения клетками управляет скоростью перематывания поддерживающей пористой ленты скаффолда.
После помещения необходимых клеток соответствующих трёхмерной САПР модели формируемой ткани, органа в пористую ленту скаффолд к ним добавляется питательная жидкость и водорастворимый пористый разделительный слой, а фильтрующий слой наматывается в отдельный рулон. Полностью сформированный объект внутри рулона пористой ленты скаффолда готов для инкубации.
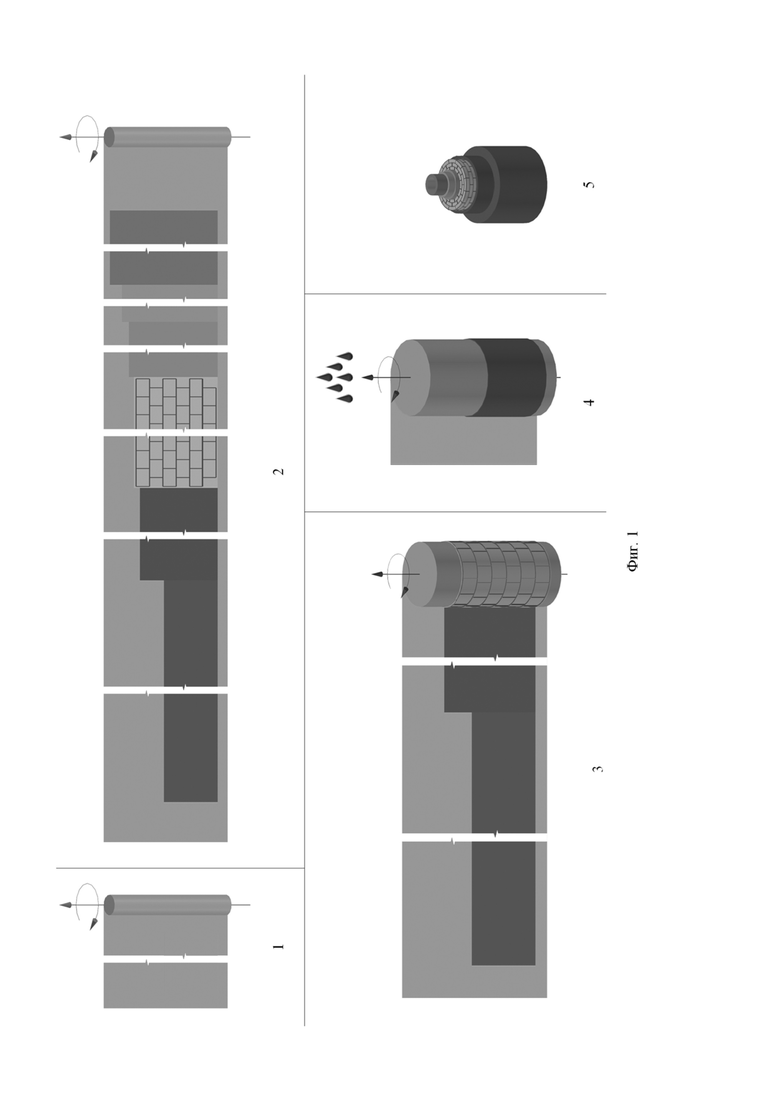
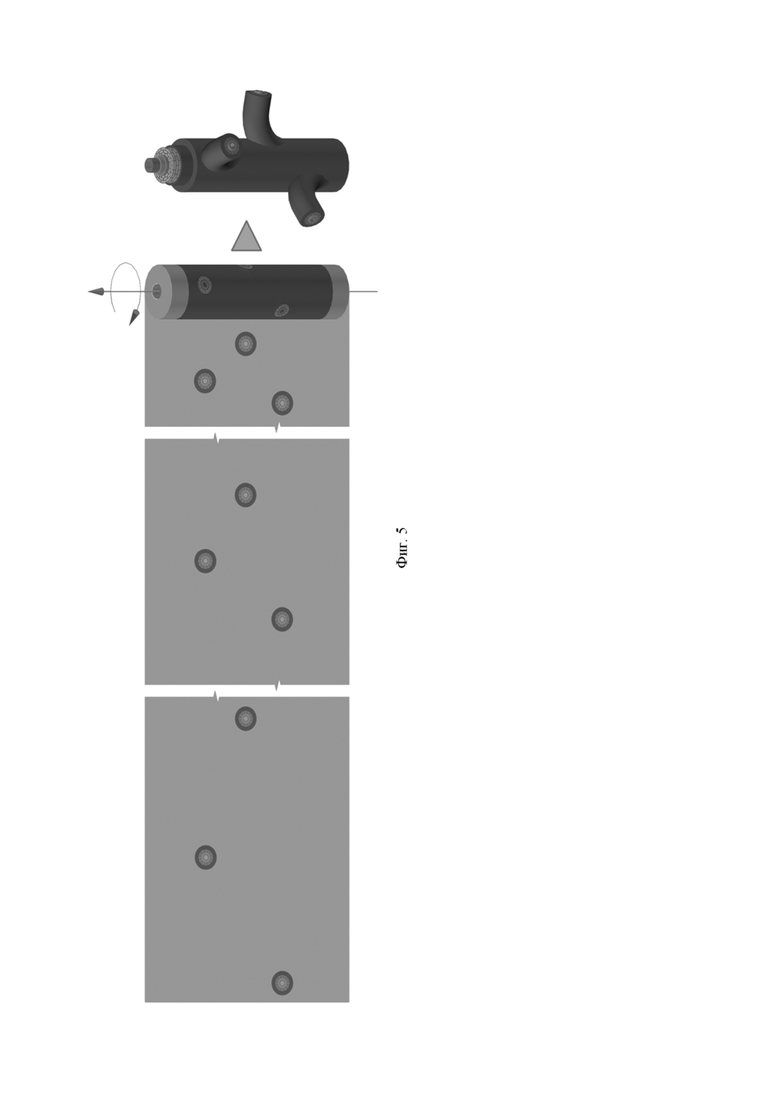
Фиг. 1. иллюстрирует последовательность изготовления объекта в рулоне: 1) начало перематывания рулона пористой ленты скаффолда, 2) заполнение поддерживающей пористой ленты скаффолда необходимыми клетками формируемого объекта, 3) полностью сформированный объект внутри рулона, 4) растворение поддерживающего скаффолда, 5) очищенный сформированный объект.
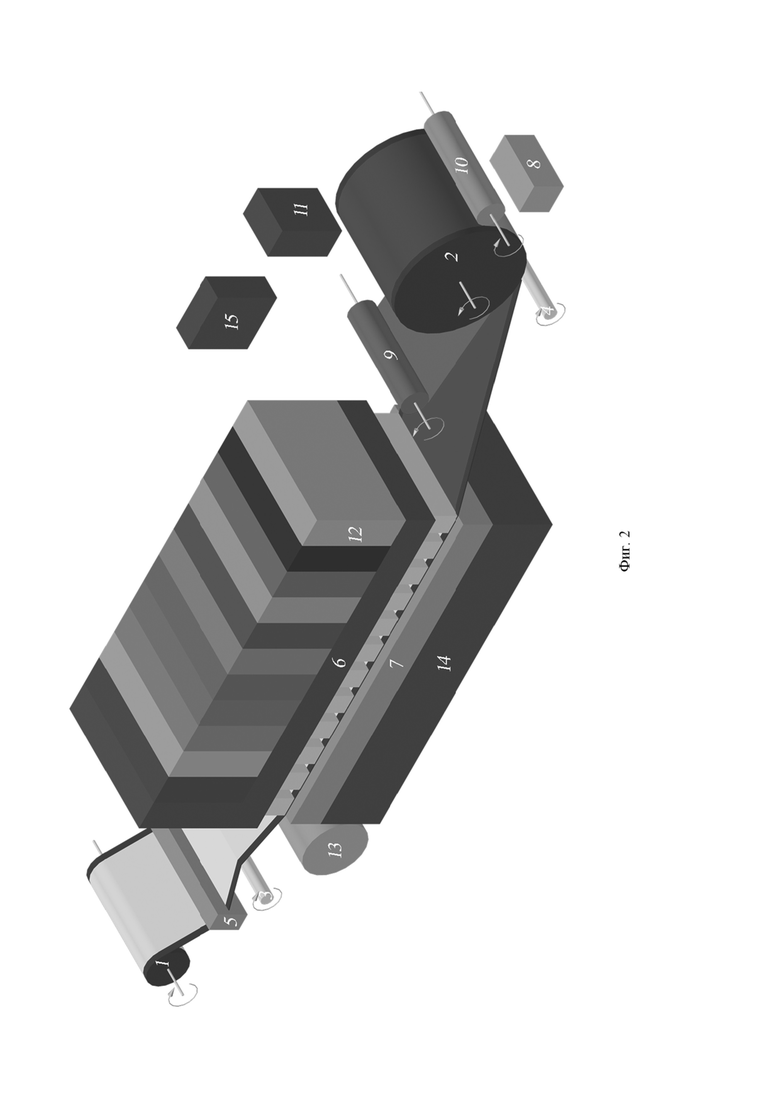
Фиг. 2 показывает схему устройства для реализации предложенного способа. Поддерживающий пористая лента скаффолд перематывается из рулона (1) в рулон (2) направляющими, натяжными, тянущими валиками (3), (4) и системы контроля сматывания, наматывания и натяжения (5). В процессе перемотки пористая лента скаффолд заполняется с помощью системы наполнения различными типами клеток (6) в соответствии с САПР моделью. Избыточная жидкость удаляется дренажной системой (7) с помощью вакуумного устройства (13) в ёмкость (14). Когда поры ленты скаффолда заполнены клетками к ним добавляется питательная жидкость из ёмкости (12) и водорастворимая разделительная пористая лента из рулона (9). Фильтрирующий слой наматывается в рулон (10). Точность наматывания контролируется системами учёта позиционирования (8) и совмещения слоёв (11) под общим управлением синхронизирующей системы (15).
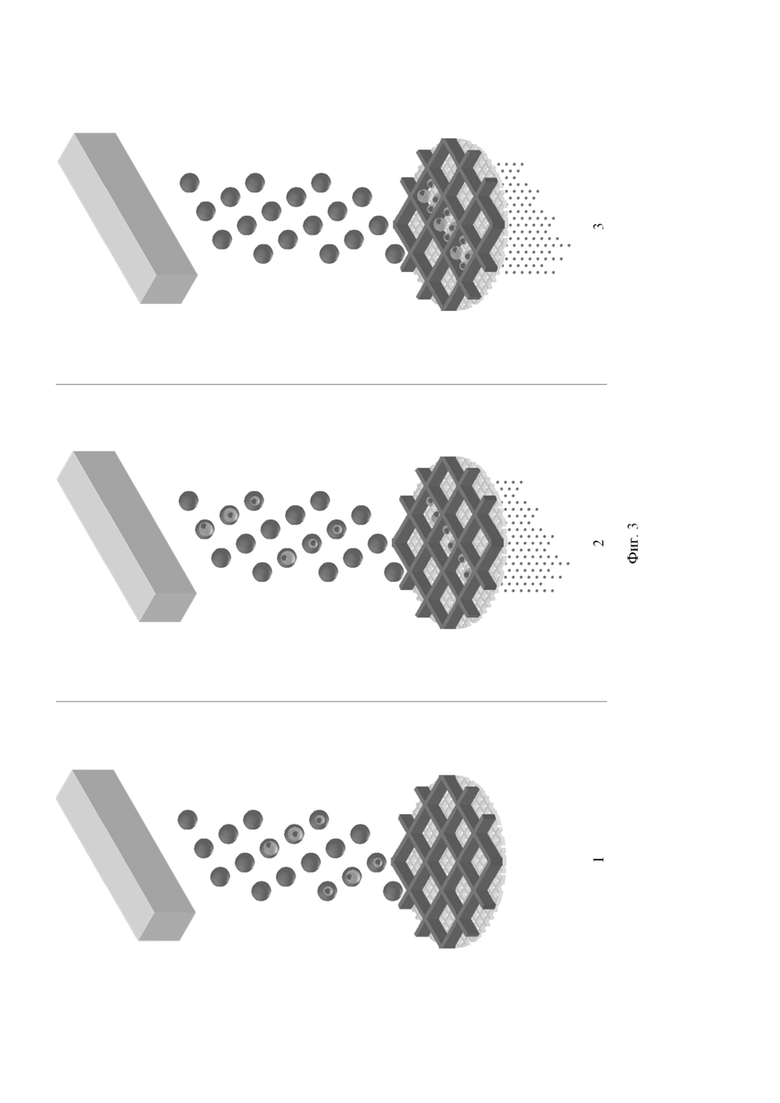
Фиг. 3 изображает последовательность наполнения пор ленты скаффолда клетками: 1) поры перед заполнением клетками и питательной жидкостью, 2) поры в процессе заполнения, 3) поры полностью заполнены, избыточная вода проходит сквозь отверстия в фильтрирующем слое.
Пример №1
Стандартная струйная печатающая головка Kyocera «KJ4B1200» выпускает 339 968 000 капель объемом 5 пл в секунду с помощью 5 312 сопел с частотой 64 кГц на ширине 112,42 мм при скорости протягивания ленты 80 м/мин (~1,33 м/с) и точностью 1 200 dpi (точка 21×21 мкм). Необходимая текучесть биочернил из различных типов клеток ∅10−15 мкм достигается плотностью 1 клетка в ~1 000 пл. Соответственно, печать одной клетки в конкретной поре 42×42×15 мкм3 требует выпустить ~200 капель уменьшив скорость ленты до ~6,7 мм/с и удалив лишнюю воду дренажной системой. Вместе с разделительной пористой лентой высотой 3 мкм толщина слоя достигнет 18 мкм с плотностью клеток ~1,26×108.
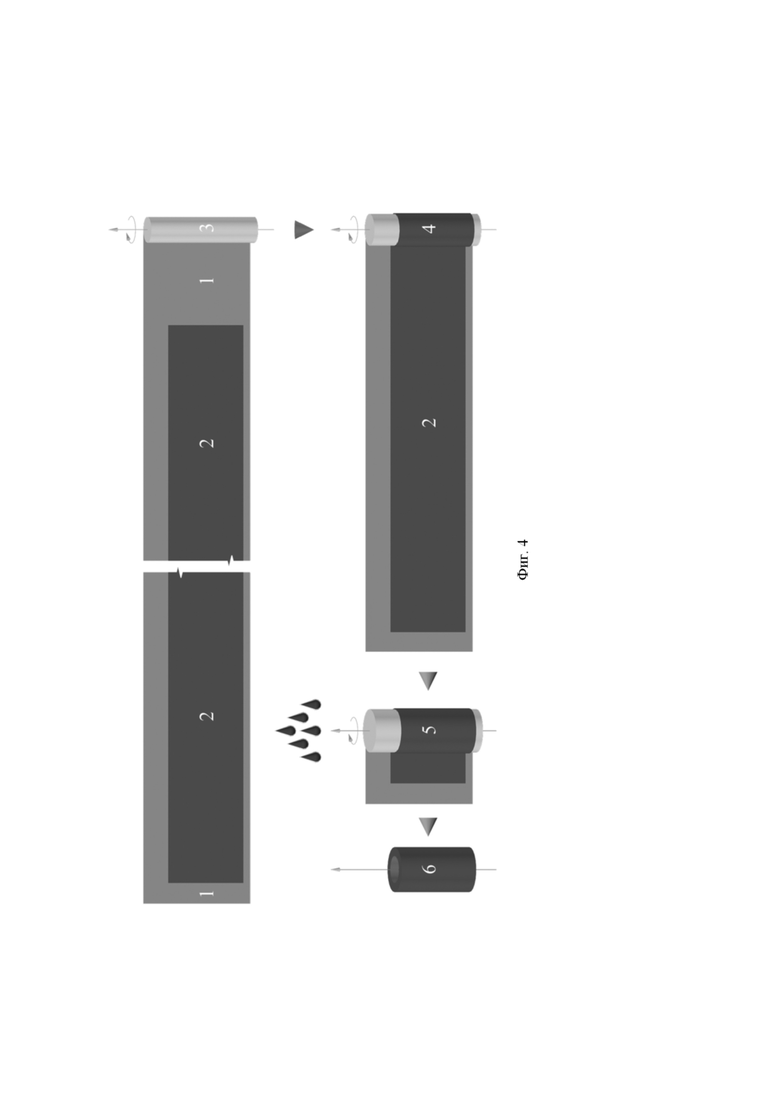
На Фиг. 4 представлена последовательность трёхмерной биопечати трубчатого объекта одним материалом: 1) Пустая пористая лента скаффолд, 2) Заполненная пористая лента скаффолд, 3) Формируемая полость в объекте, 4) Наматываемый трубчатый объект внутри рулона, 5) Полностью сформированный объект освобождается от пористой ленты скаффолда, 6) Объект в чистом виде.
Пример №2
Фиг. 5 демонстрирует упрощённую последовательность биопечати ветвистого трубчатого объекта подобного кровеносным сосудам.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3D биопринтинг солид органоидов Рулонный Пористый Скаффолд | 2024 |
|
RU2839759C1 |
| Устройство трёхмерной биопечати Рулонный Пористый Скаффолд | 2023 |
|
RU2834271C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЯ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2017 |
|
RU2659049C1 |
| Способ фильтрации воздуха | 2023 |
|
RU2826387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2014 |
|
RU2609911C2 |
| УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2014 |
|
RU2601836C2 |
| Способ пневматического удаления сосулек с крыш | 2024 |
|
RU2829772C1 |
| Способ очистки воздуха в помещении | 2024 |
|
RU2839856C1 |
| Имплантат ушной раковины | 2022 |
|
RU2790402C1 |
| СПОСОБ ФАБРИКАЦИИ КОНСТРУКТОВ ИЗ ФОСФАТОВ КАЛЬЦИЯ | 2019 |
|
RU2725111C1 |
Изобретение относится к биотехнологии. Представлен cпособ послойного изготовления трехмерных биообъектов, в котором ткани и органы для инкубации формируют согласно трёхмерной САПР модели с помощью систем сматывания, наматывания, натяжения и наполнения, системы наполнения различными типами клеток через головки струйных принтеров. Изобретение позволяет увеличить скорость, точность и прочность формирования тканей и органов при уменьшении стоимости процесса, а также одновременно использовать множества типов клеток. Изобретение может применяться в органной имплантации и тканевой инженерии для реконструкции дефектов мягких тканей. 4 з.п. ф-лы, 5 ил., 2 пр.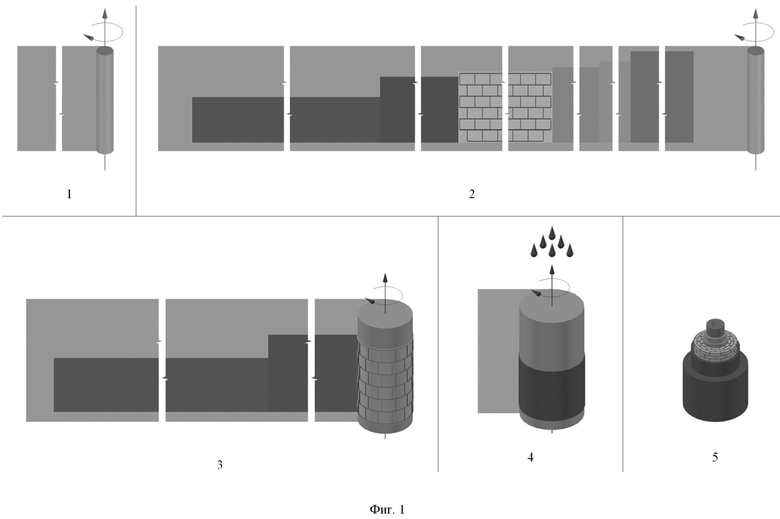
1. Способ послойного изготовления трехмерных биообъектов, в котором ткани и органы для инкубации формируют согласно трёхмерной САПР модели с помощью систем сматывания, наматывания, натяжения и наполнения, системы наполнения различными типами клеток через головки струйных принтеров, отличающийся тем, что клетки помещаются в поддерживающую пористую ленту скаффолд, выполненную водорастворимой, с возможностью удерживать клетки в расчётных положениях, содержащую слой, фильтрирующий клетки, полностью отделяемый после её заполнения, в процессе её перематывания из рулона в рулон с отделением слоёв клеток формируемого объекта разделительной водорастворимой пористой лентой, контролем толщины наматываемого слоя формируемого объекта поддерживаемого высотой полос из несжимаемого материала на границах сторон пористой ленты скаффолда, ограничивающих форму наматываемого рулона, под управлением синхронизирующей системы, управляющей системой сматывания, наматывания, натяжения и наполнения различными типами клеток с помощью данных полученных от систем учёта позиционирования и совмещения слоёв, система сматывания, наматывания и натяжения пористой ленты скаффолда выполнена с возможностью её равномерного натяжения, бокового выравнивания, контролирования скорости вращения рулонов при разгоне, намотке с постоянной скоростью и замедлении, исключая скольжение.
2. Способ по п. 1, отличающийся тем, что система наполнения клетками содержит механизм поддержки их температур при распылении через неподвижные головки струйных принтеров, установленные по всей ширине перематываемой пористой ленты скаффолда, контролирующий точность и корректирующий механизмы, вакуумное устройство и ёмкость для удаления избыточной жидкости.
3. Способ по п. 1, отличающийся тем, что для каждого вида клеток используются собственные головки струйных принтеров.
4. Способ по п. 1, отличающийся тем, что после заполнения пористой ленты скаффолда клетками к ним добавляется питательная жидкость.
5. Способ по п. 1, отличающийся тем, что система учёта совмещения слоёв выполнена с возможностью контроля продолжительности требуемых температур, давления необходимых газов в наматываемом рулоне и толщины наматываемого на него слоя.
| HINTON, TJ | |||
| et al | |||
| Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels // Sci Adv | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| WO 2012176751 A1, 27.12.2012 | |||
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЯ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2017 |
|
RU2659049C1 |

